Изобретение относится к износостойким плитам с декоративной поверхностью, а так же к способу их изготовления. В соответствии с настоящим изобретением под декоративной поверхностью понимается выполненный обычным образом посредством приложения давления рисунок, например, имитирующий фактуру древесины. Кроме того, декоративную поверхность может образовывать натуральная деревянная структура.
Паркетные полы имеют декоративные поверхности, изготавливаемые из древесины. Для придания износостойкости этим декоративным покрытиям на них наносится и отверждается одно или более чем одно прозрачное пленочное покрытие. Если наносится несколько пленочных покрытий, каждое из них сначала по меньшей мере частично отверждается (или застывает) перед нанесением на него следующего пленочного покрытия. Отверждение (или застывание) должно предотвратить растворение каждого из пленочных покрытий.
Известно также использование так называемых наполненных покрытий. Это покрытия, содержащие очень мелкие керамические частицы. Обычно размер частиц измеряется в нанометрах. Эти частицы называются наночастицами. Помимо уплотнения поверхности такие покрытия должны дополнительно повышать износостойкость. Однако очень малый размер частиц не позволяет получить износостойкость, равную нескольким тысячам оборотов согласно европейским нормам EN 13329. Кроме того, после каждого нанесения нанесенный слой по меньшей мере частично отверждается (или застывает) во избежание растворения каждого из слоев покрытия. Кроме того, отверждение (или застывание) не позволяет получить очень высокую износостойкость. Таким образом, невозможно получить износостойкость, превышающую 3000 оборотов.
Помимо этого, существуют так называемые ламинатные половые панели, декоративная поверхность которых изготавливается из бумаги с нанесенной печатью. На декоративную поверхность из бумаги наносится износостойкий слой, позволяющий использовать такую панель для полового покрытия. Такая панель раскрыта в патентном документе WO 2005/042644.
Если декоративная бумага расположена на поверхности полового покрытия, то к декоративной бумаге, которая должна изготавливаться с нанесенным на нее износостойким слоем, предъявляются особенно высокие требования. Например, для использования плиты в качестве полового покрытия декоративная поверхность должна иметь достаточно высокую износостойкость. Конкурентоспособное половое покрытие должно иметь износостойкость, равную нескольким тысячам оборотов. Ламинатные половые покрытия, удовлетворяющие только требованиям классов АС 1 и АС 2 согласно европейским нормам EN 13329 и, таким образом, имеющие величину IP (начальной фазы) только 1800 оборотов, практически не пользуются спросом. Например, обратимся к последним данным о продажах компании Kronospan GmbH из Лампертсвальде. 35% от проданных ламинатных изделий для полов относится к классу АС 3, что равнозначно величине износостойкости IP по меньшей мере 2500 оборотов. 60% изделий относится к классу АС 4, что равнозначно величине износостойкости IP по меньшей мере 4000 оборотов. 5% изделий относится к классу АС 5, что равнозначно величине износостойкости IP по меньшей мере 6500 оборотов.
Специалисту понятно, что величина износостойкости IP конкурентоспособных половых покрытий должна составлять по меньшей мере 2500 оборотов.
Кроме того, приобретают важное значение и другие характеристики износостойкости, такие как ударопрочность и механическое сопротивление. Например, красное вино, пролитое из бокала, не должно оставлять пятна на покрытии. На практике, для достижения указанных целей при изготовлении ламинатных полов используется так называемый способ «мокрый по мокрому» с аминовой смолой (среди прочего, согласно патентному документу ЕР 08753999 А2, стр.3, строчка 44), в соответствии с которым декоративная бумага первоначально пропитывается аминовой смолой. На еще мокрую пропитанную декоративную бумагу наносится дисперсия на основе аминовой смолы, содержащая в качестве износостойких, т.е. абразивных частиц, прежде всего (светлый) корунд или, для темного декора, карбид кремния, как описано в патентном документе ЕР 1270811 А1. Бумага используется не только для обеспечения декоративного покрытия. Она также закрепляет нанесенные мокрые аминовые смолы. Это действие сравнимо с закреплением, достигаемым путем отверждения покрытий.
