Область техники, к которой относится изобретение
Настоящее изобретение относится к болту для рельефной сварки, включающему в себя стержневую часть, часть увеличенного диаметра, сформированную зацело со стержневой частью, и соединяемый оплавлением выступ, размещенный в середине части увеличенного диаметра, а также способ приваривания этого болта.
Уровень техники
Патентный документ 1, упомянутый ниже, раскрывает болт с выступом, который выполнен, как показано на фиг.5А. Болт 20 с выступом сделан из железа и включает в себя стержневую часть 21 с наружной резьбой, круглую часть 22 увеличенного диаметра, сформированную зацело со стержневой частью 21, и круглый соединяемый оплавлением выступ 23, размещенный в середине части 22 увеличенного диаметра на стороне, противоположной стержневой части 23. Соединяемый оплавлением выступ 23 представляет собой круглый выпуклый участок с диаметром немного меньше, чем диаметр части 22 увеличенного диаметра, и снабжен суженным участком 24 с малым углом уклона и вершиной 25, центральный участок которой заострен.
Патентный документ 2, упомянутый ниже, раскрывает болт с выступом, который выполнен, как показано на фиг.5В. Болт 20 с выступом сделан из железа и отличается от болта, показанного на фиг.5А, конфигурацией соединяемого оплавлением выступа. То есть концевая поверхность части 22 увеличенного диаметра сформирована как суженная поверхность 26, постепенно снижающаяся по высоте к внешней периферии, с соединяемым оплавлением выступом 27, сформированным в ее середине. Соединяемый оплавлением выступ 27 имеет на своей концевой поверхности суженный участок 28 с малым углом уклона и вершиной 29, центральный участок которой заострен.
Когда болт 20 с выступом по фиг.5А, 5В приваривается к стальной листовой части 30 контактной сваркой сопротивлением, достигается состояние соединения оплавлением, в котором по периферии образуется зазор L1, как показано на фиг.5С, или состояние соединения общим оплавлением, в котором нет зазора L1, как показано на фиг.5D. На этих чертежах область, заполненная черным, представляет собой участок соединения оплавлением, который помечен ссылочной позицией 31.
[Патентный документ 1] JP 07-223078 А
[Патентный документ 2] JP 2004-174559 А.
Раскрытие изобретения
Когда приваривается болт 20 по фиг.5А, достигается состояние соединения оплавлением, как показано на фиг.5С. В этом случае зона соединения оплавлением большая, и плотность тока обычно мала, так что глубина L2 оплавления на стороне стальной листовой части 30 мала. Когда глубина L2 оплавления так мала, нельзя гарантировать достаточной прочности сварки, так что когда к стержневой части 21 прикладывается изгибающая нагрузка, чтобы отклонить стержневую часть 21, участок соединения оплавлением легко отделится. Такое отделение будет вызываться изгибающей нагрузкой с большей вероятностью, когда имеется зазор L1. Альтернативно, имеется опасность того, что стержневая часть 21 будет приварена в наклонном состоянии из-за зазора L1. Далее, когда имеется зазор L1, образуется изменение по длине при измерении от поверхности стальной листовой части 30 до конца стержневой части 21, т.е. длину L3 стержневой части нельзя получить удовлетворительного качества с точки зрения точности.
Когда достигается состояние полного соединения, как показано на фиг.5D, нет проблемы зазора L1, но появляется проблема с точки зрения прочности сварки, как упомянуто выше, поскольку глубина L2 оплавления мала.
Когда приваривается болт 20, показанный на фиг.5В, достигается состояние соединения оплавлением, как показано на фиг.5С и 5D. В начальной стадии соединяемый оплавлением выступ 27 быстро оплавляется, а затем оплавление расширяется до суженного участка 26. Таким образом, суженный участок в сильной степени стремится расшириться в двух измерениях, так что глубина L2 сокращается.
Когда увеличивается значение тока или удлиняется время подачи напряжения, чтобы увеличить глубину L2 оплавления и тем самым усилить прочность сварки, стальная листовая часть 30 становится подверженной аномальному оплавлению по всей своей толщине, то есть избыточному оплавлению, в котором вся толщина стальной листовой части 30 испытывает потери оплавления. С другой стороны, на стороне части 22 увеличенного диаметра также происходит избыточное оплавление, приводящее к снижению в толщине части 22 увеличенного диаметра. Когда вышеупомянутое избыточное оплавление происходит на стороне стальной листовой части 30, вышеупомянутая изгибающая нагрузка прикладывается неоднократно, вследствие чего граничный участок между оплавленной частью и неоплавленной частью подвергается разрушению. Далее, из-за избыточного оплавления в направлении толщины толщина этого участка стальной листовой части становится меньше, чем толщина остального ее участка, так что стальная листовая часть испытывает повреждение даже при слабой изгибающей нагрузке. Когда толщина части 22 увеличенного диаметра также подвергается изменению, довольно затруднительно сделать длину L3 стержневой части однородной. Далее, когда вышеупомянутое избыточное оплавление происходит на стальной листовой части 30, эта стальная листовая часть 30 испытывает потери плавления в экстремальных ситуациях, так что увеличение значения тока и удлинение времени подачи напряжения дает рост вышеупомянутым проблемам. Далее, возрастает также потребление энергии, что представляет собой недостаток с экономической точки зрения.
Хотя патентный документ 2 раскрывает пределы соединения оплавлением больше, чем у соединяемого оплавлением выступа 27 и центрального участка, это не помогает гарантировать достаточную прочность сварки вследствие малой глубины L2 плавления. Далее, по технологии, раскрытой в патентном документе 2, толщина стальной листовой части сокращается заранее соединяемым оплавлением выступом во время надавливания. Таким образом, довольно затруднительно достичь достаточной глубины плавления на утонченном участке. Далее, необходимо устанавливать большое усилие надавливания; далее, важным фактором является контроль однородности усилия надавливания. Такое усилие надавливания с однородным значением требует высокоточного контроля, что не является преимуществом с точки зрения практического применения.
Настоящее изобретение сделано в расчете на решение вышеуказанных проблем. Цель настоящего изобретения состоит в обеспечении болта для рельефной сварки и способа его сварки, в котором участок большой глубины плавления образуется в малой области и в котором скрепление со стальной листовой частью гарантируется в других областях, посредством чего реализуется высокая прочность сварки и стабильное состояние соединения.
В нижеследующем описании болт с выступом будет также именоваться просто как болт.
Согласно одному объекту настоящего изобретения болт для рельефной сварки включает в себя: стержневую часть с наружной резьбой; круглую часть увеличенного диаметра, сформированную зацело со стержневой частью и имеющую диаметр больше, чем диаметр стержневой части; и круглый соединяемый оплавлением выступ, включающий в себя: начальную часть плавления, имеющую на своей концевой поверхности суженный участок с малым углом уклона, приводящим к снижению высоты к внешней периферии; и основную часть плавления, непрерывную с начальной частью плавления, причем соединяемый оплавлением выступ размещен в середине части увеличенного диаметра на стороне, противоположной стержневой части, при этом запитка током сварки для плавления только соединяемого оплавлением выступа осуществляется на соединяемом оплавлением выступе, и при прижатии соединяемого оплавлением выступа к стальной листовой части и последующей их запитке область соединяемого оплавлением выступа соединяется оплавлением со стальной листовой частью, а концевая поверхность части увеличенного диаметра на ее внешней периферийной стороне скрепляется с поверхностью стальной листовой части.
Когда после прижатия соединяемой оплавлением части к стальной листовой части подается ток сварки, начальная часть плавления плавится по всей своей площади на начальной стадии подачи напряжения. На начальной части плавления образован суженный участок с малым углом уклона, так что при этом плавлении радиальная и практически плоская граница плавления расширяется в диаметральном направлении по кругу по мере прижатия. Происходит переход от общего оплавления начальной части плавления к оплавлению основной части плавления по всей ее круглой секции, и плавление распространяется в осевом направлении болта. В то время, когда это распространение плавления завершается, плавление также распространилось в стальной листовой части в границах площади, соответствующей соединяемому оплавлением выступу. За счет прекращения подачи напряжения в это время границы оплавления ограничиваются до области соединяемого оплавлением выступа. Далее, за счет вышеупомянутого прижатия концевая поверхность части увеличенного диаметра на внешней периферии соединяемого оплавлением выступа тесно соединена с поверхностью стальной листовой части.
Как сказано выше, общее оплавление начальной части плавления переходит в оплавление основной части плавления по всей ее круглой секции в осевом направлении болта, так что происходящее на стороне стальной листовой части оплавление ограничено областью соединяемого оплавлением выступа. Поскольку плавление так ограничено, глубина плавления на стальной листовой части увеличивается, посредством чего улучшается прочность сварки. В то же самое время, поскольку концевая поверхность части увеличенного диаметра на внешней периферии соединяемого оплавлением выступа скрепляется с поверхностью стальной листовой части, достаточная прочность сварки в центральном участке и вышеупомянутое скрепление сочетаются, делая возможным соединение с высокой прочностью сварки, избегая отклонения болта и достигая однородную длину стержневой части. Таким образом, даже если приложена изгибающая нагрузка, соединяемая оплавлением часть не отделяется с легкостью. Далее, поскольку подача напряжения воздействует так, что плавится только соединяемый оплавлением выступ, нужно лишь установить условия подачи напряжения таким образом, чтобы такие условия запитки, как значение тока, время запитки и т.п., были пригодны для объема соединяемого оплавлением выступа, так что факторы для установки условий запитки упрощаются, и управлением запиткой легче выполнить, посредством чего стабилизируется качество сварки. В то же время потребление мощности снижается, что является преимуществом с экономической точки зрения.
То есть состояние соединения оплавлением, в котором глубина плавления на центральном участке велика, достигается в малой области, а область концевой поверхности, отнесенная от соединяемого оплавлением участка и проходящая до окружного краевого участка части увеличенного диаметра, удерживается в скреплении со стальной листовой частью. Таким образом, в центральном участке обеспечивается требуемая прочность сварки, а высокая стойкость по отношению к изгибающей нагрузке получается за счет вышеупомянутых скрепления и соединения оплавлением центрального участка.
В болте для рельефной сварки внешний периферийный участок в части увеличенного диаметра и основная часть соединяемого оплавлением выступа соединяются с концевой поверхностью части увеличенного диаметра за счет наклонной поверхности, внешний периферийный участок которой снижается по высоте, чтобы тем самым образовать участок пластической деформации, который может включать в себя круглую часть плавления в середине с толщиной, соответствующей углу уклона наклонной поверхности, и размягчающийся участок, постепенно сокращающийся по толщине от основного участка к внешнему периферийному участку.
Участок пластической деформации включает в себя круглую часть плавления в середине с толщиной, соответствующей углу уклона наклонной поверхности, и размягчающийся участок, постепенно сокращающийся по толщине от основного участка к внешнему периферийному участку. Если плавится только соединяемый оплавлением выступ, переходящая в него часть плавления участка пластической деформации также переходит в расплавленное состояние, и теплота плавления проводится к размягчающемуся участку для размягчения этого участка. Поскольку усилие прижатия прикладывается непрерывно, концевая поверхность наклонной части увеличенного диаметра, т.е. размягчающийся участок смыкается с поверхностью стальной листовой части, при этом металл размягчающегося участка перетекает к расплавленному участку в центре.
Металл размягчающегося участка стремится перетечь к внешней периферии вследствие прижатия; однако из-за силы противодействия он течет к расплавленному участку в центре со способностью к деформированию, чтобы воздействовать на вышеупомянутое скрепление. В это время давление потока металла прикладывается к расплавленному выступу в середине со стороны внешней периферии, так что расплавленный участок расширяется и растет в осевом направлении болта, за счет чего увеличивается глубина плавления стальной листовой части. Далее, часть размягчающегося участка ближе к части плавления и имеющая большую толщину, находится при более высокой температуре, нежели его часть на стороне внешней периферии, так что для участка с большой толщиной получается достаточная деформируемость, дающая возможность прикрепить удовлетворительный поток металла к части плавления.
Из-за плавления и деформации участка пластической деформации, как описано выше, достигается плавление участка, ограниченного областью соединяемого оплавлением выступа, и, далее, его глубина плавления имеет достаточную величину с точки зрения прочности сварки. Далее, размягчающий участок нагревается теплотой плавления соединяемого оплавлением выступа и части плавления, так что его деформируемость достаточна, чтобы позволить концевой поверхности наклонной части увеличенного диаметра надежно прикрепиться к поверхности стальной листовой части.
Отношение диаметра соединяемого оплавлением выступа к диаметру части увеличенного диаметра может быть от 0,3 до 0,6.
Когда вышеупомянутое отношение меньше 0,3, зона плавления будет чрезвычайно мала, что приведет к недостаточной прочности сварки. С другой стороны, когда вышеупомянутое отношение превышает 0,6, когда может быть скреплена достаточная зона плавления, размер в диаметральном направлении участка скрепления между концевой поверхностью части увеличенного диаметра и поверхностью стальной листовой части не вполне достаточен, делая невозможным обеспечить требуемую стойкость в отношении изгибающей нагрузки стержневой части. Таким образом, за счет установки вышеупомянутого отношения на 0,3-0,6 можно обеспечить достаточную прочность сварки.
