Изобретение касается литейного ролика машины для литья металлической полосы, содержащего ось ролика и окружающую ее оболочку ролика с регулируемой в процессе литья выпуклостью окружной поверхности с помощью гидравлической напорной подушки, а также способа обслуживания литейного ролика.
Выпуклость литейного ролика в рамках описания настоящего изобретения также называется профилем.
При толщине отливаемой заготовки от 1 до 4 мм не допускается изменений превышения профиля для последующего процесса прокатки. По этой причине желаемое превышение профиля величиной от 1 до 2% толщины прокатанной заготовки уже должно присутствовать у литой полосы. По этой причине у известных литейных роликов с вращающейся осью ролика возникающие в процессе литья положительные выпуклости ролика компенсируются отрицательной шлифовкой ролика с целью установки желаемого превышения профиля толщины литой заготовки. Отрицательная шлифовка ролика выполняется для рассчитанного температурного профиля литейного ролика, основанного на результатах эксплуатации. При возникновении в процессе литья отклоняющихся и/или изменяющихся параметров плотности теплового потока, определенный таким образом температурный профиль литейного ролика ведет к превышению профиля толщины литья, которое лежит за пределами желаемого диапазона от 1 до 2%. У находящихся в эксплуатации установок превышение профиля часто лежит за пределами допустимого диапазона.
Уровень техники
Из ЕР 1347851 В известен литейный ролик для литья металлической полосы в литьевом зазоре между двумя, расположенными с изменяемым расстоянием, параллельными, а также охлаждаемыми литейными роликами, содержащий вал с окружающей его на радиальном расстоянии втулкой и с расположенной на внешней стороне оболочкой с регулируемой с помощью гидравлических нажимных элементов в процессе литья выпуклостью окружной поверхности, а также средства для подключения элементов давления к внешней гидравлической системе выработки давления. При этом между втулкой и оболочкой предусмотрены расположенные на удалении в осевом направлении радиальные выступы. Далее, между втулкой и радиальными выступами расположены деформируемые с помощью давления гидравлической среды ленты таким образом, что при приложении к ним давления создаются воздействующие на выступы радиальные силы, которые, со своей стороны, обуславливают деформирование выпуклости оболочки литейного ролика.
Из WO 02/43 902 А1 известно направление рабочей жидкости через имеющее кольцевую форму поворотное проходное отверстие во вращающуюся среднюю оболочку ролика. Оттуда рабочая жидкость направляется через отверстия в профилированное полое пространство внешней оболочки ролика, и в зависимости от давления среды происходит изменение профиля ролика. Для изменения профиля ролика необходимо давление до 1000 бар. При этом решении недостаток заключается в том, что при необходимых давлениях при длительном времени простоя практически невозможен режим работы поворотных пропускных отверстий без утечек масла.
В DE 38 39110 А1 рабочая жидкость подводится для изменения профиля ролика, как и в случае WO 02/43 902 A1, через поворотное пропускное отверстие.
Также в случае документа JP 59113963 А, как и в случае WO 02/43 902 A1, рабочая жидкость для изменения профиля ролика подводится через поворотное пропускное отверстие. Давление среды изменяется в зависимости от усилия на опоре, которое измеряется с помощью динамометрических датчиков под корпусами опор.
Ролик с неподвижной осью, на котором с возможностью вращения расположена оболочка ролика, описан в документе WO 03/024 645 A1. Между осью и оболочкой ролика расположены несколько роликоподшипников с окружающими их распорными кольцами. Рабочая жидкость направляется через неподвижную ось в напорную подушку между осью и упорным кольцом. Увеличение упорного кольца передается через роликоподшипник и дистанционное кольцо на оболочку ролика. При этом решении расширение оболочки ролика осуществляется через роликоподшипник под относительно большой нагрузкой (потери на трение, нагрев и износ подшипника).