Способ нанесения «мокрый по мокрому» позволяет избежать появления нежелательного граничного слоя. Таким образом, аминовая смола используется, помимо других причин, поскольку после отверждения она создает так называемую матрицу или сетку. Отдельные слои, образованные из аминовой смолы, не только механически прилипают друг к другу. Фактически слои, выполненные из аминовой смолы, сшиты посредством двойных связей. Полученная матрица или сетка обеспечивает жесткое взаимное соединение слоев смолы. Это, в основном, является первым важным условием, позволяющим получить высокую износостойкость.
В соответствии со способом «мокрый по мокрому» износостойкие частицы наносятся в виде дисперсии, поскольку при этом не образуется граничный слой между износостойкими частицами, создающий нежелательный зрительный эффект и, кроме того, таким образом, можно получить очень прочное внедрение износостойких частиц в смоляную матрицу.
Были проведены испытания, в ходе которых износостойкие частицы, например, распылялись, а не наносились в виде дисперсии. Обычно в этом случае очень трудно получить необходимое равномерное распределение, поскольку частицы имеют тенденцию к формированию сгустков (см. патентный документ WO 98/47705, стр.3, пункты 1 и 4). Кроме того, трудно обеспечить достаточную степень внедрения износостойких частиц в смолу.
Таким образом, в настоящее время способ нанесения аминовой смолы «мокрый по мокрому» является практически единственным способом, применяемым в изготовлении ламинатных плит для полов с износостойкой декоративной бумагой, несмотря на то, что изготовление и работа с дисперсией, содержащей износостойкие или абразивные частицы, являются сравнительно сложными технически. На практике, способ, известный из патентного документа WO 2005/042644, в соответствии с которым износостойкие частицы распыляются на декоративную бумагу, применяется только в отдельных случаях.
Для получения высококачественного полового покрытия так же необходимо, чтобы наносимые износостойкие частицы равномерно распределялись на декоративном слое. В противном случае, значения износостойкости колеблются, и в некоторых местах образуются затемнения (см. патентный документ ЕР 0875399 А2, стр.3, строки 24-27). При осуществлении мокрого нанесения для равномерного нанесения в основном требуется, чтобы износостойкие частицы равномерно распределялись и находились в дисперсии аминовой смолы. Это затруднительно, поскольку частицы быстро оседают и, таким образом, происходит расслоение. Это подробно описано, помимо прочего, в патентных документах ЕР 0875399 А2, стр.3, строки 24-30; WO 98/47705, стр.2, абзац 2; ЕР 0875399 А20, стр.2, строки 20-22; ЕР 0875399 А23, столбец 2, строки 48-58; а также в спорном патенте, абзац 4.
Таким образом, на момент подачи заявки специалисту, знакомому с разработками в области износостойких материалов для половых покрытий, известно, что практически единственным способом нанесения декоративной бумаги для половых покрытий является способ «мокрый по мокрому», но равномерное распределение износостойких частиц в дисперсии аминовой смолы представляет собой трудную задачу.
Известны различные предложения, касающиеся решения этой задачи. Постоянно указывается, что для мокрого нанесения износостойкие частицы должны быть особенно мелкозернистыми (ЕР 0875399 А2, п.6 формулы изобретения; DE 19643742 А1, п.2 реферата "feinkörniges Material"; WO 98/47705, стр.2, п.2; DE 2362645, page 4, абзац 1; WO 93/17182, стр.8, строки 18-19; ЕР 0875399 А23, столбец 6, строки 24-25).
Однако величина диаметра износостойких частиц не должна быть слишком маленькой, поскольку в таком случае нельзя добиться высокой износостойкости. Кроме того, в этом случае, количество износостойких частиц должно быть так велико, что они оказывают нежелательное воздействие на внешний вид. Износостойкие частицы диаметром в несколько мкм мало пригодны для создания поверхности с высокой износостойкостью.
