Настоящее изобретение относится к соединительному материалу для позиционирования припоя на по меньшей мере частично металлической поверхности, к способу изготовления сотового элемента с использованием подобного соединительного материала, к соответствующему сотовому элементу и к имеющему двигатель транспортному средству с соответствующим сотовым элементом. Такие сотовые элементы преимущественно используются в автомобильной системе выпуска отработавших газов (ОГ), прежде всего в качестве носителей каталитических нейтрализаторов или фильтров.
Сотовые элементы обычно изготавливают из керамического материала либо в виде металлической сотовой структуры. Металлические сотовые элементы подразделяют главным образом на два конструктивных типа. Металлические сотовые элементы одного конструктивного типа, которые были разработаны первыми и типичные примеры которых представлены в DE 2902779 А1, имеют спиральную конструкцию, для получения которой один гладкий и один гофрированный металлические листы накладывают один на другой и затем свертывают их в рулон со спиральной навивкой, т.е. в рулон, в котором, если смотреть в его поперечном сечении, металлические листы свернуты по спирали. Металлические сотовые элементы другого конструктивного типа изготавливают из множества попеременно чередующихся гладких и гофрированных или по-разному гофрированных металлических листов, которые сначала набирают в один или несколько пакетов, которые затем совместно скручивают или свертывают в рулон. При этом концы всех металлических листов оказываются обращены наружу и могут быть соединены с корпусом или трубчатым кожухом с образованием многочисленных соединений, повышающих долговечность сотового элемента. Типичные примеры металлических сотовых элементов этого конструктивного типа представлены в ЕР 0245737 В1 или WO 90/03220.
При изготовлении сотового элемента из металлических или по меньшей мере частично металлических слоев последние необходимо неразъемно соединять между собой для получения обладающего высокой долговечностью сотового элемента. Поскольку система выпуска ОГ, которой оснащается транспортное средство, регулярно нагревается до высоких температур, образующие сотовый элемент слои обычно соединяют пайкой при высоких температурах, т.е. так называемой высокотемпературной пайкой или пайкой твердым припоем. В системе выпуска ОГ сотовые элементы подвергаются высоким механическим нагрузкам, причиной которых являются, с одной стороны, тряска автомобиля при его движении, передаваемая также на сотовый элемент, а с другой стороны, термические нагрузки. Высокие механические нагрузки, действию которых подвергается сотовый элемент, обусловлены высокой температурой потока ОГ, а также пульсирующим характером его движения. Сотовые же элементы, используемые прежде всего в качестве носителей каталитических нейтрализаторов, подвергаются воздействию еще более высоких нагрузок, обусловленных обычно экзотермическим характером реакции, катализируемой нанесенным на носитель каталитического нейтрализатора катализатором. В целом же сотовый элемент в системе выпуска ОГ подвергается воздействию высоких нагрузок, связанных со значительными температурными градиентами и тепловыми переходными процессами. Указанные факторы являются причиной значительных тепловых деформаций сотового элемента. С учетом этого при выполнении сотового элемента жестким, т.е. при соединении образующих его слоев по всему поперечному сечению сотового элемента и по всей его длине с соседними слоями в соответствующих местах соединения, существует высокая вероятность термического разрушения таких соединений, по причине чего представляется целесообразным выполнять сотовый элемент максимально гибким с минимально возможным количеством мест соединения между собой образующих его слоев. С другой стороны, при слишком малом количестве мест соединения между собой образующих сотовый элемент слоев относительно рано происходит усталостное разрушение таких соединений.
По указанным выше причинам в настоящее время образующие сотовый элемент слои стремятся соединять между собой только в определенных дискретных местах. Так, в частности, из DE 10338360 известен способ, при осуществлении которого адгезив наносят каплями только в те места слоев, в которых они в последующем должны быть соединены между собой. После свертывания слоев в рулон, соответственно после их набора в пакет и скручивания на слои наносят порошковый припой, который прилипает к ним только в местах, покрытых адгезивом. Аналогичный способ известен из ЕР 0422000 и заключается в том, что на слои сначала губкой наносят адгезив и после этого на них наносят порошковый припой. Из DE 3711626 в свою очередь известно нанесение припоя путем термического напыления. В данном случае создание дискретных мест соединения между собой слоев обеспечивается за счет использования соответствующей маски при термическом напылении припоя. Помимо этого в DE 3312944 А1 говорится о том, что смещенное нанесение припоя на образующие сотовый элемент слои положительно сказывается на его характеристиках теплового расширения.
