Изобретение относится к способу получения листа из электротехнической стали с ориентированной зеренной структурой и высокими магнитными свойствами, а более конкретно к способу, по которому сляб, полученный непрерывной отливкой, подвергают отжигу при температуре, которая обеспечивает растворение части присутствующих в нем сульфидов и нитридов, которые впоследствии выделяются вторично в форме, которая способствует регулированию размера зерен в процессе обезуглероживающего отжига, и по которому можно выполнить последующий этап непрерывного азотирующего отжига, в процессе которого за счет диффузии азота по всей толщине листа происходит выделение алюминия непосредственно в форме нитрида, дополняющего фракцию частиц вторичного этапа, необходимую для регулирования ориентации зерен конечной продукции.
Кремнистую сталь с ориентированной зеренной структурой для электротехнических областей применения, как правило, разделяют на две категории, отличающиеся, в основном, величиной магнитной индукции, измеряемой под действием магнитного поля, имеющего величину 800 ампер-виток/м, обозначаемую кодом В800: на категорию обычной кремнистой стали с ориентированными зернами, с величиной В800 менее 1890 мТ, и на категорию обладающей высокой магнитной проницаемостью кремнистой стали с ориентированными зернами с величиной В800 свыше 1900 мТ. Имеются дополнительные деления категорий в соответствии с так называемыми потерями в сердечнике, которые выражают в Вт/кг.
Обычную кремнистую сталь с ориентированной зеренной структурой, разработанную в тридцатые годы, и имеющую более высокую магнитную проницаемость кремнистую сталь с суперориентированными зернами, нашедшую промышленное применение в шестидесятые годы, используют в основном для производства сердечников для электрических трансформаторов, причем к преимуществам продукции с суперориентированными зернами относится их высокая магнитная проницаемость, которая позволяет делать сердечники меньшего размера и с меньшими потерями, что приводит в результате к экономии энергии.
Магнитная проницаемость у листов из электротехнический стали является функцией ориентации кристаллов (зерен) железа с кубической объемно-центрированной решеткой, которая должна иметь угол, параллельный направлению прокатки. Посредством использования некоторых подходящих фазовых выделений (ингибиторов), так называемых вторичных фаз, которые снижают подвижность границ зерен, получают избирательный рост только тех зерен, которые имеют нужную ориентацию. Чем выше температура растворения в стали этих выделений, тем выше однородность их ориентации и тем лучше магнитные свойства готовой продукции. В стали с ориентированной зеренной структурой ингибитор состоит в основном из сульфидов и/или селенидов марганца, тогда как в кремнистой стали с суперориентированными зернами ингибитор состоит главным образом из содержащих алюминий нитридов.
Однако при производстве листов из электротехнической стали с суперориентированной зеренной структурой в процессе затвердевания жидкой стали и последующего ее охлаждения в твердом состоянии сульфиды и нитриды алюминия выделяются в грубой форме, не пригодной для осуществления поставленных целей. Поэтому их нужно вновь растворять и повторно выделять в подходящей форме и поддерживать в таком состоянии до тех пор, пока не образуются зерна нужного размера и ориентации, на этапе заключительного отжига, после холодной прокатки до нужной конечной толщины и обезуглероживающего отжига, в конце сложного и дорогостоящего процесса фазового превращения.
Очевидно, что производственные проблемы, которые в основном связаны с трудностью получения высокой производительности и постоянного качества, в большой степени зависят от принятия необходимых мер для сохранения нитрида алюминия в нужной форме и распределении на протяжении всего процесса превращения стали.
Для уменьшения этих проблем была разработана технология, в которой нитрид алюминия, подходящий для регулирования роста зерен, получают при азотировании листа, предпочтительно после холодной прокатки, как описано в патентах США 4225366, 3841924, 4623406, в Европейской заявке на патент 539858 и в Европейском патенте 0339474.