Постановка задачи
Задачей изобретения является создание литейного ролика с вращающейся осью ролика, при котором в процессе литья возможны активное влияние на профиль или изменение профиля оболочки ролика. Тем самым, заранее заданное превышение профиля заготовки в пределах от 1 до 2% должно поддерживаться также при отклоняющихся и/или изменяющихся плотностях теплового потока и температурных профилях в оболочке ролика. Влияние рабочей жидкости на профиль вследствие необходимого высокого давления во избежание потерь вследствие утечки масла не должно осуществляться через вращающееся соединение. Должна быть улучшена рентабельность установки с литейными роликами.
В соответствии с изобретение эта задача решается за счет того, что в случае литейного ролика машины для литья металлической полосы, содержащего ось ролика с окружающей ее оболочкой ролика, выполненной с регулируемой в процессе литья посредством гидравлической напорной подушки выпуклостью окружной поверхности, на свободной от привода стороне литейного ролика выполнена вращающаяся ось ролика с цилиндром, который содержит поршень, при этом предусмотрена силовая система для влияния через поршень на рабочую жидкость, с целью влияния на выпуклость оболочки ролика.
В отличие от уровня техники в соответствии с изобретением предлагается расположение во вращающейся оси ролика с оболочкой литейного ролика, предпочтительно на свободной от привода стороне поршня, который сдвигается в осевом направлении с целью выработки давления. При этом речь идет о системе высокого давления, при которой давление вырабатывается в замкнутой системе во вращающейся оси ролика.
С помощью изобретения можно вырабатывать с высокой эксплуатационной надежностью давление 1000 бар и более без потерь масла вследствие утечек.
Перемещение поршня во вращающейся оси осуществляется предпочтительно с помощью гидравлического цилиндра, расположенного сбоку рядом с осью. Поскольку поршень вращается вместе с осью, между вращающимся поршнем оси ролика и поршнем гидравлического цилиндра должен быть расположен упорный подшипник (осевой подшипник). Диаметр поршня гидравлического цилиндра может выбираться в основном свободно. Тем самым, при большем диаметре поршня гидравлического цилиндра по сравнению с диаметром поршня оси ролика с меньшим давлением в гидравлическом цилиндре в цилиндре на оси ролика может быть выработано существенно более высокое давление (повышение давления в соотношении поверхность цилиндра/поверхность поршня).
Другие варианты осуществления изобретения вытекают из соответствующих зависимых пунктов формулы изобретения.
Дальнейшие подробности, признаки и преимущества изобретения вытекают из приведенных ниже пояснений одного, схематически изображенного на чертежах примера исполнения, при этом чертежи показывают:
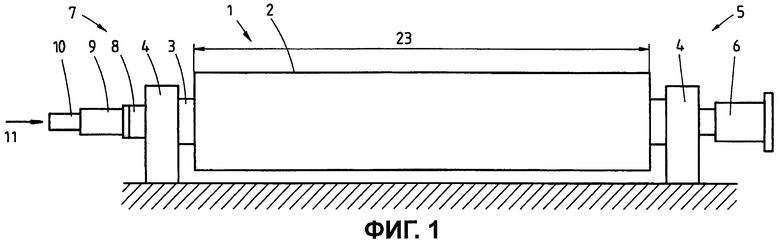
фиг.1 на виде сбоку - соответствующий литейный ролик с одной правой приводной стороной и одной левой, свободной от привода стороной,
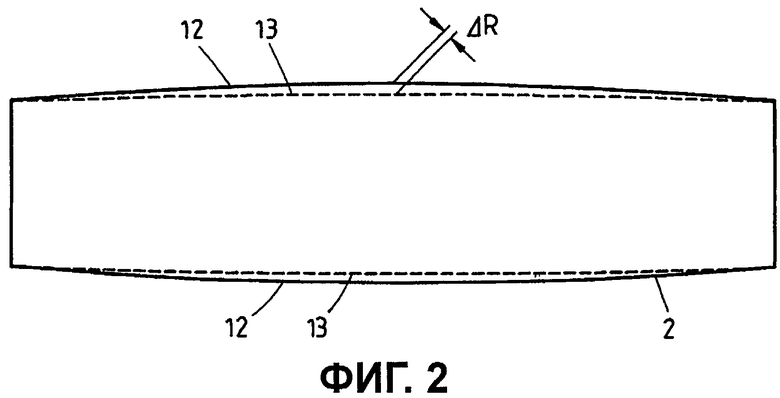
фиг.2 в деталях - оболочка ролика с нагружением давлением и без него, и
фиг.3 в сечении на виде сбоку - литейный ролик на левой стороне без привода.