Все описанные выше способы нанесения припоя только в дискретных местах соединения слоев относительно трудоемки, поскольку в одних случаях требуется реализация достаточно сложных мер для нанесения адгезива на слои только в определенных их местах, а в других случаях требуется соответственно точное позиционирование маски. Помимо этого для выполнения паяных соединений известно применение припоя, выполненного в виде фольги или проволоки (фольгового, соответственно проволочного припоя). Каждый из таких материалов представляет собой непрерывный припойный материал, с использованием которого образование дискретных мест соединения слоев невозможно.
Исходя из вышеизложенного в основу настоящего изобретения была положена задача разработать соединительный материал, который обеспечивал бы возможность выполнения дискретных паяных соединений между двумя металлическими структурами. Еще одна задача изобретения состояла также в разработке соответствующего способа изготовления сотового элемента, соответствующего сотового элемента и соответствующего транспортного средства с двигателем.
Указанные задачи решаются с помощью соединительного материала с отличительными признаками, представленными в п.1 формулы изобретения, с помощью способа, заявленного в п.8 формулы изобретения, с помощью сотового элемента, заявленного в п.23 формулы изобретения, и с помощью транспортного средства с двигателем, заявленного в п.29 формулы изобретения. Различные предпочтительные варианты осуществления изобретения приведены в соответствующих зависимых пунктах формулы изобретения.
Предлагаемый в изобретении соединительный материал для позиционирования припоя в по меньшей мере одном дискретном месте соединения на по меньшей мере частично металлической поверхности сотового элемента системы выпуска отработавших газов, содержащий припой, расположенный дискретно на непрерывной или сплошной подложке, отличается тем, что припой по меньшей мере частично выполнен в виде фольги и зафиксирован на подложке первым адгезивом, а с обращенной от подложки стороны снабжен вторым адгезивом.
Преимущество подобного соединительного материала состоит в том, что он позволяет позиционировать припой дискретными участками в местах соединения на металлических поверхностях без необходимости, например, нанесения на них адгезива перед нанесением припоя. Так, в частности, подобный соединительный материал может оставаться на соединяемых металлических поверхностях свертываемых в рулон или подвергаемых формообразующей обработке слоев. Для этого может оказаться предпочтительным снабжать подложку и/или припой адгезивами, фиксирующими соединительный материал на соединяемых поверхностях и обеспечивающих тем самым нанесение припоя на металлические поверхности и их последующее соединение между собой в точно заданных местах соединения. На подложке и/или припое могут быть предусмотрены метки, облегчающие позиционирование соединительного материала.
Предлагаемый в изобретении соединительный материал позволяет простым и экономичным образом изготавливать упругие и одновременно долговечные сотовые элементы.
В настоящем изобретении впервые предлагается непрерывный или сплошной материал, позволяющий позиционировать припой в дискретных (локально ограниченных) местах. При применении припоя в виде непрерывных или сплошных материалов, таких, например, как сплошной припой, выполненный в виде фольги, невозможно обеспечить целенаправленное нанесение припоя, а тем самым и соединение в дискретных местах подвергаемой пайке по меньшей мере частично металлической поверхности, тогда как целенаправленное снабжение припоем дискретных мест путем нанесения адгезива и последующего нанесения припоя связано с высокими затратами и прежде всего при изготовлении сотовых элементов требует высокой точности нанесения указанных материалов. Преимущество же предлагаемого в изобретении соединительного материала состоит в том, что он облегчает оперирование с припоем и упрощает выполнение дискретных соединений между по меньшей мере частично металлическими поверхностями. Под по меньшей мере частично металлической поверхностью в данном контексте подразумевается прежде всего поверхность, которая полностью или частично является металлической. Подобная поверхность может представлять собой поверхность металлического листа, но может также представлять собой поверхность волокнистого слоя, содержащего также керамические волокна. Так, например, по меньшей мере частично металлическая поверхность может также представлять собой поверхность мата из переплетенных металлических и керамических волокон, который может использоваться в качестве фильтрующего мата, например, в фильтрах для улавливания частиц, которыми оснащаются транспортные средства с дизельными двигателями.