В последнем патенте нитрид алюминия, который выпадает в виде грубых выделений в процессе медленного затвердевания стали, сохраняют в этом состоянии за счет низкой температуры, используемой при высокотемпературном отжиге слябов (а именно ниже 1280oС, предпочтительно ниже 1250oС) перед горячей прокаткой. После обезуглероживающего отжига вводят азот, который сразу начинает реагировать с образованием в основном в поверхностных слоях листа нитридов кремния и нитридов марганца и кремния, которые имеют относительно низкую температуру растворения и которые растворяются в процессе заключительного отжига в садочной печи. Азот, таким образом, свободно диффундирует по всему листу и реагирует с алюминием, вторично выделяясь в форме мелких и однородных частиц по всей толщине листа как смесь нитрида алюминия и кремния. Этот процесс вызывает необходимость поддерживать температуру материала на уровне 700-800oС в течение по меньшей мере четырех часов. В вышеописанном патенте установлено, что температура при введении азота должна быть близкой к температуре обезуглероживания (приблизительно 850oС и в любых случаях не выше 900oС) для предотвращения нерегулируемого роста зерен с учетом отсутствия подходящего ингибитора. Действительно, оказалось, что оптимальная температура азотирования составляет 750oС, в то время как для того, чтобы предотвратить такой нерегулируемый рост, верхним пределом является температура 850oС.
Заявка ЕР 539858 следует основным идеям Европейского патента, внося некоторые дополнительные ограничения на температуру высокотемпературного отжига слябов на уровне или ниже 1200oС.
Патенты США 3841924 и 4623406 относятся к более классическому способу, в котором ингибитор образуется на этапе горячей прокатки листа, и азотирования не производят перед конечной вторичной рекристаллизацией.
Оказалось, что данный способ имеет некоторые преимущества, такие как относительно низкие температуры высокотемпературного отжига слябов перед горячей прокаткой, обезуглероживания и азотирования, а также тот факт, что необходимость поддерживать температуру листа в процессе отжига в садочной печи от 700 до 800oС в течение, по меньшей мере, четырех часов (для получения смеси нитридов алюминия и кремния, необходимых для регулирования роста зерен) не увеличивает производственные расходы, поскольку нагрев в садочных отжиговых печах требует такого же времени в любом случае.
Однако наряду с перечисленными выше преимуществами имеется также и несколько недостатков, среди которых (i) в связи с низкой температурой высокотемпературного отжига слябов в листах образуется очень мало выделений, полезных как ингибиторы роста зерен; впоследствии все циклы нагрева листов, в частности, в процессах обезуглероживания и азотирования должны выполняться при относительно низких и критических для регулирования температурах, при этом в таких условиях границы зерен очень подвижны, что приводит к появлению риска нерегулируемого роста зерен; (ii) на этапах завершающих отжигов невозможно внести никаких усовершенствований, которые могут сократить время нагрева, например, путем замены садочных отжиговых печей на другие печи непрерывного типа.
Изобретение направлено на преодоление недостатков известных способов производства посредством создания способа, в котором сляб из кремнистой стали для применения в электротехнике подвергают равномерному высокотемпературному отжигу при температуре, которая значительно выше, чем принятая в упомянутых известных способах, включающих азотирование листа, но ниже, чем температура в классических способах производства листа из стали с высокой магнитной проницаемостью, подвергаемого затем горячей прокатке. Лист, получаемый таким образом, подвергают быстрому нагреву с последующей закалкой, а затем холодной прокатке при необходимости за несколько этапов при температуре от 180 до 250oС. Холоднокатаный лист сначала подвергают обезуглероживающему отжигу, а затем азотирующему отжигу при высокой температуре в атмосфере, содержащей аммиак.
Затем следуют обычные этапы завершающей обработки, к числу которых относится нанесение разделительного покрытия против слипания при отжиге и обеспечивающий вторичную рекристаллизацию окончательный отжиг.