Фиг.1 показывает литейный ролик 1 двухроликовой литейной машины. Литейный ролик 1 состоит из оболочки 2 ролика и оси 3 ролика, которая установлена в двух подшипниковых корпусах 4. На правой приводной стороне 5 расположен фланец 6 для шарнирных валов (не изображены) для вращения литейного ролика 1. На левой, свободной от привода стороне 7 расположено устройство 8 подвода/отвода воды для охлаждения литейного ролика. На левом конце свободной от привода стороны 7 к оси 3 ролика прифланцован цилиндр 9 для выработки давления и для влияния на профиль оболочки 2 ролика. На один поршень оси 10 ролика в цилиндре 9 воздействует силовая система 11 для создания определенного давления.
Фиг.2 показывает профиль оболочки 2 ролика. Первый контур 12 показывает негативную форму литейного ролика без подачи давления к оболочке 2 ролика. Второй контур 13 показывает профиль литейного ролика с подачей давления к оболочке 2 ролика. Тем самым, профиль литейного ролика может целенаправленно регулироваться с целью достижения желаемого профиля литой полосы.
Фиг.3 показывает, что на оси 3 ролика расположена оболочка 2 ролика. Между осью 3 ролика и оболочкой 2 ролика располагается одна или несколько напорных подушек 14. Они предпочтительным образом расположены симметрично кольцеобразно относительно вертикальной оси. Ширина 22 напорной подушки 14 или нескольких напорных подушек 14 меньше, чем ширина 23 оболочки 2 ролика, см. фиг.1, чтобы обеспечить пространство для уплотнений и подобных элементов между оболочкой 2 ролика и осью 3 ролика. Под термином «ширина» понимается длина в осевом направлении. Напорная подушка или напорные подушки 14 соединены через отверстия 15 с камерой 16 давления. В камере 16 давления, отверстиях 15 и напорных подушках 14 находится рабочая жидкость, образуя замкнутую систему. Для заполнения системы рабочей жидкостью и для деаэрации в оболочке 2 ролика присутствуют отверстия 17, которые после заполнения и деаэрации закрываются заглушкой 18. Для предотвращения обратного оттока рабочей жидкости в цилиндр 9 в поршне 10 может быть расположен обратный клапан.
Ось 3 ролика укреплена с возможностью вращения в роликоподшипнике 19, который расположен в подшипниковом корпусе 4. На свободном конце оси 3 ролика прифланцован цилиндр 9. В цилиндре 9 с возможностью осевого перемещения укреплен поршень 10 оси 3 ролика; поршень 10 ограничивает камеру 16 давления в цилиндре 9. Цилиндр 9 может представлять собой плунжерный или дифференциальный цилиндр. С помощью силовой системы 11, которая стационарно расположена рядом с литейным роликом 1 или непосредственно на литейном ролике 1, вырабатывается определенное давление, воздействующее на поршень 10 оси 3 ролика, и через него давление в камере 16 давления. Силовая система 11 представляет собой гидравлический цилиндр 24, поршень 25 которого воздействует на поршень 10 оси 3 ролика. Так как поршень 10 вращается вместе с осью 3 ролика, между поршнем 25 гидравлического цилиндра 24 и поршнем 10 оси 3 ролика встроен упорный подшипник 26 (осевой подшипник). Через отверстия 15 рабочая жидкость направляется также в имеющие кольцевидную форму напорные подушки 14, с помощью которых в зависимости от давления оказывается целенаправленное влияние на контур 12, 13 оболочки 2 ролика.
В центральном отверстии 21 смонтирована труба для направления воды для охлаждения литейного ролика 1. Подвод и отвод охлаждающей воды осуществляется с помощью устройства 8 подвода/отвода воды на цапфе 20 оси 3 ролика.
