ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
1. Область техники, к которой относится изобретение
[001] Настоящее изобретение относится к способу изготовления слоистых композиционных материалов, в частности, способу изготовления промышленной крупногабаритной многослойной панели из пеноалюминия.
2. Уровень техники
[002] По сравнению с обычным металлическим материалом, многослойная панель из пеноалюминия, применяемая в качестве нового пористого композиционного материала, обладает многими уникальными физическими свойствами, в частности, малой массой, высокой удельной жесткостью, высокой удельной прочностью, хорошими энергопоглощающими и звукопоглощающими свойствами, а также хорошей способностью к экранированию электромагнитного излучения. Благодаря специальной конструкции и сборке, материал можно использовать в качестве материала, сочетающего в себе структурные и функциональные преимущества, обладающего высокой потребительской ценностью и большими перспективами применения в легких конструкциях аэрокосмической отрасли, коммуникаций и транспорта, в звукопоглощающих конструкциях в объектах городского строительства и дефлекторах двигателей, элементах для предупреждения столкновений транспортных средств, шасси бронированных машин и других отраслях благодаря способности к поглощению энергии; в последние годы уделяется все больше внимания к многослойным панелям из пеноалюминия, и технологии их производства углубляются и развиваются.
[003] В настоящее время для подготовки внутреннего слоя и покровных слоев многослойной панели из пеноалюминия используют два основных вида соединения, а именно адгезионное и металлургическое соединение. Покровный слой соединяют с внутренним слоем синтетическим клеем; этот способ прост и экономичен, но имеет некоторые очевидные недостатки, а именно низкую прочность межфазной связи, быстрое старение и чувствительность к высоким температурам; кроме того, клейкий слой токсичен при разложении, что значительно ограничивает область применения. Поэтому в настоящее время основным направлением разработки становится покровный слой, соединенный с внутренним слоем металлургическим соединением.
[004] Для реализации металлургического соединения внутреннего слоя и покровного слоя технологию производства постоянно совершенствуют. Например, согласно китайскому патенту CN104960270A, после обработки поверхности на нагревательную платформу определенной температуры параллельно укладывают материал панели из пеноалюминия, характеризующийся соответствующей плотностью, пористостью, толщиной и изготовленный методом вспенивания расплава; после нагрева стороны материала панели из пеноалюминия, соприкасающейся с нагревательной платформой, до определенной температуры, другую сторону материала панели из пеноалюминия подвергают прессованию, при этом нагреваемая сторона деформируется с образованием поверхностного слоя, подобного покровному слою; затем вышеупомянутые операции повторяют с другой стороны, в результате чего получают многослойную конструкцию. В данном способе получают готовую многослойную конструкцию из пеноалюминия, однако полученный покровный слой имеет недостатки, в частности, низкую прочность и плохое качество поверхности, кроме того, данная многослойная конструкция из пеноалюминия легко разрушается в процессе сжатия.
[005] В частности, китайский патент CN106735245A раскрывает способ изготовления многослойной панели из пеноалюминия методом порошковой металлургии. Данный способ заключается в том, что для верхнего покровного слоя и нижнего покровного слоя используют технологический способ формования из порошка, порошок равномерно укладывают по схеме: порошок покровного слоя-порошок внутреннего слоя-порошок покровного слоя, предварительно сформованные заготовки прессуют на прессе, затем нагревают и выполняют вспенивание, после чего формируют многослойную конструкцию из пеноалюминия. В данном способе порошок покровного слоя панели и порошок внутреннего слоя соединяют металлургическим соединением, однако сложность операции относительно высока, способ не может быть использован для изготовления крупногабаритных многослойных панелей вследствие ограничений по исполнению пресс-форм и другого оборудования, а точную толщину, плоскостность и прочность покровного слоя трудно гарантировать.
[006] Дж. Банхарт раскрыл способ изготовления многослойной панели из пеноалюминия с характеристиками 1×2 м методом порошковой металлургии в документе «Многослойные панели из пеноалюминия: производство, металлургия и применение», при этом используется метод порошковой металлургии. Технологический способ заключается в том, что сначала в достаточной мере смешивают базовый алюминиевый порошок, вспенивающий агент и некоторые добавки, после чего их предварительно прессуют для получения компактных предварительно сформованных заготовок внутреннего слоя; далее выбирают подходящие панельные материалы; в-третьих, после выполнения в определенной степени механического сцепления покровного слоя и внутреннего слоя путем сочетания холодной прокатки и горячей прокатки, покровный слой и внутренний слой помещают в печь для вспенивания; и заключительно, предварительно сформованные заготовки нагревают до температуры 670-705°C и выдерживают некоторое время в нагретом состоянии, после чего охлаждают, получая композитные материалы для многослойных панелей из пеноалюминия. Способ отличается сложными технологическими процедурами и высокой осуществимостью, и в настоящее время имеет большое значение в производстве промышленных многослойных панелей из пеноалюминия. В силу промышленной тайны и иных схожих причин в Китае не реализуется крупномасштабное производство крупногабаритных изделий из многослойных панелей из пеноалюминия с использованием металлургии для межфазных соединений.
[007] По результатам тщательного анализа авторы изобретения могут обнаружить, что способ изготовления многослойных панелей из пеноалюминия, раскрытый Дж. Банхартом и др., имеет следующие недостатки: почти все известные покровные слои из сплавов на основе алюминия вызывают пережигание при высокой температуре вспенивания (выше 630°C), что неизбежно значительно ухудшает свойства покровного слоя и значительно снижает практическую применимость и потребительскую ценность многослойной панели из пеноалюминия в качестве конструкционного материала. Степень потерь при горении покровного слоя можно снизить путем сокращения времени вспенивания, однако вместе с увеличением скорости возрастания температуры, ограничиваемого теплопередачей, неизбежно увеличивается температурный градиент в изделиях, что приводит к различным временным характеристикам процесса вспенивания и затрудняет обеспечение стабильности и равномерности роста ячеек. Кроме того, ускоренное вспенивание невыгодно с точки зрения контроля производства, так как снижает постоянство качества продукции. Поэтому разработка крупногабаритной многослойной панели из пеноалюминия с использованием металлургии для межфазных соединений, подходящей для применения в промышленности, имеет важное значение.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[008] Основной задачей настоящего изобретения, направленного на решение проблем, присущих способу изготовления многослойной панели из пеноалюминия, является разработка способа изготовления промышленной крупногабаритной многослойной панели из пеноалюминия. Благодаря реализации стабильного вспенивания при пониженной температуре окружающей среды и пониженной скорости возрастания температуры исходные механические свойства покровного слоя сохраняются, время вспенивания может быть достаточно продлено, процесс вспенивания протекает плавно, стабильно и медленно, управление процессом отличается удобством, а многослойная панель из пеноалюминия имеет форму плоской панели и равномерную толщину.
