Область техники, к которой относится изобретение
Настоящее изобретение в целом относится к сортопрокатному стану для прокатки стальных профилей, в частности стальных профилей, имеющих стенку и одну или более полок, соединенных со стенкой, например T-образных, U-образных и H-образных стальных профилей. В частности, изобретение относится к охлаждающему устройству для местного охлаждения обрабатываемого изделия во время прокатки.
Уровень техники
Стальной профиль, имеющий относительно сложное сечение, например T-образной формы, или H-образной формы, или такой формы, которая является производной от этих основных форм, может характеризоваться нежелательным распределением температур до процесса прокатки или во время него. Разница температур между участками меньшей толщины (например, концами полок в некоторых профилях) и участками большей толщины (например, в соединении стенки и полки) может составлять приблизительно до 100–200°C. Эти перепады температур обусловливают неравномерную микроструктуру стального профиля, неравномерные механические свойства и, возможно, нежелательные деформации (изгиб, изломы или трещины) стального профиля.
Для решения этой проблемы в 1980-х годах был разработан так называемый процесс выборочного охлаждения. В этом процессе участки профиля большей толщины выборочно охлаждаются на этапе (этапах) черновой или промежуточной прокатки, так что чистовая прокатка выполняется в условиях, когда профиль имеет равномерную низкую температуру (например, приблизительно 850°C). Выборочное охлаждение выполняют путем направления водяных струй на участки, подлежащие охлаждению перед отдельными проходами прокатки и/или после них. Охлаждающие устройства (распылительные сопла, установленные на продольных направляющих) расположены в заданных зонах рядом с прокатным станом. Для охлаждения обрабатываемого изделия его необходимо переместить из прокатного стана в зону охлаждения, где оно остается в течение времени охлаждения. Затем обрабатываемое изделие подвергают следующему проходу прокатки (в обратном направлении).
Существующие процессы выборочного охлаждения требуют полного выведения обрабатываемого изделия из прокатного стана для его охлаждения. Кроме того, между двумя проходами прокатки обрабатываемое изделие должно оставаться в зоне охлаждения в течение некоторого периода времени. Принимая во внимание время выведения и время ожидания, общее время прокатки увеличивается, что может привести к снижению производительности прокатного стана. Кроме того, относительно большие вложения в оснащение зон охлаждения и их техническое обслуживание увеличивают расходы на эксплуатацию прокатного стана.
В патентной заявке Китая CN 102755999 приведено описание межклетьевого охлаждающего устройства для охлаждения горячекатаного H-образного стального профиля, содержащего множество охлаждающих секций, симметрично расположенных с двух сторон клети прокатного стана. Сходные охлаждающее устройство и способ описаны в патентной заявке Китая CN 101422786. Эти системы характеризуются тем, что размещение охлаждающего оборудования между клетями прокатного стана позволяет лучше использовать имеющееся пространство. Кроме того, согласно CN 101422786 можно поддерживать исходную производительность.
Несмотря на то, что охлаждающие устройства, описанные в CN 102755999 и в CN 101422786, могут повышать производительность, существует возможность усовершенствования, в частности, с точки зрения гибкости процесса и удобства обслуживания.
Раскрытие сущности изобретения
Первым объектом изобретения является сортопрокатный стан для прокатки стальных профилей, содержащий (по меньшей мере) универсальную прокатную клеть и эджерную прокатную клеть для прокатки обрабатываемого изделия за множество проходов вперед и назад с целью изготовления стального профиля, имеющего стенку и одну или более полок. Сортопрокатный стан также содержит охлаждающее устройство, прикрепленное к раме эджерной прокатной клети или универсальной прокатной клети, для охлаждения обрабатываемого изделия, когда оно подвергается прокатке во время одного или более проходов. Охлаждающее устройство содержит охлаждающий короб, имеющий распылительную головку с распылительными отверстиями для распыления струй охлаждающей жидкости (например, воды) под давлением на обрабатываемое изделие. Охлаждающее устройство также содержит исполнительный механизм, выполненный с возможностью перемещения охлаждающего короба относительно рамы универсальной прокатной клети и/или эджерной прокатной клети с целью регулирования расстояния между распылительными отверстиями и обрабатываемым изделием.
Следует отметить преимущество, состоящее в том, что расстояние между распылительными отверстиями и обрабатываемым изделием можно легко регулировать. Также следует отметить, что размеры обрабатываемого изделия могут изменяться от прохода к проходу. В некоторых случаях оптимальное расстояние может составлять, например, приблизительно 3 см с допуском ±0,5 см, в то время как обрабатываемое изделие может сжиматься или растягиваться по ширине на несколько сантиметров. Соответственно, возможность регулирования расстояния между распылительной головкой и обрабатываемым изделием до оптимальной величины является очень важным фактором.
Другое преимущество выполнения распылительного охлаждения в клетях сортопрокатного стана или между ними состоит в том, что надлежащим образом ограничивается перемещение обрабатываемого изделия в боковом направлении. Это необязательно относится к заданной зоне охлаждения. Соответственно, благодаря изобретению может быть обеспечено сравнительно небольшое расстояние распыления без увеличения риска повреждения охлаждающего устройства из-за его столкновения с обрабатываемым изделием.
Следует принять во внимание, что охлаждающее устройство может быть селективным охлаждающим устройством в том смысле, что оно может быть выполнено с возможностью выборочного охлаждения (только) определенных участков обрабатываемого изделия, например: соединения стенки и полки, всей полки, участков локального увеличения толщины и т.д. Предпочтительно, чтобы охлаждающие короба охлаждающего устройства были расположены таким образом, чтобы осуществлять локальное охлаждение (только) конкретных участков, например: одной или более полок целиком или только мест соединения полок со стенкой.
Согласно одному варианту осуществления изобретения исполнительный механизм может быть частью механизма перемещения, например механизма перемещения, который ограничивает перемещение охлаждающего короба до перемещения в плоскости стенки обрабатываемого изделия.
Для облегчения технического обслуживания или замены предпочтительно, чтобы охлаждающий короб был прикреплен к исполнительному механизму с возможностью удаления. Как преимущество, охлаждающий короб содержит быстросоединяемый фитинг для соединения охлаждающего короба с источником подачи охлаждающей жидкости и/или один или более быстросоединяемых соединителей для запорного зацепления с исполнительным механизмом с возможностью освобождения.