Изобретение относится к способу получения листа из кремнистой стали с высокими магнитными свойствами, включающему непрерывную разливку стали, получение сляба из стали, высокотемпературный отжиг, горячую прокатку, холодную прокатку за один или большее число этапов, непрерывный первичный рекристаллизационный обезуглероживающий отжиг и непрерывный азотирующий отжиг, нанесение разделяющего покрытия против слипания и вторичный рекристаллизационный отжиг в садочной печи, отличающемуся тем, что непрерывной разливке подвергают сталь, содержащую от 2,5 до 4,5 мас.% кремния, от 0,015 до 0,075 мас. %, предпочтительно от 0,025 до 0,05 мас.% углерода, от 0,03 до 0,4 мас. %, предпочтительно от 0,05 до 0,2 мас.% марганца, менее 0,012 мас.%, предпочтительно от 0,005 до 0,007 мас.% серы, от 0,01 до 0,04 мас.%, предпочтительно от 0,02 до 0,035 мас.% растворимого алюминия, от 0,003 до 0,013 мас.%, предпочтительно от 0,006 до 0,01 мас.% азота, менее 0,005 мас.%, предпочтительно менее 0,003 мас.% титана, железо и минимальное количество неизбежных примесей остальное, высокотемпературный отжиг слябов проводят при температуре от 1200 до 1320oС, предпочтительно от 1270 до 1310oС, после горячей прокатки полученный лист охлаждают до температуры менее 700oС, предпочтительно ниже 600oС, осуществляют быстрый нагрев горячекатаного листа сначала при температуре от 1000 до 1150oС, предпочтительно от 1060 до 1130oС, с последующим охлаждением и выдержкой при температуре от 800 до 950oС, предпочтительно от 900 до 950oС, с последующей закалкой, предпочтительно в воде и водяном паре, начиная от температуры в диапазоне от 700 до 800oС, непрерывный первичный рекристаллизационный обезуглероживающий отжиг холоднокатаного листа проводят при температуре от 800 до 950oС в течение времени от 50 до 350 сек во влажной азотно-водородной атмосфере, при рН2О/рН2 в диапазоне от 0,3 до 0,7, непрерывный азотирующий отжиг выполняют при температуре от 850 до 1050oС в течение времени от 15 до 120 сек при подаче в печь газа на основе азотно-водородной смеси, содержащей NН3 в количестве от 1 до 35 стандартных литров на 1 кг листа, и при содержании водяного пара от 0,5 до 100 г/м3.
Вторичный рекристаллизационный отжиг на завершающем этапе обработки выполняют при температуре от 700 до 1200oС за период времени от 2 до 10 часов, предпочтительно менее 4 часов.
Непрерывно-литые слябы имеют предпочтительно следующий регулируемый состав: от 2,5 до 3,5 мас.% кремния, от 0,025 до 0,055 мас.% углерода, от 0,08 до 0,15 мас.% марганца, от 0,025 до 0,035 мас.% растворимого алюминия, от 0,006 до 0,01 мас.% азота, от 0,006 до 0,008 мас.% серы и менее 0,004 мас. % титана, остальное составляет железо и минимальное количество неизбежных примесей.
Холодную прокатку выполняют предпочтительно за один этап, при поддержании температуры холодной прокатки по меньшей мере 180oС по меньшей мере для одной части проходов; в частности, в двух промежуточных проходах прокатки температура составляет от 200 до 220oС.
Температура обезуглероживания составляет предпочтительно от 830 до 880oС, тогда как азотирующий отжиг выполняют при температуре предпочтительно 950oС или выше.