[009] Для достижения поставленных целей настоящим изобретением предложен способ изготовления промышленной крупногабаритной многослойной панели из пеноалюминия, содержащий следующие этапы:
[0010] 1. Выполняют смешивание порошка алюминия/порошка алюминиевого сплава с порошком кремния, порошком меди, порошком магния, порошком сплава цинк-медь-никель и вспенивающим агентом, с добавлением или без добавления присадки, и выполняют равномерное перемешивание для получения смешанного порошка внутреннего слоя; при этом смешанный порошок внутреннего слоя содержит следующие массовые доли компонентов: 5-10% Si, 1-8% Mg, 1-6% Cu, 0-2% Zn, 0,5-2% вспенивающего агента, оставшаяся доля до 100% Al, причем вспенивающий агент представляет собой порошковый гидрид титана, присадка представляет собой частицы карбида кремния или углеродные волокна; причем если присадка представляет собой частицы карбида кремния, масса присадки меньше или равна 8% от общей массы смешанного порошка внутреннего слоя; причем, если присадка представляет собой углеродные волокна, масса присадки меньше или равна 0,5% от общей массы смешанного порошка внутреннего слоя;
[0011] 2. Выбирают в качестве трубных материалов или панельных материалов алюминиевые сплавы серии 3000 или алюминиевые сплавы серии 6000; выполняют термообработку трубных материалов при 400±10°C в течение 1-3 часов, далее выполняют сплющивание прессом, и затем выполняют прокатку на прокатном стане для получения трубчатых полостей; или выполняют герметизирующую обработку на двух боковых кромках каждых двух панельных материалов, размещенных параллельно, для получения одной трубчатой полости; причем каждая трубчатая полость содержит верхнюю панель, нижнюю панель и соединительную часть между каждой верхней панелью и соответствующей нижней панелью, каждая верхняя панель и соответствующая нижняя панель взаимно параллельны, расстояние между каждой верхней панелью и соответствующей нижней панелью составляет 20-30 мм, и каждая трубчатая полость имеет ширину 40-1200 мм и толщину стенки 2-8 мм;
[0012] 3. Выполняют предварительную обработку внутренней поверхности каждой трубчатой полости, во время предварительной обработки сначала выполняют щелочную промывку щелочным раствором для удаления масляных пятен, выполняют кислотную промывку кислотным раствором для удаления посторонних примесей, затем выполняют промывку водой для удаления кислотного раствора и, в заключение выполняют сушку для удаления воды;
[0013] 4. Устанавливают определение для одного конца каждой предварительно обработанной трубчатой полости как переднего конца и определение для другого конца каждой предварительно обработанной трубчатой полости как заднего конца; производят герметизацию передних концов заклепками или заваривают передние концы для герметизации и оставляют выпускные отверстия; вводят смешанный порошок внутреннего слоя в каждую трубчатую полость через соответствующий задний конец с оставлением участка 30-60 мм для герметизации на каждом заднем конце; добавляют асбест или губку в каждую трубчатую полость с соответствующего заднего конца с обеспечением накрывания асбестом или губкой смешанного порошка внутреннего слоя для предотвращения выброса смешанного порошка внутреннего слоя потоками воздуха в процессе прокатки; затем выполняют сплющивание задних концов, далее выполняют герметизацию задних концов заклепками или заваривают задние концы для герметизации, и оставляют выпускные отверстия для получения предварительно сформованных деталей, причем передний конец каждой предварительно сформованной детали является передним концом соответствующей трубчатой полости, а задний конец каждой предварительно сформованной детали является задним концом соответствующей трубчатой полости;
[0014] 5. Выполняют 3-7 проходов холодной прокатки предварительно сформованных деталей, причем степень обжатия при каждом проходе составляет 3-8%, смешанный порошок внутреннего слоя и трубчатые полости достигают первичного уплотнения, подготавливают материалы заготовок, а направлением холодной прокатки является направление от заднего конца к переднему концу каждой предварительно сформованной детали;
[0015] 6. Выполняют спекание материалов заготовок при температуре 400-500°C в течение 1-5 часов для получения спеченных панельных заготовок;
[0016] 7. Выполняют горячую прокатку спеченных панельных заготовок для получения горячекатаных панельных заготовок, причем начальная температура прокатки составляет 400-480°C, температура чистовой прокатки составляет 385-450°C, а суммарная степень обжатия составляет 40-70%;
[0017] 8. Выполняют термообработку горячекатаных панельных заготовок в условиях температуры 400-500°C в течение 1-5 часов, и затем выполняют обработку обрезания кромок для удаления обрамляющих частей, подвергнутых герметизирующей обработке, с целью получения предварительно сформованных панельных заготовок; и
[0018] 9. Помещают предварительно сформованные панельные заготовки в термическую печь, выполняют нагрев до 570-620°C и выполняют вспенивающую обработку в течение 15-60 мин, и затем выполняют охлаждение воздухом до комнатной температуры с целью получения многослойных панелей из пеноалюминия.
[0019] Порошок алюминия/порошок алюминиевого сплава, порошок кремния и порошок магния имеют размер частиц 100-400 меш, а порошок меди, порошок сплава цинк-медь-никель и порошок гидрида титана-400-1000 меш.
[0020] Размер частиц карбида кремния составляет 50-200 меш.
[0021] Диаметр углеродных волокон меньше или равен 100 μm, а длина углеродных волокон меньше или равна 3 мм.
[0022] Порошок гидрида титана перед применением подвергают предварительной окислительной обработке в условиях температуры 420-520°C в течение 1-4 часов.
[0023] На этапе 1 перемешивание выполняют в течение 1-4 часов.
[0024] Из алюминиевых сплавов серии 3000 выбирают алюминиевые сплавы 3003, а из алюминиевых сплавов серии 6000 выбирают алюминиевые сплавы 6061 или 6063.
[0025] В данном способе для выполнения герметизирующей обработки на двух боковых кромках на этапе (2) используют один из следующих приемов: 1, две боковые кромки каждой верхней панели и соответствующей нижней панели изгибают соответственно, причем угол раскрытия между каждой изогнутой частью и водяным уровнем составляет 30-60 градусов, в результате чего концы двух боковых кромок каждой верхней панели и соответствующей нижней панели соприкасаются и свариваются для герметизации; 2, две боковые кромки каждой верхней панели и соответствующей нижней панели соответствующим образом дважды сгибают для образования плоского участка панели и V-образных частей на двух сторонах, после чего V-образные части каждой верхней панели и соответствующей нижней панели состыковывают для герметизации; и 3, две гибкие металлические панели помещают, соответственно, на две боковые кромки каждой верхней панели и соответствующей нижней панели, и две боковые кромки каждой верхней панели и соответствующей нижней панели сваривают соответственно с двумя гибкими металлическими панелями для герметизации, причем каждая из гибких металлических панелей изготовлена из алюминиевого сплава 1050, 1060 или 1100 и имеет толщину 3-10 мм.
[0026] Согласно данному способу, щелочной раствор для щелочной промывки представляет собой водный раствор гидроксида натрия в концентрации 25-45 г/л и используется для смачивания трубчатых полостей в течение 10-40 мин, а кислотный раствор для кислотной промывки представляет собой соляную кислоту в массовой концентрации 30%, причем трубчатые полости после щелочной промывки помещают в кислотный раствор для смачивания до тех пор, пока поверхности трубчатых полостей не станут гладкими.
[0027] На этапе 4, когда передние концы или задние концы герметизированы заклепками, заклепки равномерно распределяют в направлении ширины каждой из трубчатых полостей, расстояние между каждыми двумя соседними заклепками составляет 10-100 мм, а зазоры между заклепками используются в качестве выпускных отверстий; когда передние концы или задние концы заваривают для герметизации, в качестве выпускных отверстий оставляют 3-10 непроваренных точек, причем длина каждой непроваренной точки составляет 5-8 мм.
[0028] На этапе 9, перед вспенивающей обработкой, над каждой предварительно сформованной панельной заготовкой устанавливают пресс-форму, а степень расширения внутреннего слоя предварительно сформованных панельных заготовок регулируют на уровне 300-400%.
[0029] По сравнению с уровнем техники способ изготовления, раскрытый в настоящем изобретении, имеет следующие преимущества:
[0030] Снижена температура вспенивания и, кроме того, снижены требования к скорости нагрева. В процессе изготовления традиционной многослойной панели из пеноалюминия, для выполнения требований к скорости нагрева, температуру печи, как правило, предварительно устанавливают на 680-750°C, кроме того, необходимо устройство с более высокой эффективностью теплообмена, иначе вспенивание не удастся осуществить вследствие слишком медленного возрастания температуры. В способе изготовления, раскрытом в настоящем изобретении, используется целесообразное соотношение компонентов и обоснованная технология обработки, причем степень расширения величиной даже в 300% и выше может быть достигнута при 580°C и ниже, а скорость возрастания температуры не является одним из критических факторов, определяющих успех или неудачу вспенивания.
[0031] Способ изготовления, раскрытый настоящим изобретением, позволяет гарантировать выгодную однородность ячеек внутреннего слоя, полный контроль процесса вспенивания в пределах фиксированного интервала температур в полутвердом/жидком состоянии, а также высокую точность регулирования температуры и малый градиент температуры в процессе вспенивания. Кроме того, способ изготовления является высоко технологичным и подходящим для промышленного производства, позволяет эффективно регулировать и контролировать технологическое окно наряду с продлением времени нагрева и снижением скорости возрастания температуры, отличается высокой стабильностью и воспроизводимостью процесса производства продукта, а также вполне подходит для крупномасштабного производства крупногабаритных многослойных панелей из пеноалюминия с промышленными характеристиками.
