2. Способ по п. 1, отличающийся тем, что размеры и количество выступов на заготовке из более тугоплавкого металла выбирают .из соотношений
Ь -- m Л - b -- Л
h :
К . /Тпл.л., КлУлйлРт
т::г 1с,,л,р
м и f - числовые коэффициенты ,5; 3, ,
R- коэффициент, учитывающий теплофизические свойства металлов загоTOBOKi
Си - теплоемкость соответственно легкоплавкого
Изобретение относится к области высокочастотной сварки и может быть использовано при производстве разнообразных изделий, в частности биметаллических контактных проводов.
Целью изобретения является расширение технологических возможностей и повьш1ение качества изделия пр изготовлении его из металлов с различными теплофизическими свойствами
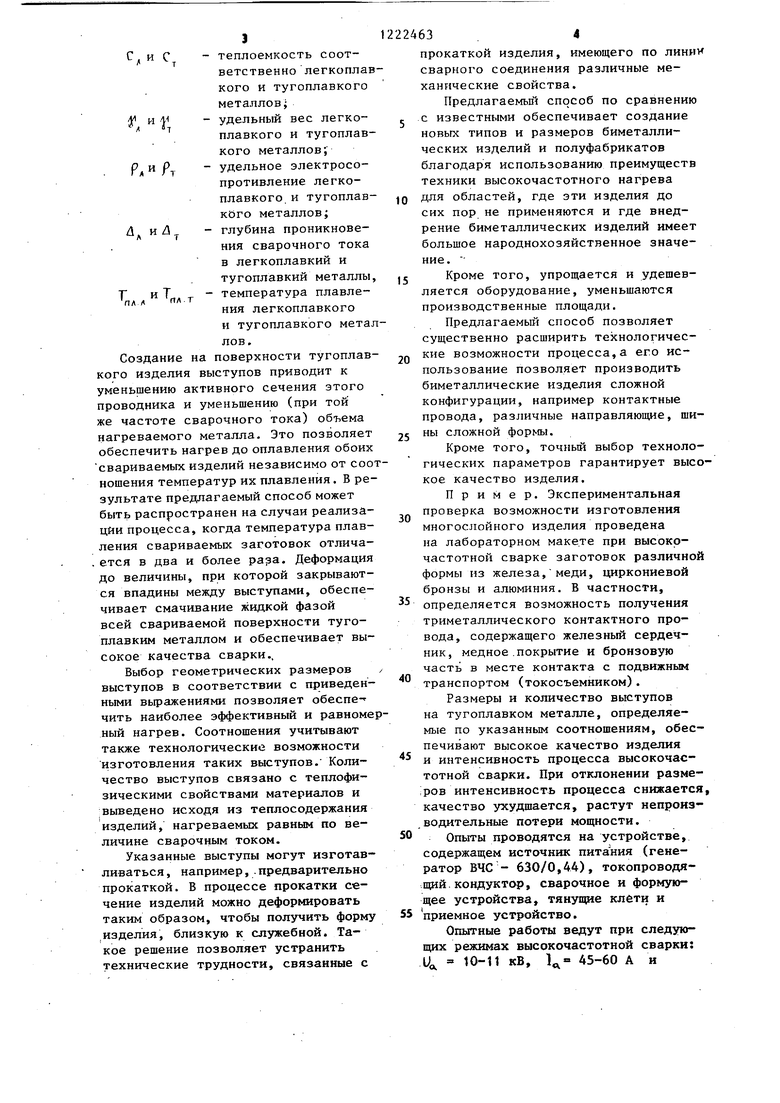
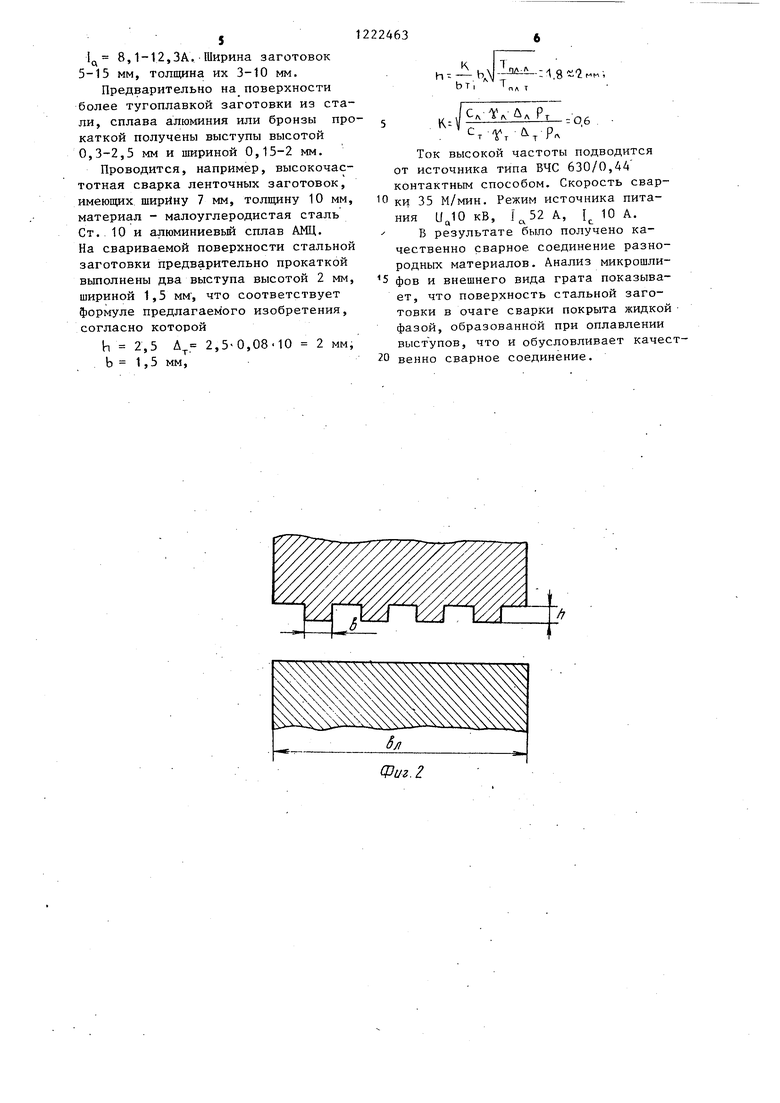
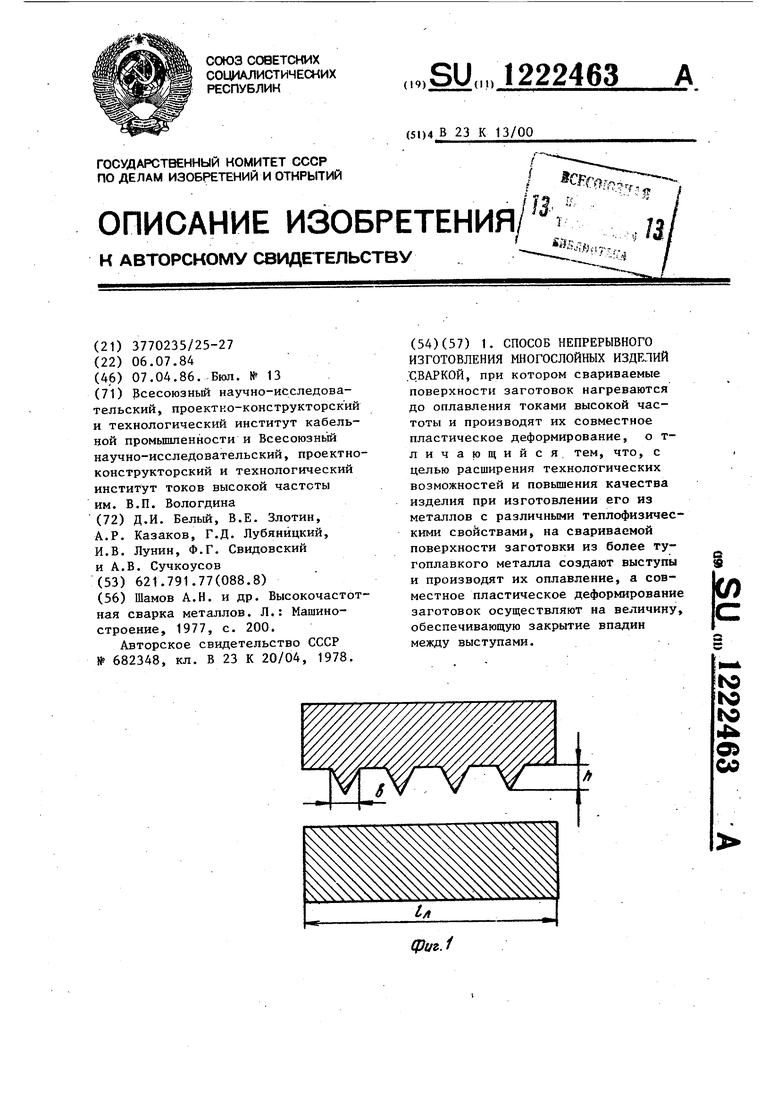
На фиг. 1-5, показаны поперечные сечения непрерывных в продольно направлении заготовок перед их сваркой (выступы выполняются в продольном направлении по всей длине заготовки из более тугоплавкого металла на ее свариваемой поверхности и могут быть различной, одинаковой и даже неодинаковой формы на одной и той же свариваемой поверхности), на фиг. 6 т сварной шов.