После пропитки декоративной бумаги износостойким слоем она наносится на плиту. На декоративную бумагу наносится оверлей. Снизу плита покрывается так называемой стабилизирующей бумагой. Слоистая система прессуется прессом при нагревании. От плиты отпиливают панели необходимого размера и посредством фрезерования изготавливают на них боковые соединительные элементы, такие как шип и паз.
Оверлей необходим для защиты пресса от износостойких частиц. Износостойкие частицы не должны выступать из слоев во время прессования, поскольку в таком случае они могут повредить пресс. Кроме того, износостойкие частицы не должны выступать на готовой ламинатной плите, поскольку иначе поверхность остается шершавой и это оказывает нежелательное влияние на внешний вид. По этой причине, помимо прочего, диаметр износостойких частиц не должен превышать заданного значения. Так, в патентном документе WO 2005/042664 описан наибольший диаметр 200 мкм, что, однако, может осуществляться только при использовании относительно толстой бумаги.
От шершавой поверхности, образованной в результате выступания износостойких частиц, отличаются тисненые поверхности покрытий. Поэтому, например, стальная лента пресса содержит рельеф для тиснения, как описано в патентном документе ЕР 108476402 А2. Такое тиснение в основном обеспечивается благодаря декоративным смолам. Обычно, рисунок, полученный посредством тиснения, имитирует фактуру древесины.
Задачей настоящего изобретения является предложение экономичного решения для создания плиты с декоративной поверхностью и высокой износостойкостью.
Для решения указанной задачи на плиту с декоративной поверхностью наносят покрытие. Износостойкие частицы также наносят на плиту с декоративной поверхностью. Затем наносится пленочное покрытие, и нанесенные покрытия отверждаются. Таким образом, получают плиту, имеющую износостойкую поверхность. Декор плиты может быть выполнен из цельной древесины. Для того чтобы он был виден, используют прозрачные покрытия.
В отличие от известных способов, после нанесения первого пленочного покрытия, оно не отверждается (не застывает) по меньшей мере частично, для закрепления. Кроме того, не используется бумага для закрепления первой нанесенной жидкости.
Настоящее изобретение опровергает распространенное среди специалистов мнение о том, что либо первый жидкий слой должен быть закреплен посредством отверждения (застывания), либо должно применяться другое средство для закрепления, такое как бумага. При этом осуществляется нанесение нескольких покрытий, содержащих износостойкие частицы, которые в этом случае могут иметь относительно большие размеры. Таким образом, износостойкая поверхность с износостойкостью более 3000 оборотов изготавливается без использования бумаги, повышающей стоимость изготовления.
В соответствии с одним из вариантов осуществления настоящего изобретения декор наносится на плиту предпочтительно посредством непрямого гравирования. В отличие от ламинатного полового покрытия с декоративной бумагой первоначально декоративная бумага не используется. Кроме того, в этом случае не требуется стабилизирующая бумага, которая в соответствии с известными способами препятствует отставанию плиты. К тому же экономится другая бумага, содержащая смолу, использующаяся для соединения стабилизирующей бумаги с плитой. Кроме того, экономится оверлей с содержащейся в нем смолой. По этой причине, необходимое количество покрытия зависит теперь только от размера частиц. Количество покрытия должно быть ограничено стоимостью, а также возможностями работы с ним таким образом, чтобы частицы не выступали из покрытия. Таким образом, количество используемого покрытия сведено к минимуму. Непрямое гравирование особенно подходит для нанесения декора непосредственно, например, на ХДФ плиту (древесноволокнистая плита высокой плотности) или МДФ плиту (древесноволокнистая плита средней плотности). Допуски толщины могут регулироваться при помощи регулируемых валиков, используемых при непрямом гравировании. В этом случае используются прозрачные покрытия, так что декор можно видеть.