Для еще большего увеличения гибкости процесса распылительная головка может быть выполнена с возможностью удаления. В этом случае распылительная головка может быть заменена другой распылительной головкой без необходимости замены всего охлаждающего короба. Таким образом, с одним и тем же охлаждающим коробом можно использовать распылительные головки с разным конструктивным исполнением (с учетом, например, высоты, длины, плотности расположения распылительных отверстий, размеров распылительных отверстий и т.д.). Следует отметить, что выбор распылительной головки может зависеть от стального профиля, подлежащего прокатке.
Согласно частному предпочтительному варианту осуществления изобретения вместо валка для полки к раме клети прикреплен охлаждающий короб, при этом толкатель (например, один или более гидравлических цилиндров), расположенный на раме клети для прижатия замененного валка для полки к обрабатываемому изделию, используется в качестве исполнительного механизма, причем охлаждающий короб соединен с источником подачи охлаждающей жидкости замененного валка для полки. Особый интерес в этом варианте осуществления изобретения представляет удобство установки охлаждающего короба. Для охлаждающего устройства не требуются никакие дополнительные рамы, и, кроме того, можно использовать существующий источник подачи охлаждающей жидкости прокатных клетей. Другое преимущество состоит в том, что механизм позиционирования валка для полки обеспечивает степень подвижности, достаточную для надлежащего позиционирования охлаждающего короба относительно обрабатываемого изделия.
В эджерной прокатной клети или универсальной прокатной клети валки свободно вращаются в так называемых подушках валков. Подушки валков являются опорами, которые, помимо прочего, могут перемещаться с установленными в них валками для регулирования давления между валком и обрабатываемым изделием. Подушки валков закреплены на раме клети с помощью гидравлических цилиндров. Эти гидравлические цилиндры содержат силовые цилиндры, которые прикладывают к валкам давление, необходимое для деформирования обрабатываемого изделия, и один или более балансировочных цилиндров, которые поддерживают подушку валка в контакте с силовыми цилиндрами посредством прикладывания тянущего усилия в противоположном направлении.
Предпочтительно, чтобы охлаждающий короб был прикреплен к раме клети вместо подушки валка для полки (и самого валка для полки).
Исполнительный механизм для перемещения охлаждающего короба относительно рамы клети может представлять собой или содержать гидравлический исполнительный механизм (например, гидравлический цилиндр), пневматический исполнительный механизм, электрический исполнительный механизм или механический исполнительный механизм для ручного регулирования расстояния. Если охлаждающий короб установлен вместо подушки валка, предпочтительно, чтобы исполнительный механизм содержал силовые цилиндры подушки валка.
Предпочтительно, чтобы исполнительный механизм управлялся дистанционно из центра управления. Следует принять во внимание, что в современных прокатных станах это уже относится к силовым и балансировочным цилиндрам подушек валков. Соответственно, вариант осуществления изобретения, в котором охлаждающий короб установлен вместо подушки валка, имеет особое преимущество.
Сортопрокатный стан согласно первому объекту изобретения может быть выполнен с возможностью прокатки любого стального профиля, имеющего стенку и одну или более полок, например профиля, имеющего T-образное, U-образное или H-образное сечение. Особый интерес может представлять сортопрокатный стан, выполненный с возможностью прокатки H-образных стальных профилей, имеющих стенку и две полки, и содержащий по меньшей мере одно охлаждающее устройство, расположенное с каждой стороны сортопрокатного стана для местного охлаждения полок в местах их соединения со стенкой.
Вторым объектом изобретения является охлаждающий короб для охлаждающего устройства, выполненного с возможностью крепления к раме эджерной прокатной клети или универсальной прокатной клети сортопрокатного стана, как в целом описано выше. Предпочтительно, чтобы такой охлаждающий короб содержал:
- распылительную головку с распылительным отверстиями для распыления струй охлаждающей жидкости под давлением на обрабатываемое изделие;
- один или более соединителей (предпочтительно, быстросоединяемых соединителей) для запорного зацепления с возможностью освобождения с исполнительным механизмом охлаждающего устройства, выполненного с возможностью перемещения охлаждающего короба относительно рамы универсальной прокатной клети и/или эджерной прокатной клети с целью регулирования расстояния между распылительными отверстиями и обрабатываемым изделием; и
- фитинг (предпочтительно, быстросоединяемый фитинг) для соединения охлаждающего короба с источником подачи охлаждающей жидкости.
Предпочтительно, чтобы один или более соединителей были быстросоединяемыми соединителями и/или фитинг был быстросоединяемым фитингом. В контексте настоящего изобретения термин «быстросоединяемый» определяет фитинг или соединитель, который при соединении автоматически крепится к ответной части.
Предпочтительно, чтобы соединительные элементы охлаждающего короба (например, быстросоединяемые соединители и фитинг) были выполнены с возможностью соединения с силовыми и балансировочными цилиндрами и источником подачи охлаждающей воды подушки валка. Возможность использования существующего источника подачи воды замененной подушки валка создает представляющее интерес преимущество, поскольку в прокатный стан не требуется устанавливать дополнительный источник подачи воды.
Согласно предпочтительному варианту осуществления изобретения охлаждающий короб выполнен с возможностью расположения между подушкой нижнего горизонтального валка и подушкой верхнего горизонтального валка. Это может быть достигнуто посредством конструктивного исполнения (в частности, с точки зрения размеров и несущей способности) охлаждающего короба, сходного с конструктивным исполнением замененной подушки валка. В определенных прокатных станах валки (и соответствующие подушки) прокатной клети штабелированы на тележке, которую перемещают в клеть. Далее валки, установленные в соответствующей подушке, поднимают с тележки и устанавливают на место в клети. В зависимости от типа прокатной клети тележку оставляют в клети или вывозят из клети. Для удаления валков из клети процедуру выполняют в обратном порядке. Если охлаждающий короб может быть штабелирован, его можно установить в раму клети так же легко, как и валок для полки в подушку. Предпочтительно, чтобы охлаждающий короб содержал одну или более установочных опор на его верхней стороне для поддержки подушки горизонтального валка (т.е. подушки верхнего горизонтального валка).
Поскольку охлаждающий короб можно также легко удалять из прокатной клети, как и валок, не предполагается потеря времени по сравнению с обычным сортопрокатным станом. Соответственно, исключаются периоды простоя из-за монтажа и демонтажа охлаждающих устройств.