Припой, выполненный в виде фольги, наиболее выгоден при необходимости соединения между собой плоских или ровных поверхностей. Преимущество, связанное с применением припоя в виде фольги (фольговый припой), состоит далее в том, что при деформировании соединяемых пайкой поверхностей, когда, например, одна поверхность скользит по другой, образованные выполненным в виде фольги припоем места соединения практически не деформируются или не смещаются. При частичном же выполнении припоя в виде фольги он представлен частично в виде порошкового или зернистого припоя, что может оказаться предпочтительным прежде всего при необходимости сгибания соединительного материала, например при его наложении на криволинейную металлическую поверхность. Помимо этого применение припоя в виде порошкового или зернистого припоя позволяет прежде всего согласовывать размер его частиц или зерен, например, с толщиной образующих сотовый элемент слоев и формой их соединяемых пайкой поверхностей, поскольку для обеспечения оптимального соединения между собой металлических поверхностей гранулометрическую фракцию порошкового или зернистого припоя можно варьировать в зависимости от указанных параметров (толщины и формы).
Применение второго адгезива особенно выгодно с точки зрения переноса припоя на снабжаемую им металлическую поверхность путем прокатывания соединительного материала. Для этого соединительный материал по всей его длине прокатывают по по меньшей мере частично металлической поверхности, к которой в результате припой приклеивается вторым адгезивом. После этого подложку можно просто снять с припоя. В этом случае припой, таким образом, наклеивают на по меньшей мере частично металлическую поверхность подобно наклейке. В этом отношении наиболее предпочтительно, чтобы первый адгезив обладал первой силой адгезии, которая превышает вторую силу адгезии, которой обладает второй адгезив. Кроме того, второй адгезив легко наносится на припой в виде фольги.
В качестве первого адгезива можно использовать, например, известные органические клеи или клеи на водной основе. Первый адгезив обеспечивает прочное сцепление припоя с подложкой, благодаря которому обеспечивается надежное и точное позиционирование припоя за счет позиционирования подложки относительно соединяемых пайкой по меньшей мере частично металлических поверхностей.
В предпочтительном варианте выполнения предлагаемого в изобретении соединительного материала при выполнении припоя частично в виде фольги он представлен частично в виде порошкового или зернистого припоя.
В следующем предпочтительном варианте выполнения предлагаемого в изобретении соединительного материала обращенная от припоя сторона подложки снабжена третьим адгезивом.
Наличие такого третьего адгезива позволяет простым путем фиксировать соединительный материал. Так, в частности, наличие третьего адгезива позволяет также предварительно фиксировать подвергаемое пайке изделие. Еще одно преимущество, связанное с наличием третьего адгезива, состоит в повышении точности позиционирования припоя относительно подвергаемой пайке по меньшей мере частично металлической поверхности, поскольку в последующем предотвращается смещение соединительного материала относительно поверхности.
В другом предпочтительном варианте выполнения предлагаемого в изобретении соединительного материала его подложка выполнена из металла или полимерного материала и/или бумаги, предпочтительно из полимерного материала и/или бумаги.
Полимерные материалы, равно как и металлы и бумага обеспечивают возможность простого изготовления соединительного материала и оперирования с ним. В предпочтительном варианте можно использовать подложки, известные по их применению в технологии изготовления наклеек. В качестве подложки согласно изобретению можно использовать также бумагу с полимерным покрытием.