В соответствии с одним из вариантов осуществления настоящего изобретения для получения высокой износостойкости, ожидаемой европейским потребителем половых покрытий, средний диаметр износостойких частиц составляет приблизительно 10-160 мкм. Предпочтительно средний диаметр составляет 20-40 мкм. Диаметры изготавливаемых износостойких частиц в основном не выходят за пределы среднего диаметра, следовательно, составляют, например, 20-40 мкм.
С одной стороны, таким образом достигается износостойкость безусловно выше 2500 оборотов. В соответствии с действующими нормами, указанными вначале, можно легко получить износостойкость свыше 3000 оборотов. С другой стороны, таким образом гарантируется отсутствие шероховатости поверхности, создаваемой множеством выступающих износостойких частиц. Кроме того, может использоваться достаточно малое количество износостойких частиц, не так сильно ухудшающее внешний вид.
Указанный диапазон 20-40 мкм особенно предпочтителен, поскольку, с одной стороны, достигается желаемая высокая износостойкость, и, с другой стороны, количество практически используемого покрытия не создает никаких трудностей при работе с ним.
В соответствии с одним из вариантов осуществления настоящего изобретения сначала на плиту наносится первый базовый слой покрытия. После этого износостойкие частицы, предпочтительно корунд, распыляются на еще мокрый базовый слой покрытия. Затем на мокрый базовый слой покрытия с нанесенными износостойкими частицами наносится покровный слой, после чего базовый слой и покровный слой совместно отверждаются. Средний диаметр износостойких частиц составляет предпочтительно 10-60 мкм, более предпочтительно 20-40 мкм. Если выбирается средний диаметр 20-40 мкм, то обычно диаметр частиц не превышает 60 мкм.
Неожиданно оказалось, что износостойкие частицы проникают достаточно глубоко в базовый слой покрытия при нанесении посредством распыления, и, таким образом, внедряются в базовый слой покрытия. Это важно для достижения высокой износостойкости и для того, чтобы износостойкие частицы не выступали на поверхность. Так, неожиданно появилась возможность работать без использования дисперсии.
Однако в соответствии с одним из вариантов настоящего изобретения первоначально изготавливается дисперсия, состоящая из материала базового слоя покрытия с находящимися в нем износостойкими частицами. При последующем нанесении путем разбрызгивания дисперсия будет достаточно стабильной, чтобы удерживать износостойкие частицы в суспензии. Однако распыление предпочтительно, поскольку его можно использовать без необходимости применения дисперсии.
Для дальнейшего повышения износостойкости износостойкие частицы предпочтительно покрываются силановым промотором адгезии и распыляются в этом состоянии. Таким образом, происходит дополнительное улучшение внедрения износостойких частиц в покрытие.
В соответствии с одним из вариантов осуществления настоящего изобретения используются покрытия, отверждаемые УФ-излучением, и отверждаются, предпочтительно образуя герметичное покрытие. В случае, если УФ-отверждаемые покрытия отверждаются, образуя герметичное покрытие, двойные связи подвергаются реакции в процессе отверждения более чем на 90%. Наоборот, если не исключать воздух, преобразование двойных связей может достигать 50-60%. Посредством двойной связи создается сетка, проходящая от базового слоя покрытия до покровного слоя. В этом случае достигаются особенно высокие значения износостойкости.
При использовании УФ-отверждаемого покрытия оно предпочтительно содержит добавки фотоинициатора, предпочтительно 0,3-5% по массе. Таким образом, повышается возможность связывания соответствующего используемого покрытия при помощи ультрафиолетового излучения.
В соответствии с одним из вариантов осуществления настоящего изобретения используются покрытия, отверждаемые электронным лучом, которые отверждаются, образуя герметичное покрытие. При этом так же достигается высокая степень прореагировавших двойных связей при отверждении. Создается сетка, так что могут быть получены очень высокие значения износостойкости.
Отверждение герметичных при исключении воздуха взаимосвязанных слоев осуществляется очень легко, когда для этой цели отверждаемая поверхность плиты покрывается пленкой, которая пропускает УФ и электронное излучение, не разрушаясь, например, в процессе отверждения. Пленки на полимерной основе удовлетворяют таким требованиям. Таким образом, может быть исключена технически сложная очистка при помощи инертного газа в процессе отверждения. Кроме того, использование пленки обеспечивает дальнейшее улучшение внедрения износостойких частиц в покрытие.