Способ прокатки стальных профилей может включать в себя:
- прокатку обрабатываемого изделия в сортопрокатном стане, содержащем универсальную прокатную клеть и эджерную прокатную клеть, причем прокатку выполняют за множество проходов вперед и назад для производства стального профиля, имеющего стенку и одну или более полок;
- (местное) охлаждение обрабатываемого изделия, когда оно подвергается прокатке в течение одного или более проходов (т.е. не между двумя последовательными проходами), причем охлаждение включает в себя распыление струй охлаждающей жидкости под давлением на обрабатываемое изделие с помощью охлаждающего устройства, содержащего охлаждающий короб с распылительными отверстиями для распыления струй.
Охлаждающее устройство, используемое для охлаждения, содержит исполнительный механизм, выполненный с возможностью перемещения охлаждающегося короба рамы универсальной прокатной клети и/или эджерной прокатной клети с целью регулирования расстояния между распылительными отверстиями и обрабатываемым изделием.
Способ прокатки стального профиля также может содержать регулирование расстояния посредством приведения в действие исполнительного механизма. Можно отметить, что описанное в настоящем документе охлаждающее устройство облегчает регулирование расстояния между охлаждающим коробом и обрабатываемым изделием от прохода к проходу или даже во время прохода, когда это необходимо.