Отношение объема основной части плавления к объему начальной части плавления может быть от 4,0 до 6,5.
Когда вышеупомянутое отношение меньше 4,0, объем начальной части плавления будет чрезмерно большим, и его теплоемкость будет избыточной; далее, объем самого соединяемого оплавлением выступа также будет чрезмерной, так что величина расплава по толщине стальной листовой части станет избыточной из-за плавления соединяемого оплавлением выступа в целом, что делает невозможным достижение надлежащей прочности сварки. С другой стороны, когда вышеупомянутое отношение превышает 6,5, объем начальной части плавления становится чрезмерно малым, и его теплоемкость становится недостаточной, так что невозможно непрерывно расплавлять основную часть плавления, а в результате глубина плавления стальной листовой части недостаточна. Таким образом, за счет установки вышеупомянутого отношения от 4,0 до 6,5 можно обеспечить достаточную прочность сварки.
Объем соединяемого оплавлением выступа можно установить меньше, чем объем участка пластической деформации.
Поскольку объем соединяемого оплавлением выступа устанавливается меньше, чем объем участка пластической деформации, этот участок пластической деформации не расплавляется, чтобы течь к внешней периферии за счет количества тепла, расплавляющего соединяемый оплавлением выступ, причем участок пластической деформации переходит только в нагретое состояние. То есть хотя джоулева теплота, которая вырабатывается непрерывно, постепенно проводится к участку пластической деформации через расплавленный участок соединяемого оплавлением выступа, чтобы расплавлять часть плавления, размягчающийся участок не нагревается до такой степени, чтобы расплавляться, но лишь нагревается, чтобы размягчаться. Тем самым зона плавления ограничивается областью соединяемого оплавлением выступа; далее, поддерживается плавление по толщине стальной листовой части, посредством чего достигается заранее заданная глубина плавления.
Отношение объема участка пластической деформации к объему соединяемого оплавлением выступа может быть от 1,3 до 2,0.
Когда вышеупомянутое отношение меньше чем 1,3, объем участка пластической деформации становится чрезмерно малым относительно объема соединяемого оплавлением выступа, а размягчающийся участок расплавляется, чтобы течь к внешней периферии за счет теплоты плавления соединяемого оплавлением выступа. При этом теплота плавления от соединяемого оплавлением выступа расходуется на плавление размягчающегося участка, так что количество расплава стальной листовой части по толщине становится недостаточным, что приводит к недостаточной глубине плавления. В то же время, когда участок пластической деформации расплавляется к внешней периферии при расширении зоны плавления, глубина плавления становится недостаточной. Когда вышеупомянутое отношение превышает 2,0, объем участка пластической деформации становится чрезмерно большим по отношению к объему соединяемого оплавлением выступа, и нагрев размягчающегося участка теплотой плавления соединяемого оплавлением выступа становится недостаточным, делая невозможным достижение размягчения размягчающегося участка. Тем самым количество расплава стальной листовой части по толщине становится недостаточным, что приводит к недостаточной глубине плавления. Таким образом, за счет установки вышеупомянутого отношения от 1,3 до 2,0 можно обеспечить достаточную прочность сварки.
Угол уклона суженного участка начальной части плавления может быть установлен от 5 до 14 градусов.
Когда вышеупомянутый угол уклона меньше, чем 5 градусов, расширение соединяемого оплавлением выступа быстро распространяется даже при приложении слабого прижатия, так что управление усилием прижатия довольно трудно осуществлять. Далее, при прижатии быстро происходит снижение плотности тока, так что выработка джоулевой теплоты замедляется, вследствие чего достигается состояние, в котором переход к плавлению основной части плавления нельзя выполнить гладко. Когда же угол уклона превышает 14 градусов, процесс расширения соединяемого оплавлением участка становится медленным даже при приложении большого прижатия, так что управление усилием прижатия довольно трудно осуществлять, и в то же время достигается состояние, в котором переход к плавлению основной части плавления нельзя выполнить гладко. Далее, когда угол уклона увеличивается, чтобы превысить 14 градусов, объем - соединяемого оплавлением выступа по отношению к объему участка пластической деформации становится большим, делая невозможным должное нагревание и размягчение участка пластической деформации. Таким образом, за счет установки вышеупомянутого угла уклона от 5 до 14 градусов можно обеспечить сварку болта удовлетворительного качества.
Угол уклона наклонной поверхности участка пластической деформации может быть установлен от 5 до 14 градусов.
Когда вышеупомянутый угол уклона меньше чем 5 градусов, составляющая усилия, заставляющая металл размягчающегося участка течь к расплавленному участку в центре посредством прижатия, снижается, так что имеется недостаток усилия прижатия, приложенного от внешней периферии расплавленного участка, и расширение и рост расплавленного участка в осевом направлении болта замедляется, делая невозможным обеспечить достаточную глубину плавления. В то же время объем участка пластической деформации по отношению к объему соединяемого оплавлением выступа становится чрезмерно малым, делая невозможным получение должного отношения этих двух объемов. Когда же вышеупомянутый угол уклона превышает 14 градусов, объем участка пластической деформации по отношению к объему соединяемого оплавлением участка становится чрезмерно большим, делая довольно затруднительным расплавление части плавления участка пластической деформации и нагрев размягчающегося участка теплотой плавления соединяемого оплавлением выступа. В то же время теплота плавления от соединяемого оплавлением выступа избыточно отбирается соединяемым оплавлением выступом, приводя к недостаточной глубине плавления стальной листовой части. Таким образом, за счет установки вышеупомянутого угла уклона от 5 до 14 градусов можно обеспечить сварку болта удовлетворительного качества.
За счет определения вышеупомянутых различных величин и т.п. зона плавления ограничивается, как описано выше, через плавление только соединяемого оплавлением выступа и обеспечивается надлежащая глубина плавления; далее, концевая поверхность части увеличенного диаметра надежно скрепляется с поверхностью стальной листовой части.
Согласно другому объекту настоящего изобретения для решения вышеупомянутых проблем обеспечивается способ приваривания болта для рельефной сварки, включающий в себя этапы, на которых: подготавливают болт для рельефной сварки, содержащий: стержневую часть с наружной резьбой; круглую часть увеличенного диаметра, сформированную зацело со стержневой частью и имеющую диаметр больше, чем диаметр стержневой части; и круглый соединяемый оплавлением выступ, включающий в себя: начальную часть оплавления, имеющую на своей концевой поверхности суженный участок с малым углом уклона, постепенно снижающийся по высоте к внешней периферии, и основную часть оплавления, непрерывную с начальной частью оплавления и размещенную в середине части увеличенного диаметра на стороне, противоположной стержневой части; подают напряжение на соединяемый оплавлением выступ после прижатия его к стальной листовой части; и осуществляют сварку при прижатии и таких условиях запитки, что расплавляется только соединяемый оплавлением выступ, при этом его область соединяется оплавлением со стальной листовой частью, а концевая поверхность части увеличенного диаметра на ее внешней периферии скрепляется с поверхностью стальной листовой части.
Как сказано выше, условия прижатия и запитки установлены так, что расплавляется только соединяемый оплавлением выступ, причем его область соединяется оплавлением со стальной листовой частью, и что концевая поверхность части увеличенного диаметра на ее внешней периферии скрепляется с поверхностью стальной листовой части. При этом плавление протекает следующим образом: полное плавление начальной части плавления переходит в плавление всей круглой секции основной части плавления и распространяется в осевом направлении болта, и по мере развития это плавление, вызванное на стороне стальной листовой части, ограничивается областью соединяемого оплавлением выступа. Поскольку плавление ограничено таким образом, глубина плавления на стороне стальной листовой части увеличивается и прочность сварки усиливается. В то же время происходит скрепление концевой поверхности части увеличенного диаметра на внешней периферийной стороне соединяемого оплавлением выступа с поверхностью стальной листовой части, так что достаточная прочность сварки в центральной части и вышеупомянутое скрепление сочетаются друг с другом, делая возможным высокую прочность сварки без какого-либо отклонения болта при однородной длине стержневой части. Таким образом, даже если приложена изгибающая нагрузка, соединяемый оплавлением выступ не отделяется с легкостью. Далее, поскольку при запитке только соединяемый оплавлением выступ должен расплавляться, необходимо лишь установить такие условия запитки, как значение тока и время запитки, на значения, приспособленные к объему соединяемого оплавлением выступа, за счет чего упрощаются факторы, устанавливающие условия запитки, и легче осуществлять управление запиткой, что стабилизирует качество сварки. В то же время снижается потребление мощности, что является преимуществом с экономической точки зрения.
То есть состояние соединения оплавлением с большой глубиной плавления формируется в малой области в центре, а область концевой поверхности, отнесенная от этого участка соединения оплавлением и проходящая к периферийному краевому участку в части увеличенного диаметра, скрепляется со стальной листовой частью. Таким образом, в центральном участке обеспечивается требуемая прочность сварки, а высокая стойкость по отношению к изгибающей нагрузке получается за счет вышеупомянутых скрепления и соединения оплавлением центрального участка.
Условия прижатия и запитки устанавливаются так, чтобы обеспечить в удовлетворительном состоянии вышеупомянутые зону плавления, глубину плавления и скрепление концевой поверхности части увеличенного диаметра. Эти условия устанавливаются так, чтобы расплавлялся только соединяемый оплавлением выступ; и в качестве этих условий значение тока и время запитки устанавливаются на заранее заданные значения, из которых время запитки является особенно важным. Запитка начинается после прижатия и продолжается от начала плавления начальной части плавления до завершения плавления основной части плавления. Усилие прижатия, приложенное к стальной листовой части, устанавливается так, что зона плавления соединяемого оплавлением выступа не расширяется к внешней периферийной стороне, а глубина плавления стальной листовой части достигает заранее заданного значения. Далее, концевая поверхность части увеличенного диаметра скрепляется с поверхностью стальной листовой части с получением должных вышеупомянутых зоны плавления и глубины плавления.
На болте для рельефной сварки сформирован участок пластической деформации, соединяющий наружный периферийный участок части увеличенного диаметра и основной участок соединяемого оплавлением выступа наклонной поверхностью, постепенно понижающейся к внешней периферии; этот участок пластической деформации может быть сформирован круглой частью плавления в центре с толщиной, соответствующей углу уклона наклонной поверхности, и кольцевым размягчающимся участком, постепенно сокращающимся по толщине от основного участка к внешнему периферийному участку, причем деформация размягчающегося участка вызывается теплотой плавления круглой части плавления.
Участок пластической деформации сформирован круглой частью плавления в середине с толщиной, соответствующей углу уклона наклонной поверхности, и кольцевым размягчающимся участком, постепенно сокращающимся по толщине от основного участка к внешнему периферийному участку. Если плавится только соединяемый оплавлением выступ, переходящая в него часть плавления участка пластической деформации также переходит в расплавленное состояние, и теплота плавления проводится к размягчающемуся участку для размягчения этого участка. Поскольку усилие прижатия прикладывается непрерывно, получается скрепление концевой поверхности наклонной части увеличенного диаметра, т.е. размягчающегося участка с поверхностью стальной листовой части, при этом металл размягчающегося участка перетекает к расплавленному участку в центре.
Металл размягчающегося участка стремится перетечь к стороне внешней периферии вследствие прижатия; однако из-за силы противодействия он течет к расплавленному участку в центре со способностью к деформированию, чтобы тем самым воздействовать на вышеупомянутое скрепление. В это время давление потока металла прикладывается к расплавленному выступу в середине со стороны внешней периферии, так что расплавленный участок расширяется и растет в осевом направлении болта, за счет чего увеличивается глубина плавления стальной листовой части. Далее, часть размягчающегося участка ближе к части плавления и имеющая большую толщину находится при более высокой температуре, нежели его внешняя периферийная часть, так что для участка с большой толщиной получается достаточная деформируемость, дающая возможность прикрепить удовлетворительный поток металла к части плавления.
Из-за плавления и деформации участка пластической деформации, как описано выше, получается плавление участка, ограниченного областью соединяемого оплавлением выступа. Далее, глубина плавления достигает достаточной величины с точки зрения прочности сварки. Далее, поскольку размягчающий участок нагревается теплотой плавления соединяемого оплавлением выступа и части плавления, его деформируемость достаточна, и получается надежное скрепление концевой поверхности наклонной части увеличенного диаметра к поверхности стальной листовой части.
Условия прижатия и запитки могут быть пригодны для плавления области соединяемого оплавлением выступа и противоположной ему стальной листовой части.
Вследствие установки таких условий прижатия и запитки зона плавления устанавливается по границам соединяемого оплавлением выступа, давая возможность установить глубину плавления на заранее заданное значение.
Подача тока сварки может осуществляться до завершения плавления основной части плавления вслед за расплавлением всей начальной части плавления на ранней стадии запитки.
За счет выполнения этого управления запиткой возможно должным образом плавить один лишь соединяемый оплавлением выступ.
Далее, как очевидно из описанных ниже вариантов осуществления, при осуществлении способа сварки при различных конкретных значениях можно реализовать удовлетворительную сварку, как описано выше.
Краткое описание чертежей
Фиг.1А представляет собой вид спереди болта с выступом согласно варианту осуществления настоящего изобретения.
Фиг.1В представляет собой частичный увеличенный вид болта с выступом по фиг.1А.
