Изобретение относится к литейному валку устройства для литья тонкой полосы, в частности для непрерывного литья тонких полос из стали, включающему преимущественно цилиндрический сердечник, оболочку из меди или медного сплава, снабженную в случае необходимости, по меньшей мере, одним наружным слоем, внутреннюю систему охлаждения, а также регулировочное приспособление для коррекции формы литейного валка в его торцевых концевых областях.
Литейный валок такого типа известен, например, из ЕР-А-0664173. Такие литейные валки используют в процессе непрерывного литья тугоплавких металлов типа стали. В этом процессе два таких литейных валка установлены параллельно друг другу и вращаются вокруг своих осей в противоположных направлениях. В зазор между литейными валками заливают расплав металла, который охлаждается и отверждается при прохождении через зазор и при контакте с поверхностями литейных валков, снабженных внутренней системой охлаждения, в результате чего металл выходит из литейного зазора в виде практически отвержденной полосы. Толщина полосы зависит от ширины литейного зазора, а ширина полосы зависит от длины литейного зазора, торцы которого ограничены уплотняющими поверхностями, прилегающими к торцам литейных валков.
В такой конструкции возникает проблема, которая заключается в искривлении поверхностей литейных валков, то есть отклонении формы поверхностей от строго цилиндрической или немного бочкообразной формы. Причиной этого является термически обусловленная деформация оболочек литейных валков, которые подвергаются воздействию очень высоких температур.
Известно применение в литейных валках конических поршней для уменьшения бочкообразности валков или для регулирования бочкообразности, возникающей в процессе непрерывного литья (см. JP-A-0627446). Эти конические суживающиеся поршни входят с возможностью перемещения в посадочные отверстия, которые выполнены на противоположных концах литейного валка таким образом, что перемещение конического поршня в осевом направлении приводит к изменению формы поверхности литейного валка по наружному периметру под клинообразным воздействием конического поршня. Однако в данном случае поршни в зависимости от положения в посадочных отверстиях в продольном направлении литейного валка оказывают такие усилия на литейный валок, то есть его оболочку, что затрудняется точное выравнивание бочкообразности валка, если оно вообще становится возможным.
Вследствие высоких удельных тепловых потоков, возникающих в процессе отверждения при литье тонких полос, возникают значительные термические напряжения (растяжения и сжатия), в частности, в торцевых концевых зонах литейных валков, в результате чего в этих областях толщина полосы получается больше, чем в средней области отливаемой полосы. Вместо требующегося вогнутого профиля полоса в этом месте имеет профиль с местной значительной выпуклостью. Несмотря на попытки исправить эту ситуацию за счет предварительной компенсации, а именно за счет выполнения литейного валка с вогнутой формой, это помогает лишь в ограниченной степени, так как процесс зависит от заданной толщины полосы, скорости литья, высоты уровня ванны и других параметров, влияющих на отверждение и теплоотвод, а также таких параметров, как качество стали, температура расплава и т.д.
Из упомянутого выше ЕР-А-0664173 известно другое решение, согласно которому торцевые концевые области оболочки литейного валка поддерживают с помощью кольцеобразных полых опорных элементов, расположенных на сердечнике, и подачи горячей воды через полости этих кольцеобразных полых элементов таким образом, чтобы вызываемые таким образом термические напряжения передавались на оболочку и деформировали ее, придавая ей требующуюся форму. Однако такая конструкция приводит к увеличению затрат на литейный валок, поскольку требуется создание двух разных водяных контуров, а именно - контура циркуляции горячей воды для выравнивания тепловых деформаций и контура циркуляции охлаждающей воды для отвода тепла, выделяющегося из металла в процессе отверждения. Соответственно, такой литейный валок является дорогим и небезопасным в процессе его эксплуатации в сталелитейном производстве.
Задача изобретения состоит в устранении этих недостатков и трудностей и создании литейного валка описанного выше типа, в котором термические деформации могут быть снижены и/или полностью устранены с помощью простых средств. В частности, литейный валок должен быть достаточно прочным для непрерывной эксплуатации и мало подверженным повреждениям. Кроме того, конструкция должна быть недорогой и простой в эксплуатации.