Третьим объектом изобретения является способ переоснащения сортопрокатного стана охлаждающим устройством, причем сортопрокатный стан выполнен с возможностью прокатки стальных профилей и содержит универсальную прокатную клеть и эджерную прокатную клеть для прокатки обрабатываемого изделия за множество проходов вперед и назад для производства стального профиля, имеющего стенку и одну или более полок. Способ переоснащения включает в себя:
- обеспечение наличия охлаждающего короба, содержащего распылительные отверстия для распыления струй охлаждающей жидкости под давлением на обрабатываемое изделие;
- установку охлаждающего короба в универсальную прокатную клеть или эджерную прокатную клеть (возможно, вместо валка для полки и ее подушки) и крепление охлаждающего короба к толкателю (например, устройству, состоящему из силовых и балансировочных цилиндров), расположенному на раме клети для прижатия валка для полки к обрабатываемому изделию;
- соединение охлаждающего короба с источником подачи охлаждающей жидкости валка для полки; и
- использование толкателя в качестве исполнительного механизма для перемещения охлаждающего короба относительно рамы универсальной прокатной клети и/или эджерной прокатной клети с целью регулирования расстояния между распылительными отверстиями и обрабатываемым изделием.
Краткое описание чертежей
Приложенные чертежи иллюстрируют некоторые аспекты настоящего изобретения и совместно с подробным описанием служат для объяснения принципов изобретения.
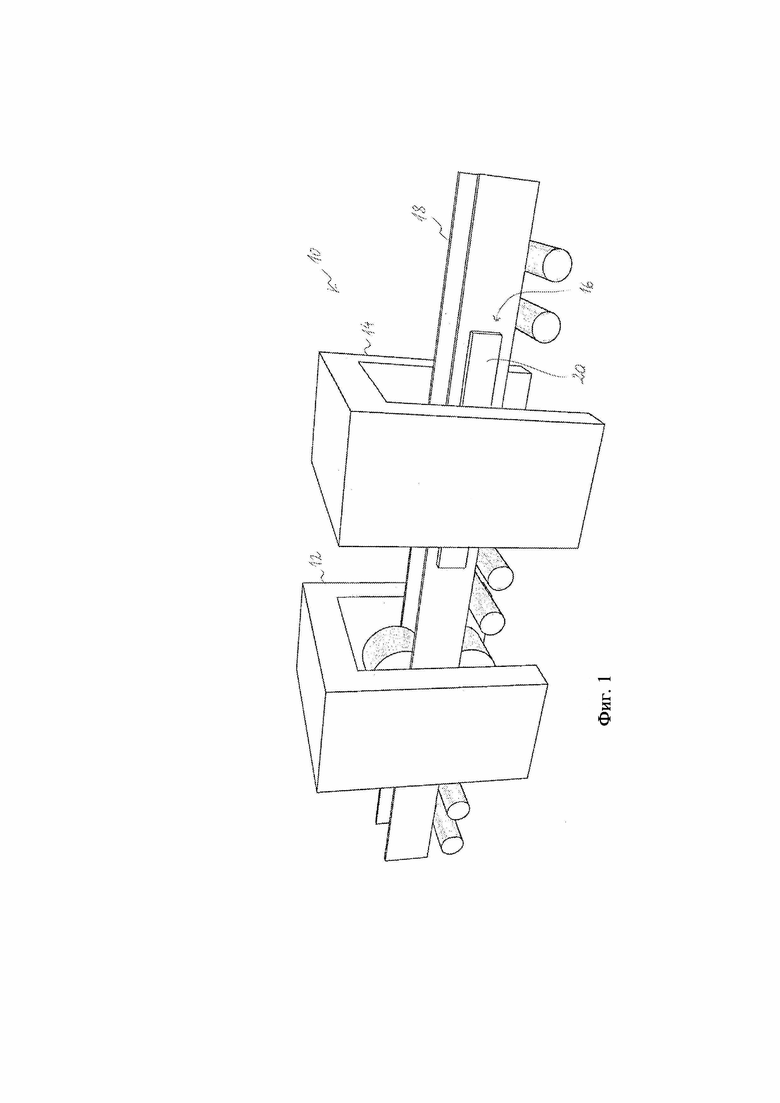
На фиг. 1 показан схематический перспективный вид прокатного стана согласно одному варианту осуществления изобретения;
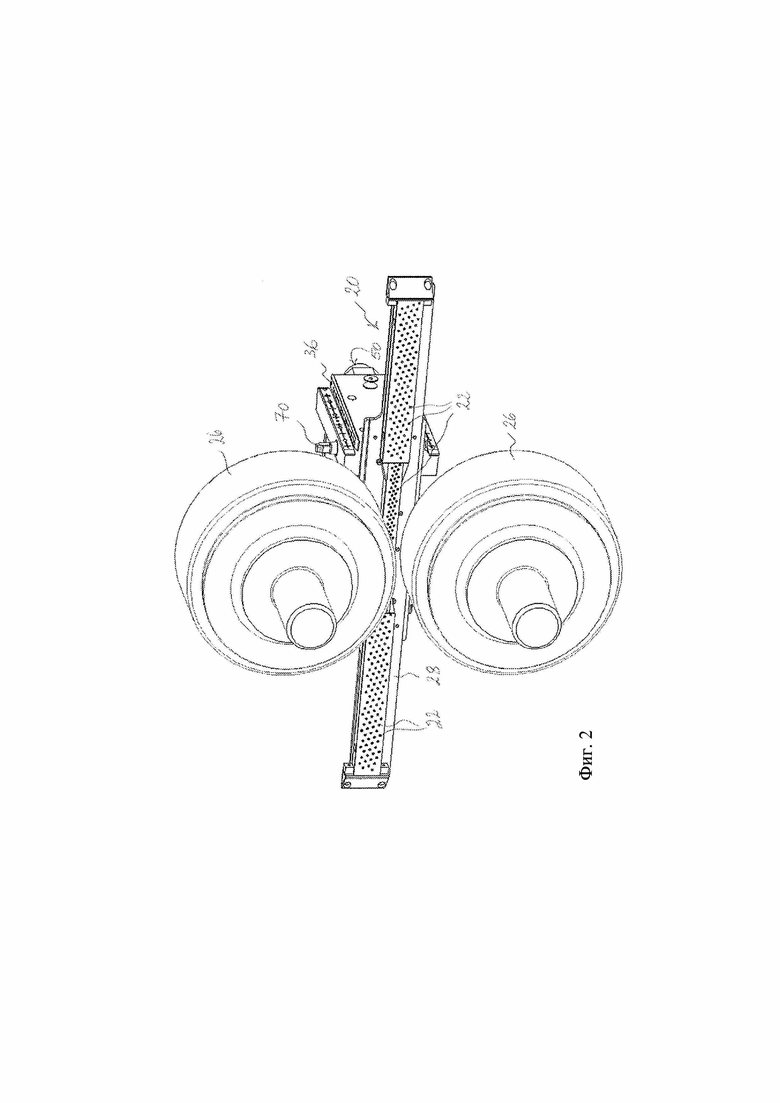
на фиг. 2 – перспективный вид, иллюстрирующий возможный вариант расположения охлаждающего короба относительно эджерных валков эджерной прокатной клети;
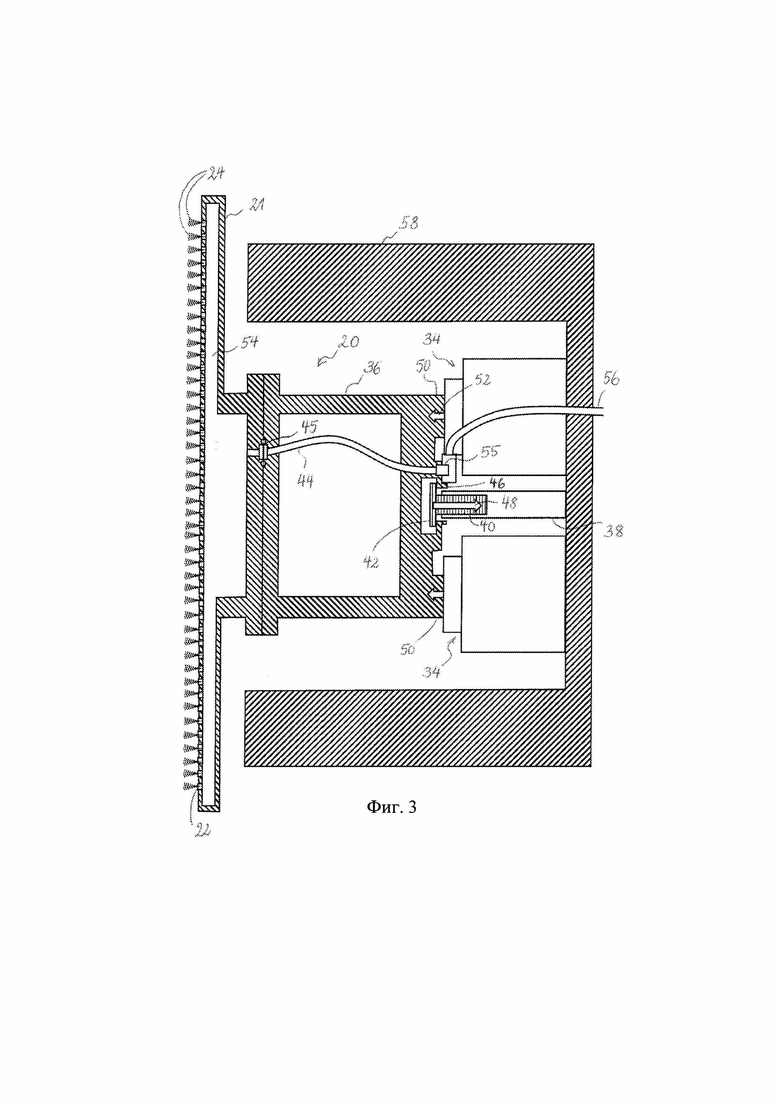
на фиг. 3 – схематический вид в разрезе охлаждающего короба из фиг. 2, установленного в прокатной клети;
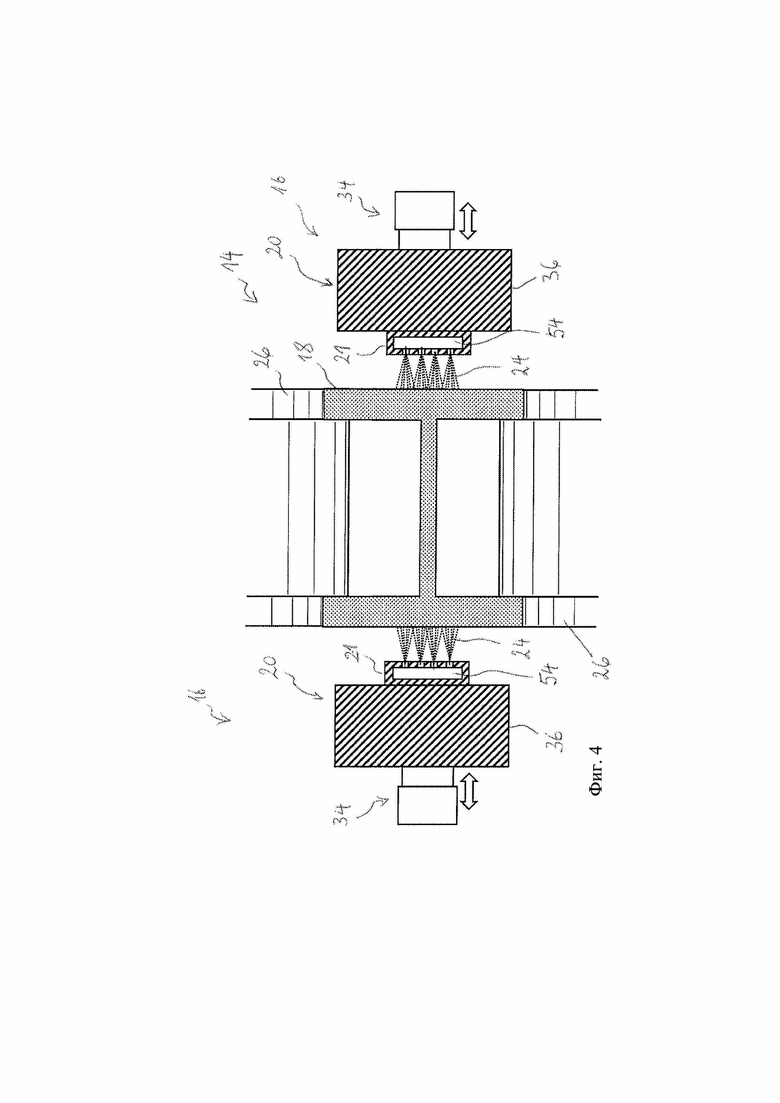
на фиг. 4 – схематический вид эджерной прокатной клети в направлении прокатки;
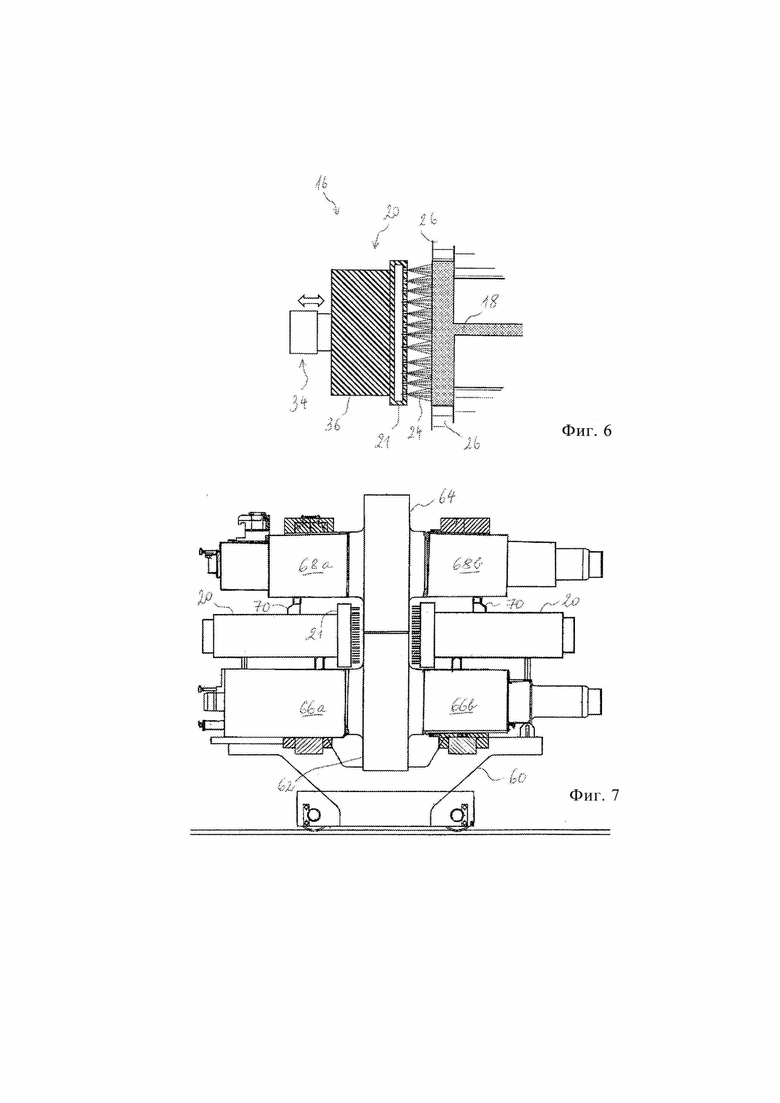
на фиг. 5 – вид из фиг. 4, на котором только один валок для полки и его подушка заменены охлаждающим коробом;
на фиг. 6 – схематический вид охлаждающего устройства, содержащего более высокую распылительную головку для охлаждения по существу всей полки обрабатываемого изделия;
на фиг. 7 – вид сбоку тележки для замены валков прокатной клети, на которую помещен штабель валков, причем охлаждающие короба занимают места, где обычно расположены валки для полок в их подушках.