[0032] Технологические характеристики способа изготовления, раскрытого настоящим изобретением, позволяют гарантировать высокую прочность металлургического сцепления внутреннего вспененного слоя и покровных слоев, а также высокую ровность поверхности покровного слоя полученной многослойной панели. Покровный слой из алюминиевого сплава дополнительно упрочняют в процессе деформации прокаткой. Кроме того, технология позволяет реализовать низкотемпературное вспенивание, эффективно предотвратить пережигание покровного слоя в процессе вспенивания, улучшить сохранение физических свойств покровного слоя, а также эффективно использовать покровный слой из алюминиевого сплава для изготовления многослойной панели из пеноалюминия. Назначение многослойной панели из пеноалюминия не ограничивается функциональным материалом и может быть распространено на разработку легких конструкционных материалов.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0033] Настоящее изобретение будет раскрыто понятным для специалистов в данной области образом в нижеследующем подробном описании предпочтительного варианта осуществления со ссылкой на прилагаемые фигуры, на которых изображено:
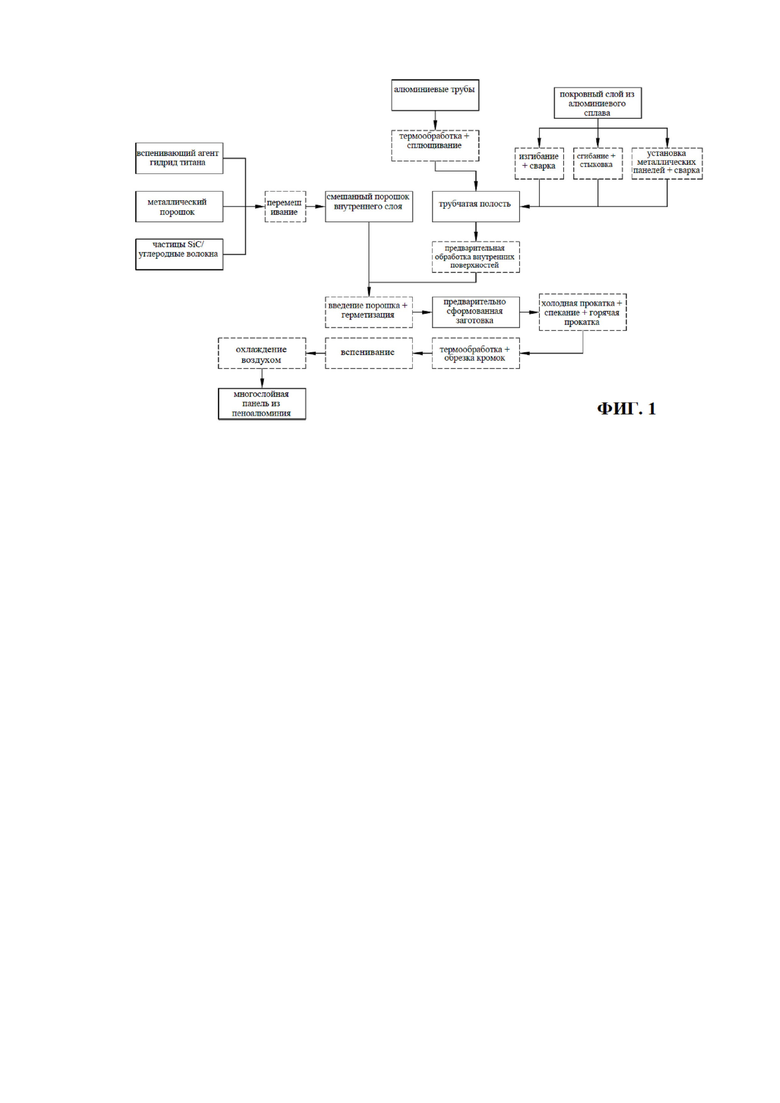
[0034] На ФИГ.1 изображена блок-схема способа изготовления промышленной крупногабаритной многослойной панели из пеноалюминия согласно настоящему изобретению;