Основы изобретения могут быть выражены следующим образом. Установлено, что важно поддерживать определенное, но не минимальное количество ингибитора, подходящего для регулирования роста зерен в стали, вплоть до непрерывного азотирующего отжига. Такие ингибиторы позволяют работать при относительно высоких температурах, в то же самое время устраняющих риск нерегулируемого роста зерен, который подразумевает значительные потери в отношении производительности и магнитных свойств. Для целей изобретения теоретически возможно несколькими различными путями выбрать вариант управления температурой высокотемпературного отжига слябов до такой величины, которая будет достаточно высокой, чтобы произошло растворение значительного количества ингибиторов, но еще достаточно низкой, чтобы предотвратить образование жидкого шлака и последующую необходимость использовать дорогостоящие специальные печи.
Последующее выделение этих ингибиторов позволяет наряду с другими возможностями увеличить температуру азотирования до величины, при которой получают непосредственно выделение алюминия в форме нитрида, и увеличить скорость выделений и диффузии азота в лист. Вторичные фазы, присутствующие в матрице, служат в качестве зародышей упомянутых выделений, выпадение которых инициирует диффузия азота, способствующая также более однородному распределению абсорбированного азота по всей толщине листа.
Способ в соответствии с изобретением будет проиллюстрирован далее несколькими примерами, которые, однако, являются просто иллюстрациями и не ограничивают возможностей самого изобретения.
Пример 1
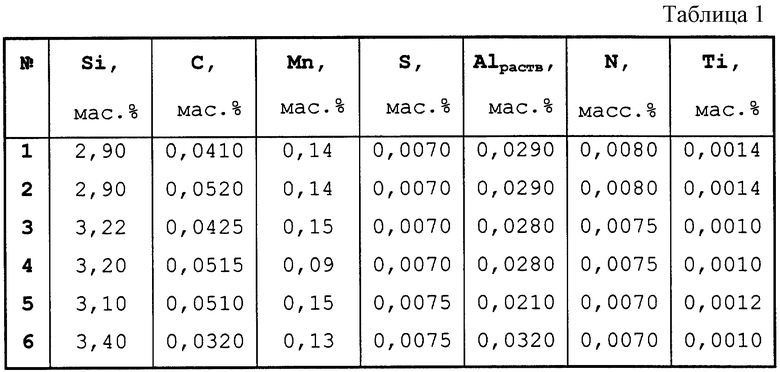
Было получено несколько сталей, состав которых приведен в табл.1.
По два сляба каждого состава подвергли высокотемпературному отжигу при 1300oС с продолжительностью цикла 200 минут и далее - непосредственно горячей прокатке до толщины 2,1 мм.
Горячекатаные листы подвергли быстрому нагреву при температуре 1100oС с выдержкой в течение 30 сек, с последующим охлаждением и выдержкой при температуре 920oС в течение 60 сек, с последующей закалкой в воде и в водяном паре от начальной температуры 750oС, пескоструйной обработкой и травлением.
Листы затем подвергли одноэтапной холодной прокатке за пять проходов, из которых третий и четвертый проходы выполнили при температуре 210oС, вплоть до толщины 0,30 мм.
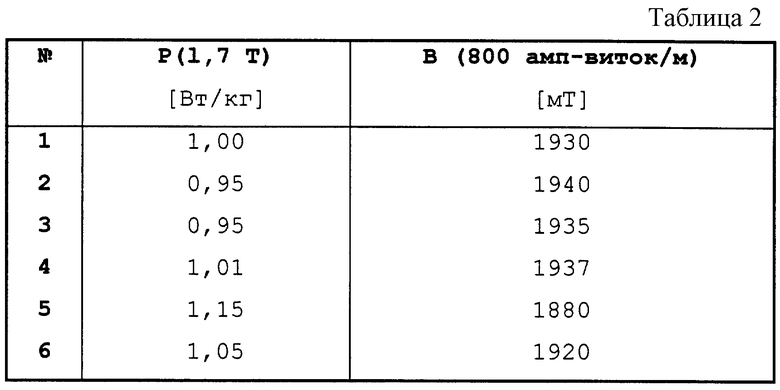
Холоднокатаные листы подвергли обезуглероживающему отжигу при температуре 870oС в течение 180 сек и вслед за этим азотирующему отжигу при температуре 1000oС в течение 30 сек в подаваемой в печь атмосфере, состоящей из азота и водорода и содержащей 8 объем.% NН3, с точкой росы 10oС.