Осуществление изобретения
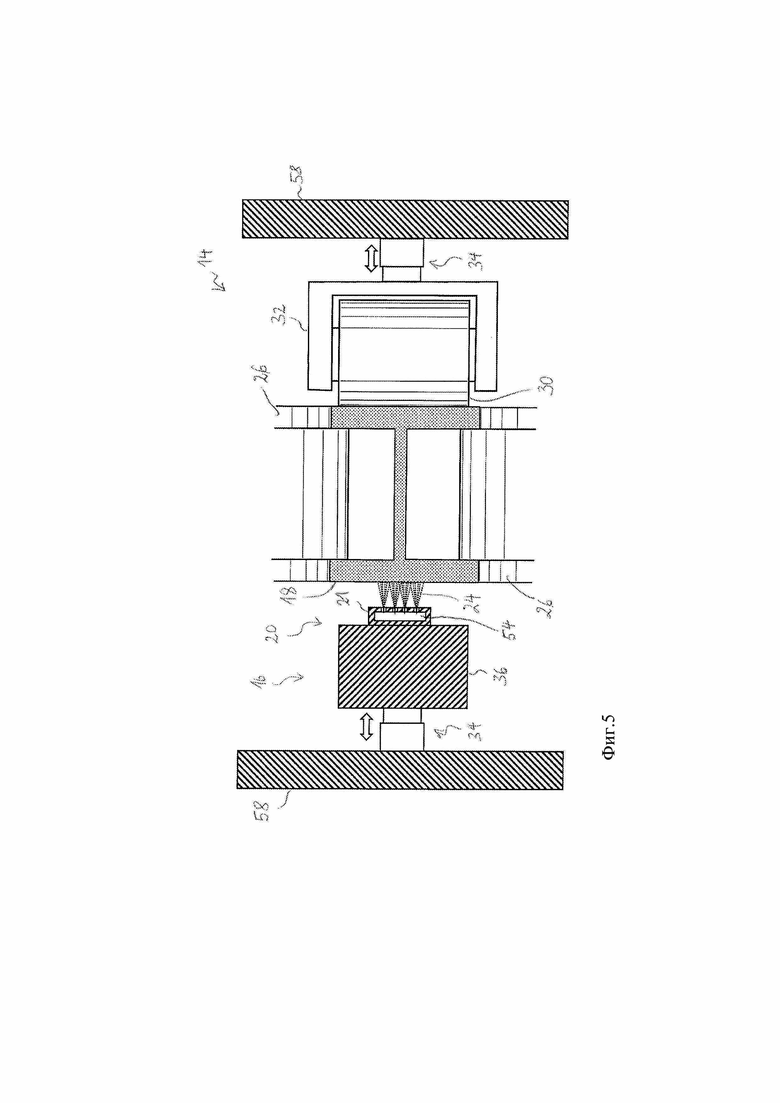
На фиг. 1 схематически показан сортопрокатный стан 10 для прокатки стальных профилей. Сортопрокатный стан 10 содержит универсальную прокатную клеть 12 и эджерную прокатную клеть 14. Эджерная прокатная клеть 14 оборудована охлаждающими устройствами 16 для местного охлаждения обрабатываемого изделия 18 во время прокатки. (На фиг. 1 можно видеть только одно из охлаждающих устройств, а другое скрыто обрабатываемым изделием 18). Обрабатываемое изделие 18 (балочная заготовка) прокатывается до готовой формы за множество проходов вперед и назад. Как показано на фигурах, обрабатываемое изделие 18 имеет H-образное сечение со стенкой и двумя полками.
Конструктивные особенности предпочтительного варианта выполнения охлаждающих устройств показаны на фиг. 2–5. Каждое охлаждающее устройство 16 содержит охлаждающий короб 20, имеющий распылительную головку 21 с распылительными отверстиями 22 для распыления струй 24 охлаждающей жидкости под давлением на обрабатываемое изделие 18. На фиг. 2 показано расположение охлаждающего короба 20 относительно эджерных валков 26 эджерной прокатной клети 14. (Обрабатываемое изделие и конструктивные элементы эджерной прокатной клети не показаны для упрощения чертежа). Охлаждающий короб 20 содержит съемную распылительную головку 21, продолжающуюся в направлении прокатки сортопрокатного стана 10. В распылительной головке 21 выполнены распылительные отверстия 22. Во время работы распылительная головка 21 обращена распылительными отверстиями 22 к ориентированной наружу поверхности одной из полок обрабатываемого изделия 18. Распылительная головка 21 лежит по существу в плоскости стенки обрабатываемого изделия 18, так что струи 24 охлаждающей жидкости выбрасываются напротив зоны соединения стенки и полки (наиболее наглядно показано на фиг. 4).
Охлаждающий короб 20, показанный на фиг. 2–5, может быть установлен в прокатной клети вместо валка 30 для полки и подушки 32 валка. На фиг. 5 схематично показана эджерная прокатная клеть 14, в которой один из валков 30 для полок и соответствующая подушка 32 валка установлены на месте, в то время как другие валок и подушка заменены охлаждающим коробом 20. На фиг. 4 показана та же самая эджерная прокатная клеть, в которой оба валка для полок и их подушки заменены охлаждающими коробами 20.
Как указано выше, в частности, полезно установить охлаждающий короб 20 вместо валка для полки и соответствующей подушки валка, поскольку силовые цилиндры 34 можно легко использовать для позиционирования охлаждающего короба 20 относительно рамы клети и, таким образом, относительно обрабатываемого изделия. Кроме того, источник подачи охлаждающей жидкости для охлаждения валка для полки может служить для подачи охлаждающей жидкости в охлаждающий короб 20.
Как наиболее наглядно показано на фиг. 3, охлаждающий короб 20 содержит опорный корпус 36, имеющий такие размеры, что он может быть помещен внутрь пространства, в ином случае занимаемого валком 30 для полки и его подушкой 32. Распылительная головка 21 с распылительными отверстиями 22 установлена на опорном корпусе 36. Опорный корпус содержит быстросоединяемое соединительное устройство такого же типа, как и соединительное устройство подушки 32 валка. В показанном примере гидравлические исполнительные механизмы содержат расположенный по центру балансировочный цилиндр 38, поршень 40 которого оканчивается фиксатором 42, и два расположенных сбоку силовых цилиндра 34. Опорный корпус 36 имеет центральный соединитель 46 для приема фиксатора 42 и взаимного соединения с ним (например, посредством вращения фиксатора 42 вокруг оси поршня). Балансировочный цилиндр 38 прикладывает тянущее усилие 48 к опорному корпусу 36 для удержания охлаждающего короба 20 на месте относительно силовых цилиндров 34. Силовые цилиндры 34 упираются в упоры 50 опорного корпуса 36. Силовые цилиндры 34 управляются таким образом, чтобы удерживать охлаждающий короб 20 в определенном положении относительно рамы 58 клети и, таким образом, относительно обрабатываемого изделия 18. С этой целью силовые цилиндры 34 содержат датчики положения, измеряющие положения поршней. Контроллер (не показан) регулирует гидравлическое давление силовых цилиндров 34 таким образом, чтобы их поршни оставались в требуемом положении. Балансировочный цилиндр 38 прикладывает усилие 48 в противоположном направлении по отношению к направлению усилий 52, создаваемых силовыми цилиндрами 34, чтобы удерживать охлаждающий короб 20 в постоянном контакте с силовыми цилиндрами 34.
Опорный корпус 36 также содержит быстросоединяемый фитинг 55 для соединения коллектора 54 охлаждающего короба с источником 56 подачи охлаждающей жидкости прокатной клети через трубопровод 44 для хладоносителя.
Распылительная головка 21 прикреплена с возможностью удаления к опорному корпусу 36 с помощью винтов, болтов, зажимов или т.п. (не показаны). Соединение между коллектором 54 и трубопроводом 44 для хладоносителя выполнено герметичным с помощью торцевой уплотнительной прокладки 45.