Фиг.1C представляет собой частичный увеличенный вид, аналогичный фиг.1В, показывающий модификацию.
Фиг.2 представляет собой вид в разрезе, показывающий, как болт приваривается.
Фиг.3А представляет собой вид в разрезе, иллюстрирующий этап сварки.
Фиг.3В представляет собой вид в разрезе, иллюстрирующий этап сварки.
Фиг.3С представляет собой вид в разрезе, иллюстрирующий этап сварки.
Фиг.3D представляет собой вид в разрезе, иллюстрирующий этап сварки.
Фиг.3Е представляет собой вид в разрезе, иллюстрирующий этап сварки.
Фиг.3F представляет собой вид в разрезе, иллюстрирующий этап сварки.
Фиг.3G представляет собой вид в разрезе, иллюстрирующий этап сварки.
Фиг.4А представляет собой схему, иллюстрирующую, как осуществляется деление объема на частях болта.
Фиг.4В представляет собой схему, иллюстрирующую, как осуществляется деление объема на частях болта.
Фиг.5А представляет собой вид спереди традиционного болта.
Фиг.5В представляет собой вид спереди традиционного болта.
Фиг.5С представляет собой вид в разрезе, иллюстрирующий, как соединен оплавлением традиционный болт.
Фиг.5D представляет собой вид в разрезе, иллюстрирующий, как соединен оплавлением традиционный болт.
Фиг.6 представляет собой вид в разрезе, иллюстрирующий состояние, достигнутое при динамометрическом испытании.
Осуществление изобретения
Далее будет описан наилучший вариант выполнения болта для рельефной сварки согласно настоящему изобретению и способа его приваривания.
Будут описаны размеры и конфигурация болта для рельефной сварки.
Фиг.1А показывает конфигурацию болта для рельефной сварки, выполненного из железа. Болт 1 включает в себя стержневую часть 2 с наружной резьбой, круглую часть 3 увеличенного диаметра, сформированную зацело со стержневой частью 2 и имеющую больший диаметр, чем стержневая часть 2, круглый соединяемый оплавлением выступ 4, размещенный в середине части увеличенного диаметра на стороне, противоположной стержневой части 2, и участок 7 пластической деформации, образованный соединением внешнего периферийного участка части 3 увеличенного диаметра и основного участка 5 соединяемого оплавлением выступа 4 посредством наклонной поверхности 6, пониженной на внешней периферийной стороне. Выражение «пониженная на внешней периферийной стороне» подразумевает, что ее внешний периферийный участок ближе к нижнему концу стержневой части. Ссылочная позиция 8 указывает наружную резьбу, сформированную на внешней периферийной поверхности стержневой части 2, и резьба на стержневой части 2 имеет канавки и гребни.
Как показано на фиг.4А, соединяемый оплавлением выступ 4 включает в себя начальную часть 4А плавления и основную часть 4В плавления. Начальная часть 4А плавления представляет собой гладкую коническую часть, образованную путем обеспечения на концевой поверхности соединяемого оплавлением выступа 4 суженного участка 15 с малым углом уклона, ведущим к снижению высоты внешней периферической стороны. В середине начальной части 4А плавления сформирован заостренный вершинный участок 16. Далее, основная часть 4В плавления сформирована так, что является непрерывной с начальной частью 4А плавления.
Будет описана конфигурация участка 7 пластической деформации.
Как показано на фиг.4А, участок 7 пластической деформации является плоским и круглым металлическим участком, имеющимся между соединяемым оплавлением выступом 4 (основной частью 4В плавления) и частью 3 увеличенного диаметра, а фиг.4В является видом в разрезе, показывающим исключительно участок пластической деформации. Круглый участок в середине имеет толщину, соответствующую углу уклона наклонной поверхности 6, составляет часть 7А плавления. Кольцевой участок, толщина которого постепенно снижается от части 7А плавления (основной части 5) к внешнему периферийному участку, составляет размягчающийся участок 7В. Как показано на фиг.4В, размягчающийся участок 7В имеет в разрезе клинообразную конфигурацию.
Следует отметить, что угол уклона наклонной поверхности 6 подразумевает угол между ней самой и воображаемой плоскостью, перпендикулярно пересекаемой осью стержневой части 2. Это также применимо к углу уклона суженного участка 15 соединяемого оплавлением выступа 4. Головной участок болта 1 образован фланцеподобной частью 3 увеличенного диаметра, участком 7 пластичной деформации и соединяемым оплавлением выступом 4. Наклонная поверхность 6 составляет концевую поверхность части 3 увеличенного диаметра. Фиг.1А и 4А показывают плоский участок 3А без уклона, который предусмотрен во внешней периферии наклонной поверхности 6 и который также составляет концевую поверхность части 3 увеличенного диаметра.
Фиг.2 представляет собой вид в разрезе, иллюстрирующий, как болт 1 приварен к стальной листовой части 9. Подвижный электрод 10 подвергается отводящему движению пневматическим цилиндром или электродвигателем втягивающего типа (не показано). В середине его концевой поверхности предусмотрено приемное отверстие 11, проходящее в продольном направлении подвижного электрода 10, и на дне приемного отверстия установлен постоянный магнит 12. Стальная листовая часть 9 помещается на стационарный электрод 13, размещенный соосно с подвижным электродом 10.
Стержневая часть 2 вводится в приемное отверстие 11 подвижного электрода 10 оператором или подающим рычагом и притягивается постоянным магнитом 12, за счет чего болт 1 удерживается подвижным электродом 10. В это время концевая поверхность 14 подвижного электрода 10 удерживается в тесном контакте с обратной поверхностью части 3 увеличенного диаметра. Фиг.2 показывает состояние, в котором подвижный электрод 10, удерживающий болт 1, продвигается, заставляя соединяемый оплавлением выступ 4 прижаться к стальной листовой части 9. В этом состоянии подается ток сварки, и производится сварка со стальной листовой частью 9.
Для того чтобы облегчить понимание пространственного положения и т.п. этого варианта осуществления, фиг.1В показывает размеры и углы уклона различных участков. Как показано на чертеже, диаметр стержневой части 2 равен 5 мм, диаметр и толщина части 3 увеличенного диаметра равны 10 мм и 1,5 мм соответственно, а диаметр основного участка 5 соединяемого оплавлением выступа 4, т.е. основного участка соединяемого оплавлением выступа 4, равен 5 мм.
Далее, диаметр концевой поверхности (суженного участка 15) соединяемого оплавлением выступа 4 равен 4,5 мм, высота соединяемого оплавлением выступа 4 при измерении от основного участка 5 до вершины 16 равна 1,0 мм, высота (толщина) начальной части 4А плавления равна 0,35 мм, высота (толщина) участка 7 пластической деформации равна 0,5 мм, угол θ1 уклона наклонной поверхности 6 равен 9 градусам и угол θ2 уклона суженного участка 15 соединяемого оплавлением выступа 4 равен 9 градусам.
Таким образом, отношение диаметра соединяемого оплавлением выступа 4 к диаметру части 3 увеличенного диаметра равно 0,5, Отношение диаметра части 3 увеличенного диаметра к диаметру стержневой части 2 равно 2,0.
Фиг.4 представляет собой вид в сечении, чтобы показать соответствующие объемы части 3 увеличенного диаметра, участка 7 пластической деформации, соединяемого оплавлением выступа 4 и начальной части 4А плавления и основной части 4В плавления, составляющих соединяемый оплавлением выступ 4. Соответствующие объемы различных участков болта 1, имеющих размеры и углы уклона, как показано на фиг.1В, следующие: часть 3 увеличенного диаметра - 117,75 мм3; участок 7 пластической деформации - 24,53 мм3; соединяемый оплавлением выступ 4 - 14,80 мм3; начальная часть 4А плавления - 2,38 мм; и основная часть 4В плавления - 12,42 мм3. Далее, объем части 7А плавления участка 7 пластической деформации равен 9,81 мм3, а объем размягчающегося участка равен 14,72 мм3. Как очевидно из вышеприведенных значений, объем соединяемого оплавлением выступа 4 установлен меньше, чем объем участка 7 пластической деформации.
Отношение объема основной части 4В плавления к объему начальной части 4А плавления равно 5,2. Отношение объема участка 7 пластической деформации к объему соединяемого оплавлением выступа 4 равно 1,66. Далее, отношение объема части 3 увеличенного диаметра к сумме объема соединяемого оплавлением выступа 4 и объема участка 7 пластической деформации равно 2,99. Далее, сумма объема соединяемого оплавлением выступа 4 и объема участка 7 пластической деформации установлена меньше, чем объем части 3 увеличенного диаметра.
Как очевидно из вышеупомянутых размеров различных участков, болт 1 представляет собой так называемое малое изделие. В таком малом изделии процесс плавления, размер соединяемого оплавлением участка (сварная точка) и т.п. весьма влияют на качество сварки.
Далее будет описано явление соединения оплавлением в случае болта 1.
Как установлено выше, сварка выполняется в состоянии, показанном на фиг.2. Условия прижатия и запитки установлены так, что плавится исключительно соединяемый оплавлением выступ 4, и так, что плавится участок стальной листовой части 9, соответствующий площади в пределах соединяемого оплавлением выступа 4. Здесь, толщина стальной листовой части 9, которая составляет ответный элемент, равна 0,7 мм. Далее, усилие прижатия, обусловленное подвижным электродом 10, т.е. усилие прижатия соединяемого оплавлением выступа 4 относительно стальной листовой части 9 составляет 2900 Н, ток сварки равен 10600 А, начальное время прижатия равно 60 периодам, время запитки равно 9 периодам, а время удержания равно 30 периодам. Время запитки в 9 периодов является временем от начала плавления начальной части 4А плавления до завершения последующего плавления основной части 4В плавления; в этот момент времени плавлением также осуществляется на части 7А плавления и на стороне стальной листовой части 9. Здесь один период равен 1/60 сек.
Хотя при вышеуказанных условиях возможна удовлетворительная сварка, устанавливаемые диапазоны для этих условий предпочтительно следующие: усилие прижатия - от 2000 до 5000 Н; ток сварки - от 8000 до 15000 А; и время запитки - от 5 до 15 периодов.
Фиг.3A-3G показывают этапы плавления, которое происходит при вышеуказанных условиях сварки. Фиг.3А показывает, как вершина 16 соединяемого оплавлением выступа 4 прижимается к стальной листовой части 9. Хотя это и не показано, в этом состоянии вершина 16 слегка утапливается в стальную листовую часть 9.
Когда запитка производится в вышеуказанном состоянии прижатия, плавление начинается в вышеупомянутом участке, который утоплен. Далее, как показано на фиг.3В, в начальной стадии запитки начальная часть 4А плавления плавится по всей своей площади. Расплавленный участок указан ссылочной позицией 17. При этом плавлении, начинающемся в вершине 16 вследствие формирования угла конусности, т.е. угла уклона θ2=9 градусов на суженном участке 15 начальной части 4А плавления, практически плоская радиальная зона плавления расширяется в диаметральном направлении в круглой конфигурации при прижатии. То есть, поскольку угол θ2 уклона мал, площадь запитки быстро возрастает даже при слабом плавлении, а при быстром увеличении площади запитки плотность тока быстро уменьшается. Таким образом, расширение плавления должно наиболее вероятно происходить в диаметральном направлении, нежели в осевом направлении болта 1, который имеет большую теплоемкость. Следует отметить, что нижеследующие термины: оплавленный участок, соединяемый оплавлением участок, соединенный оплавлением участок и зона плавления являются синонимами с термином «участок плавления», - участок, называемый этими терминами, указывается ссылочной позицией 17.
Происходит переход от этого общего плавления начальной части 4А плавления к плавлению по всей круглой секции основной части 4В плавления, и, как показано на фиг.3с, плавление происходит в осевом направлении болта 1. В то время, когда этот процесс плавления завершается, причем плавление происходит также в стальной листовой части 9 по зоне, соответствующей зоне секционной площади соединяемого оплавлением выступа 4 при прижатии, запитка заканчивается. В результате достигается состояние, в котором зона плавления ограничивается областью соединяемого оплавлением выступа 4. Как показано на фиг.3С, на этой стадии существует слабый зазор 19 между наклонной поверхностью 6 и поверхностью 9А стальной листовой части 9. Однако за счет прижатия подвижного электрода 10 зазор 19 исчезает практически одновременно с прекращением запитки, и, как показано на фиг.3D, наклонная поверхность 6 скрепляется с поверхностью 9А стальной листовой части 9.
Фиг.3(Е) представляет собой вид сверху в разрезе участка скрепления по фиг.3D, взятый в направлении плоскости стальной листовой части 9. Как очевидно из этого вида в разрезе, оплавленный участок 17, т.е. соединяемый оплавлением участок, имеет практически тот же самый диаметр, что и соединяемый оплавлением выступ 4. Диаметр оплавленного участка 17 равен 5,1 мм. В результате сварки десяти болтов 1 этот размер попал в диапазон от 4,9 мм до 5,2 мм. Таким образом, было признано, что соединяемая оплавлением зона имела должный размер.
Далее будет описан характер изменения деформации участка 7 пластической деформации.