В соответствии с одним из вариантов осуществления настоящего изобретения декоративная поверхность плиты покрывается в процессе отверждения структурной пленкой, предпочтительно на полимерной основе. С одной стороны, достигается желаемое исключение воздуха в процессе отверждения. С другой стороны, поверхность непосредственно обеспечивается структурой без необходимости выдавливания этой структуры при высоком давлении, как в известных способах.
Покровный слой предпочтительно содержит разделительное средство, позволяющее отделить покрытие, например структурную пленку, после отверждения.
В соответствии с другим вариантом осуществления настоящего изобретения базовый слой покрытия и покровный слой отличаются друг от друга. Базовый слой покрытия выбирается таким образом, чтобы обеспечивать хорошую адгезию к грунтовочнму слою и компенсировать внутренние напряжения. Покровный слой выбирается особенно устойчивым к растяжению, механически упругим и нечувствительным к химическим воздействиям. Для достижения этого покровный слой предпочтительно имеет состав, позволяющий получить более высокий уровень сшивания по сравнению с первым слоем покрытия. Кроме того, покрытия предпочтительно альтернативно или дополнительно содержат добавки, поддерживающие желаемые характеристики.
В соответствии с одним из вариантов осуществления настоящего изобретения используются акрилатные покрытия на полиуретановой основе или на основе алифатического полиэфира, которые оказались пригодными. Для регулирования желаемого уровня сшивки и вязкости, в соответствии с одним из вариантов осуществления настоящего изобретения, к используемым покрытиям добавляются димеры. В соответствии с одним из вариантов осуществления настоящего изобретения для регулирования вязкости добавляются мономеры.
Если покрытие наносится при помощи валика, значение вязкости устанавливается равным предпочтительно 15-180 Па·с, более предпочтительно 60-80 Па·с. Если покрытие наносится путем заливки, значение вязкости устанавливается равным предпочтительно 30-70 Па·с, более предпочтительно 40-60 Па·с.
В целом, в соответствии с настоящим изобретением создается слой, толщина которого составляет предпочтительно до 100 мкм. Этот слой включает в себя оба нанесенных слоя покрытия и содержащиеся в них износостойкие частицы. Этот слой, состоящий из базового и покровного слоев с содержащимися в них износостойкими частицами, предпочтительно имеет толщину по меньшей мере 80 мкм, для того чтобы износостойкие частицы средним диаметром 20-40 мкм не выступали из покрытия и для обеспечения хорошей структуры поверхности, например, имитирующей фактуру древесины.
Таким образом, может быть получена износостойкость до 8500 оборотов. Это значение эквивалентно 34 классу износостойкости половых покрытий.
Ниже настоящее изобретение описывается на примере предпочтительных вариантов осуществления.
Поверхность плиты, представляющей собой плиту ХДФ, ровно шлифуется. На отшлифованную поверхность наносится грунтовка - промотор адгезии. Мокрое покрытие высушивается. Затем поверхность выравнивается при помощи акрилатной системы с высоким содержанием сухого вещества и затем высушивается. Сверху наносится грунтовочная краска для создания, например, яркого фонового оттенка. Грунтовочная краска предпочтительно наносится посредством заливки через щель, поскольку при этом слой краски наносится на поверхность плиты бесконтактным способом. После этого грунтовочная краска высушивается и выравнивается, например, каландром. Затем предпочтительно задняя сторона плиты покрывается вторым слоем краски, создающим барьерный слой против влажности, это препятствует деформации плиты.
Затем на высушенную и выровненную грунтовочную краску при помощи устройства четырехкрасочной печати посредством непрямого гравирования наносят рисунок. Рисунок высушивается.