Эта задача решается у валка вышеназванного типа за счет того, что регулировочное средство имеет в каждой торцевой концевой зоне литейного валка опорный диск, имеющий возможность перестановки в продольном направлении литейного валка, который взаимодействует с кольцом, радиально охватывающим опорный диск и примыкающим к оболочке изнутри в ее торцевых концевых областях, жестко зафиксированным относительно сердечника литейного валка в продольном направлении.
Из US-A-5613546 известен опорный диск для литейного валка, но этот опорный диск напрямую связан с оболочкой литейного валка и предназначен для центрирования оболочки относительно сердечника, но не обеспечивает компенсации термической бочкообразности.
В соответствии с предпочтительным вариантом выполнения кольцо уплотнено как относительно оболочки, так и сердечника при помощи прокладок. За счет этого обеспечивается полная герметичность внутренней системы охлаждения литейного валка. В конструкции по JP-A-0627446, например, такая герметичность не предусмотрена. В этой известной конструкции внутри сердечника имеются конические поршни, а снаружи он охватывается системой охлаждения оболочки. Таким образом, расширение оболочки при помощи поршней приводит к радиальному смещению подающих и отводящих трубопроводов внутренней охлаждающей системы оболочки.
Предпочтительно, наружная окружная поверхность опорного диска имеет форму усеченного конуса, которая примыкает к смежной поверхности в форме усеченного конуса, выполненной на внутренней окружной поверхности кольца.
Конструктивно простой в изготовлении и надежный в эксплуатации вариант осуществления отличается тем, что для регулирования продольного положения опорного диска относительно литейного валка имеется множество болтов, которые размещены вблизи наружной окружности опорного диска и предназначены для регулирования положения опорного диска относительно сердечника, причем болты предпочтительно ввинчиваются в глухие отверстия, выполненные в сердечнике. При этом положение опорных дисков задают до начала процесса литья.
Другой предпочтительный вариант осуществления отличается тем, что положение опорного диска относительно сердечника в продольном направлении литейного валка задается с помощью прижимной гайки.
Для обеспечения возможности регулирования в процессе отливки полосы, в соответствии со следующим предпочтительным вариантом выполнения, положением опорного диска относительно сердечника в продольном направлении литейного валка управляют с помощью гидравлических механизмов.
Целесообразно, чтобы кольцо проходило вглубь литейного валка от его торца на расстояние до 75 мм, предпочтительно, на расстояние до 50 мм, в частности, до 35 мм.
Предпочтительно, оболочка имеет толщину меньше или равную 50 мм в ее торцевых концевых областях, где она контактирует с кольцом.
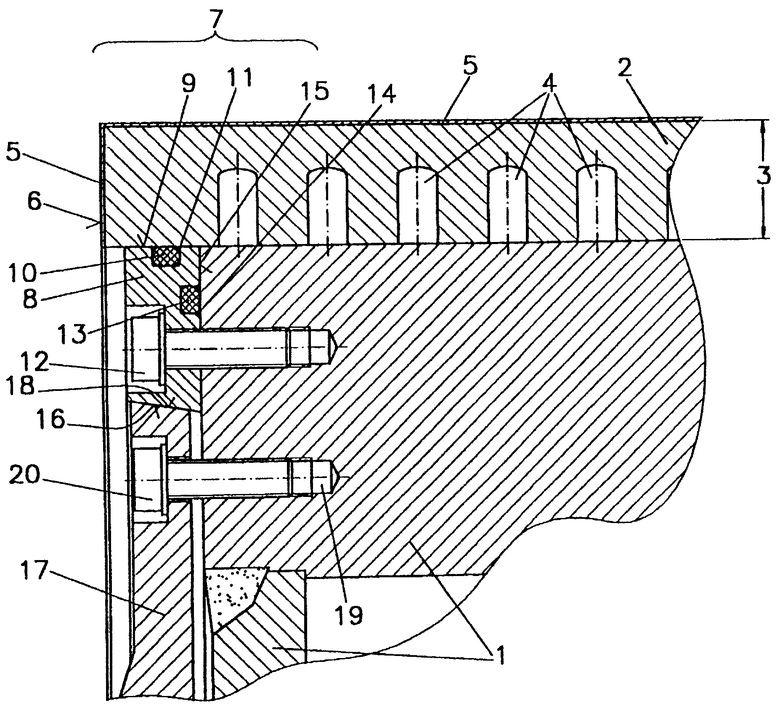
Ниже изобретение поясняется более подробно на примере осуществления, показанном на чертеже, представляющем осевое сечение литейного валка.