В еще одном предпочтительном варианте выполнения предлагаемого в изобретении соединительного материала подложка характеризуется критической температурой, при превышении которой подложка разрушается и которая меньше температуры плавления припоя или равна ей. В этом отношении наиболее предпочтительно, чтобы подложка при нагреве до по меньшей мере критической температуры по меньшей мере частично испарялась, соответственно по меньшей мере частично разлагалась, предпочтительно практически без остатка испарялась, соответственно практически без остатка разлагалась.
Преимущество этого варианта состоит в отсутствии остатков подложки в конечном изделии после его пайки. Испарение подложки может происходить прежде всего при ее по меньшей мере частичном выполнении из полимерного материала. Согласно изобретению возможно также практически полное сгорание подложки.
Еще одним объектом настоящего изобретения является способ изготовления сотового элемента с сотовой структурой, имеющей по меньшей мере частично проточные для текучей среды полости, заключающийся по меньшей мере в том, что
A) подготавливают по меньшей мере один по меньшей мере частично металлической слой,
Б) на по меньшей мере одном из слоев по меньшей мере в его местах соединения позиционируют припой,
B) из по меньшей мере одного слоя формируют сотовую структуру,
Г) при необходимости подготавливают трубчатый кожух,
Д) при необходимости на по меньшей мере одном соединительном участке наружной поверхности сотовой структуры и/или внутренней поверхности трубчатого кожуха позиционируют припой,
Е) при необходимости сотовую структуру помещают в трубчатый кожух,
Ж) проводят процесс пайки,
при этом на стадии Б) и/или стадии Д) припой по меньшей мере частично позиционируют в виде предлагаемого в изобретении соединительного материала.
Предлагаемым в изобретении способом можно, таким образом, изготавливать из по меньшей мере частично металлических слоев сотовый элемент только с сотовой структурой и сотовый элемент с сотовой структурой и охватывающим ее трубчатым кожухом, предпочтительно металлическим. При этом предлагаемый в изобретении соединительный материал и/или наклеенный припой в виде фольги можно использовать и для создания соединений в сотовой структуре, и для соединения сотовой структуры с трубчатым кожухом. Согласно изобретению предлагаемый в изобретении способ можно использовать в комбинации с любыми иными способами нанесения припоя. Для наклеивания припоя в виде фольги можно использовать все известные, применяемые в этих целях адгезивы, например адгезивы на водной или органической основе. Предлагаемый в изобретении способ изготовления сотового элемента впервые предоставляет возможность экономически эффективного изготовления сотовых элементов со смещенными паяными соединениями, известными из DE 3312944 А1.
Изготовленные предлагаемым в изобретении способом сотовые элементы пригодны для применения главным образом в автомобилестроении, прежде всего в автомобильной системе выпуска ОГ. В системе выпуска ОГ изготовленный предлагаемым в изобретении способом сотовый элемент можно использовать в качестве, например, носителя каталитического нейтрализатора, фильтра, адсорбера и/или глушителя. Соответственно по меньшей мере частично металлические слои могут по меньшей мере частично представлять собой металлические листы, волокнистые слои, фильтрующие слои и/или комбинированные слои. Под комбинированным слоем подразумевается, например, слой, состоящий одновременно из металлических и неметаллических компонентов, например керамический волокнистый слой, удерживаемый в пористом металлическом наружном слое. Помимо этого слой согласно изобретению может также состоять из любой комбинации субслоев, например может представлять собой волокнистый слой, усиленный отдельными металлическими листовыми фрагментами, или иной аналогичный слой. Предлагаемым в изобретении способом можно также изготавливать сотовые элементы большого диаметра, прежде всего сотовые элементы диаметром более 150 мм. Под диаметром сотового элемента некруглого поперечного сечения подразумевается характеристический размер этого поперечного сечения, например максимальный, минимальный или усредненный диаметр.