В качестве базового слоя используется Laromer® UP 35 D фирмы BASF, причем для регулирования степени сшивки и вязкости в качестве сшивающего компонента добавляется Laromer® HDDA фирмы BASF. Laromer® UP 35 D используется для изготовления отверждаемых излучением промежуточного и покровного слоев для дерева и древесных материалов. Речь идет об умеренно реакционноспособной ненасыщенной полиэфирной смоле, приблизительно 55% в дипропиленгликольдиакрилате. Она представляет собой прозрачную, чуть желтоватую средневязкую смолу с вязкостью от 3 до 6 Па·сек. Димер Laromer® HDDA представляет собой гександиолдиакрилат C12H18O4:
Базовый слой наносится в количестве от 20 до 50 г/м2.
Затем на мокрое покрытие распыляются частицы, состоящие из корунда или оксида алюминия. Частицы покрываются силановым промотором адгезии. Средний диаметр частиц составляет 20-40 мкм. Обычно размер диаметра не превышает 60 мкм. Количество корунда зависит от желаемых значений износостойкости. Количество может составлять до 50% по массе по отношению ко всему используемому количеству покрытия. Испытания показали, что уже количество 25 г/м2 дает хорошие значения износостойкости, и это количество практически не оказывает негативного влияния на внешний вид.
После этого наносится покровный слой предпочтительно на базовый слой с распыленными износостойкими частицами. В качестве основной смолы для покровного слоя выбран Laromer® LR 8987 фирмы BASF. Речь идет об акрилатной смоле для изготовления покрытий, отверждаемых излучением, в том числе для дерева и древесных материалов с композицией алифатического уретанакрилата, 70% в гександиолдиакрилате. Вязкость при 23°С составляет 4-6 Па·с. Вследствие этого изготовленные покрытия характеризуются низким уровнем пожелтения. Для отверждения этого покрытия при помощи ультрафиолетового излучения добавляется фотоинициатор в количестве 2-5% по массе. Необходимая вязкость регулируется посредством добавления Laromer® DPGDA фирмы BASF. Таким образом, речь идет о дипропиленгликольдиакрилате C12H18O5:
Нанесение предпочтительно осуществляется способом, представленным на чертеже. На ХДФ плиту 1 с нанесенным базовым слоем 2, содержащим распыленные износостойкие частицы 3, путем вращения валика или катушки 5 посредством валиков 6 и 7 наносится структурная пленка 4. Непосредственно перед нанесением структурной пленки 4 рядом с первым валиком 6, предназначенным для ее нанесения, наносится покровный слой 8, таким образом, что он герметично закрывает поверхность от внешней среды при последующей процедуре отверждения. Над нанесенной структурной пленкой 4 расположено устройство 9 для отверждения базового и покровного слоев при помощи излучения. Структурная пленка 4 сворачивается при помощи следующего валика 10. Плита 1 переносится транспортерной лентой 12 параллельно нанесенной структурной пленке с той же скоростью в направлении стрелки 11.
При помощи структурной пленки достигается необходимое исключение воздуха и создается желаемая структура поверхности. Кроме того, обеспечивается вдавливание указанных износостойких частиц в покрытие. В целом осуществляется соответствующее внедрение износостойких частиц в покрытие. Таким образом, можно легко получить плиту с внедренными в решетку износостойкими частицами, износостойкость которой составляет 4000 оборотов и более согласно EN 13329, статус июнь 2000.
Вместо структурной пленки может так же использоваться пленка со шлифованной поверхностью, если речь идет только о достижении особенно высокой износостойкости без образования структуры поверхности.
Затем от плиты отпиливают половые панели и изготавливают на них боковые соединительные элементы, такие как, например, пазы и шипы, наряду с другими фиксирующими средствами, обеспечивающими бесклеевое соединение панелей. Покрытия могут содержать обычные добавки, такие как кремний, а так же полимеризуемые масла, например, для улучшения смачивания грунтовочного слоя или для улучшения вентиляции или повышения уровня блеска.