Позицией 1 обозначен стальной барабан, который является сердечником литейного валка. Стальной барабан 1 и/или сердечник 1 снабжен отверстиями для охлаждающей жидкости, которая может подаваться и отводиться в осевом направлении. Снаружи сердечник 1 охвачен оболочкой 2 из меди или медного сплава, толщина 3 которой составляет от 40 до 45 мм. Изнутри оболочка 2 имеет каналы 4 охлаждения для пропускания охлаждающей жидкости, что обеспечивает возможность интенсивного отвода тепла через оболочку 2.
Длина литейного валка составляет около 1-2 м. В настоящее время изготавливают литейные валки преимущественно длиной 1100-1600 мм.
На внешней поверхности оболочки имеется слой 5 никеля или хрома. Этот слой 5 имеется также на торцах 6 оболочки. Торцевые концевые области 7 оболочки 2 выходят за пределы стального барабана и/или сердечника 1 в осевом направлении литейного валка максимум на 75 мм, предпочтительно менее, чем на 50 мм. В этой выступающей области 7 к внутренней поверхности оболочки 2 прилегает кольцо 8, при этом между наружной окружностью 9 кольца 8 и оболочкой 2 установлена прокладка 10, которая размещена в кольцевом пазу 11 на кольце 8.
Кроме того, осевое положение кольца 8 зафиксировано за счет крепления к сердечнику 1 литейного валка посредством болтов 12, при этом между кольцом 8 и сердечником 1 размещена вторая прокладка 13, установленная в кольцевом пазу 14 на внутренней поверхности кольца 8, что обеспечивает уплотнение кольца 8 относительно сердечника 1 и предотвращает утечки охлаждающей жидкости, которая подается через сердечник 1 в каналы 4 для охлаждения оболочки 2 и затем через сердечник 1 отводится обратно.
Внутренняя окружная сторона 16 кольца 8, обращенная к оси вращения, имеет форму усеченного конуса, который суживается в направлении к центру литейного валка. К этой поверхности 16 примыкает кольцевой опорный диск 17, имеющий наружную окружную поверхность 18, которая также выполнена в форме усеченного конуса и совмещается с поверхностью 16 кольца 8. В представленном варианте конструкции осевое положение этого опорного диска 17 задается посредством нескольких болтов 20, ввинчиваемых в глухие отверстия 19 сердечника 1, за счет чего может осуществляться раздача кольца 8 и, следовательно, раздача торцевой концевой области 7 оболочки 2 на требуемую величину. Болты 20 расположены вблизи внешнего периметра кольцевого опорного диска 17, что позволяет исключить изгибы и/или деформацию опорного диска 17.
Описанная и проиллюстрированная конструкция работает таким образом, что при смещении или перестановке опорного диска 17 происходит раздача прилегающего к нему кольца 8 без изменения осевого положения этого кольца относительно сердечника 1. Для раздачи или увеличения размера кольца 8, т.е. его растяжения в радиальном направлении и/или тангенциальном направлении, подтягивают болты 20, которыми диск прикреплен к сердечнику 1, при этом, с одной стороны, обеспечивается непроницаемость между кольцом 8 и сердечником 1, а с другой стороны, даже при приложении достаточного усилия сохраняется возможность проскальзывания внутренней поверхности 15 кольца 8 по примыкающей к ней торцевой поверхности сердечника 1.