Как показано на фиг. 4, прокатная клеть 14 содержит первое и второе охлаждающие устройства 16 описанного типа для местного охлаждения первой и второй полок обрабатываемого изделия соответственно. На фиг. 6 показан вариант охлаждающих устройств из фиг. 4, где распылительная головка 21 выполнена с возможностью охлаждения по существу всей наружной поверхности полки обрабатываемого изделия 18.
Охлаждающие устройства 16, в частности, полезны для переоснащения прокатного стана, поскольку единственными необходимыми дополнительными компонентами являются охлаждающие короба, выполненные таким образом, что они могут быть установлены в прокатной клети вместо валка или валка в его подушке. Следует отметить, что, несмотря на то что в вышеописанном предпочтительном варианте охлаждающие устройства установлены в эджерной прокатной клети, они также могут быть установлены в универсальной прокатной клети. Кроме того, несмотря на то, что решение, в котором каждый охлаждающий короб заменяет валок в его подушке, является, безусловно, предпочтительным, также может быть предусмотрено решение, в котором подушка валка остается на месте, и замене подлежит только валок, вместо которого устанавливают охлаждающий короб.
На фиг. 7 показана тележка 60 для замены валков и подушек универсальной или эджерной прокатной клети. В показанном случае охлаждающие короба 20 расположены между нижним 62 и верхним 64 горизонтальными валками в их соответствующих подушках 66a, 66b и 68a, 68b, занимая место валков для полок и соответствующих подушек. Для установки расположенных на тележке 60 компонентов в прокатную клеть последнюю открывают, и тележку 60 перемещают в клеть. Далее валки, установленные в этих подушках, и охлаждающие короба 20 поднимают с тележки 60 и помещают в требуемое положение в клети. И, наконец, тележку 60 вывозят из клети или оставляют в ней. Для удаления валков и охлаждающих коробов 20 из клети тележку при необходимости перемещают в клеть, и выполняют процедуру в обратном порядке.
Охлаждающие короба 20 выполнены с возможностью расположения между нижним 62 и верхним 64 горизонтальными валками в их соответствующих подушках 66a, 66b и 68a, 68b. В частности, охлаждающие короба 20 выполнены таким образом, что их соответствующие размеры и несущая способность соответствуют размерам и несущей способности подушек валков для полок, которые они заменяют. В показанном случае охлаждающие короба 20 содержат монтажные опоры 70 (см. также фиг. 2), расположенные на их верхних сторонах для поддержки подушек 68a, 68b верхнего горизонтального валка 64.
Несмотря на то, что в настоящем документе были подробно описаны частные варианты осуществления изобретения, специалисты в этой области могут разработать различные модификации и изменения описанных вариантов с учетом принципов изобретения. Соответственно, конкретные описанные конструкции являются только пояснительными и не ограничивают объем изобретения, который установлен во всей полноте в приложенной формуле изобретения и ее эквивалентах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ, УСТРОЙСТВО ДЛЯ ПРОКАТКИ РЕЛЬСОВ И РЕЛЬС, ИЗГОТОВЛЕННЫЙ УКАЗАННЫМ СПОСОБОМ | 2010 |
|
RU2530609C2 |
| Универсальная клеть бесстанинного типа | 1990 |
|
SU1722630A1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 2005 |
|
RU2301118C2 |
| МНОГОФУНКЦИОНАЛЬНАЯ КЛЕТЬ ПРОКАТНОГО СТАНА ДЛЯ ПРОКАТКИ ДВУТАВРОВОЙ ШИРОКОПОЛОЧНОЙ БАЛКИ И СПОСОБ ПРОКАТКИ ДВУТАВРОВОЙ ШИРОКОПОЛОЧНОЙ БАЛКИ С ПОМОЩЬЮ МНОГОФУНКЦИОНАЛЬНОЙ КЛЕТИ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189286C2 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1997 |
|
RU2111803C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СТАЛЬНОГО УГЛОВОГО ПРОФИЛЯ | 2005 |
|
RU2287382C1 |
| ПРОКАТКА УГЛОВЫХ ПРОФИЛЕЙ | 2012 |
|
RU2530682C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЧУГУННОГО ВАЛКА СОРТОПРОКАТНОГО СТАНА | 2006 |
|
RU2333055C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
Изобретение относится к сортопрокатному стану (10) для прокатки стальных профилей. Сортопрокатный стан содержит универсальную прокатную клеть (12) и эджерную прокатную клеть (14) для прокатки обрабатываемого изделия (18) за множество проходов вперед и назад с целью изготовления стального профиля, имеющего стенку и одну или более полок. Прокатный стан содержит охлаждающее устройство (16) для охлаждения обрабатываемого изделия, когда оно подвергается прокатке во время одного или более проходов. Охлаждающее устройство содержит охлаждающий короб (20), имеющий распылительную головку с распылительными отверстиями для распыления струй охлаждающей жидкости под давлением на обрабатываемое изделие. Охлаждающее устройство также содержит исполнительный механизм, выполненный с возможностью перемещения охлаждающего короба относительно рамы универсальной прокатной клети и/или эджерной прокатной клети. В результате обеспечивается регулирование расстояния между распылительными отверстиями и обрабатываемым изделием. 3 н. и 16 з.п. ф-лы, 7 ил.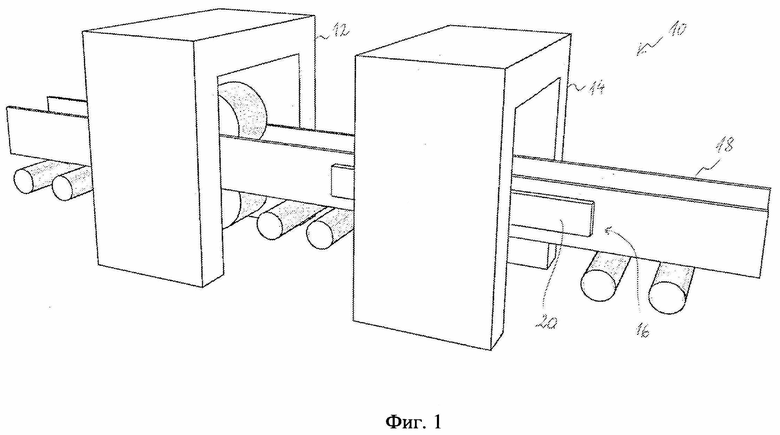
1. Сортопрокатный стан для прокатки стальных профилей, содержащий универсальную прокатную клеть и эджерную прокатную клеть для прокатки обрабатываемого изделия за множество проходов вперед и назад с целью изготовления стального профиля, имеющего стенку и одну или более полок, охлаждающее устройство, прикрепленное к раме эджерной прокатной клети или универсальной прокатной клети, для охлаждения обрабатываемого изделия, когда оно подвергается прокатке во время одного или более проходов, причем охлаждающее устройство содержит охлаждающий короб, имеющий распылительную головку с распылительными отверстиями для распыления струй охлаждающей жидкости под давлением на обрабатываемое изделие, при этом охлаждающее устройство содержит исполнительный механизм, выполненный с возможностью перемещения охлаждающего короба относительно рамы универсальной прокатной клети и/или эджерной прокатной клети для регулирования расстояния между распылительными отверстиями и обрабатываемым изделием.
