Предлагаемое изобретение относится к области электровакуумных приборов, а именно к способу пайки различных узлов, входящих в состав электровакуумных приборов.
При пайке узлов встречается необходимость ограничить растекание расплавленного припоя по поверхности соединяемых деталей. Ограничение растекаемости припоев по поверхности деталей электровакуумных приборов необходимо, например, для того чтобы:
1) предотвратить растекаемость припоя, содержащего серебро, на большие площади. Испарение серебра при работе электровакуумного прибора может привести к отравлению катодов и таким образом к ухудшению работы прибора. Кроме этого растекаемость припоя по поверхности деталей приводит к растравливанию этой поверхности, что может привести к нарушению вакуумной плотности материала и увеличению потерь СВЧ поля.
2) предотвратить попадание припоя на различные покрытия, такие как пористый альсифер, поглощающий СВЧ колебания, бронирующий пиролитический вольфрам и др., что приводит к ухудшению рабочих свойств поверхности таких покрытий.
3) предотвратить растекаемость припоев, имеющих высокий коэффициент вторичной электронной эмиссии, по поверхности, подвергаемой электронной бомбардировке (например, поверхность пролетных каналов клистрона, токовоспринимающая поверхность коллектора и др.), что может повлиять на стабильную работу прибора и величину КПД.
Для ограничения растекания припоя по поверхности паяемого материала применяют различные способы, такие как: выполнение ограничивающих канавок или полировку поверхности на пути течения припоя (Ю.Ю.Инфомовский, В.И.Гирш, И.М.Филиппов. Повышение эффективности производства паяных конструкций. - М., 1983), нанесение специальных покрытий, не смачивающихся припоями, на паяемые поверхности. К таким покрытиям относятся: покрытия из смеси порошков на основе стекла или порошка гидрида титана (SU 1076238, В23К 35/36, В23К 35/24), покрытие хромом (А.С.Гладков, О.П.Подвигина, О.В.Чернов. Пайка деталей электровакуумных приборов. - М.: «Энергия», 1967, стр.119). Кроме этого нержавеющая сталь, а также нихром, при нагреве в атмосфере, содержащей незначительное количество кислорода или паров воды, покрываются плотной прочной пленкой окислов, которые не смачиваются припоями (Р.Е.Ковалевский, А.А.Чекмарев. Конструирование и технология вакуумноплотных паяных соединений. - М.: «Энергия», 1968, стр.127-130; А.С.Гладков, О.П.Подвигина, О.В.Чернов. Пайка деталей электровакуумных приборов. - М.: «Энергия», 1967, стр.126-130). В связи с этим часто прибегают к использованию оснасток или проволоки из нержавеющей стали или нихрома, предварительно окисленных, локализующих область пайки.
Все эти способы ограничения растекания расплавленного припоя по поверхности паяемых деталей имеют свои недостатки: выполнение специальных канавок может сыграть роль концентраторов напряжений, что снижает механическую и электрическую прочность прибора, а создание полированной поверхности - сложная задача и экономически невыгодная, при высокотемпературном нагреве в защитной атмосфере гидрид титана имеет свойство отслаиваться от поверхности и осыпаться, применение различного рода оснасток требует извлечения их после процесса пайки и сборки, что, в случае труднодоступных областей прибора, не всегда возможно, кроме этого при температуре выше 1000°С в среде водорода окислы частично восстанавливаются, и зачастую, происходит припаивание их к детали.
Также известно, что области электровакуумного прибора, подвергающиеся электронной бомбардировке, защищают покрытиями с коэффициентом вторичной электронной эмиссии меньше единицы (антидинатронное свойство) (И.Д.Груев, Н.И.Матвеева, Н.Г.Сергеева. Электрохимические покрытия изделий радиоэлектронной аппаратуры. - М.: «Радио и связь», 1988, стр.15-17), во избежание, например, отражения электронов от стенок пролетных каналов клистрона, уменьшающего КПД прибора. В то же время для уменьшения вторичной электронной эмиссии с таких поверхностей необходимо, как говорилось выше, ограждать паяемые детали от излишней растекаемости расплавленного припоя по их поверхностям. В связи с этим, еще одним недостатком, относящимся к известным покрытиям, предотвращающим растекаемость припоя по поверхности паяемой детали, является то, что они не обладают антидинатронным свойством.