В вышеупомянутом процессе прижатия и плавления должен наблюдаться следующий характер изменения деформации участка 7 пластической деформации. Этот характер изменения деформации иллюстрируется на фиг.3F и 3G; для облегчения понимания угол уклона наклонной поверхности 6 на фиг.3F преувеличен. Для подробного наблюдения оплавленного участка 17 этот оплавленный участок был вырезан. Фиг.3G представляет собой вид в разрезе вырезанной поверхности.
Участок 7 пластической деформации включает в себя круглую часть 7А плавления в середине, имеющую толщину, соответствующую углу θ1 уклона наклонной поверхности 6, и кольцевой размягчающийся участок 7В, толщина которого постепенно снижается от основного участка 5 к внешней периферии. Даже если плавится только соединяемый оплавлением выступ 4, часть 7А плавления непрерывного с ним участка 7 пластической деформации тоже переходит в расплавленное состояние, и теплота плавления проводится к размягчающемуся участку 7В для размягчения этого участка. Усилие прижатия прикладывается постоянно, так что концевая поверхность 6 наклонной части 3 увеличенного диаметра, т.е. размягчающийся участок 7В, скрепляется с поверхностью 9А стальной листовой части 9, при этом металл размягчающегося участка 7В течет к расплавленному участку 17 в середине.
Металл размягчающегося участка 7В стремится течь к внешней периферии вследствие прижатия. Однако из-за его противодействующей силы металл течет, как указано стрелкой 7С, к деформируемому расплавленному участку 17 в середине, чтобы осуществить вышеупомянутое скрепление. В это время давление потока металла прикладывается от внешней периферийной стороны к расплавленному участку 17 в середине, так что расплавленный участок 17 расширяется и растет в осевом направлении болта 1, за счет чего глубина плавления стальной листовой части 9 увеличивается. Далее, сегмент размягчающегося участка 7 В большей толщины и ближе к части 7А плавления находится при более высокой температуре, чем его внешний периферийный сегмент, так что деформируемость сегмента большей толщины получается достаточной степени, делая тем самым возможным обеспечить удовлетворительным образом поток металла к расплавленному участку 17.
Вследствие характера изменения плавления и деформации, как описано выше, участка 7 пластической деформации образуется ограниченный расплавленный участок в области соединяемого оплавлением выступа 4. Далее, глубина его L2 плавления имеет достаточную величину с точки зрения прочности сварки. Далее размягчающийся участок 7В нагревается теплотой плавления соединяемого оплавлением выступа 4 и части 7А плавления, так что размягчающийся участок 7В проявляет удовлетворительную деформируемость, и концевая поверхность 6 наклонной части 3 увеличенного диаметра надежно скрепляется с поверхностью 9А стальной листовой части 9.
Как установлено выше, толщина стальной листовой части 9 равна 0,7 мм, а глубина L2 плавления, как показано на фиг.3G, достигнутая за счет вышеупомянутого процесса, составляет приблизительно 0,35 мм. Глубина L2 плавления в случае большой соединяемой оплавлением площади, как показано на фиг.5С и 5D, составляет приблизительно 0,15 мм (Сопоставительный пример), так что следует считать, что вышеупомянутая глубина плавления приблизительно в 0,35 мм является достаточной. Далее, поскольку глубина наплавления стальной листовой части 9 составляет приблизительно 0,35 мм, следует признать, что жесткость самой стальной листовой части 9 не ослаблена.
Полная толщина L4 расплавленного участка 17 при измерении от части 3 увеличенного диаметра до стороны стальной листовой части 9 составляет приблизительно 0,5 мм. Поскольку толщина L4 расплавленного участка, как показано на фиг.5С и 5D, составляет приблизительно 0,25 мм (Сопоставительный пример), то следует считать, что вышеупомянутая толщина L4 приблизительно в 0,5 мм является достаточной.
В результате сварки десяти болтов 1 вышеупомянутая глубина L2 плавления распределена в диапазоне от 0,30 до 0,40 мм. Глубина L4 плавления попадает в диапазон от 0,40 до 0,55 мм. Из этих диапазонов следует признать, что глубины L2 и L4 являются удовлетворительными глубинами плавления.
Проводилось динамическое испытание, в котором выполнялся удар молотком в диаметральном направлении стержневой части 2 со стальной листовой частью 9, соединенной оплавлением, как описано выше, фиксируемой в положении кондуктором или тому подобным. В результате стержневая часть 2 подвергалась деформации изгиба, но в соединяемом оплавлением участке 17 не происходило отделения или тому подобного, и поддерживалось скрепление между наклонной поверхностью 6 и поверхностью 9А стальной листовой части. Таким образом, было установлено, что гарантировалось отличное состояние соединения оплавлением. Тем самым было признано, что гарантировалась достаточная прочность сварки.
Далее, в результате проверки, в которой стержневую часть 2 тянули в осевом направлении, со стальной листовой частью, зафиксированной в положении кондуктором, было достигнуто состояние разрушения, как показано на фиг.6. При этом следует признать, что участок 9В стальной листовой части 9, соединенный оплавлением в соединяемым оплавлением выступом 4, отламывался от основного тела 9С стальной листовой части 9 в состоянии среза, приводящего к незаполненному отверстию 9D. Это разрушение происходит в диапазоне усилий растяжения от 4200 до 5250 Н, так что следует понимать, что прочность сварки достаточна для болта 1 данного размера.
Судя по вышеупомянутому числу приваренных болтов, глубина L2 плавления распределена в диапазоне от 43 до 57% от толщины стальной листовой части 9, а диаметр расплавленного участка 17, показанного на фиг.3Е, попадает в диапазон от 0,98 до 1,04 раз от диаметра соединяемого оплавлением выступа 4 (диаметр основного участка 5). Оптимальные значения этих величин составляют соответственно 50% и 1,01-1,02 раз, а более предпочтительно от 46 до 54% и от 1,00 до 1,03 раз соответственно. Допустимыми значениями являются соответственно от 43 до 57% и от 0,98 до 1,04 раз.
Далее, отношение объема части 7А плавления к объему размягчающегося участка 7В равно 1,5. Объем размягчающегося участка 7В, таким образом, установлен больше, так что теплоемкость размягчающегося участка 7В по отношению к части 7А плавления больше, и размягчающийся участок 7В не переходит в расплавленное состояние теплом от части 7А плавления, но подвергается нагреванию, достаточному для того, чтобы способствовать размягчению. Отношение объема размягчающегося участка 7В к объему части 7А плавления равно 1,2-1,8, более предпочтительно - 1,3-1,7, а наиболее предпочтительно - 1,5.
Хотя это и не раскрыто в формуле изобретения, можно осуществить изобретение, определив режим потока таких участков как часть 7А плавления и размягчающийся участок 7В, отношение глубины L2 плавления по отношению к толщине стальной листовой части, множество диаметров расплавленного участка 17 по отношению к диаметру соединяемого оплавлением выступа 4 и т.п.
Когда отношение диаметра соединяемого оплавлением выступа 4 к диаметру части 3 увеличенного диаметра составляет меньшей чем 0,3, зона плавления будет чересчур малой и прочность сварки будет не вполне достаточной. Когда же вышеупомянутое отношение превышает 0,6, то, хотя и возможно обеспечить достаточную зону плавления, имеется дефицит размера в диаметральном направлении скрепленного участка между концевой поверхностью 6 части 3 увеличенного диаметра и поверхностью 9А стальной листовой части 9, делая невозможным обеспечение требуемой жесткости по отношению к изгибающим нагрузкам, приложенным к стержневой части 2. Таким образом, за счет установки вышеупомянутого отношения на величины от 0,3 до 0,6 можно обеспечить достаточную прочность сварки.
Вышеупомянутое отношение установлено от 0,3 до 0,6, более предпочтительно от 0,35 до 0,55 и наиболее предпочтительно 0,5, как в данном варианте осуществления.
Когда отношение объема основной части 4В плавления к объему начальной части 4А плавления меньше чем 4,0, объем начальной части 4А плавления становится чрезмерно большим, а его теплоемкость становится избыточной. Далее, объем соединяемого оплавлением выступа 4 также становится чрезмерно большим, так что вследствие плавления соединяемого оплавлением выступа 4 в целом величина плавления стальной листовой части 9 по толщине становится чрезмерной, делая невозможным получение приемлемой прочности сварки. Когда же вышеупомянутое отношение превышает 6,5, объем начальной части 4А плавления становится чрезмерно малым, а его теплоемкость становится недостаточной, так что невозможно непрерывно расплавлять основную часть 4В плавления, что приводит к недостатку глубины плавления стальной листовой части 9. Таким образом, вышеупомянутое отношение установлено от 4,0 до 6,5, за счет чего можно обеспечить достаточную прочность сварки.
Вышеупомянутое отношение установлено от 4,0 до 6,5, более предпочтительно от 4,5 до 6,0 и наиболее предпочтительно 5,2, как в данном варианте осуществления.
Когда отношение объема участка 7 пластической деформации к объему соединяемого оплавлением выступа 4 становится меньшей чем 1,3, объем участка 7 пластической деформации становится чрезмерно малым относительно объема соединяемого оплавлением выступа 4, и участок 7 пластической деформации начинает плавиться по направлению к внешней периферии теплотой плавления соединяемого оплавлением выступа 4. При этом теплота плавления от соединяемого оплавлением выступа 4 расходуется на плавление участка 7 пластической деформации по направлению к внешней периферии, так что величина плавления по толщине стальной листовой части 9 недостаточна, что приводит к дефициту в глубине L2 плавления. В то же самое время, когда участок 7 пластической деформации плавится по направлению к внешней периферии, то, хотя зона 17 плавления увеличивается, глубина L2 плавления становится недостаточной. Когда же вышеупомянутое отношение превышает 2,0, объем участка 7 пластической деформации становится чрезмерно большим относительно объема соединяемого оплавлением выступа 4, и нагрев участка 7 пластической деформации теплотой плавления соединяемого оплавлением выступа 4 становится недостаточным, делая невозможным размягчение участка 7 пластической деформации. Таким образом, величина плавления стальной листовой части 9 по толщине также недостаточна, что приводит к недостатку глубины L2 плавления. Таким образом, устанавливая вышеупомянутое отношение от 1,3 до 2,0, можно обеспечить достаточную прочность сварки.
Вышеупомянутое отношение установлено от 1,3 до 2,0, более предпочтительно от 1,5 до 1,8 и наиболее предпочтительно 1,66, как в данном варианте осуществления.
Когда угол θ2 уклона суженного участка 15 начальной части 7А плавления меньше 5 градусов, расширение соединенного оплавлением участка 17 происходит быстро даже при приложении слабого прижатия, так что усилие прижатия становится трудно контролировать. Далее, при прижатии быстро происходит снижение плотности тока, так что выработка джоулевой теплоты становится довольно медленной, и в результате этого переход к плавлению основной части 7В плавления не происходит плавно. Когда же угол уклона превышает 14 градусов, процесс расширения соединяемого оплавлением участка 17 становится медленным даже при приложении большого прижатия, так что усилие прижатия трудно контролировать. В то же самое время переход к плавлению основной части 7В плавления не происходит плавно. Далее, когда угол уклона превышает 14 градусов, объем соединяемого оплавлением выступа 4 становится большим по отношению к объему участка 7 пластической деформации, делая невозможным осуществление должного нагрева и размягчения на участке 7 пластической деформации. Таким образом, за счет установки вышеупомянутого угла уклона от 5 до 14 градусов можно обеспечить сварку болта удовлетворительного качества.
Вышеупомянутый угол θ2 уклона установлен от 5 до 14 градусов, более предпочтительно от 7 до 12 градусов и наиболее предпочтительно 9 градусов, как в данном варианте осуществления.
Когда угол θ1 уклона наклонной поверхности 6 участка 7 пластической деформации меньше чем 5 градусов, компонент усилия (см. стрелки 7С на фиг.3F), заставляющий металл 7А размягченного наклонного участка течь к расплавленному участку 17 в середине вследствие прижатия, уменьшается. Соответственно усилие прижатия, приложенное к расплавленному участку 17 от внешней периферийной стороны, недостаточно, и расширение и рост расплавленного участка 17 в осевом направлении болта замедляется, делая невозможным обеспечение достаточной глубины L2 плавления. В то же самое время объем участка 7 пластической деформации становится чрезмерно малым по отношению к объему соединяемого оплавлением выступа 4, делая невозможным получение должного отношения этих двух объемов. Далее, когда этот угол θ1 уклона превышает 14 градусов, объем участка 7 пластической деформации становится чрезмерно большим по отношению к объему соединяемого оплавлением выступа 4, делая довольно затруднительным достаточный нагрев участка 7 пластической деформации теплотой плавления соединяемого оплавлением выступа 4. В то же самое время теплота плавления от соединяемого оплавлением выступа 4 отбирается участком 7 пластической деформации, так что глубина L2 плавления стальной листовой части 9 становится недостаточной. Таким образом, устанавливая вышеупомянутый угол θ1 уклона от 5 до 14 градусов, можно обеспечить сварку болта удовлетворительного качества.
Вышеупомянутый угол θ1 уклона установлен от 5 до 14 градусов, более предпочтительно от 7 до 12 градусов и наиболее предпочтительно 9 градусов, как в данном варианте осуществления.