Сущность предлагаемого способа изготовления многослойного проката заключается в том, что соединяемые поверхности заготовок нагревают до оплавления токами высокой частоты, после чего производят, их совместную пластическую деформацию, при этом на свариваемой поверхности более тугоплавкого металла создают выступ
y,t
и| л.л пл-т
Ьлh b - h И тугоплавкого металлов;
удельный вес легкоплавкого и тугоплавкого металловj
удельное электросопротивление легкоплавкого и тугоплавкого металлов; температура плавления легкоплавкого и тугоплавкого металлов; ширина легкоплавкой заготовки; высота выступа; ширина выступа; количество выступовj глубина проникновения сварочного тока в легкоплавкий и тугоплавкий металлы.
и производят их оплавление не участке перед точкой схождения, а совместную деформацию изделий произво- удят на величину, необходимую для
закрытия впадин между выступами.
Наибольшую интенсивность процесса сварки можно обеспечить в том случае, если размеры и количество выступов на тугоплавком металле выбирают из
соотношений
, ,
.1
ПА.т
h b.
где h и b - соответственно высота и ширина выступаJ
-количество рыступов;
-ширина легкоплавкой заготовки;
1-г и с - числовые коэффициенты г.,5{ 37-. е . 2J;
к .
.у/б.р/
к - коэффициент, учитывающий теплофизические свойства металлов заготовок;
.
n и .. РлИЯт
ЛдИЛ
.г
-теплоемкость соответственно легкоплавкого и тугоплавкого металловi
-удельный вес легкоплавкого и тугоплавкого металлов;
-удельное электросопротивление легкоплавкого, и тугоплавкого металлов;
-глубина проникновения сварочного тока в легкоплавкий и тугоплавкий металлы,
-температура плавления легкоплавкого
и тугоплавкого метал лов.
Создание на поверхности тугоплавкого изделия выступов приводит к меньшению активного сечения этого проводника и уменьшению (при той е частоте сварочного тока) объема нагреваемого металла. Это позволяет обеспечить нагрев до оплавления обоих свариваемых изделий независимо от соот ношения температур их плавления. В результате предлагаемый способ может быть распространен на случаи реализации процесса, когда температура плавления свариваемых заготовок отлича- ется в два и более раза. Деформация о величины, при которой закрываются впадины между выступами, обеспечивает смачивание зкидкой фазой всей свариваемой поверхности тугоплавким металлом и обеспечивает высокое качества сварки..
Выбор геометрических размеров / выступов в соответствии с приведенными вьфажениями позволяет обеспе- чить наиболее эффективный и равномерный нагрев. Соотношения учитывают также технологические возможности изготовления таких выступов. Количество выступов связано с теплофи- зическими свойствами материалов и выведено исходя из теплосодержания изделий, нагреваемых равным по величине сварочным током.
Указанные выступы могут изготавиваться, например,.предварительно прокаткой. В процессе прокатки сечение изделий можно деформировать таким образом, чтобы получить форму изделия, близкую к служебной. Такое решение позволяет устранить технические трудности, связанные с
2224634
прокаткой изделия, имеющего по линии сварного соединения различные механические свойства.
Предлагаемьш способ по сравнению с с известными обеспечивает создание новых типов и размеров биметаллических изделий и полуфабрикатов благодаря использованию преимуществ техники высокочастотного нагрева 0 для областей, где эти изделия до сих пор не применяются и где внедрение биметаллических изделий имеет большое народнохозяйственное значение.
J5 Кроме того, упрощается и удешевляется оборудование, уменьшаются производственные площади.