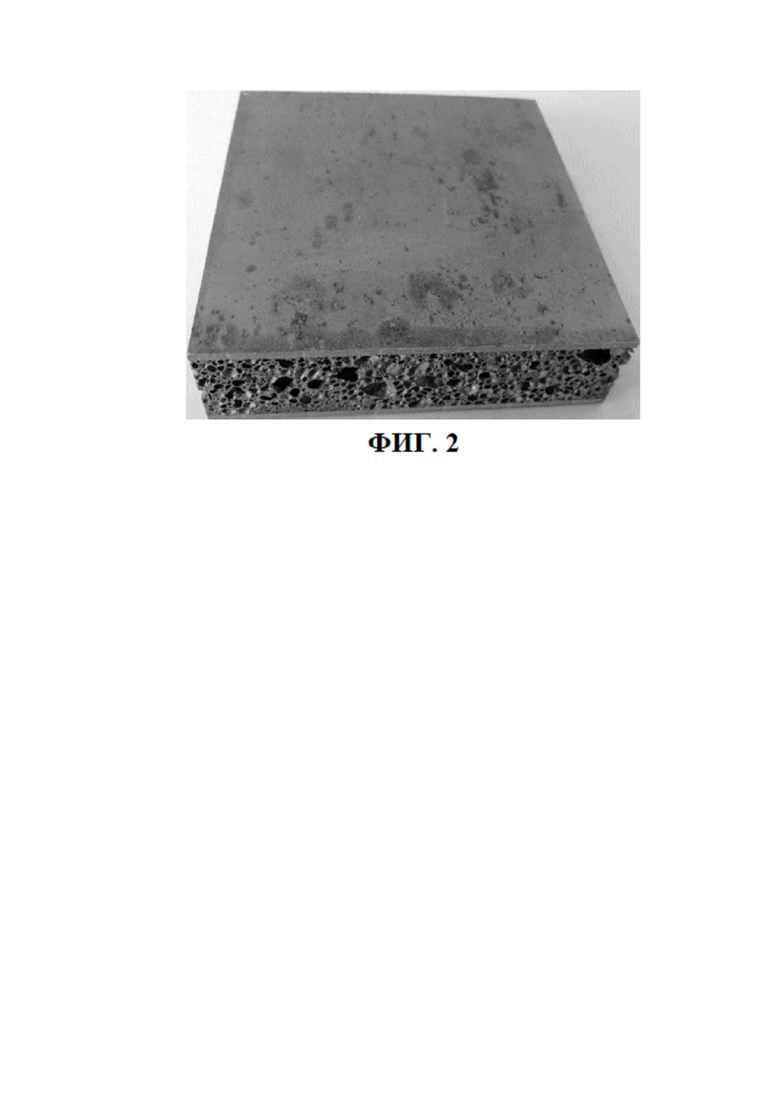
[0035] На ФИГ. 2 представлено фотоизображение внешнего вида многослойной панели из пеноалюминия, изготовленной в соответствии с вариантом 1 осуществления настоящего изобретения;
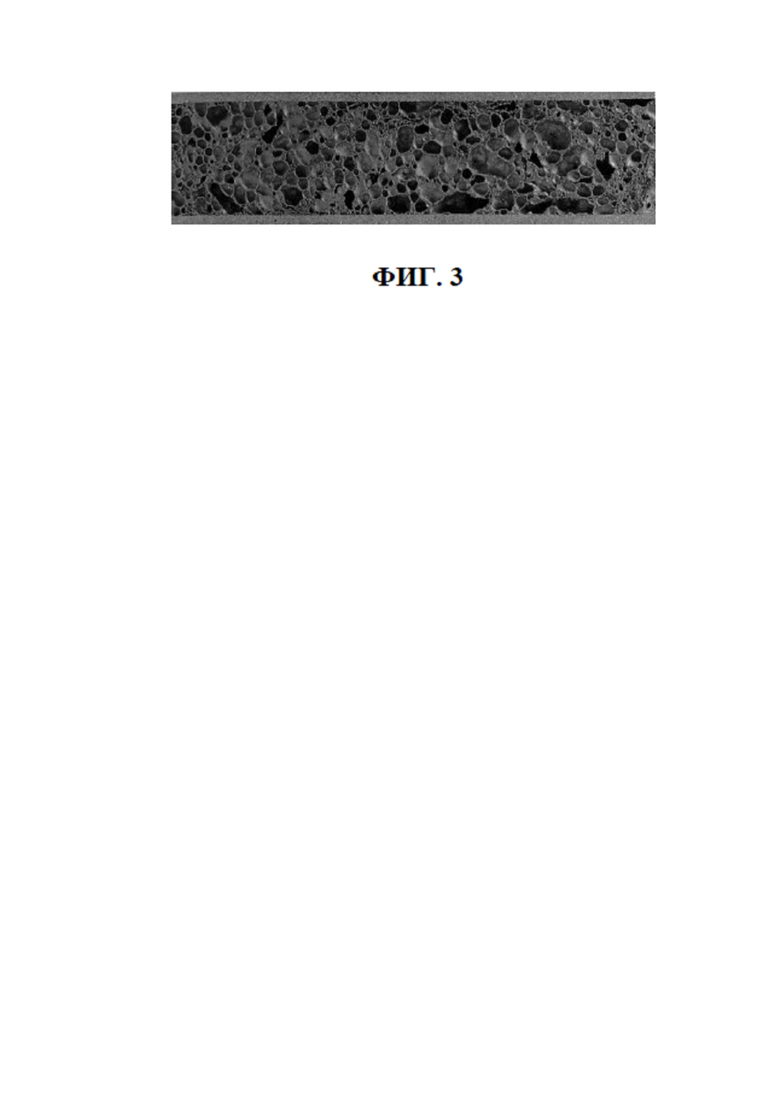
[0036] На ФИГ. 3 представлено фотоизображение сечения многослойной панели из пеноалюминия, изготовленной в соответствии с вариантом 1 осуществления настоящего изобретения;
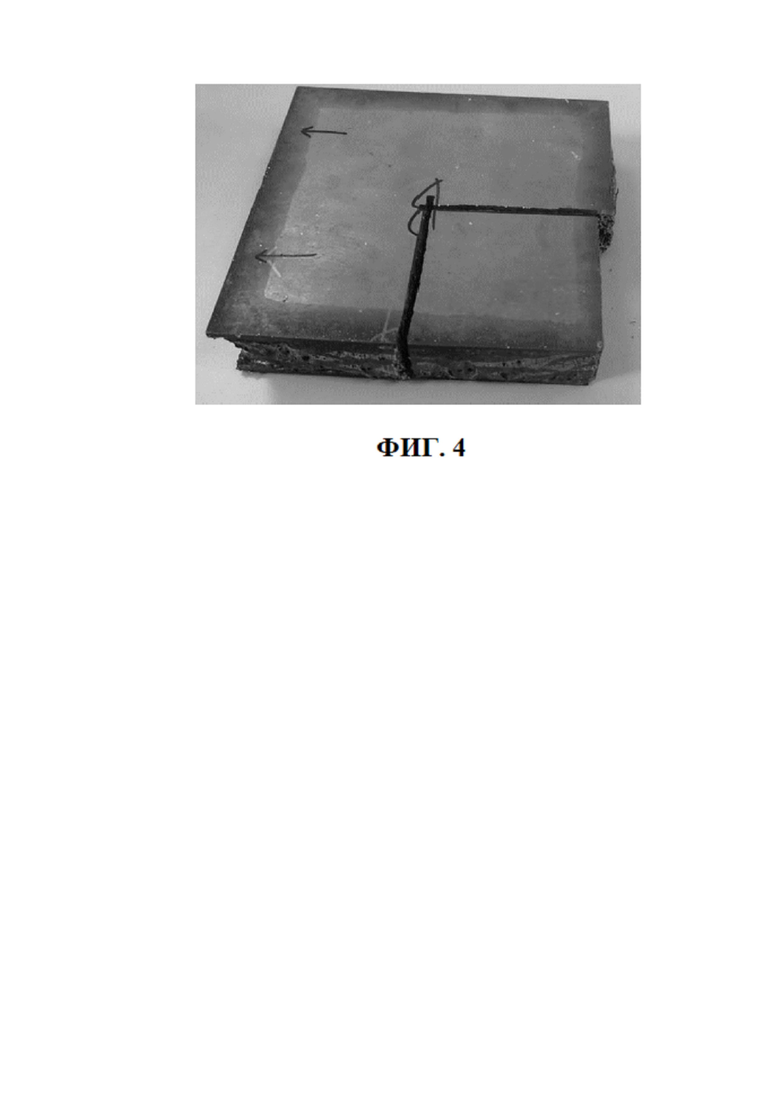
[0037] На ФИГ. 4 представлено фотоизображение внешнего вида многослойной панели из пеноалюминия, изготовленной в соответствии с вариантом 2 осуществления настоящего изобретения;
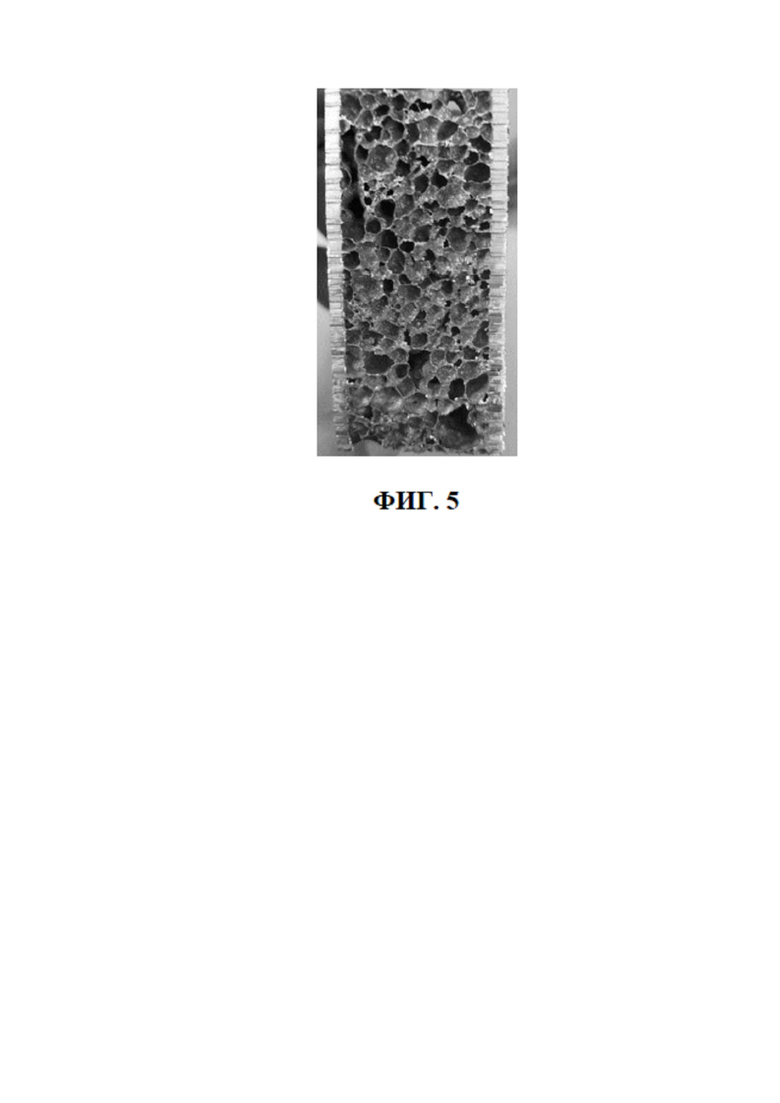
[0038] На ФИГ. 5 представлено фотоизображение сечения многослойной панели из пеноалюминия, изготовленной в соответствии с вариантом 2 осуществления настоящего изобретения; и
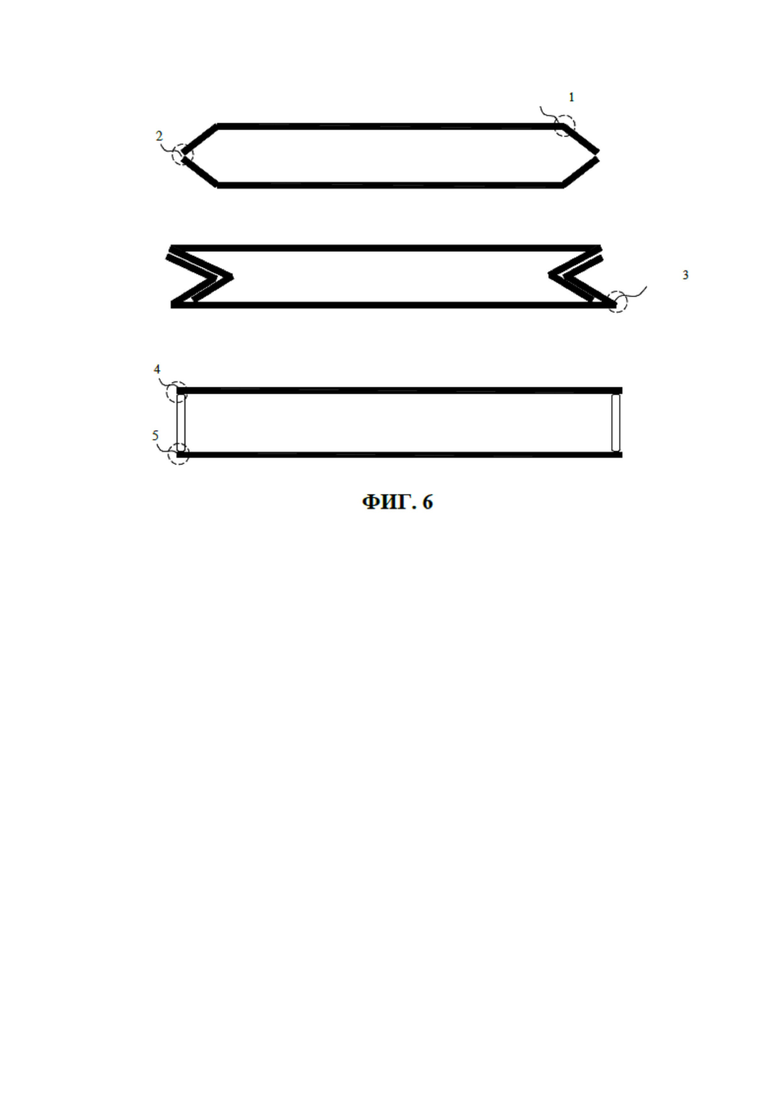
[0039] На ФИГ. 6 схематично изображено поперечное сечение трубчатых полостей (похожих на полости прямоугольного сечения) двух боковых кромок после герметизирующей обработки в нескольких вариантах осуществления настоящего изобретения; при этом приемы герметизирующей обработки согласно вариантам 1, 2 и 3 осуществления показаны последовательно сверху вниз.