Решаемой технической задачей является поиск материала, совмещающего в себе одновременно антидинатронное свойство и предотвращающего растекаемость припоев по поверхности деталей.
Известно, что одним из покрытий, обладающим антидинатронным свойством, является покрытие черным хромом (М.А.Дасоян, И.Я.Пальмская, Е.В.Сахарова. Технология электрохимических покрытий. - Л.: «Машиностроение», 1989, стр.217). Такое покрытие практически не содержит металлического хрома. Оно представляет собой композицию, в которую входят оксиды, гидрооксиды, а также гидрид хрома. Кроме этого черные хромовые покрытия обладают высокой твердостью и износостойкостью (A.M.Гинберг. Технология гальванотехники. - Л.: «СУДПРОМ ГИЗ», 1962, стр.128-129). При предварительном нанесении тонкого слоя никеля на поверхность детали, покрытия черного хрома приобретают также высокую коррозионную стойкость (Я.В.Вайнер, М.А.Дасоян. Технология электрохимических покрытий. - Л.: «МАШГИЗ», 1962, стр.241-242).
Нами экспериментально было установлено, что черный хром не смачивается припоями на золотой, медной и серебряной основах.
Сущность изобретения заключается в том, чтобы для ограничения растекания расплавленного припоя по поверхностям паяемых деталей использовать покрытие черным хромом, которое не смачивается припоями на золотой, медной и серебряной основах и в тоже время обладает антидинатронным свойством. Предлагаемое покрытие особенно целесообразно применять для пайки деталей электровакуумных приборов, поверхность которых должна обладать низким коэффициентом вторичной электронной эмиссии.
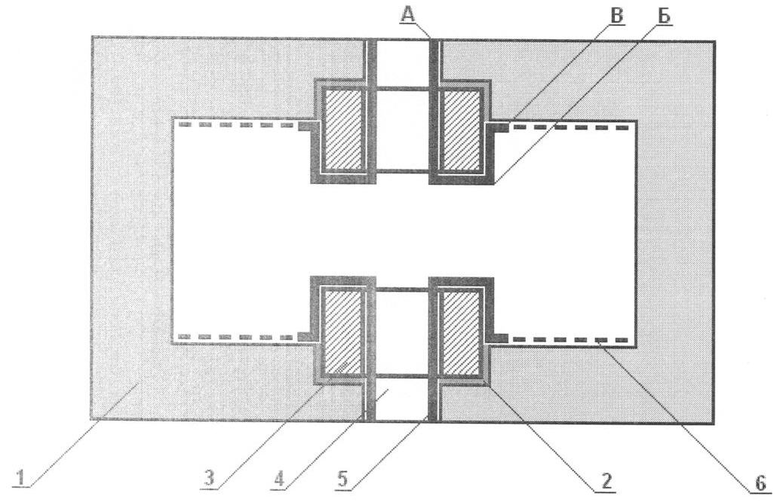
На чертеже представлено использование покрытия черным хромом поверхности деталей электровакуумного прибора на примере одного из резонаторов однолучевого клистрона. В медный корпус 1 припоем 2 впаяны молибденовые крышки 3. Поверхность пролетного канала 4 должна обладать низким коэффициентом вторичной электронной эмиссии. Для этого внутренняя и наружная поверхность молибденовой крышки 3, а также участок пролетного канала 4, изготовленный в медном корпусе 1, покрыты черным хромом 5. На участке А-Б покрытие черным хромом 5 выполняет двойную роль: предотвращает затекание припоя 2 в область пролетного канала 4 и уменьшает вторичную электронную эмиссию с поверхности пролетного канала 4. На участке Б-В покрытие черным хромом 5 выполняет только роль покрытия, предотвращающего попадание припоя 2 на пористое покрытие из альсифера 6.