Предлагаемый в изобретении способ изготовления сотового элемента позволяет при простом и экономичном позиционировании припоя соединять слои между собой и/или соединять сотовую структуру с трубчатым кожухом только в строго определенных дискретных местах соединения. Предлагаемый в изобретении способ позволяет, в частности, изготавливать сотовые элементы, обладающие гибкостью, степень которой можно согласовывать, например, и с условиями их последующего применения, т.е. прежде всего с ожидаемым объемным расходом потоков ОГ, частотой пульсации этих потоков и величиной их импульсов. Предлагаемым в изобретении способом можно, в частности, эффективно изготавливать сотовые элементы с повышенной долговечностью. Такие сотовые элементы можно изготавливать простым и экономичным путем с использованием предлагаемого в изобретении соединительного материала или наклеиваемого припоя, выполненного в виде фольги. В предпочтительном варианте на одном слое и прежде всего также на обеих его сторонах можно предусматривать несколько мест соединения.
В одном из предпочтительных вариантов осуществления предлагаемого в изобретении способа припой, выполненный в виде фольги, до или после выполнения стадии Б) обрезают по размеру места соединения.
В соответствии с этим вариантом, таким образом, размеры припоя, выполненного в виде фольги, после его обрезания соответствуют требуемым размерам места соединения.
Подобный выполненный в виде фольги припой на подложке представляет собой описанный выше соединительный материал. Очевидно, однако, что на подложке может также присутствовать сплошной выполненный в виде фольги припой, обрезаемый по требуемому размеру соответствующего места соединения. Сплошной выполненный в виде фольги припой может иметь места его запрограммированного разрыва, по которым от него можно отделять куски требуемых размеров.
В следующем предпочтительном варианте осуществления предлагаемого в изобретении способа на стадии А) подготавливают по меньшей мере один по меньшей мере частично профилированный слой.
В другом варианте осуществления предлагаемого в изобретении способа на стадии А) подготавливают по меньшей мере один в основном гладкий слой.
В соответствии с этими вариантами предлагаемым в изобретении способом можно, например, изготавливать сотовую структуру, свертывая на стадии В) в рулон со спиральной навивкой по меньшей мере один по меньшей мере частично профилированный слой и при необходимости по меньшей мере один в основном гладкий слой. Под в основном гладким слоем подразумевается слой, который может быть полностью гладким, но может иметь и микропрофильные или микрорельефные элементы, амплитуда или высота которых существенно меньше амплитуды или высоты профильных элементов, образующих профильную структуру по меньшей мере частично профилированного слоя. Под профильной структурой подразумевается прежде всего гофрированная или волнообразная структура с, например, синусоидальным, пилообразным и/или треугольным профилем. В предпочтительном варианте профильная структура является периодической, т.е. имеет характеристический шаг повторения составляющих ее профильных элементов, который, например, в случае гофрированный структуры соответствует шагу гофров.
Сотовую структуру можно также формировать на стадии В), например путем набора в по меньшей мере один пакет по меньшей мере одного по меньшей мере частично профилированного слоя и при необходимости по меньшей мере одного в основном гладкого слоя и одно- или разнонаправленного скручивания в рулон полученного по меньшей мере одного пакета.
Таким путем в зависимости от конкретного исполнения слоев можно, в частности, изготавливать сотовые элементы, имеющие сотовую структуру с каналами, проходящими через нее в продольном направлении. Помимо этого согласно изобретению можно также изготавливать сотовую структуру с частично глухими каналами, с потоконаправлющими структурами в стенке канала, с перфорациями, с завихряющими структурами и т.д.
В еще одном предпочтительном варианте осуществления предлагаемого в изобретении способа используют по меньшей мере частично профилированный слой, профильная структура которого характеризуется в своем поперечном направлении расстоянием между двумя ее соседними экстремумами, прежде всего шагом гофров, при этом по меньшей мере часть мест соединения в поперечном направлении профильной структуры имеет протяженность, превышающую указанное характеристическое расстояние между двумя ее соседними экстремумами.