ПОДРОБНОЕ РАСКРЫТИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0040] Данное изобретение в деталях раскрыто ниже со ссылкой на варианты осуществления.
[0041] Степень чистоты порошка алюминия/порошка алюминиевого сплава, порошка кремния, порошка меди, порошка магния и порошка сплава цинк-медь-никель, используемого в вариантах осуществления настоящего изобретения, превышает 99%, а степень чистоты вспенивающего агента (гидрида титана (TiH2)) превышает 99,5%.
[0042] Порошок алюминиевого сплава в вариантах осуществления настоящего изобретения содержит кремний, медь, цинк и/или магний.
[0043] Частицы карбида кремния (SiC) и углеродные волокна в вариантах осуществления настоящего изобретения изготавливают путем дробления или нарезания закупаемого на рынке сырья.
[0044] Предварительную окислительную обработку гидрида титана (TiH2) в вариантах осуществления настоящего изобретения осуществляют выдержкой в условиях температуры 480°C на воздухе в течение 2 часов.
[0045] Для смешивания металлических порошков в вариантах осуществления настоящего изобретения применяют объемный смеситель.
[0046] В вариантах осуществления настоящего изобретения щелочной раствор для щелочной промывки представляет собой водный раствор гидроксида натрия (NaOH) в концентрации 25-45 г/л и используется для смачивания трубчатых полостей в течение 10-40 мин, а кислотный раствор для кислотной промывки представляет собой соляную кислоту (HCl) в массовой концентрации 30%, причем трубчатые полости после щелочной промывки помещают в кислотный раствор для смачивания до тех пор, пока поверхности трубчатых полостей не станут гладкими.
[0047] Суммарная степень обжатия при холодной прокатке в вариантах осуществления настоящего изобретения меньше или равна 25%.
[0048] Если передние концы или задние концы в вариантах осуществления настоящего изобретения герметизируют с помощью заклепок, заклепки изготавливают из чистого алюминия и используют в количестве двух и более штук.
[0049] Зазоры между заклепками в вариантах осуществления настоящего изобретения используют в качестве выпускных отверстий, при холодной прокатке выпускные отверстия деформируются и расширяются, а функция выпуска завершается.
[0050] Вариант 1 осуществления изобретения
[0051] На ФИГ. 1 изображена блок-схема способа изготовления промышленной крупногабаритной многослойной панели из пеноалюминия согласно настоящему изобретению. Как показано на ФИГ. 1, способ изготовления промышленной крупногабаритной многослойной панели из пеноалюминия содержит следующие этапы:
[0052] Выполняют смешивание порошка алюминия с порошком кремния, порошком меди, порошком магния, порошком сплава цинк-медь-никель и вспенивающим агентом с добавлением присадки, и выполняют равномерное перемешивание для получения смешанного порошка внутреннего слоя; при этом время смешивания составляет 1 час, смешанный порошок внутреннего слоя содержит следующие массовые доли компонентов: 5% Si, 8% Mg, 1% Cu, 2% Zn, 0,5% вспенивающего агента и остальное до 100% Al, причем вспенивающий агент представляет собой порошковый гидрид титана (TiH2), присадка представляет собой частицы карбида кремния (SiC) или углеродные волокна; причем если присадка представляет собой частицы карбида кремния, масса присадки меньше или равна 8% от общей массы смешанного порошка внутреннего слоя; причем если присадка представляет собой углеродные волокна, масса присадки меньше или равна 0,5% от общей массы смешанного порошка внутреннего слоя; причем порошок алюминия, порошок кремния и порошок магния имеет размер частиц 100-400 меш, порошок меди, порошок сплава цинк-медь-никель и порошок гидрида титана имеет размер частиц 400-1000 меш, а частицы карбид кремния имеют размер 50-200 меш.
[0053] Выбор труб из алюминиевого сплава 3003 размером ϕ81×75 мм в качестве трубного материала; термическая обработка трубного материала при 400±10°C в течение 1 часа с последующим сплющиванием на прессе и прокаткой на прокатном стане для получения трубчатых полостей.
[0054] Каждая трубчатая полость состоит из верхней панели, нижней панели и соединительной части между каждой верхней панелью и соответствующей нижней панелью, каждая верхняя панель и соответствующая нижняя панель взаимно параллельны, расстояние между каждой верхней панелью и соответствующей нижней панелью составляет 20 мм, и каждая трубчатая полость имеет ширину 105±5 мм и толщину стенки 3 мм.
[0055] Предварительная обработка внутренней поверхности каждой трубчатой полости, в рамках которой последовательно выполняют промывку щелочным раствором для удаления масляных пятен, промывку кислотным раствором для удаления примесей, промывку водой для удаления кислотного раствора и, наконец, сушку для удаления воды.
[0056] Устанавливают определение одного конца каждой предварительно обработанной трубчатой полости как переднего конца и определение другого конца каждой предварительно обработанной трубчатой полости как заднего конца; выполняют герметизацию передних концов заклепками или заваривание передних концов для герметизации с оставлением выпускных отверстий; вводят смешанный порошок внутреннего слоя в каждую трубчатую полость через соответствующий задний конец с оставлением участка 30 мм на герметизацию на каждом заднем конце; добавление асбеста в каждую трубчатую полость с соответствующего заднего конца таким образом, чтобы асбест закрывал смешанный порошок внутреннего слоя, предотвращая выброс смешанного порошка внутреннего слоя потоками воздуха в процессе прокатки; затем выполняют сплющивание задних концов и выполняют герметизацию задних концов заклепками или заваривание задних концов для герметизации с оставлением выпускных отверстий для получения предварительно сформованных деталей, причем передний конец каждой предварительно сформованной детали является передним концом соответствующей трубчатой полости, а задний конец каждой предварительно сформованной детали является задним концом соответствующей трубчатой полости.
[0057] Если передние концы и задние концы герметизируют с помощью заклепок, диаметр каждой заклепки составляет 4 мм, и три заклепки распределяют в направлении ширины каждой трубчатой полости.
[0058] Выполнение трех проходов холодной прокатки предварительно сформованных деталей, причем степень обжатия при каждом проходе составляет 8%, смешанный порошок внутреннего слоя и трубчатые полости достигают первичного уплотнения, подготавливают заготовки, а холодную прокатку выполняют в направлении от заднего конца к переднему концу каждой предварительно сформованной детали.
[0059] Спекание заготовок при условиях температуры 480°C в течение 1 часа для получения спеченных панельных заготовок.
[0060] Выполнение горячей прокатки спеченных панельных заготовок для получения горячекатаных панельных заготовок, причем начальная температура прокатки составляет 460°C, температура чистовой прокатки составляет 420°C, а суммарная степень обжатия составляет 40%.
[0061] Выполнение термообработки горячекатаных панельных заготовок в условиях температуры 470°C в течение 1 часа и затем выполнение обработки обрезки кромок для удаления обрамляющих деталей, подвергнутых герметизирующей обработке, с целью получения предварительно сформованных панельных заготовок.