В экспериментальной пайке различных узлов электровакуумных приборов покрытие поверхности паяемых деталей черным хромом осуществлялось гальваническим способом. Состав электролита: хромовый ангидрид CrO3 300 г/л, натрий азотнокислый NaNO3 9 г/л, барий уксуснокислый (СН3СОО)2Ва 5 г/л, борная кислота Н3ВО3 12 г/л. При этом этапы и режимы нанесения покрытия черного хрома, аналогичны этапам и режимам нанесения черного хрома в целях получения покрытия, обладающего только антидинатронным свойством (Я.В.Вайнер, М.А.Дасоян. Технология электрохимических покрытий. - Л.: «МАШГИЗ», 1962, стр.241-242; A.M.Гинберг. Технология гальванотехники. - Л.: «СУДПРОМ ГИЗ», 1962, стр.128-129; М.А.Дасоян, И.Я.Пальмская, Е.В.Сахарова. Технология электрохимических покрытий. - Л.: «Машиностроение», 1989, стр.217).
Проверка поверхности деталей после пайки показала, что покрытие черным хромом четко локализует область пайки.
Использование черного хрома в качестве покрытия, предотвращающего растекание припоев по поверхностям паяемых деталей, при использовании в качестве припоя припоев на основе золота или серебра, или меди нигде не опубликовано.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вакуумноплотной пайки керамики с металлами и неметаллами | 2019 |
|
RU2722294C1 |
| СВЯЗУЮЩЕЕ ВЕЩЕСТВО ПАЯЛЬНОЙ ПАСТЫ | 2011 |
|
RU2454308C1 |
| Способ ограничения растекания припоя по поверхности | 1974 |
|
SU534319A1 |
| ПРИПОЙ НА ОСНОВЕ МЕДИ | 2004 |
|
RU2279957C1 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2009 |
|
RU2400340C1 |
| БЕССВИНЦОВЫЙ ПРИПОЙ | 2011 |
|
RU2477207C1 |
| Способ бесфлюсовой низкотемпературной пайки микрополосковых устройств | 1981 |
|
SU965656A1 |
| Гетерогенный активный припой для пайки металлокерамических и керамических вакуумно-плотных соединений | 2019 |
|
RU2717766C1 |
| ТЕПЛОНОСИТЕЛЬ ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ ПОГРУЖЕНИЕМ | 2003 |
|
RU2254217C2 |
| ПРИПОЙ ДЛЯ ПАЙКИ | 2008 |
|
RU2374056C1 |
Изобретение может быть использовано при пайке различных узлов электровакуумных приборов, поверхность которых должна обладать низким коэффициентом вторичной электронной эмиссии. Для ограничения растекания расплавленного припоя по поверхностям элементов получают покрытие нанесением черного хрома. На паяемых поверхностях размещают припой на основе золота или серебра, или меди. Покрытие черным хромом не смачивается припоями на золотой, медной и серебряной основе, обеспечивая локализацию области пайки, и одновременно обладает антидинатронным свойством. 1 ил.
Способ пайки элементов электровакуумных приборов, включающий нанесение покрытия для ограничения растекания расплавленного припоя по поверхностям элементов и размещение припоя на паяемых поверхностях, отличающийся тем, что в качестве припоя используют припой на основе золота, или серебра, или меди, а упомянутое покрытие получают нанесением черного хрома.
| Состав для ограничения растекания припоя | 1982 |
|
SU1076238A1 |
| Способ изготовления металлокерамических вводов и выводов энергии электровакуумных приборов | 1981 |
|
SU966786A1 |
| Антидинатронное покрытие для электродов электровакуумных приборов на основе хрома и оксида хрома и электролит для его получения | 1980 |
|
SU957316A1 |
| Состав для ограничения растекания припоя | 1977 |
|
SU651922A1 |