Между обоими поршнями 10 и 24 действует закон «действие = реакция»; то есть сила F25, с которой поршень 25 гидравлического цилиндра 24 давит на поршень 10 оси 3 ролика, в суммарном отношении равна силе F10, с которой поршень 10 давит на поршень 25. В математическом представлении это выглядит следующим образом:
|F25|=|F10| (1)
с физической точки зрения сила есть давление, умноженное на поверхность, так что уравнение 1 может быть преобразовано к виду:
 (2)
(2)
 (3)
(3)
причем
Pцилиндр 9 означает давление в цилиндре 9 на ось 3 ролика,
Ргидравлический цилиндр 24 означает давление в гидравлическом цилиндре 24,
ϕпоршня 25 означает диаметр поршня 25 гидравлического цилиндра 24,
ϕпоршня 10 означает диаметр поршня 10 цилиндра 9 на оси 3 ролика.
Диаметр поршня 25 гидравлического цилиндра 24 может выбираться в основном свободно. Таким образом, при большем диаметре поршня 25 гидравлического цилиндра 24 по сравнению с диаметром поршня 10 оси 3 ролика при незначительном давлении в гидравлическом цилиндре 24 в цилиндре 9 на оси 3 ролика или в камере 16 давления может вырабатываться существенно более высокое давление (повышение давления в соотношении «гидравлический цилиндр/поверхность поршня цилиндра» на оси ролика).
В соответствии с формулой (3) действующее на поршень 10 цилиндра 9 давление Pцилиндр 9 зависит от давления Ргидравлический цилиндр 24 в расположенном снаружи гидравлическом цилиндре 24 и от соотношения между диаметром поршня 25 гидравлического цилиндра 24 и диаметром поршня 10 цилиндра 9 на оси 3 ролика.
Изменение радиуса ΔR оболочки ролика является функцией давления в цилиндре 9 оси 3 ролика и, следовательно, в камере 16 давления, в результате чего действует следующая формула:
 (4)
(4)
 (5)
(5)
Регулировка с помощью комбинации двигателя, передачи и шпинделя хотя и позволяют обеспечить регулировку пути, однако вытекающая из определенного пути регулировка давления в оси 3 ролика остается неизменной.
Перечень ссылочных обозначений
1 Литейный ролик
2 Оболочка ролика
3 Ось ролика
4 Подшипниковый корпус
5 Сторона привода
6 Фланец
7 Сторона, свободная от привода
8 Устройство подвода/отвода воды
9 Цилиндр
10 Поршень
11 Силовая система
12 Первый контур
13 Второй контур
14 Напорная подушка
15 Отверстия
16 Камера давления
17 Отверстие
18 Заглушка
19 Роликоподшипник
20 Цапфа
21 Центральное отверстие
22 Широкая напорная подушка
23 Широкая оболочка ролика
24 Гидравлический цилиндр
25 Поршень
26 Упорный подшипник
Изобретение относится к литью металлической полосы на двухвалковой литейной машине. Литейный ролик (1) содержит вращающуюся ось (3) с окружающей ее оболочкой (2) с регулируемой в режиме литья выпуклости окружной поверхности с помощью гидравлических напорных подушек (14). На по меньшей мере одной стороне (5, 7) литейного ролика (1) вращающаяся ось (3) ролика выполнена с цилиндром (9), который содержит поршень (10). Предусмотрена силовая система (11) для воздействия через поршень (10) на рабочую жидкость для оказания влияния на выпуклость оболочки (2) ролика. Обеспечивается повышение эксплуатационной надежности при активном влиянии на профиль или изменение профиля оболочки ролика. 2 н. и 14 з.п. ф-лы, 3 ил.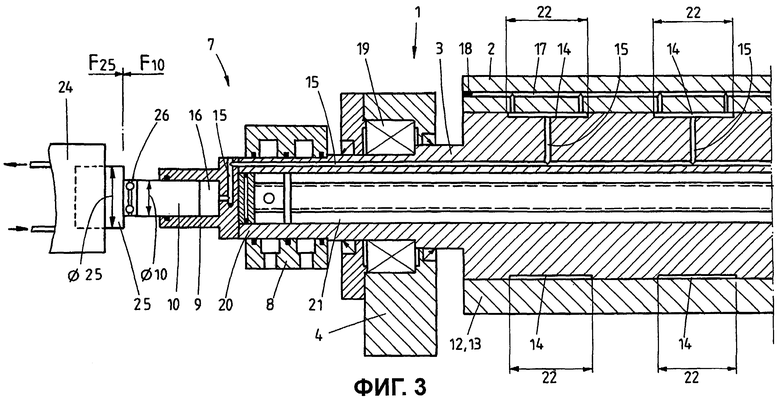