[0062] Помещение предварительно сформованных панельных заготовок в нагревательную печь, размещение пресс-формы над каждой из предварительно сформованных панельных заготовок и регулирование степени расширения внутреннего слоя каждой предварительно сформованной панельной заготовки на уровне в 300%; затем выполнение нагрева до 570°C, выполнение вспенивающей обработки в течение 60 мин, и затем выполнение охлаждения воздухом до комнатной температуры для получения многослойных панелей из пеноалюминия.
[0063] На ФИГ. 2 представлено фотоизображение внешнего вида многослойной панели из пеноалюминия, изготовленной в соответствии с вариантом 1 осуществления настоящего изобретения, а на ФИГ. 3 представлено фотоизображение внешнего вида сечения многослойной панели из пеноалюминия, изготовленной в соответствии с вариантом 1 осуществления настоящего изобретения. Как показано на ФИГ. 2 и 3, поверхности многослойной панели из пеноалюминия не вызывают явления пережигания.
[0064] Вариант 2 осуществления изобретения
[0065] В варианте 2 осуществления изобретения способ аналогичен варианту 1 осуществления изобретения, за исключением следующего:
[0066] (1) Выполняют смешивание порошка алюминия с порошком кремния, порошком меди, порошком магния и вспенивающим агентом, добавление присадки и выполняют равномерное перемешивание для получения смешанного порошка внутреннего слоя; при этом время перемешивания составляет 2 часа, смешанный порошок внутреннего слоя содержит следующие компоненты в массовых процентах: 10% Si, 1% Mg, 6% Cu, 2% вспенивающего агента и остальное до 100% Al, присадка представляет собой углеродные волокна в количестве 0,5% от общей массы смешанного порошка внутреннего слоя, причем диаметр углеродных волокон меньше или равен 100 μm, а длина-меньше или равна 3 мм.
[0067] (2) Выбор труб из алюминиевого сплава 6063 размером ϕ160×152 мм в качестве трубного материала; выполнение термической обработки трубного материала при 400±10°C в течение 3 часов, затем выполняют сплющивание прессом и затем выполняют прокатку на прокатном стане для получения трубчатых полостей; причем каждая трубчатая полость состоит из верхней панели, нижней панели и соединительной части между верхней панелью и соответствующей нижней панелью, расстояние между верхней панелью и соответствующей нижней панелью составляет 30 мм, а каждая трубчатая полость имеет ширину 210±10 мм и толщину стенки 4 мм.
[0068] (3) Выполняют введение смешанного порошка внутреннего слоя с оставлением участка длиной 40 мм для герметизации и добавляют в трубчатые полости с задних концов губку, покрывающую смешанный порошок внутреннего слоя.
[0069] (4) Сваривают передние концы и задние концы для герметизации и оставляют три непроваренных точки в качестве выпускных отверстий, причем длина каждой непроваренной точки составляет 5-8 мм.
[0070] (5) Выполняют семь проходов холодной прокатки предварительно сформованных деталей, причем степень обжатия при каждом проходе составляет 3%.
[0071] (6) Спекают заготовки в условиях температуры 440°C в течение 5 часов.
[0072] (7) Регулируют начальную температуру горячей прокатки на уровне 420°C, температуру чистовой прокатки на уровне 385°C и суммарную степень обжатия на уровне 70%.
[0073] (8) Выполняют термообработку горячекатаных панельных заготовок в условиях температуры 440°C в течение 5 часов.
[0074] (9) Размещают пресс-форму, регулируют степень расширения внутреннего слоя каждой предварительно сформованной панельной заготовки на уровне 400%, выполняют нагрев до 620°C и затем выполняют вспенивающую обработку в течение 15 минут.
[0075] На ФИГ. 4 представлено фотоизображение внешнего вида многослойной панели из пеноалюминия, изготовленной в соответствии с вариантом 2 осуществления настоящего изобретения, а на ФИГ. 5 представлено фотоизображение внешнего вида сечения многослойной панели из пеноалюминия, изготовленной в соответствии с вариантом 2 осуществления настоящего изобретения. Как показано на ФИГ. 4 и 5, поверхности многослойной панели из пеноалюминия не вызывают явление пережигания.
[0076] Вариант 3 осуществления изобретения
[0077] В варианте 3 осуществления изобретения способ аналогичен варианту 1 осуществления изобретения, за исключением следующего:
[0078] (1) Выполняют смешивание порошка алюминия с порошком кремния, порошком меди, порошком магния, порошком сплава цинк-медь-никель и вспенивающим агентом без добавления присадки, и выполняют равномерное перемешивание для получения смешанного порошка внутреннего слоя; при этом время перемешивание составляет 3 часа, смешанный порошок внутреннего слоя состоит из следующих компонентов в массовых процентах: 8% Si, 4% Mg, 3% Cu, 1% Zn, 1% вспенивающего агента и остальное до 100% Al.
[0079] (2) Выбирают панели из алюминиевого сплава 6061 в качестве панельных материалов; выполняют герметизирующую обработку на двух боковых кромках каждых двух панельных материалов, расположенных параллельно, с образованием трубчатых полостей; причем каждая трубчатая полость состоит из верхней панели, нижней панели и соединительной части между каждой верхней панелью и соответствующей нижней панелью, каждая верхняя панель и соответствующая нижняя панель взаимно параллельны, расстояние между каждой верхней панелью и соответствующей нижней панелью составляет 25 мм, и каждая трубчатая полость имеет ширину 500 мм и толщину стенки 4 мм; причем способ выполнения герметизирующей обработки на двух боковых кромках содержит этапы, соответственно, изгибания двух боковых кромок каждой верхней панели и соответствующей нижней панели, с углом раскрытия между каждой изогнутой частью и водяным уровнем 45 градусов, что позволяет привести концы двух боковых кромок каждой верхней панели и соответствующей нижней панели в соприкосновение и сварить их для герметизации; причем структура показана в верхней части ФИГ. 6, изгибание выполняют в верхних позициях 1 сгиба, а сварку выполняют в позициях 2 сварки.
[0080] (3) Выполняют введение смешанного порошка внутреннего слоя с задних концов с оставлением участка длиной 50 мм для герметизации.
[0081] (4) Если передние концы и задние концы герметизируют заклепками, то шесть заклепок распределяют в направлении ширины каждой трубчатой полости.
[0082] (5) Выполняют пять проходов холодной прокатки предварительно сформованных деталей, причем степень обжатия при каждом проходе составляет 5%.
[0083] (6) Выполняют спекание заготовок в условиях температуры 450°C в течение 3 часов.
[0084] (7) Регулируют начальную температуру горячей прокатки на уровне 450°C, температуру чистовой прокатки на уровне 410°C и суммарную степень обжатия на уровне 60%.
[0085] (8) Выполняют термообработку горячекатаных панельных заготовок в условиях температуры 450°C в течение 3 часов.
[0086] (9) Размещают пресс-форму, регулируют степень расширения внутреннего слоя каждой предварительно сформованной панельной заготовки на уровне 350%, выполняют нагрев до 600°C и затем выполняют вспенивающую обработки в течение 30 минут.
[0087] Вариант 4 осуществления изобретения
[0088] В варианте 4 осуществления способ аналогичен варианту 1 осуществления, за исключением следующего:
[0089] (1) Выполняют смешивание порошка алюминия с порошком кремния, порошком меди, порошком магния, порошком сплава цинк-медь-никель и вспенивающим агентом, добавляют присадку и выполняют равномерное перемешивание для получения смешанного порошка внутреннего слоя; при этом время перемешивания составляет 4 часа, смешанный порошок внутреннего слоя состоит из следующих компонентов в массовых процентах: 6% Si, 5% Mg, 4% Cu, 1,5% Zn, 1,5% вспенивающего агента и остальное до 100% Al, присадка представляет собой частицы карбида кремния в количестве 4 % от общей массы смешанного порошка внутреннего слоя.