Затем на листы нанесли разделяющее покрытие против склеивания при отжиге и отожгли в садочной печи в соответствии со следующим циклом нагрева: скорость нагрева 15oС/сек в атмосфере, состоящей из 25 объем.% N2 и 75 объем.% H2 при температуре вплоть до 1200oС, после чего листы оставили на вылеживание в течение 20 часов при этой температуре в атмосфере чистого водорода.
Полученные средние магнитные свойства приведены ниже в табл.2.
Пример 2
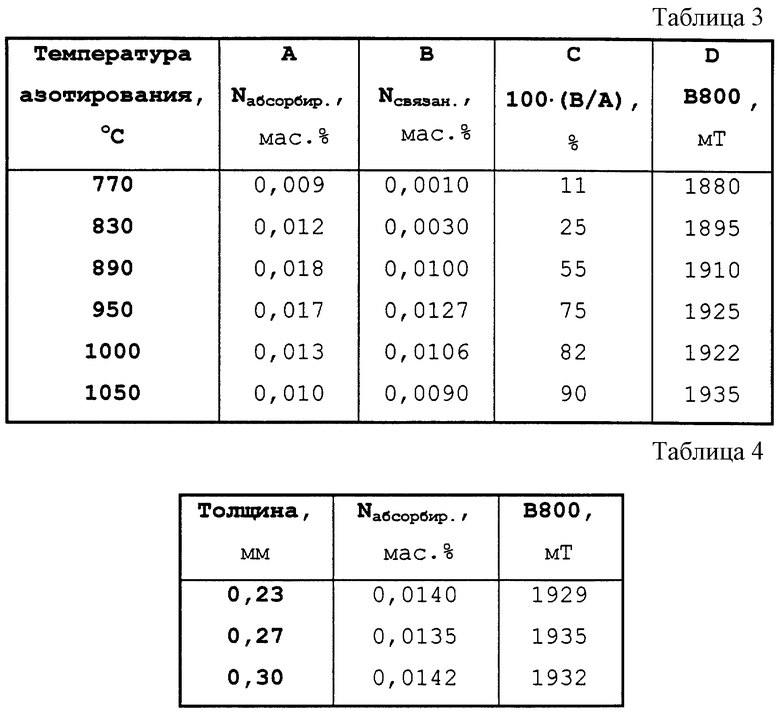
Лист состава 4, обработанный вплоть до обезуглероживания в соответствии с предшествующим примером, подвергли азотирующему отжигу при температурах 770, 830, 890, 950, 1000 и 1050oС в течение 30 сек в азотно-водородной атмосфере, содержащей 7 объем.% NН3, с точкой росы 10oС. У продуктов определили следующие величины: содержание абсорбированного азота (А), содержание азота, входящего в нитрид алюминия (В), их соотношение (С) и полученную магнитную проницаемость (D) (см. табл.3).
Пример 3
Горячекатаный лист состава 4 из примера 1 подвергли холодной прокатке до толщины 0,30, 0,27 и 0,23 мм. Холоднокатаные листы подвергли обезуглероживанию при температуре 850oС в течение 180 сек во влажной азотно-водородной атмосфере и азотирующему отжигу при температуре 1000oС в течение 30, 27 и 23 сек, т. е. в соответствии с толщиной. Количества абсорбированного азота и полученные величины магнитной проницаемости приведены в табл.4.