При помещении соединительного материала или выполненного в виде фольги припоя на гладкий слой, т.е. при позиционировании припоя на стадии Б) или Е) на в основном гладком слое, предпочтительная протяженность мест соединения гарантирует контактирование по меньшей мере экстремума профильной структуры по меньшей мере частично профилированного слоя с местом соединения на в основном гладком слое и тем самым соединение с ним в этом месте. В этом отношении наиболее предпочтительно, чтобы отношение указанного характеристического расстояния между двумя соседними экстремумами профильной структуры к протяженности мест соединения составляло от примерно 1,2 до примерно 5, предпочтительно от примерно 1,5 до примерно 3, наиболее предпочтительно от примерно 1,8 до примерно 2,5.
Наряду с нанесением соединительного материала на в основном гладкий слой соединительный материал согласно изобретению можно также наносить на по меньшей мере частично профилированный слой. Согласно изобретению при изготовлении сотового элемента оба эти варианта, один из которых предусматривает нанесение соединительного материала на в основном гладкий слой, а другой - на по меньшей мере частично профилированный слой, можно также комбинировать друг с другом.
В следующем предпочтительном варианте осуществления предлагаемого в изобретении способа размеры подложки соединительного материала в основном по меньшей мере частично соответствуют размерам по меньшей мере одного из слоев.
Выражение "по меньшей мере частично соответствует" в данном контексте означает, что по крайней мере один из размеров соединительного материала в основном соответствует одному из размеров одного из слоев, т.е., например, соединительный материал и слой имеют одинаковую длину и/или ширину. При соблюдении этого условия особо простым путем обеспечивается позиционирование припоя благодаря возможности выравнивания соединительного материала и слоя по положению друг относительно друга.
В следующем предпочтительном варианте осуществления предлагаемого в изобретении способа соединительный материал фиксируют на стадии Б) на слое и/или на стадии Д) на наружной поверхности сотовой структуры и/или на внутренней поверхности трубчатого кожуха.
Подобную фиксацию можно обеспечить с использованием соответствующих адгезивов, наносимых на подложку. При фиксации припоя на слое или на наружной поверхности сотовой структуры и/или внутренней поверхности трубчатого кожуха подложку можно в последующем удалить, исключив ее намотку вместе со слоем в рулон при формировании сотового элемента.
В следующем предпочтительном варианте осуществления предлагаемого в изобретении способа до стадии Б) или Д) или на стадии Б) или Д) на подложку наносят адгезив.
Нанесение адгезивов на подложку позволяет соответственно фиксировать соединительный материал, припой и/или припой в виде фольги на соединяемых слоях в их местах соединения.
В следующем предпочтительном варианте осуществления предлагаемого в изобретении способа места соединения предусматривают на слое на обеих его сторонах таким образом, что слой в одной точке имеет место соединения соответственно только на одной своей стороне.
В соответствии с этим вариантом слой не имеет ни одной точки, в которой места соединения располагались бы одновременно на обеих его сторонах. Благодаря этому обеспечивается возможность изготовления сотовых элементов с исключительно высокими характеристиками теплового расширения, поскольку сотовый элемент, сформированный из соответствующих слоев, допускает возможность в определенной степени относительных перемещений слоев перпендикулярно его продольному направлению без разрушения при этом паяного соединения.
В следующем предпочтительном варианте осуществления предлагаемого в изобретении способа места соединения располагают таким образом, что в продольном направлении сотового элемента он подразделяется на по меньшей мере два отдельных участка, в пределах которых присутствуют места соединения, а слой имеет места соединения в пределах одного отдельного участка сотового элемента только на одной своей стороне.
Изготовленный в соответствии с этим вариантом сотовый элемент одновременно обладает высокими характеристиками теплового расширения и достаточно высокой долговечностью. При этом, в частности, смещенные места соединения допускают также возможность относительного перемещения отдельных слоев в продольном направлении сотового элемента. Сотовый элемент предпочтительно подразделять на отдельные участки, каждый из которых расположен в зоне одного его соответствующего торца или рядом с одним его соответствующим торцом. Согласно изобретению вместо указанных отдельных участков или в дополнение к ним в сотовом элементе может быть предусмотрен также расположенный по его середине, если смотреть в основном в его продольном направлении, третий отдельный участок. В этом отношении наиболее предпочтительно, чтобы места соединения на первом и на втором отдельных участках сотового элемента располагались на одной - первой - стороне слоев, а на третьем отдельном участке сотового элемента - на другой - второй - стороне слоев, обратной по отношению к их первой стороне. Подобное паяное соединение слоев по типу гармони зарекомендовало себя как наиболее предпочтительное с точки зрения характеристик теплового расширения сотового элемента и его долговечности.