Далее, как показано на фиг.1C, также в случае, когда вместо формирования вершины 16 в середине предусмотрена небольшая плоская круглая поверхность 18, можно выполнять сварку удовлетворительным образом.
Результаты вышеупомянутого варианта осуществления следующие.
Когда после того, как соединяемый оплавлением выступ 4 прижат к стальной листовой части 9, осуществляется запитка током сварки, начальная часть 4А плавления расплавляется по всей своей области на начальной стадии запитки. При этом плавлении, поскольку на начальной части 7А плавления образован суженный участок 15 с малым углом уклона, радиальная практически плоская зона 17 плавления расширяется по кругу в диаметральном направлении при прижатии. Это плавление по всей области начальной части 4А плавления превращается в плавление основной части 4В плавления по всему ее круглому сегменту, и плавление происходит в осевом направлении болта 1. В то время, когда этот процесс плавления завершается, плавление также выполняется в стальной листовой части 9 по зоне площади, соответствующей соединяемому оплавлением выступу 4. За счет прекращения запитки в этот момент времени зона 17 плавления ограничивается до области соединяемого оплавлением выступа 4. Далее, вследствие вышеупомянутого прижатия концевая поверхность 6 части 3 увеличенного диаметра на внешней периферии соединяемого оплавлением выступа 4 скрепляется с поверхностью 9А стальной листовой части 9.
Как описано выше, полное расплавление начальной части 4А плавления превращается в плавление основной части 4В плавления по всему ее круглому сегменту и протекает в осевом направлении болта 1, так что плавление, происходящее на стороне стальной листовой части 9, ограничено областью соединяемого оплавлением выступа 4. Поскольку это плавление ограничено таким образом, глубина L2 плавления на стороне стальной листовой части 9 увеличивается, достигая тем самым улучшения с точки зрения прочности сварки. В то же самое время концевая поверхность 6 части 3 увеличенного диаметра на внешней периферийной стороне соединяемого оплавлением выступа 4 скрепляется с поверхностью 9А стальной листовой части 9. В результате достаточная прочность сварки в середине и вышеупомянутое скрепление объединяются друг с другом, за счет чего возможно обеспечить высокую прочность сварки, избегая при этом наклона болта и поддерживая однородность осевой длины L3. Таким образом, даже если приложена изгибающая нагрузка, отделение соединяемого оплавлением участка 17 не произойдет с легкостью. Далее, запитка осуществляется так, что расплавляется только соединяемый оплавлением выступ 4, и нужно только установить условия запитки так, чтобы значение тока и время запитки были приспособлены к объему соединяемого оплавлением выступа 4. В результате этого факторы для установки условий запитки упрощаются и процесс управления запиткой становится легче выполнять, посредством чего стабилизируется качество сварки. В то же самое время потребление мощности снижается, что выгодно экономически.
То есть состояние соединения оплавлением, в котором глубина L2 плавления большая, достигается на малом участке в середине, и область концевой поверхности, разнесенная от соединяемого оплавлением участка 17 и проходящая к периферическому краевому участку части 3 увеличенного диаметра, удерживается в скреплении с поверхностью 9А стальной листовой части 9. Таким образом, требуемая прочность сварки обеспечивается в центральном участке, и можно достичь высокой жесткости в отношении изгибающей нагрузки вследствие вышеупомянутого скрепления соединения оплавлением центрального участка.
За счет соединения внешнего периферийного участка части 3 увеличенного диаметра и основного участка 5 соединяемого оплавлением выступа 4 посредством наклонной поверхности 6, внешний периферийный участок которой ниже, участок 7 пластической деформации образуется на концевой поверхности части 3 увеличенного диаметра. Участок 7 пластической деформации включает в себя круглую часть 7А плавления в середине с толщиной, соответствующей углу θ1 уклона наклонной поверхности 6, и кольцевой размягчающийся участок 7В, толщина которого постепенно снижается от основного участка 5 к внешней периферии.
Участок 7 пластической деформации включает в себя круглую часть 7А плавления в середине с толщиной, соответствующей углу θ1 уклона наклонной поверхности 6, и кольцевой размягчающийся участок 7В, толщина которого постепенно снижается от основного участка 5 к внешней периферии. Даже если расплавляется только соединяемый оплавлением выступ 4, непрерывная с ним часть 7А плавления участка 7 пластической деформации также переходит в расплавленное состояние, и теплота плавления проходит к размягчающемуся участку 7В для размягчения этого участка. Поскольку усилие прижатия прикладывается непрерывно, концевая поверхность 6 наклонной части 3 увеличенного диаметра, т.е. размягчающегося участка 7В, скрепляется с поверхностью 9А стальной листовой части 9 с перетеканием металла размягчающегося участка 7В к расплавленному участку 17 в середине.
Металл размягчающегося участка 7В стремится течь к внешней периферии вследствие прижатия. Однако вследствие его противодействующей силы металл течет к деформируемому расплавленному участку 17 в середине, посредством чего осуществляется вышеупомянутое скрепление. В это время давление потока металла действует на расплавленный участок 17 в середине от внешней периферийной стороны, так что расплавленный участок 17 расширяется и растет в осевом направлении болта 1, за счет чего возрастает глубина плавления стальной листовой части 9. Далее, поскольку сегмент размягчающегося участка 7В, имеющий большую толщину и расположенный ближе к части 7А, находится при более высокой температуре, нежели его внешний периферийный участок, деформируемость этого сегмента большей толщины обеспечивается в достаточной степени, и поток металла (7В) к расплавленному участку 17 может обеспечиваться удовлетворительным образом.
Из-за вышеупомянутого плавления и характера изменения деформации участка 7 пластической деформации достигается плавление, ограниченное областью соединяемого оплавлением выступа 4; далее, глубина L2 плавления имеет достаточное значение с точки зрения прочности сварки. Далее, поскольку размягчающийся участок 7В нагревается теплотой плавления от соединяемого оплавлением выступа 4 и части 7А плавления, его деформируемость удовлетворительна, и наклонная концевая поверхность 6 части 3 увеличенного диаметра надежно скрепляется с поверхностью 9А стальной листовой части 9.
Отношение диаметра соединяемого оплавлением выступа 4 к диаметру части 3 увеличенного диаметра попадает в диапазон от 0,3 до 0,6.
Когда вышеупомянутое отношение меньше чем 0,3, зона 17 плавления чрезмерно мала, и прочность сварки недостаточна. Когда же вышеупомянутое отношение превышает 0,6, хотя и можно обеспечить зону 17 плавления в достаточной мере, размер в диаметральном направлении этого участка, где концевая поверхность 6 части 3 увеличенного диаметра и поверхность 9А стальной листовой части 9 удерживаются в скреплении друг с другом, все же недостаточен, так что невозможно обеспечить требуемую жесткость по отношению к изгибающей нагрузке стержневой части 2. Таким образом, устанавливая вышеупомянутое отношение от 0,3 до 0,6, можно обеспечить достаточную прочность сварки.
Отношение объема основной части 4В плавления к объему начальной части 4А попадает в диапазон от 4,0 до 6,5.
Когда вышеупомянутое отношение меньше чем 4,0, объем начальной части 4А плавления становится чрезмерно большим, и его теплоемкость становится избыточной. Далее, объем соединяемого оплавлением выступа 4 также становится чрезмерно большим, так что величина плавления по толщине стальной листовой части 9 становится чрезмерной вследствие плавления соединяемого оплавлением выступа 4 в целом, делая невозможным получение приемлемой прочности сварки. Когда вышеупомянутое отношение превышает 6,5, объем начальной части 4А плавления становится чрезмерно мал, и его теплоемкость становится недостаточной. Соответственно невозможно непрерывно расплавлять основную часть 4 В плавления, что приводит к недостатку глубины L2 стальной листовой части 9, таким образом, вышеупомянутое отношение установлено от 4,0 до 6,5, за счет чего можно обеспечить достаточную прочность сварки.
Объем соединяемого оплавлением выступа 4 установлено меньше, чем объем участка 7 пластической деформации.
Поскольку объем соединяемого оплавлением выступа 4 установлен меньше, чем объем участка 7 пластической деформации, едва ли достигается состояние, в котором участок 7 пластической деформации расплавляется по направлению к внешней периферии за счет количества теплоты, вызывающей расплавление соединяемого оплавлением выступа 4, причем участок 7 пластической деформации лишь поддерживается в нагретом состоянии. То есть, хотя непрерывно вырабатываемая джоулева теплота постепенно проводится к участку 7 пластической деформации через расплавленный сегмент соединяемого оплавлением выступа 4 для расплавления части 7А плавления, размягчающийся участок 7В нагревается не до такой степени, чтобы подвергнуться расплавлению, но нагревается только для размягчения. Таким образом, зона плавления ограничивается областью соединяемого оплавлением выступа 4; далее, активируется расплавление стальной листовой части 9 по толщине, за счет чего достигается заранее заданная глубина L2 плавления.
Отношение объема участка 7 пластической деформации к объему соединяемого оплавлением выступа 4 попадает в диапазон от 1,3 до 2,0.
Когда вышеупомянутое отношение меньше чем 1,3, объем участка 7 пластической деформации становится чрезмерно малым по отношению к объему соединяемого оплавлением выступа 4, и размягчающийся сегмент 7В участка 7 пластической деформации расплавляется по направлению к внешней периферии посредством теплоты плавления соединяемого оплавлением выступа 4. Поскольку теплота плавления от соединяемого оплавлением выступа 4 расходуется тем самым на плавление размягчающегося сегмента 7В, величина плавления по толщине стальной листовой части 9 недостаточна, что приводит к недостаточной глубине L2 плавления. В то же самое время, когда участок 7 пластической деформации расплавляется по направлению к внешней периферии, то хотя зона плавления возрастает, глубина L2 плавления недостаточна. Далее, когда вышеупомянутое отношение превышает 2,0, объем участка 7 пластической деформации становится чрезмерно большим по отношению к объему соединяемого оплавлением выступа 4, и нагревание размягчающегося участка 7В теплотой плавления от соединяемого оплавлением выступа 4 становится недостаточным, делая невозможным размягчение размягчающегося участка 7В. Таким образом, величина плавления по толщине стальной листовой части 9 становится недостаточной, что приводит к недостаточной глубине L2 плавления. Таким образом, путем установки вышеупомянутого отношения от 1,3 до 2,0 можно обеспечить достаточную прочность сварки.
Угол θ2 уклона суженного участка 15 начальной части 4А плавления попадает в диапазон от 5 до 14 градусов.
Когда вышеупомянутый угол θ2 уклона меньше чем 5 градусов, расширение соединяемого оплавлением участка 17 происходит быстро даже при приложении слабого прижатия, так что усилие прижатия трудно контролировать. Далее, при прижатии быстро происходит снижение плотности тока, так что выработка джоулевой теплоты замедляется, что приводит к тому, что переход к плавлению основной части 4В плавления не происходит плавно. Когда же угол θ2 уклона превышает 14 градусов, процесс расширения соединяемого оплавлением участка 17 замедляется даже при приложении сильного прижатия. В результате усилие прижатия трудно контролировать и в данном случае, и в то же самое время, переход к плавлению основной части 4В плавления не происходит плавно. Далее, когда угол θ2 уклона превышает 14 градусов, объем соединяемого оплавлением выступа 4 становится большим по отношению к объему участка 7 пластической деформации, делая невозможным получение должного нагрева и размягчения участка 7 пластической деформации. Таким образом, путем установки вышеупомянутого угла θ2 уклона от 5 до 14 градусов можно обеспечить сварку болта удовлетворительного качества.
Угол θ1 уклона наклонной поверхности 6 участка 7 пластической деформации попадает в диапазон от 5 до 14 градусов.
Когда вышеупомянутый угол θ1 уклона меньше чем 5 градусов, компонент усилия (см. стрелки 7С на фиг.3F), заставляющий металл размягченного участка 7В течь к расплавленному участку 17 в середине вследствие прижатия, уменьшается, так что усилие прижатия, приложенное к расплавленному участку 17 от внешней периферийной стороны, не вполне достаточно и расширение и рост расплавленного участка 17 в осевом направлении болта замедлены, делая невозможным обеспечение достаточной глубины L2 плавления. В то же самое время объем участка 7 пластической деформации по отношению к объему соединяемого оплавлением выступа 4 становится чрезмерно малым, делая невозможным получение должного отношения этих двух объемов. Когда же этот угол θ1 уклона превышает 14 градусов, объем участка 7 пластической деформации по отношению к объему соединяемого оплавлением выступа 4 становится чрезмерно большим, делая довольно затруднительным расплавление части 7А плавления участка пластической деформации и нагревание размягчающегося участка 7В теплотой плавления соединяемого оплавлением выступа 4. В то же самое время теплота плавления от соединяемого оплавлением выступа 4 отбирается до избыточной степени участком 7 пластической деформации, что приводит к недостаточной глубине L2 плавления стальной листовой части 9. Таким образом, устанавливая вышеупомянутый угол θ1 уклона от 5 до 14 градусов, можно обеспечить сварку болта удовлетворительного качества.
Путем определения упомянутых выше различных значений и т.п. зона 17 плавления ограничивается, как описано выше, через плавление только соединяемого оплавлением выступа 4, и обеспечивается подходящая глубина L2 плавления. Далее, концевая поверхность 6 части увеличенного диаметра надежно скрепляется с поверхностью 9А стальной листовой части 9.