Пример 4
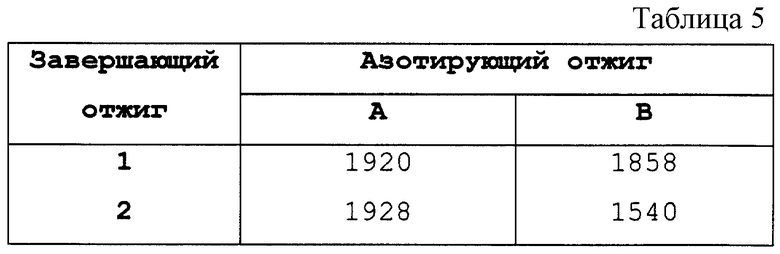
Сталь 2 из табл. 1 подвергли обезуглероживанию в соответствии с примером 1, а затем азотированию путем помещения в печь с азотно-водородной атмосферой, содержащей 7 объем.% NН3, с точкой росы 10oС, при двух различных температурах: А) 1000oС и В) 770oС.
Каждый лист затем подвергли двум завершающим отжигам:
1) при скорости нагрева 15oС/час в атмосфере из 25 объем.% N2 и 75 объем.% H2 вплоть до температуры 1200oС и оставили на вылеживание в течение 20 часов при этой температуре в чистом водороде;
2) при скорости нагрева 15oС/час в атмосфере из 25 объем.% N2 и 75 объем. % Н2 вплоть до температуры 700oС, при скорости нагрева 250oС/час вплоть до 1200oС и оставили на вылеживание в течение 20 часов при этой температуре в чистом водороде.
Полученные величины магнитной проницаемости, выраженные в мТ, приведены в табл. 5.
Пример 5
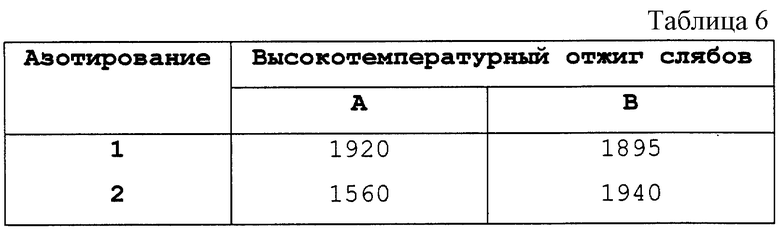
Непрерывной отливкой получили сталь, имеющую следующий состав: 3,2 мас.% кремния, 0,05 мас.% углерода, 0,14 мас.% марганца, 0,029 мас.% растворимого алюминия, 0,085 мас.% азота и 0,001 мас.% титана, остальное состоит из железа и минимального количества неизбежных примесей. Слябы подвергли высокотемпературному отжигу при температуре: А) 1150oС и В) 1300oС при продолжительности цикла 200 минут. Затем листы обработали в соответствии с примером 1 вплоть до холоднокатаного состояния, а затем подвергли обезуглероживанию при 840oC в течение 170 сек и сразу после этого азотированию: 1) при 850oС в течение 20 сек и 2) при 1000oС в течение 20 сек.
После обычных завершающих этапов обработки измерили магнитные свойства на предмет определения магнитной индукции В800 в мТ. Эти данные приведены в табл.6.
Изобретение относится к получению листа из электротехнической стали. Техническим результатом изобретения является повышение магнитных свойств за счет получения ориентированной зеренной структуры. Для достижения технического результата сляб, полученный непрерывной отливкой, непрерывно азотируют посредством реакции между алюминием и азотом. Регулируют количество, размер и распределение выделений посредством высокотемпературной непрерывной термической обработки, в процессе которой осуществляют первичную рекристаллизацию и высокотемпературное азотирование. 13 з.п. ф-лы, 6 табл.
| Способ получения флотационного реагента-собирателя | 1975 |
|
SU539858A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1985 |
|
SU1314687A1 |
| RU 2002820 C1, 15.11.1993 | |||
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1993 |
|
RU2048544C1 |
| Предохранительное устройство для торможения кабины лифта | 1977 |
|
SU659503A1 |
| DE 4311151 С, 28.06.1994. | |||