[0090] (2) Выбирают панели из алюминиевого сплава 6061 в качестве панельных материалов; выполняют герметизирующую обработку на двух боковых кромках каждых двух панелей, расположенных параллельно, с образованием трубчатых полостей; причем каждая трубчатая полость состоит из верхней панели, нижней панели и соединительной части между каждой верхней панелью и соответствующей нижней панелью, каждая верхняя панель и соответствующая нижняя панель взаимно параллельны, расстояние между каждой верхней панелью и соответствующей нижней панелью составляет 30 мм, и каждая трубчатая полость имеет ширину 500 мм и толщину стенки 5 мм; при этом способ выполнения герметизирующей обработки на двух боковых кромках содержит этапы соответственно сгибания двух боковых кромок каждой верхней панели и соответствующей нижней панели дважды для образования плоского участка панели и V-образных частей на двух сторонах, делая возможным, чтобы V-образные части каждой верхней панели и соответствующей нижней панели состыковывались друг с другом, а именно, V-образная часть одной панели может быть вставлена в V-образную часть другой панели для герметизации; и при этом в структуре, показанной в средней части ФИГ. 6, выполняют однократное изгибание нижней панели в позициях 3 изгибания, затем выполняют однократное изгибание изогнутых частей с формированием V-образных частей, выполненных с возможностью состыковывания V-образных частей нижних панелей и V-образных частей верхних панелей в целях герметизации.
[0091] (3) Выполняют введение смешанного порошка внутреннего слоя с задних концов с оставлением участка длиной 60 мм для герметизации и добавляют в трубчатые полости с задних концов губку, покрывающую смешанный порошок внутреннего слоя.
[0092] (4) Сваривают передние концы и задние концы в целях герметизации с оставляют пять непроваренных точек в качестве выпускных отверстий, причем длина каждой непроваренной точки составляет 5 мм.
[0093] (5) Выполняют четыре прохода холодной прокатки предварительно сформованных деталей, причем степень обжатия при каждом проходе составляет 6%.
[0094] (6) Спекают заготовки в условиях температуры 450°C в течение 4 часов.
[0095] (7) Регулируют начальную температуру горячей прокатки на уровне 430°C, температуру чистовой прокатки на уровне 400°C и суммарную степень обжатия на уровне 50%.
[0096] (8) Выполняют термообработку горячекатаных панельных заготовок в условиях температуры 450°C в течение 4 часов.
[0097] (9) Размещают пресс-форму, регулируют степень расширения внутреннего слоя каждой предварительно сформованной панельной заготовки на уровне 400%, выполняют нагрев до 600°C и затем выполняют вспенивающую обработку в течение 20 минут.
[0098] Вариант 5 осуществления изобретения
[0099] В варианте 5 осуществления изобретения способ аналогичен варианту 1 осуществления изобретения, за исключением следующего:
[00100] (1) Выполняют смешивание порошка алюминиевого сплава с порошком кремния, порошком меди, порошком магния, порошком сплава цинк-медь-никель и вспенивающим агентом, добавляют присадку и выполняют равномерное перемешивание для получения смешанного порошка внутреннего слоя; при этом время перемешивания составляет 3,5 часа, смешанный порошок внутреннего слоя состоит из следующих компонентов в массовых процентах: 9% Si, 7% Mg, 2% Cu, 1% Zn, 1,5% вспенивающего агента и остальное до 100% Al, присадка представляет собой углеродные волокна в количестве 0,3 % от общей массы смешанного порошка внутреннего слоя.
[00101] (2) Выбирают панели из алюминиевого сплава 6061 в качестве панельных материалов; выполняют герметизирующую обработку на двух боковых кромках каждых двух панельных материалов, размещенных параллельно, с образованием трубчатых полостей; причем каждая трубчатая полость состоит из верхней панели, нижней панели и соединительной части между каждой верхней панелью и соответствующей нижней панелью, каждая верхняя панель и соответствующая нижняя панель взаимно параллельны, расстояние между каждой верхней панелью и соответствующей нижней панелью составляет 30 мм, и каждая трубчатая полость имеет ширину 1000 мм и толщину стенки 8 мм; причем способ выполнения герметизирующей обработки на двух боковых кромках содержит этапы размещения соответствующим образом двух гибких металлических панелей на двух боковых кромках каждой верхней панели и соответствующей нижней панели, приваривание соответствующим образом двух боковых кромок каждой верхней панели и соответствующей нижней панели к двум гибким металлическим панелям для герметизации, причем каждая из гибких металлических панелей изготовлена из алюминиевого сплава 1050 и имеет толщину 10 мм (в горизонтальном направлении); причем в структуре, показанной в нижней части ФИГ. 6, для герметизации сваривают позиции 4 сварки верхней панели и гибкие металлические панели, а также позиции 5 сварки нижних панелей и гибкие металлические панели.
[00102] (3) Выполняют введение смешанного порошка внутреннего слоя с задних концов с оставлением участка длиной 45 мм для герметизации.
[00103] (4) Сваривают передние концы и задние концы в целях герметизации с оставлением восьми непроваренных точек в качестве выпускных отверстий, причем длина каждой непроваренной точки составляет 6 мм.
[00104] (5) Выполняют шесть проходов холодной прокатки предварительно сформованных деталей, причем степень обжатия при каждом проходе составляет 4%.
[00105] (6) Спекают заготовки в условиях температуры 480°C в течение 2 часов.
[00106] (7) Регулируют начальную температуру горячей прокатки на уровне 470°C, температуру чистовой прокатки на уровне 430°C и суммарную степень обжатия на уровне 55%.
[00107] (8) Выполняют термообработку горячекатаных панельных заготовок в условиях температуры 480°C в течение 2 часов.
[00108] (9) Размещают пресс-форму, регулируют степень расширения внутреннего слоя каждой предварительно сформованной панельной заготовки на уровне 400%, выполняют нагрев до 600°C и затем выполняют вспенивающую обработку в течение 40 минут.
[00109] Выше рассмотрены лишь некоторые варианты осуществления настоящего изобретения, не ограничивающие объем настоящего изобретения; специалисты, обладающие знаниями о предшествующем уровне техники, могут изменять или модифицировать раскрытое выше техническое содержание, чтобы получить эквивалентный вариант осуществления соответствующих изменений; при этом любая простая модификация, эквивалентные изменения и модификации вышеописанных вариантов осуществления в соответствии с технической сущностью настоящего изобретения, не выходящие за рамки технической схемы настоящего изобретения, входят в защищаемый объем настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ СЛОИСТОГО КОМПОЗИТА НА ОСНОВЕ ПЕНОАЛЮМИНИЯ | 2010 |
|
RU2444416C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ИЗДЕЛИЙ ИЗ ПЕНОАЛЮМИНИЯ | 2019 |
|
RU2710751C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ПЕНОАЛЮМИНИЯ | 2010 |
|
RU2444417C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ МАТЕРИАЛОВ НА ОСНОВЕ ПЕНОАЛЮМИНИЯ (ИЗДЕЛИЙ) ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2010 |
|
RU2450892C1 |
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2009 |
|
RU2412021C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТЫХ ПЛИТ ИЗ ПЕНОАЛЮМИНИЯ | 2008 |
|
RU2393061C1 |
| СПОСОБ И ЛИНИЯ ПОЛУЧЕНИЯ ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2010 |
|
RU2430811C1 |
| Способ получения прекурсора для изготовления плакированного пеноалюминия | 2015 |
|
RU2618299C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛИТ ПЕНОАЛЮМИНИЯ УВЕЛИЧЕННОЙ ДЛИНЫ | 2009 |
|
RU2404020C1 |
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2007 |
|
RU2359783C1 |
Изобретение относится к области металлургии, в частности к получению крупногабаритных многослойных панелей из пеноалюминия. Может использоваться в легких конструкциях аэрокосмической отрасли, коммуникаций и транспорта, в звукопоглощающих конструкциях в объектах городского строительства и дефлекторах двигателей, элементах для предупреждения столкновений транспортных средств, шасси бронированных машин. Выполняют равномерное смешивание порошков алюминия или алюминиевого сплава, кремния, меди, магния, сплава цинк-медь-никель, вспенивающего агента в виде порошкового гидрида титана для получения порошка внутреннего слоя, содержащего, мас.%: 5-10 Si, 1-8 Mg, 1-6 Cu, не более 2Zn, 0,5-2 вспенивающего агента, остальное Al. Из трубных или панельных материалов из алюминиевых сплавов серии 3000 или серии 6000 формируют трубчатую полость шириной 40-1200 мм и толщиной стенки 2-8 мм. Внутреннюю поверхность трубчатой полости промывают последовательно щелочью, кислотой и водой. Размещают порошок внутреннего слоя в полости и герметизируют ее. Выполняют холодную прокатку в 3-7 проходов со степенью обжатия при каждом проходе составляет 3-8%. Проводят спекание материалов заготовок при температуре 400-500°C в течение 1-5 часов, горячую прокатку спеченных заготовок при начальной температуре прокатки 400-480°C, температуре чистовой прокатки составляет 385-450°C и суммарной степени обжатия 40-70%. Затем проводят термообработку горячекатаных панельных заготовок при 400-500°C в течение 1-5 часов, обрезают кромки и выполняют вспенивание путем нагрева до 570-620°С и выдержки в течение 15-60 мин. Обеспечивается предотвращение пережигания за счет низкотемпературного вспенивания и улучшение физических свойств покровного слоя. 9 з.п. ф-лы, 6 ил.