Особое преимущество конструкции по изобретению заключается в том, что она обеспечивает возможность задания формы поверхности литейного валка в зависимости от профиля планируемого, и/или текущего литья, и/или условий отверждения, так что может быть получена требующаяся и/или приемлемая толщина полосы в краевой области без применения сложных процессов механической обработки типа токарной обработки и шлифования. В частности, при наличии слоя 5 с очень твердой тонкой поверхностью, например, слоя хрома, это обстоятельство оборачивается в огромное преимущество, так как при каждом восстановлении профиля путем механической обработки требуется нанесение нового слоя 5 на оболочке. Кроме того, каждое восстановление профиля механической обработкой требует остановки литейной установки для выполнения необходимой замены литейных валков. Кроме того, для этого необходимо иметь в запасе несколько пар литейных валков. Таким образом, изобретение обеспечивает снижение капиталовложений и складских издержек, а также сокращение простоя установки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УДЛИНЕННЫЙ РЕБРИСТЫЙ ОПОРНЫЙ ВАЛОК ДЛЯ НАПРАВЛЕНИЯ БЕСКОНЕЧНОЙ, ГИБКОЙ, ТЕПЛОПРОВОДНОЙ ЛЕНТЫ ЛИТЕЙНОГО КОНВЕЙЕРА (ВАРИАНТЫ) | 1997 |
|
RU2175587C2 |
| ЛИТОЙ ВАЛОК | 1998 |
|
RU2198063C2 |
| СПОСОБ ЛИТЬЯ ТОНКОЙ ПОЛОСЫ | 2007 |
|
RU2429103C2 |
| ОТЛИВКА ПОЛОСЫ | 2000 |
|
RU2245755C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1997 |
|
RU2195377C2 |
| УСТРОЙСТВО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛОСЫ | 2017 |
|
RU2722550C1 |
| ВАЛОК ДЛЯ ОБРАБОТКИ ДАВЛЕНИЕМ ТОВАРНОГО ПОЛОТНА | 1991 |
|
RU2018732C1 |
| ДВУХВАЛКОВАЯ ЛИТЕЙНАЯ МАШИНА И СПОСОБ УПРАВЛЕНИЯ ЕЮ | 2012 |
|
RU2605026C2 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО УДЕРЖИВАНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА В ГОРИЗОНТАЛЬНЫХ ЛИТЕЙНЫХ МАШИНАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2405652C2 |
| УДЕРЖИВАЮЩЕЕ УСТРОЙСТВО БОКОВОЙ ПЕРЕГОРОДКИ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ТОНКОЙ ПОЛОСЫ С ДВУМЯ ВАЛКАМИ И СПОСОБ ЕГО УСТАНОВКИ | 2016 |
|
RU2726543C1 |
Изобретение относится к области металлургии. Литейный валок устройства для литья тонкой полосы содержит преимущественно цилиндрический сердечник (1), оболочку (2) из меди или медного сплава, снабженную в случае необходимости по меньшей мере одним наружным слоем (5), внутреннюю систему (4) охлаждения и регулировочное приспособление для задания формы литейного валка в его торцевых концевых областях (7). Регулировочное приспособление в каждой торцевой концевой области литейного валка имеет опорный диск (17), который взаимодействует с кольцом (8), радиально охватывающим опорный диск (17) и примыкающим к оболочке (2) изнутри в ее торцевых областях. Продольное положение кольца (8) относительно сердечника (1) жестко зафиксировано. Диск 17 выполнен с возможностью продольного перемещения относительно литейного валка. Технический результат - обеспечение компенсации искажений формы литейного валка, вызванных термическим воздействием за счет простых по конструкции средств. 8 з.п. ф-лы, 1 ил.
| Микропрограммный процессор | 1977 |
|
SU664173A1 |
| Валок для устройства непрерывной разливки тонких металлических изделий | 1990 |
|
SU1819187A3 |
| US 5613546, 25.03.1997 | |||
| JP 60127007, 06.07.1985 | |||
| DE 3839110, 01.06.1989 | |||
| ВАЛОК-КРИСТАЛЛИЗАТОР С ВНУТРЕННИМ ОХЛАЖДЕНИЕМ | 1997 |
|
RU2115507C1 |
| ЛИТЕЙНЫЙ ВАЛОК ДЛЯ УСТАНОВКИ НЕПРЕРЫВНОГО ЛИТЬЯ | 1994 |
|
RU2120348C1 |