Результаты способа сварки следующие.
Способ сварки по настоящему изобретению предложен в расчете на решение вышеупомянутых проблем, причем этот способ включает в себя этапы, на которых: подготавливают для рельефной сварки болт 1, включающий в себя стержневую часть 2 с наружной резьбой 8, круглую часть 3 увеличенного диаметра, сформированную зацело со стержневой частью 2 и имеющую диаметр больше, чем диаметр стержневой части 2; и круглый соединяемый оплавлением выступ 4, включающий в себя: начальную часть 4А плавления, имеющую на своей концевой поверхности суженный участок 15 с малым углом θ2 уклона, снижающийся по высоте к внешней периферийной стороне; и основную часть 4В плавления, непрерывную с начальной частью 4А плавления, причем соединяемый оплавлением выступ размещен в середине части увеличенного диаметра на стороне, противоположной стержневой части 2; и осуществляют прижатие соединяемого оплавлением выступа 4 к стальной листовой части 9, а затем осуществляют его запитку, чтобы тем самым выполнять сварку, при этом условия прижатия и запитки устанавливают так, чтобы расплавлять исключительно соединяемый оплавлением выступ 4 для соединения оплавлением его области со стальной листовой частью 9, и чтобы концевая поверхность 6 части 3 увеличенного диаметра на своей внешней периферийной стороне вводилась в скрепление с поверхностью 9А стальной листовой части 9.
Результаты этого способа сварки в основном такие же, как и у вышеупомянутого болта.
Как описано выше, условия прижатия и запитки установлены так, что расплавляется исключительно соединяемый оплавлением выступ 4 для соединения оплавлением его области со стальной листовой частью 9, и чтобы концевая поверхность 6 части 3 увеличенного диаметра на своей внешней периферийной стороне вводилась в скрепление с поверхностью 9А стальной листовой части 9. В это время плавление происходит следующим образом: полное расплавление начальной части 4А плавления переходит в расплавление основной части 4В плавления по всему ее круглому сегменту и происходит в осевом направлении болта 1, причем плавление к тому же происходит на стороне стальной листовой части 9, ограничиваемой областью соединяемого оплавлением выступа 4. Поскольку плавление ограничено таким образом, глубина L2 плавления на стальной листовой части 9 увеличивается, и прочность сварки усиливается. В то же самое время концевая поверхность 6 части 3 увеличенного диаметра на внешней периферийной стороне соединяемого оплавлением выступа 4 скрепляется с поверхностью 9А стальной листовой части 9, так что достаточная прочность сварки в центральном участке и вышеупомянутое скрепление объединяются друг с другом, давая возможность обеспечить высокую прочность сварки, избегая наклона болта 1 и поддерживая однородность длины L3 стержневой части. Таким образом, даже если приложена изгибающая нагрузка, соединяемый оплавлением участок 17 не отделяется с легкостью. Далее, запитку осуществляют при условии, в котором расплавляется исключительно соединяемый оплавлением выступ 4, так что нужно лишь установить такие условия запитки, как значение тока и время запитки, приспособленные к объему соединяемого оплавлением выступа 4. В результате факторы при установке условий запитки упрощаются, и управление запиткой легко выполнять, посредством чего стабилизируется качество сварки. В то же самое время потребление мощности снижается, что выгодно экономически.
То есть состояние соединения оплавлением большой глубины L2 плавления в центральном участке достигается в малой области, а концевая поверхность, отнесенная от соединяемого оплавлением участка 17 и проходящая к периферийному краевому участку части 3 увеличенного диаметра, удерживается в скреплении со стальной листовой частью 9. Таким образом, в центральном участке обеспечивается требуемая прочность сварки, и можно достичь высокой жесткости по отношению к изгибающей нагрузке вследствие вышеупомянутого скрепления и соединения оплавлением центрального участка.
Условия прижатия и запитки установлены так, чтобы обеспечить в удовлетворительном состоянии вышеупомянутую зону 17 плавления, глубину L2 плавления и скрепление концевой поверхности 6 части увеличенного диаметра. В качестве условий для расплавления исключительно соединяемого оплавлением выступа 4 значение тока и время запитки устанавливаются на заранее заданные значения, из которых время запитки имеет особую важность. Запитка начинается после прижатия и продолжается от начала плавления начальной части 4А плавления до завершения плавления основной части 4В плавления. Далее, усилие прижатия, приложенное к стальной листовой части 9, установлено таким, что зона 17 плавления соединяемого оплавлением выступа 4 не расширяется к внешней периферии, а глубина L2 плавления стальной листовой части 9 установлена на заранее заданное значение. Далее, при получении должных зоны 17 плавления и глубины L2 плавления концевая поверхность 6 части увеличенного диаметра скрепляется с поверхностью 9А стальной листовой части 9.
На болте 1 для рельефной сварки сформирован участок 7 пластической деформации, соединяющий внешний периферийный участок части 3 увеличенного диаметра и основной участок 5 соединяемого оплавлением выступа 4 наклонной поверхностью 6, высота которой меньше на внешней периферийной стороне. Участок 7 пластической деформации включает в себя круглую часть 7А плавления в центре с толщиной, соответствующей углу θ1 уклона наклонной поверхности 6, и кольцевой размягчающийся участок 7 В, толщина которого постепенно снижается от основного участка 5 к внешней периферии, причем деформации размягчающегося участка 7В содействует теплота плавления от круглой части 7А плавления.