Предлагаемьш способ позволяет существенно расширить технологичес- 2Q кие возможности процесса,а его использование позволяет производить биметаллические изделия сложной конфигурации, например контактные провода, различные направляющие, ши- 25 ны сложной формы.
Кроме того, точный выбор технологических параметров гарантирует высокое качество изделия.
Пример. Экспериментальная проверка возможности изготовления многослойного изделия проведена на лабораторном макете при высокочастотной сварке заготовок различной формы из железа, меди, циркониевой бронзы и алюминия. В частности, определяется возможность получения триметаллического контактного провода, содержащего железный сердечник, медное .покрытие и бронзовую часть в месте контакта с подвижным транспортом (токосъемником).
Размеры и количество выступов на тугоплавком металле, определяемые по указанным соотношениям, обеспечивают высокое качество изделия и интенсивность процесса высокочастотной сварки. При отклонении размеров интенсивность процесса снижается, качество ухудшается, растут непроиз- .водительные потери мощности. 50 Опыты проводятся на устройстве, содержащем источник питания (генератор ВЧС - 630/0,44), токопроводя- щий.кондуктор, сварочное и формующее устройства, тянущие клети и 55 приемное устройство.
Опытные работы ведут при следующих режимах высокочастотной сварки: V 10-11 кВ, 1 45-60 А и
30
35
45
Л
8,1-12,ЗА, Ширина заготовок 5-15 мм, толщина их 3-10 мм.
Предварительно на поверхности более тугоплавкой заготовки из стасплава алюминия или бронзы про-
каткой получены выступы высотой 0,3-2,5 мм и шириной 0,15-2 мм.
Проводится, например, высокочастотная сварка ленточных заготовок, имеющих ширину 7 мм, толщину 10 мм, материал - малоуглеродистая сталь Ст. 10 и алюминиевьй сплав АМЦ. На свариваемой поверхности стальной заготовки предварительно прокаткой выполнены два выступа высотой 2 мм, шириной 1,5 ММ , что соответствует формуле предлагаемого изобретения, согласно которой
Ь 2,5 А. 2,5-0,08-10 2 мм, b 1,5 мм.
Р,,.9 гми-,
ЬТ| Т„ ,
j
К
Сл-Тл йл Рт
- ; 0,6
. Ток высокой частоты подводится от источника типа ВЧС 630/0,4А контактным способом. Скорость свар- 10 ки 35 М/мин. Режим источника питания UJO кВ, 1,52 А, 1 10 А.
В результате было получено качественно сварное соединение разнородных материалов. Анализ микрошли- 5 фов и внешнего вида грата показывает, что поверхность стальной заготовки в очаге сварки покрыта жидкой фазой, образованной при оплавлении выступов, что и обусловливает каче 20 венно сварное соединение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ высокочастотной сварки | 1986 |
|
SU1391833A1 |
| Способ непрерывного изготовления слоистой ленты из полос и устройство для его осуществления | 1983 |
|
SU1113227A1 |
| Способ наложения сварной оболочки на электрический кабель | 1985 |
|
SU1300573A1 |
| Способ высокочастотной сварки изделий типа "поверхность-ребро | 1983 |
|
SU1107984A1 |
| Способ высокочастотной сварки | 1980 |
|
SU912443A1 |
| Способ контактной стыковой сварки | 1982 |
|
SU1074683A1 |
| Способ высокочастотной сварки плавлением по отбортованным кромкам | 1986 |
|
SU1447609A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2003 |
|
RU2232071C1 |
| СПОСОБ ОБРАЗОВАНИЯ МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКИ ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ | 1987 |
|
SU1464771A1 |
| Способ изготовления спирально-шовных труб и устройство для его осуществления | 1987 |
|
SU1426666A1 |
(Риг. 2
Фие.З
Фиг 4
CSoDHoi/
и/Об
Ar
Фиг. 5
Редактор Л.Гратилло
Составитель Э.Ветрова Техред Л.Олейник
Заказ 1649/13
Тираж 1001Подписное
ВНИИПИ Государствейного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ШШ Патент, г. Ужгород, ул. Проектная, 4
фиг. 6
Корректор,Е.Сирохмаи
| Шамов А.Н | |||
| и др | |||
| Высокочастотная сварка металлов | |||
| Л.: Машиностроение, 1977, с | |||
| Мяльно-трепальный станок для обработки тресты лубовых растений | 1922 |
|
SU200A1 |
| Способ получения многослойного проката | 1978 |
|
SU682348A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