Еще одним объектом изобретения является сотовый элемент, который состоит из сотовой структуры, имеющей по меньшей мере частично проточные для текучей среды полости и образованной по меньшей мере одним по меньшей мере частично металлическим слоем, и при необходимости из охватывающего сотовую структуру трубчатого кожуха, и у которого указанный слой пайкой соединен только в местах соединения с самим собой и/или с соседним слоем и/или по меньшей мере один слой пайкой соединен только на соединительных участках с трубчатым кожухом, при этом припой на по меньшей мере части мест соединения и/или соединительных участков позиционирован с использованием предлагаемого в изобретении соединительного материала.
Предлагаемый в изобретении сотовый элемент может быть изготовлен прежде всего предлагаемым в изобретении способом.
В одном из предпочтительных вариантов выполнения предлагаемого в изобретении сотового элемента его диаметр в основном больше или равен 150 мм.
В еще одном предпочтительном варианте выполнения предлагаемого в изобретении сотового элемента он имеет по меньшей мере один слой, который имеет на обеих своих сторонах места соединения и который в одной точке имеет место соединения соответственно только на одной своей стороне.
В другом предпочтительном варианте выполнения предлагаемого в изобретении сотового элемента места соединения расположены таким образом, что в продольном направлении сотового элемента он подразделяется на по меньшей мере два отдельных участка, в пределах которых присутствуют места соединения, а слой имеет места соединения в пределах одного отдельного участка сотового элемента только на одной своей стороне.
В следующем предпочтительном варианте выполнения предлагаемого в изобретении сотового элемента он подразделен на отдельные участки, каждый из которых расположен в зоне одного его соответствующего торца или рядом с одним его соответствующим торцом.
В еще одном предпочтительном варианте выполнения предлагаемого в изобретении сотового элемента в нем по его середине, если смотреть в основном в его продольном направлении, предусмотрен третий отдельный участок.
В изобретении предлагается также транспортное средство с двигателем, имеющее по меньшей мере один предлагаемый в изобретении сотовый элемент или по меньшей мере один изготовленный предлагаемым в изобретении способом сотовый элемент.
Под транспортным средством с двигателем в данном случае подразумевается прежде всего легковой автомобиль, грузовой автомобиль, двухколесное транспортное средство с двигателем, квадроцикл, малое судно и летательный аппарат.
Частные варианты и преимущества, рассмотренные в настоящем описании применительно к одному из объектов изобретения, которыми являются предлагаемый в изобретении соединительный материал, предлагаемый в изобретении способ, предлагаемый в изобретении сотовый элемент и предлагаемое в изобретении транспортное средство с двигателем, могут использоваться как взаимозаменяемые и могут распространяться на другие объекты изобретения.