Снизу плита, изготовленная в соответствии с настоящим изобретением, может иметь один или более шумопоглощающих слоев. По сравнению с известными решениями обеспечивается особенно хорошее поглощение шума, поскольку в них имеется всего несколько граничных слоев, неблагоприятно отражающих звук. Шумопоглощающий слой в соответствии с настоящим изобретением состоит, например, из термопластичного материала, имеющего особенно высокие релаксационные свойства при температуре окружающей среды. В этом случае звук, направленный в слой, особенно хорошо поглощается при температуре окружающей среды. Слой может быть очень тонким, меньше 1 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ С ПРЯМОЙ ПЕЧАТЬЮ | 2013 |
|
RU2644857C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАМИНАТА | 2008 |
|
RU2458796C2 |
| ПАНЕЛЬ С ПРЯМОЙ ПЕЧАТЬЮ, ИМЕЮЩАЯ ДВУХСЛОЙНУЮ СТРУКТУРУ | 2013 |
|
RU2637559C2 |
| СПОСОБ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ, СОДЕРЖАЩЕГО ТЕКУЧИЙ ПОКРЫВАЮЩИЙ МАТЕРИАЛ | 2006 |
|
RU2419495C2 |
| ДИСПЕРСИЯ ДЛЯ ПОЛУЧЕНИЯ УСТОЙЧИВЫХ К ИСТИРАНИЮ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2661212C2 |
| ПАНЕЛЬ С ПОКРЫТИЕМ, ПОЛУЧЕННАЯ МЕТОДОМ ПРЯМОЙ ПЕЧАТИ | 2012 |
|
RU2604855C2 |
| СПОСОБ ПЕЧАТИ НА ПЛИТАХ | 2012 |
|
RU2598308C2 |
| ДЕКОРАТИВНАЯ БУМАГА С НАНЕСЕННЫМ НА НЕЕ КОРУНДОМ, ПОКРЫТЫМ АДГЕЗИВОМ | 2003 |
|
RU2331583C2 |
| МНОГОСЛОЙНАЯ ПЛИТА | 2008 |
|
RU2449894C2 |
| ПАНЕЛЬ С ПОКРЫТИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ С ПОКРЫТИЕМ | 2016 |
|
RU2712992C1 |
Изобретение имеет отношение к способу изготовления плиты, в частности половой плиты с декоративной поверхностью и высокоизносостойким покрытием и к половой плите, выполненной таким способом. Способ состоит из следующих операций: а) получение плиты (1) с декоративной поверхностью, состоящей из древесины или древесного материала; b) нанесение на нее отверждаемого базового слоя (2); с) нанесение износостойких частиц (3) оксида алюминия и/или корунда на влажный базовый слой; d) нанесение на износостойкие частицы (3) и еще влажный базовый слой покровного слоя (8); е) отверждение обоих нанесенных покрытий (2, 8). Указанные слои представляют собой акрилатные покрытия на полиуретановой основе или на основе алифатического полиэфира. Технический результат - высокая износостойкость полученной декоративной половой плиты. 2 н. и 15 з.п. ф-лы, 1 ил.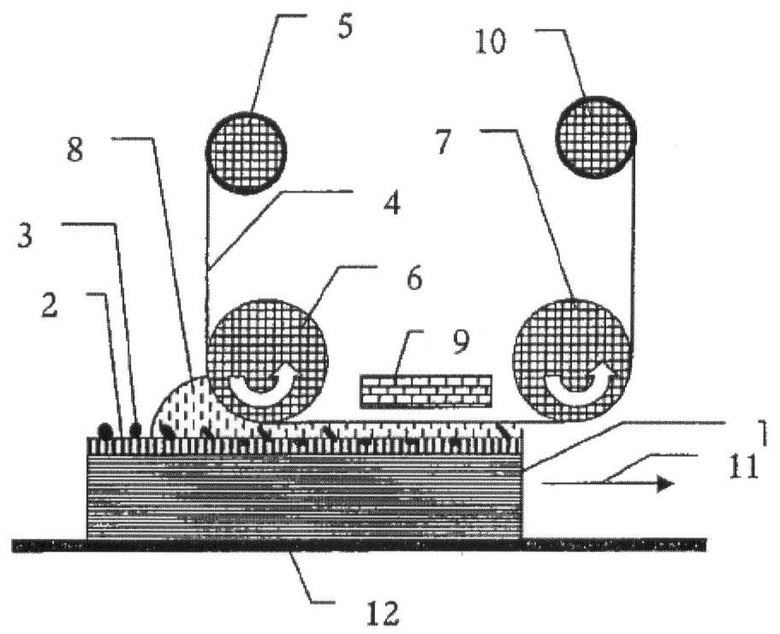
1. Способ изготовления плиты, в частности половой плиты с декоративной поверхностью и высокоизносостойким покрытием, состоящий из следующих операций:
a) получение плиты (1) с декоративной поверхностью, состоящей из древесины или древесного материала;
b) нанесение на нее отверждаемого базового слоя (2);