1. Литейный ролик (1) машины для литья металлической полосы, содержащий вращающуюся ось (3) ролика и окружающую ее оболочку (2) ролика, выполненную с возможностью регулирования в режиме литья выпуклости ее окружной поверхности посредством гидравлических напорных подушек (14), отличающийся тем, что с по меньшей мере одной стороны (5, 7) литейного ролика вращающаяся ось (3) ролика выполнена с цилиндром (9), который содержит поршень (10), при этом предусмотрена силовая система (11) воздействия через поршень (10) на рабочую жидкость для влияния на выпуклость оболочки (2) ролика.
2. Литейный ролик по п.1, отличающийся тем, что силовая система (11) представляет собой гидравлический цилиндр.
3. Литейный ролик по п.1, отличающийся тем, что на протяжении ширины ролика в направлении оси (3) расположена по меньшей мере одна напорная подушка (14), имеющая кольцевую форму.
4. Литейный ролик по любому из пп.1-3, отличающийся тем, что ширина напорной подушки (14) по меньшей мере, на 80 мм меньше ширины оболочки (2) ролика.
5. Литейный ролик по любому из пп.1-3, отличающийся тем, что на протяжении ширины ролика в направлении оси (3) расположены несколько напорных подушек (14), имеющих кольцевую форму предпочтительно с различной шириной.
6. Литейный ролик по любому из пп.1-3, отличающийся тем, что имеющие кольцевую форму напорные подушки (14) выполнены более широкими в направлении к центру оси ролика.
7. Литейный ролик по любому из пп.1-3, отличающийся тем, что соотношение между максимальной шириной и минимальной шириной напорных подушек (14) меньше 4.
8. Литейный ролик по любому из пп.1-3, отличающийся тем, что имеющая кольцевую форму напорная подушка (14) или имеющие кольцевую форму напорные подушки (14) расположена или расположены между осью (3) ролика и оболочкой (2) ролика.
9. Литейный ролик по любому из пп.1-3, отличающийся тем, что радиальное расстояние в области имеющих кольцевую форму напорных подушек (14) между осью (3) ролика и оболочкой (2) ролика больше 0,5 мм и меньше 5 мм.
10. Литейный ролик по п.1, отличающийся тем, что поршень (10) имеет диаметр между 20 и 100 мм.
11. Литейный ролик по п.10, отличающийся тем, что в поршне (10) расположен обратный клапан.
12. Литейный ролик по любому из пп.1-3, отличающийся тем, что цилиндр (9) и силовая система (11) расположены на свободной от привода стороне (7).
13. Способ обслуживания литейного ролика по любому из пп.1-12, в котором для деаэрации системы давления рабочую жидкость подводят через поршень (10) и отводят через каждую напорную подушку (14) сквозь оболочку (2) ролика.
14. Способ по п.13, отличающийся тем, что в систему давления после монтажа литейного ролика (1) подают давление.
15. Способ по п.13, отличающийся тем, что систему давления выполняют для максимального давления 1000 бар.
16. Способ по любому из пп.13-15, отличающийся тем, что давление регулируют в зависимости от диаметра поршня (10) пропорционально силе силовой системы (11).
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ЕР 1347851 В1, 06.12.2001 | |||
| DE 4418549 A1, 08.12.1994 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| ЛИТЕЙНЫЙ ВАЛОК | 2000 |
|
RU2229954C2 |