Участок 7 пластической деформации включает в себя круглую часть 7А плавления в центре с толщиной, соответствующей углу θ1 уклона наклонной поверхности 6, и кольцевой размягчающийся участок 7 В, толщина которого постепенно снижается от основного участка 5 к внешней периферии. Даже если расплавляется исключительно соединяемый оплавлением выступ 4, непрерывная с ним часть 7А плавления участка 7 пластической деформации также вводится в расплавленное состояние, и теплота плавления проводится к размягчающемуся участку 7В для размягчения этого участка. Поскольку усилие прижатия прикладывается постоянно, концевая поверхность 6 наклонной части 3 увеличенного диаметра, т.е. размягчающийся участок 7В, скрепляется со стальной листовой частью 9, при этом металл размягчающегося участка 7В течет к расплавленному участку 17 в середине.
Металл размягчающегося участка 7В стремится течь к внешней периферии вследствие прижатия. Однако вследствие его противодействующей силы металл течет к расплавленному участку 17 в середине с деформируемостью, тем самым осуществляя вышеупомянутое скрепление. В это время давление потока металла (7В) приложено от внешней периферийной стороны к расплавленному участку 17 в середине, так что расплавленный участок 17 расширяется и растет в осевом направлении болта 1, за счет чего глубина L2 плавления стальной листовой части 9 увеличивается. Далее, поскольку сегмент размягчающегося участка 7В вблизи части 7А плавления и большей толщины находится при более высокой температуре, нежели его сегмент на внешней периферийной стороне, возможно получить достаточную деформируемость для сегмента большей толщины, что дает возможность обеспечить удовлетворительным образом поток металла (7В) к расплавленному участку 17.
Вследствие вышеупомянутого плавления характера изменения деформации участка 7 пластической деформации достигается плавление, ограниченное областью соединяемого оплавлением выступа 4. Далее, его глубина L2 плавления имеет достаточное значение с точки зрения прочности сварки. Далее, поскольку размягчающийся участок 7 В нагревается теплотой плавления соединяемого оплавлением выступа 4 и части 7А плавления, его деформируемость удовлетворительна, и наклонная концевая поверхность 6 части 3 увеличенного диаметра надежно скрепляется с поверхностью 9А стальной листовой части 9.
Вышеупомянутые условия прижатия и запитки пригодны для плавления области соединяемого оплавлением выступа 4 и противолежащей ему стальной листовой части 9.
Вследствие этой установки условий прижатия и запитки зона 17 плавления установлена на зону соединяемого оплавлением выступа 4, а глубину L2 плавления можно установить на заранее заданное значение.
Запитка током сварки выполняется до завершения плавления основной части 4В плавления вслед за полным расплавлением начальной части 4А плавления на начальной стадии запитки.
За счет осуществления управления запиткой можно должным образом расплавлять исключительно соединяемый оплавлением выступ 4.
Как очевидно из вышеупомянутых вариантов осуществления, при исполнении способа сварки по объектам настоящего изобретения с девятого по двенадцатый с указанными различными значениями и т.п. по объектам настоящего изобретения с третьего по восьмой возможно реализовать удовлетворительную сварку, как описано выше.
Промышленная применимость
Как описано выше, согласно настоящему изобретению возможно обеспечить удовлетворительное качество сварки посредством установки объемов соединяемого оплавлением выступа и участка пластической деформации, условий прижатия и запитки и т.п. Таким образом, ожидается, что настоящее изобретение найдет множество таких применений, как процесс сварки корпусов автомобилей и процесс сварки стальных листов электрической домашней аппаратуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД ДЛЯ КОНТАКТНОЙ СВАРКИ И СПОСОБ ПОДДЕРЖАНИЯ ГЕРМЕТИЧНОСТИ | 2018 |
|
RU2757657C2 |
| СПОСОБ ДВУХСТОРОННЕЙ РОТАЦИОННОЙ СВАРКИ ТРЕНИЕМ, СПОСОБЫ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И СТАЛЬНОЙ ПОЛОСЫ С ПОКРЫТИЕМ, УСТРОЙСТВО ДЛЯ ДВУХСТОРОННЕЙ РОТАЦИОННОЙ СВАРКИ ТРЕНИЕМ И УСТАНОВКИ ДЛЯ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И СТАЛЬНОЙ ПОЛОСЫ С ПОКРЫТИЕМ | 2020 |
|
RU2792732C1 |
| СПОСОБ СОЕДИНЕНИЯ ПРЕДМЕТОВ | 2015 |
|
RU2702543C2 |
| Способ непрерывного изготовления многослойных изделий сваркой | 1984 |
|
SU1222463A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| СПОСОБ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ РЕЛЬСОВОЙ СТАЛИ | 2010 |
|
RU2507045C2 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ ВНАХЛЕСТКУ | 1991 |
|
RU2022742C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ВЫСТУПАЮЩИХ ГАЕК | 2005 |
|
RU2381883C2 |
| СПОСОБ ЧУЙКО ПРОТИВОКОРРОЗИЙНОЙ ЗАЩИТЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 2013 |
|
RU2552627C2 |
| Способ контактной стыковой сварки оплавлением | 1978 |
|
SU904938A1 |
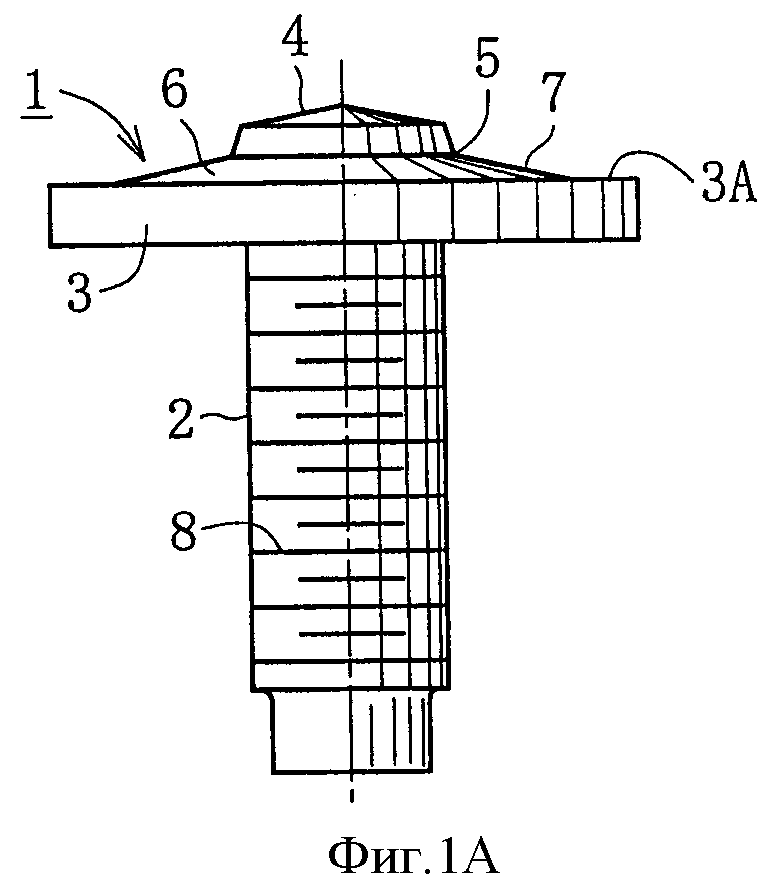

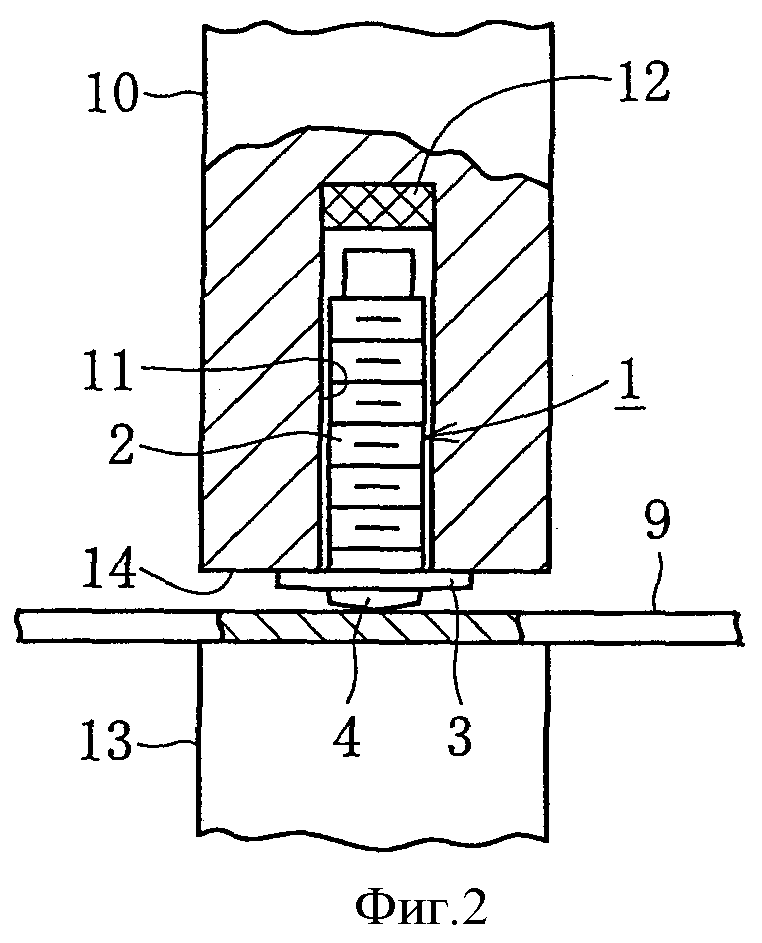
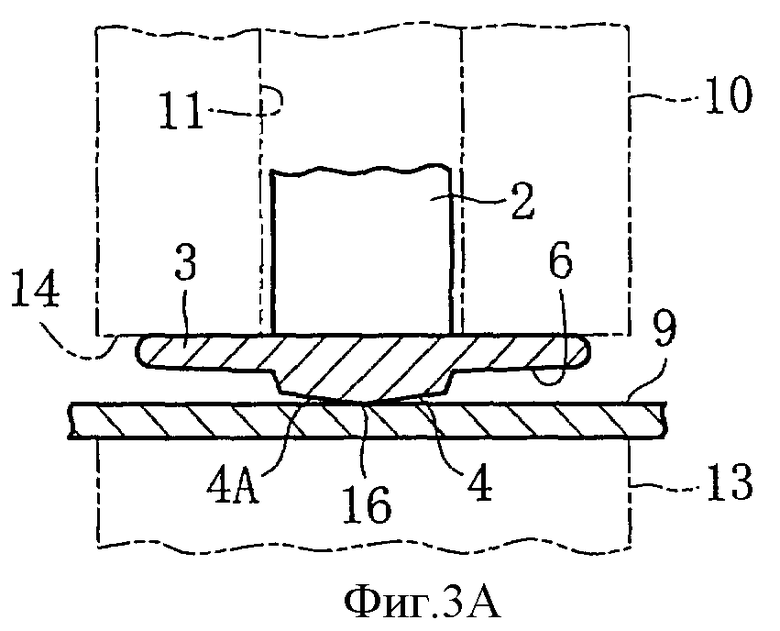
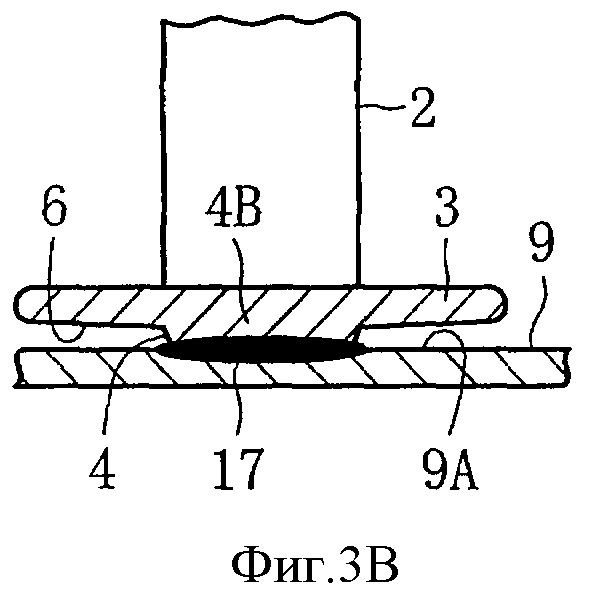
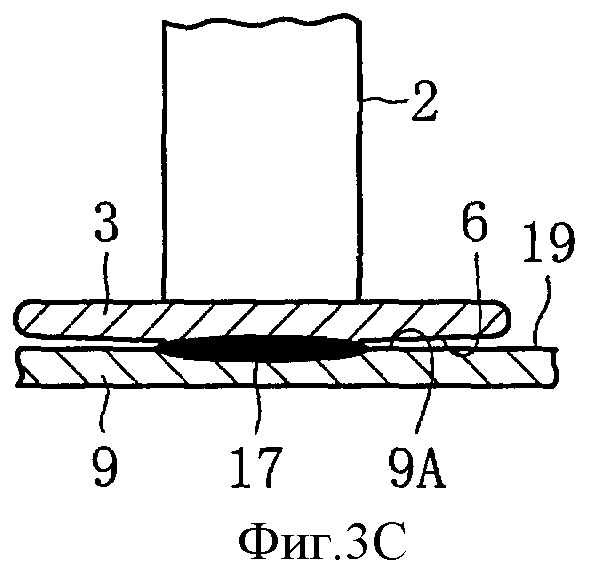
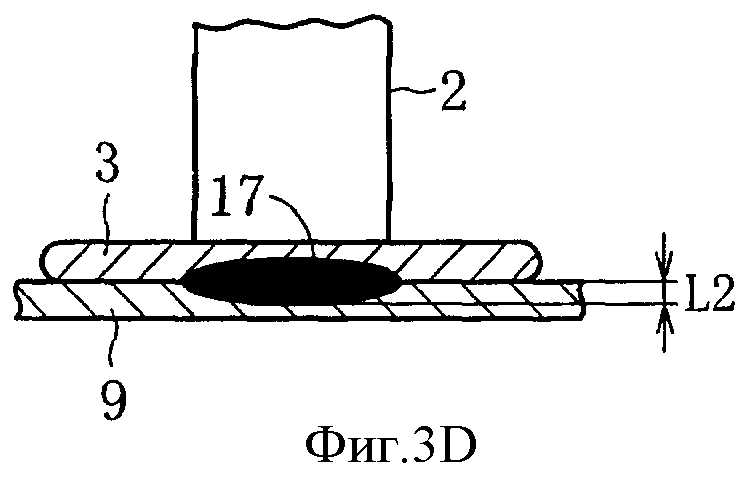
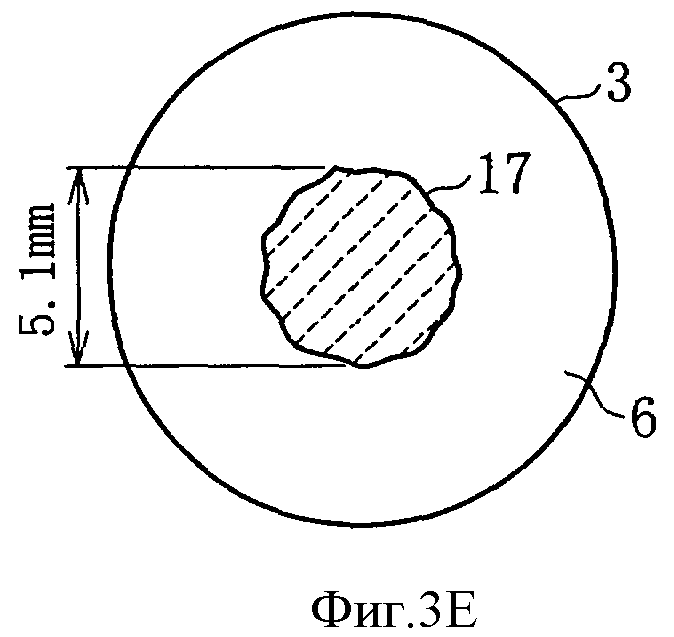
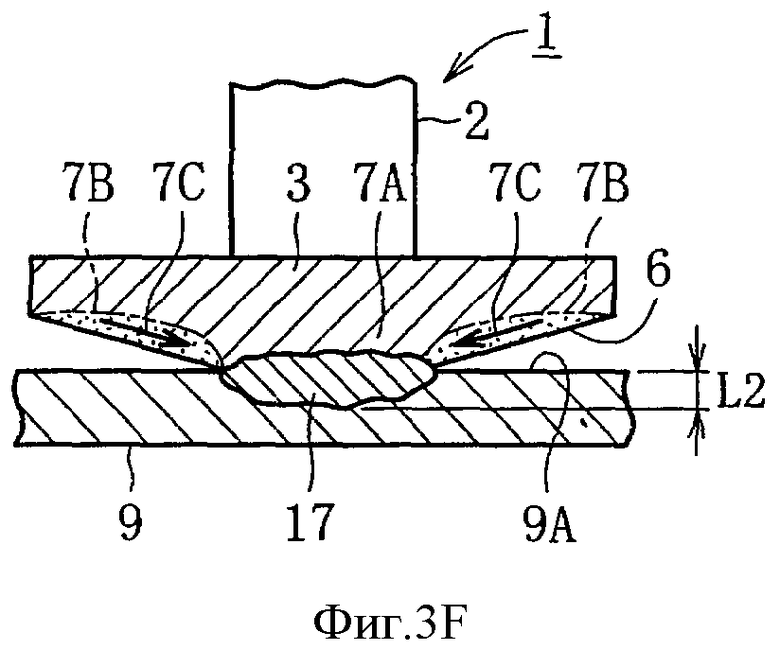
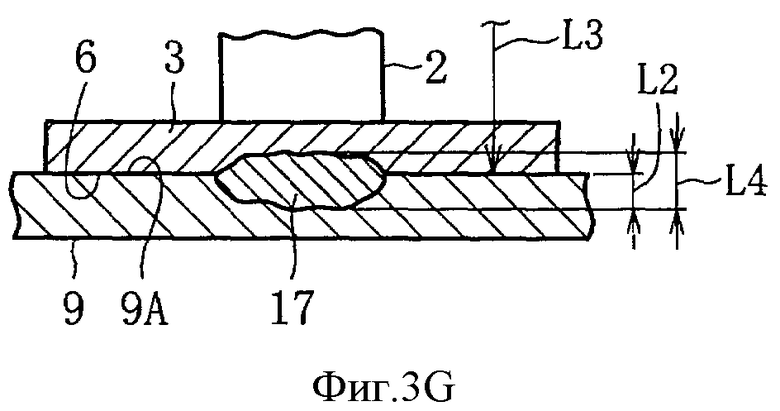
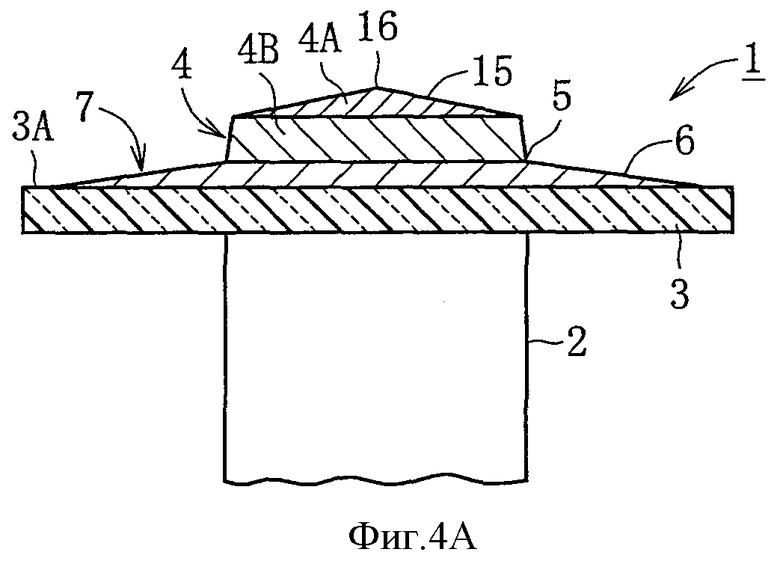
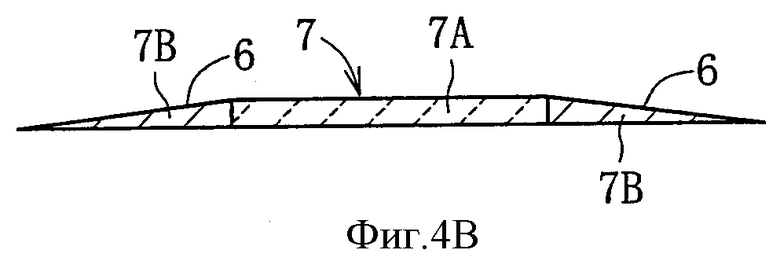
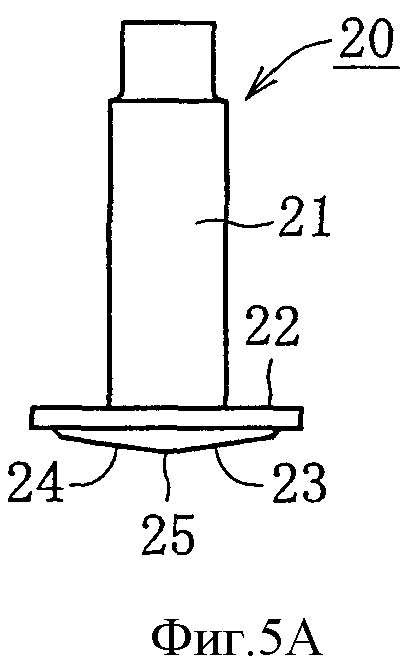