c) нанесение износостойких частиц (3) оксида алюминия и/или корунда на влажный базовый слой;
d) нанесение на износостойкие частицы (3) и еще влажный базовый слой покровного слоя (8);
e) отверждение обоих нанесенных покрытий (2, 8),
где указанные слои представляют собой акрилатные покрытия на полиуретановой основе или на основе алифатического полиэфира.
2. Способ по п.1, отличающийся тем, что нанесенные покрытия (2, 8) отверждают посредством излучения.
3. Способ по п.1, отличающийся тем, что нанесенные покрытия (2, 8) покрывают пленкой (4) и отверждают в покрытом состоянии.
4. Способ по п.1, отличающийся тем, что нанесенные покрытия (2, 8) покрывают пленкой (4) и отверждают в покрытом состоянии, причем пленка (4) является структурной пленкой.
5. Способ по п.1, отличающийся тем, что плита состоит из дерева или древесного материала, в частности из ХДФ.
6. Способ по п.1, отличающийся тем, что износостойкие частицы (3) состоят из корунда.
7. Способ по п.1, отличающийся тем, что износостойкие частицы (3) состоят из корунда и имеют средний диаметр, равный 10-60 мкм.
8. Способ по п.1, отличающийся тем, что износостойкие частицы (3) состоят из корунда и имеют средний диаметр, равный 20-40 мкм.
9. Способ по п.1, отличающийся тем, что износостойкие частицы (3) покрывают силановым промотором адгезии.
10. Способ по п.1, отличающийся тем, что износостойкие частицы (3) распределяются в сшитом покрытии (2, 8).
11. Способ п.1, отличающийся тем, что износостойкие частицы (3) распределяются в сшитом покрытии (2, 8), в котором предпочтительно до 90% двойных связей прореагировало.
12. Способ по п.1, отличающийся тем, что покрытие (2, 8) содержит добавки фотоинициаторов.
13. Способ по п.1, отличающийся тем, что базовый слой имеет более низкую степень сшивки по сравнению с расположенным выше покровным слоем.
14. Способ по п.1, отличающийся тем, что пленочное покрытие (2, 8) наносят толщиной до 100 мкм.
15. Способ по п.1, отличающийся тем, что на отшлифованную и выровненную поверхность плиты (1) наносят декор.
16. Способ по п.1, отличающийся тем, что на отшлифованную и выровненную поверхность плиты (1), содержащую промотор адгезии и/или базовый слой покрытия, наносят декор.
17. Половая панель, полученная из плиты, изготовленной в соответствии со способом по любому из пп.1-16.
| ЯКОВЛЕВ А.Д | |||
| Химия и технология лакокрасочных покрытий | |||
| - Л.: Химия, 1981, с.308-310, 313-314 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| 1999 |
|
RU2213668C2 | |
| WO 00/44984 А, 03.08.2000 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| DE 19508797 С1, 29.08.1996 | |||
| Способ контроля процесса формования полимерных нитей | 1981 |
|
SU1245627A1 |
| 1999 |
|
RU2226578C2 | |