2. Сортопрокатный стан по п. 1, в котором исполнительный механизм является частью механизма перемещения.
3. Сортопрокатный стан по п. 2, в котором механизм перемещения выполнен с возможностью ограничения перемещения охлаждающего короба до перемещения в плоскости стенки.
4. Сортопрокатный стан по любому из пп. 1-3, в котором охлаждающее устройство содержит дополнительный охлаждающий короб, при этом охлаждающие короба охлаждающего устройства расположены так, чтобы охлаждать одну или более полок полностью или локально в местах, где они соединены со стенкой.
5. Сортопрокатный стан по любому из пп. 1-4, в котором охлаждающий короб соединен с исполнительным механизмом с возможностью отсоединения, причем охлаждающий короб содержит быстросоединяемый фитинг для соединения охлаждающего короба с источником подачи охлаждающей жидкости.
6. Сортопрокатный стан по любому из пп. 1-5, в котором охлаждающий короб содержит один или более быстросоединяемых соединителей для запорного зацепления с исполнительным механизмом с возможностью освобождения.
7. Сортопрокатный стан по любому из пп. 1-6, в котором охлаждающее устройство прикреплено к раме эджерной прокатной клети.
8. Сортопрокатный стан по любому из пп. 1-6, в котором охлаждающее устройство прикреплено к раме универсальной прокатной клети.
9. Сортопрокатный стан по п. 7 или 8, который содержит толкатель, расположенный на указанной раме универсальной прокатной клети и/или эджерной прокатной клети и используемый в качестве указанного исполнительного механизма, при этом охлаждающий короб соединен с источником подачи охлаждающей жидкости.
10. Сортопрокатный стан по любому из пп. 1-9, в котором исполнительный механизм представляет собой или содержит гидравлический исполнительный механизм, пневматический исполнительный механизм, электрический исполнительный механизм или механический исполнительный механизм для ручного регулирования расстояния.
11. Сортопрокатный стан по любому из пп. 1-10, в котором указанный исполнительный механизм выполнен с возможностью дистанционного управления из центра управления.
12. Сортопрокатный стан по любому из пп. 1-11, который выполнен с возможностью прокатки H-образных стальных профилей, имеющих стенку и две полки, и содержит по меньшей мере одно охлаждающее устройство, расположенное с каждой стороны сортопрокатного стана для охлаждения полок целиком или локально в местах их соединения со стенкой.
13. Охлаждающий короб для охлаждающего устройства, выполненного с возможностью крепления к раме эджерной прокатной клети или универсальной прокатной клети сортопрокатного стана по любому из пп. 1-12, содержащий:
- распылительную головку с распылительными отверстиями для распыления струй охлаждающей жидкости под давлением на обрабатываемое изделие,
- один или более соединителей для запорного зацепления с возможностью освобождения с исполнительным механизмом охлаждающего устройства, выполненным с возможностью перемещения охлаждающего короба относительно рамы универсальной прокатной клети и/или эджерной прокатной клети для регулирования расстояния между распылительными отверстиями и обрабатываемым изделием, и
- фитинг для соединения охлаждающего короба с источником подачи охлаждающей жидкости.
14. Охлаждающий короб по п. 13, в котором один или более соединителей являются быстросоединяемыми соединителями и/или фитинг является быстросоединяемым фитингом.
15. Охлаждающий короб по п. 13 или 14, в котором распылительная головка является съемной.
16. Охлаждающий короб по п. 13 или 14, который содержит одну или более монтажных опор на верхней стороне охлаждающего короба для поддержки подушки горизонтального валка.
17. Охлаждающий короб по п. 15, который выполнен с возможностью расположения между подушкой нижнего горизонтального валка и подушкой верхнего горизонтального валка.
18. Способ переоснащения сортопрокатного стана охлаждающим устройством, причем сортопрокатный стан выполнен с возможностью прокатки стальных профилей и содержит универсальную прокатную клеть и эджерную прокатную клеть для прокатки обрабатываемого изделия за множество проходов вперед и назад для производства стального профиля, имеющего стенку и одну или более полок, при этом способ включает
- обеспечение наличия охлаждающего короба, содержащего распылительную головку с распылительными отверстиями для распыления струй охлаждающей жидкости под давлением на обрабатываемое изделие,
- установку охлаждающего короба в универсальную прокатную клеть или эджерную прокатную клеть вместо валка для полки и крепление охлаждающего короба к толкателю, расположенному на раме клети для прижатия указанного валка для полки к обрабатываемому изделию,
- соединение охлаждающего короба с источником подачи охлаждающей жидкости указанного валка для полки, и
- использование указанного толкателя в качестве исполнительного механизма для перемещения охлаждающего короба относительно рамы универсальной прокатной клети и/или эджерной прокатной клети для регулирования расстояния между распылительными отверстиями и обрабатываемым изделием.
19. Способ по п. 18, в котором валок для полки удаляют из рамы клети с подушкой валка для полки, при этом охлаждающий короб устанавливают в раму клети вместо подушки валка для полки.
| US 3347076 A1, 17.10.1967 | |||
| Прокатный стан для прокатки профилей особо малого сечения | 1981 |
|
SU980893A1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ | 2005 |
|
RU2288046C9 |
| СПОСОБ ПРОКАТКИ СИММЕТРИЧНЫХ ПРОФИЛЕЙ СЛОЖНОЙ ФОРМЫ | 2005 |
|
RU2288045C1 |
| Способ прокатки профиля с тонкостенными фланцами | 1991 |
|
SU1819695A1 |