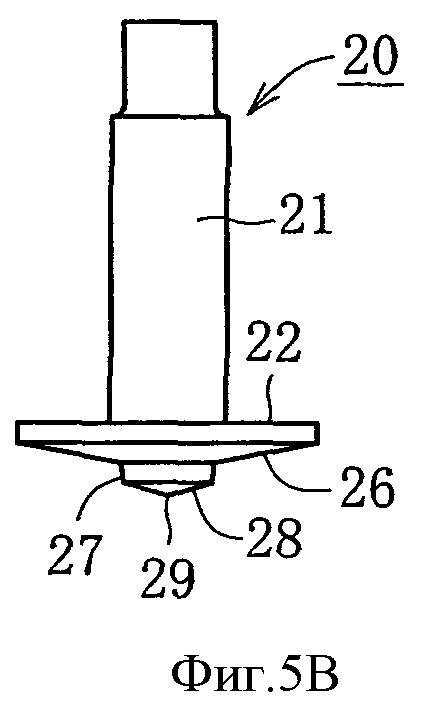
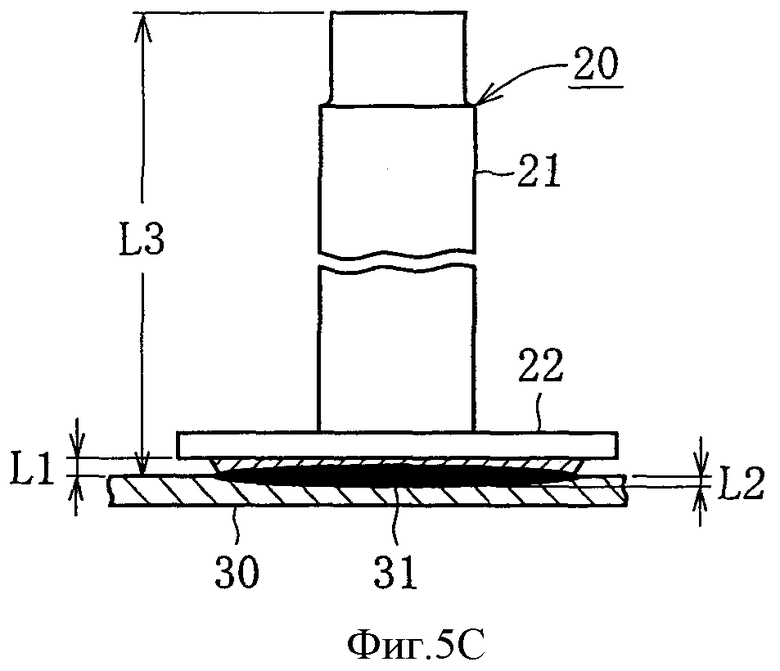
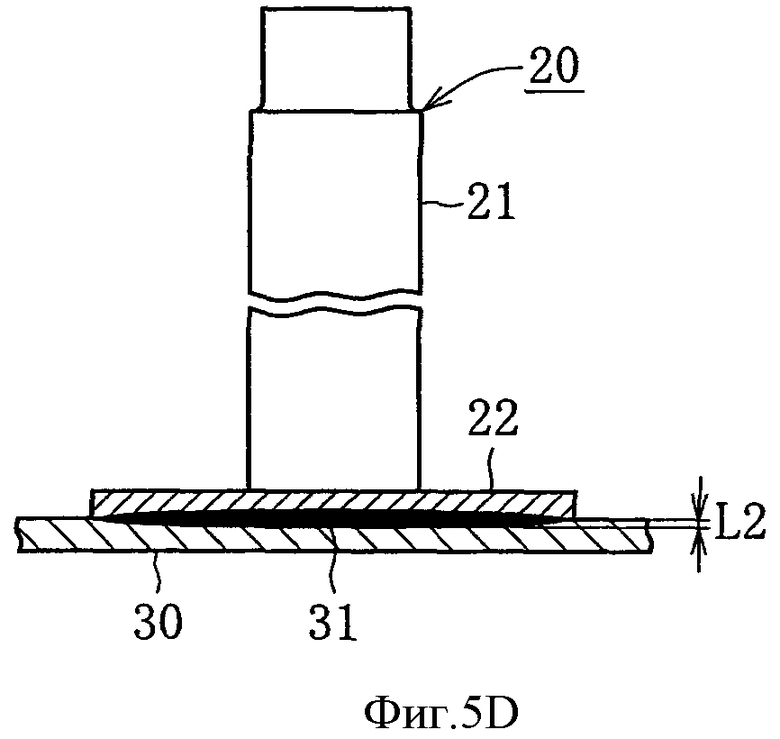
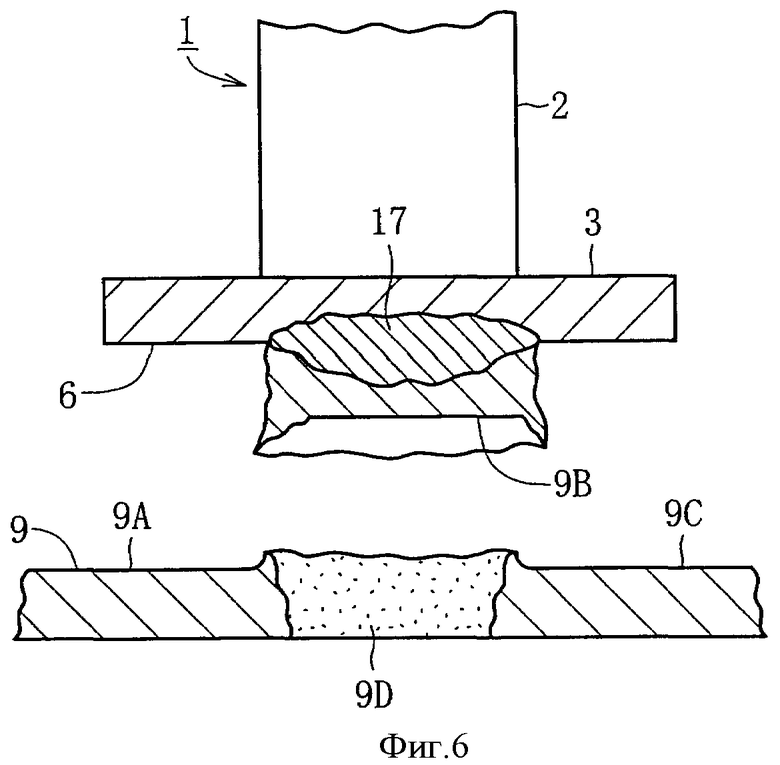
Изобретение может быть использовано для соединения рельефной сваркой болта с листом. Болт (1) имеет стержневую часть (2) и часть (3) увеличенного диаметра. Соединяемый оплавлением выступ (4) образован начальной частью (4А) плавления, имеющей на своей концевой поверхности суженный участок (15), и непрерывной с ней основной частью (4В) плавления. После прижатия соединяемого оплавлением выступа (4) к стальному листу осуществляют запитку током сварки и соединяют с листом за счет расплавления упомянутого выступа (4). Концевую поверхность (6) внешней периферийной стороны части (3) увеличенного диаметра скрепляют с поверхностью листа за счет размягчения кольцевого участка (7В) пластической деформации теплотой от плавления основной части соединяемого оплавлением выступа (4). Изобретение обеспечивает высокую прочность сварки и стабильное состояние скрепления за счет получения участка сварки большой глубины, сформированного в малой области, и обеспечения скрепления болта с листом на других его участках. 2 н. и 9 з.п. ф-лы, 6 ил.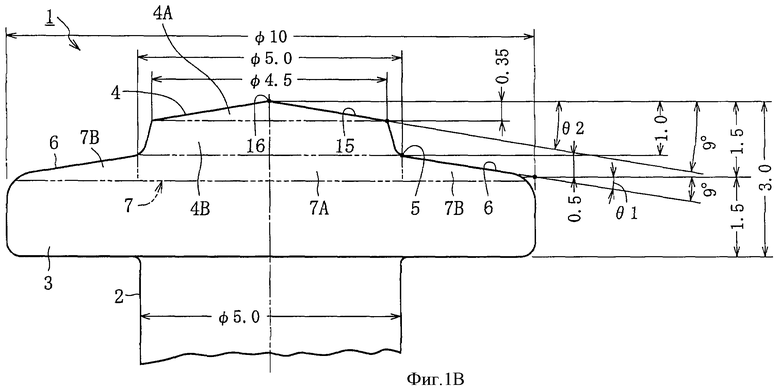
1. Болт для приварки его к листу рельефной сваркой, содержащий стержневую часть с наружной резьбой, круглую часть увеличенного диаметра, сформированную зацело со стержневой частью и имеющую диаметр больше, чем диаметр стержневой части, и круглый соединяемый оплавлением выступ, размещенный в середине круглой части увеличенного диаметра на стороне, противоположной стержневой части, и включающий основную часть плавления и непрерывную с ней начальную часть плавления, имеющую на своей концевой поверхности суженный участок с малым углом уклона, приводящим к снижению высоты к его внешней периферии, а также участок пластической деформации, образованный на поверхности круглой части увеличенного диаметра и соединяющий ее внешний периферийный участок с основной частью плавления соединяемого оплавлением выступа наклонной поверхностью, снижающейся по высоте к внешней периферии, при этом отношение диаметра соединяемого оплавлением выступа к диаметру части увеличенного диаметра находится в диапазоне от 0,3 до 0,6.
2. Болт по п.1, в котором участок пластической деформации включает центральную круглую часть плавления, имеющую толщину в зависимости от угла наклона снижающейся по высоте наклонной поверхности и кольцевой размягчающийся в процессе сварки участок, толщина которого постепенно уменьшается к внешней периферии.
3. Болт по п.1 или 2, в котором отношение объема основной части плавления соединяемого оплавлением выступа к объему его начальной части плавления находится в диапазоне от 4,0 до 6,5.
4. Болт по п.1, в котором объем соединяемого оплавлением выступа меньше объема участка пластической деформации.
5. Болт по п.1 или 4, в котором отношение объема участка пластической деформации к объему соединяемого оплавлением выступа находится в диапазоне от 1,3 до 2,0.
6. Болт по п.1, в котором угол уклона суженного участка начальной части плавления находится в диапазоне от 5 до 14°.
7. Болт по п.1, в котором наклонная поверхность участка пластической деформации расположена под углом от 5 до 14°.
8. Способ приварки рельефной сваркой болта к листу, включающий использование болта, содержащего стержневую часть с наружной резьбой, круглую часть увеличенного диаметра, сформированную зацело со стержневой частью и имеющую диаметр больше, чем диаметр стержневой части, и круглый соединяемый оплавлением выступ, размещенный в середине круглой части увеличенного диаметра на стороне, противоположной стержневой части, и включающий основную часть плавления и непрерывную с ней начальную часть плавления, имеющую на своей концевой поверхности суженный участок с малым углом уклона, приводящим к снижению высоты к его внешней периферии, а также участок пластической деформации, образованный на поверхности круглой части увеличенного диаметра и соединяющий ее внешний периферийный участок с основной частью плавления соединяемого оплавлением выступа наклонной поверхностью, снижающейся по высоте к внешней периферии, при этом после прижатия соединяемого оплавлением выступа к стальному листу осуществляют его запитку током сварки и соединяют со стальным листом за счет расплавления упомянутого выступа, а концевую поверхность внешней периферийной стороны круглой части увеличенного диаметра скрепляют с поверхностью листа за счет размягчения кольцевого участка пластической деформации теплотой от плавления основной части соединяемого оплавлением выступа.
9. Способ по п.8, при котором центральная круглая часть участка пластической деформации привариваемого болта, имеющая толщину в зависимости от угла наклона снижающейся по высоте поверхности, расплавляется в процессе сварки, а кольцевой участок, толщина которого постепенно уменьшается к внешней периферии, размягчается в процессе сварки.
10. Способ по п.8 или 9, при котором условия запитки током сварки соединяемого оплавлением выступа и прижатия к стальному листу выбирают для расплавления области соединяемого оплавлением выступа и противолежащей ему части стального листа.
11. Способ по п.8 или 9, при котором запитку соединяемого оплавлением выступа током сварки завершают после окончания плавления основной части.
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| JP 07223078 A, 22.08.1995 | |||
| JP 2004174599 A, 24.06.2004 | |||
| Электродное устройство для контактной рельефной сварки | 1988 |
|
SU1685656A1 |