1. Способ изготовления многослойной панели из пеноалюминия, содержащий следующие этапы:
(1) выполняют равномерное смешивание порошка алюминия или алюминиевого сплава с порошком кремния, порошком меди, порошком магния, порошком сплава цинк-медь-никель, вспенивающим агентом в виде порошкового гидрида титана для получения смешанного порошка внутреннего слоя, содержащего следующие компоненты, мас.%:
5-10 Si,
1-8 Mg,
1-6 Cu,
не более 2Zn,
0,5-2 вспенивающего агента,
остальное Al,
причем при смешивании вводят необязательную присадку в виде частиц карбида кремния в количестве меньшем или равном 8% от общей массы смешанного порошка внутреннего слоя или углеродных волокон в количестве меньшем или равном 0,5% от общей массы смешанного порошка внутреннего слоя;
(2) выбирают трубные материалы из алюминиевых сплавов серии 3000 или серии 6000, выполняют термообработку при 400±10°C в течение 1-3 часов, далее выполняют сплющивание прессом и прокатку на прокатном стане для получения трубчатых полостей, или панельные материалы из алюминиевых сплавов серии 3000 или серии 6000, выполняют герметизирующую обработку на двух боковых кромках каждых двух панельных материалов, размещенных параллельно, для получения одной трубчатой полости, причем каждая трубчатая полость содержит верхнюю панель, нижнюю панель и соединительную часть между каждой верхней панелью и соответствующей нижней панелью, которые взаимно параллельны, при этом расстояние между каждой верхней панелью и соответствующей нижней панелью составляет 20-30 мм, а каждая трубчатая полость имеет ширину 40-1200 мм и толщину стенки 2-8 мм;
(3) выполняют предварительную обработку внутренней поверхности каждой трубчатой полости путем последовательного выполнения щелочной промывки щелочным раствором для удаления масляных пятен, выполнения кислотной промывки кислотным раствором для удаления посторонних примесей, выполнения промывки водой для удаления кислотного раствора и окончательного выполнения сушки для удаления воды;
(4) устанавливают определение для одного конца предварительно обработанной трубчатой полости как переднего конца и определение для другого конца каждой предварительно обработанной трубчатой полости как заднего конца, производят герметизацию передних концов заклепками или заваривают передние концы для герметизации и оставляют выпускные отверстия, вводят смешанный порошок внутреннего слоя в каждую трубчатую полость через соответствующий задний конец с оставлением участка 30-60 мм для герметизации на каждом заднем конце, добавляют асбест в трубчатую полость с соответствующего заднего конца с обеспечением накрывания асбестом смешанного порошка внутреннего слоя для предотвращения выброса смешанного порошка внутреннего слоя потоками воздуха в процессе прокатки, затем выполняют сплющивание задних концов, далее выполняют герметизацию задних концов заклепками или заваривают задние концы для герметизации, при этом оставляют выпускные отверстия для получения предварительно сформованных деталей, причем передний конец каждой предварительно сформованной детали является передним концом соответствующей трубчатой полости, а задний конец каждой предварительно сформованной детали является задним концом соответствующей трубчатой полости;
(5) выполняют холодную прокатку предварительно сформованных деталей в направлении от заднего конца к переднему концу в 3-7 проходов, причем степень обжатия при каждом проходе составляет 3-8%, при этом смешанный порошок внутреннего слоя и трубчатые полости достигают первичного уплотнения, подготавливая материалы заготовок;
(6) выполняют спекание материалов заготовок при температуре 400-500°С в течение 1-5 часов для получения спеченных панельных заготовок;
(7) выполняют горячую прокатку спеченных панельных заготовок для получения горячекатаных панельных заготовок, причем начальная температура прокатки составляет 400-480°С, температура чистовой прокатки составляет 385-450°С, а суммарная степень обжатия составляет 40-70%;
(8) выполняют термообработку горячекатаных панельных заготовок при температуре 400-500°С в течение 1-5 часов, и затем выполняют обработку обрезанием кромок для удаления обрамляющих частей, подвергнутых герметизирующей обработке с целью получения предварительно сформованных панельных заготовок; и
(9) помещают предварительно сформованные панельные заготовки в термическую печь, выполняют нагрев до 570-620°С и выполняют вспенивающую обработку в течение 15-60 мин и затем выполняют охлаждение воздухом до комнатной температуры с целью получения многослойных панелей из пеноалюминия.
2. Способ по п. 1, причем порошок алюминия или порошок алюминиевого сплава, порошок кремния и порошок магния имеют размер частиц 100-400 меш, а порошок меди, порошок сплава цинк-медь-никель и порошок гидрида титана имеет размер частиц 400-1000 меш.
3. Способ по п. 1, причем частицы карбида кремния имеют размер 50-200 меш.
4. Способ по п. 1, причем диаметр углеродных волокон меньше или равен 100 μm а длина углеродных волокон меньше или равна 3 мм.
5. Способ по п. 1, причем порошок гидрида титана перед применением подвергают предварительной окислительной обработке в условиях температуры 420-520°C в течение 1-4 часов.
6. Способ по п. 1, причем на этапе (1) перемешивание выполняют в течение 1-4 часов.
7. Способ по п. 1, причем из алюминиевых сплавов серии 3000 выбирают алюминиевые сплавы 3003, а из алюминиевых сплавов серии 6000 выбирают алюминиевые сплавы 6061 или 6063.
8. Способ по п. 1, причем способ выполнения герметизирующей обработки на двух боковых кромках на этапе (2) использует один из следующих приемов: 1) две боковые кромки каждой верхней панели и соответствующей нижней панели изгибают соответственно, причем угол раскрытия между каждой изогнутой частью и водяным уровнем составляет 30-60 градусов, в результате чего концы двух боковых кромок каждой верхней панели и соответствующей нижней панели соприкасаются и свариваются для герметизации; 2) две боковые кромки каждой верхней панели и соответствующей нижней панели соответствующим образом дважды сгибают для образования плоского участка панели и V-образных частей на двух сторонах, после чего V-образные части каждой верхней панели и соответствующей нижней панели состыковывают для герметизации; и 3) две гибкие металлические панели помещают, соответственно, на две боковые кромки каждой верхней панели и соответствующей нижней панели, и две боковые кромки каждой верхней панели и соответствующей нижней панели сваривают соответственно с двумя гибкими металлическими панелями для герметизации, причем каждая из гибких металлических панелей изготовлена из алюминиевого сплава 1050, 1060 или 1100 и имеет толщину 3-10 мм.
9. Способ по п. 1, причем на этапе (4) передние концы или задние концы герметизированы заклепками, заклепки равномерно распределены в направлении ширины каждой из трубчатых полостей, расстояние между каждыми двумя соседними заклепками составляет 10-100 мм, а зазоры между заклепками используются в качестве выпускных отверстий; и когда передние концы или задние концы заварены для герметизации, в качестве выпускных отверстий оставляют 3-10 непроваренных точек, причем длина каждой непроваренной точки составляет 5-8 мм.
10. Способ по п. 1, причем на этапе (9) перед вспениванием над каждой предварительно сформованной панельной заготовкой устанавливают пресс-форму, а степень расширения внутреннего слоя предварительно сформованных панельных заготовок регулируют на уровне 300-400%.
| CN 106944623 A, 14.07.2017 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ЛЕГКОГО ЭНЕРГО- И ЗВУКОПОГЛОЩАЮЩЕГО ТЕПЛОИЗОЛИРУЮЩЕГО МАТЕРИАЛА | 2001 |
|
RU2205726C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ СЛОИСТОГО КОМПОЗИТА НА ОСНОВЕ ПЕНОАЛЮМИНИЯ | 2010 |
|
RU2444416C2 |
| Ленточный транспортер с нижней рабочей ветвью | 1959 |
|
SU129536A1 |
| CN 105618763 A, 01.06.2016 | |||
| CN 100463753 C, 25.02.2009 | |||
| CN 105798077 A, 27.07.2016. | |||