Ниже изобретение более подробно рассмотрено на примере некоторых, не ограничивающих объем изобретения вариантов его осуществления со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - схематичный вид в плане фрагмента предлагаемого в изобретении соединительного материала,
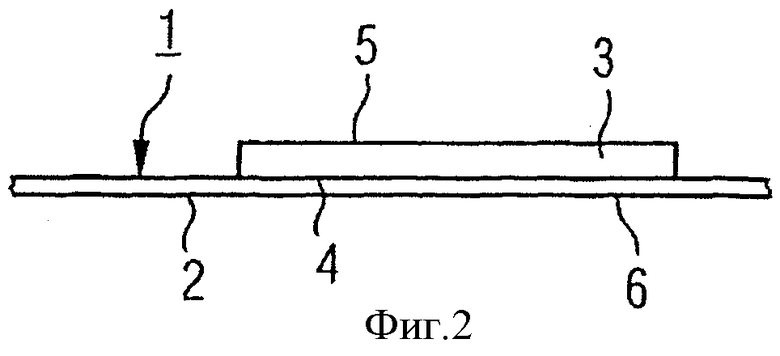
на фиг.2 - схематичный вид в разрезе фрагмента предлагаемого в изобретении соединительного материала,
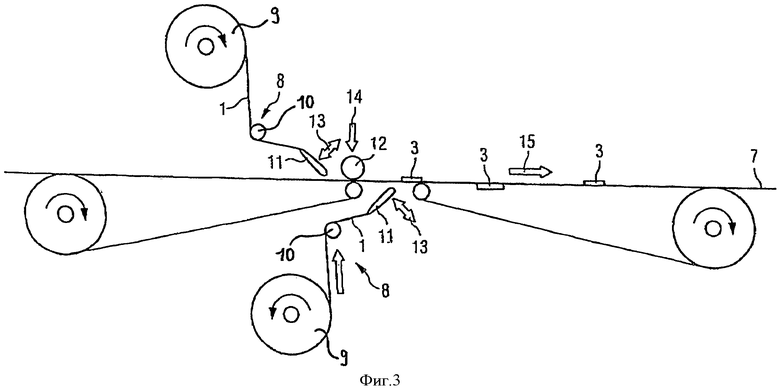
на фиг.3 - схема, иллюстрирующая одну из стадий осуществления предлагаемого в изобретении способа изготовления сотового элемента,
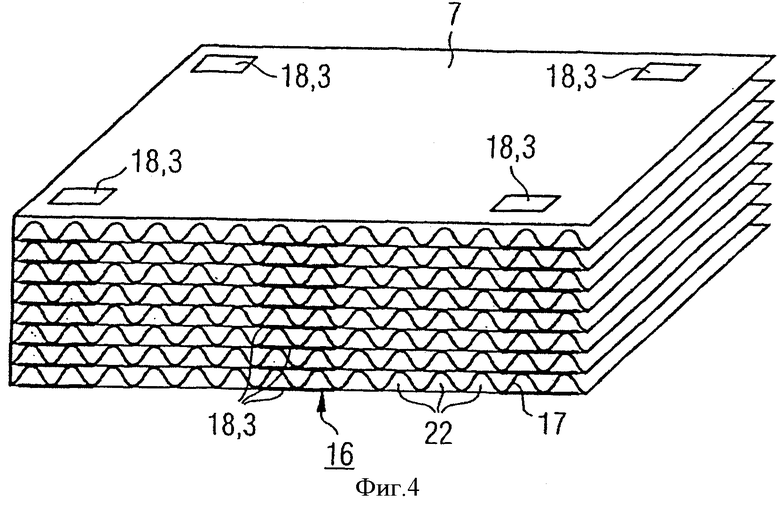
на фиг.4 - схематичный вид в аксонометрии пакета из множества слоев,
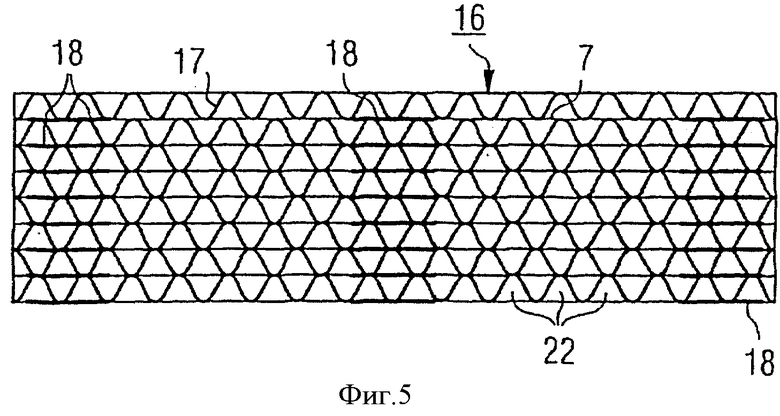
на фиг.5 - схематичный вид в разрезе пакета из множества слоев,
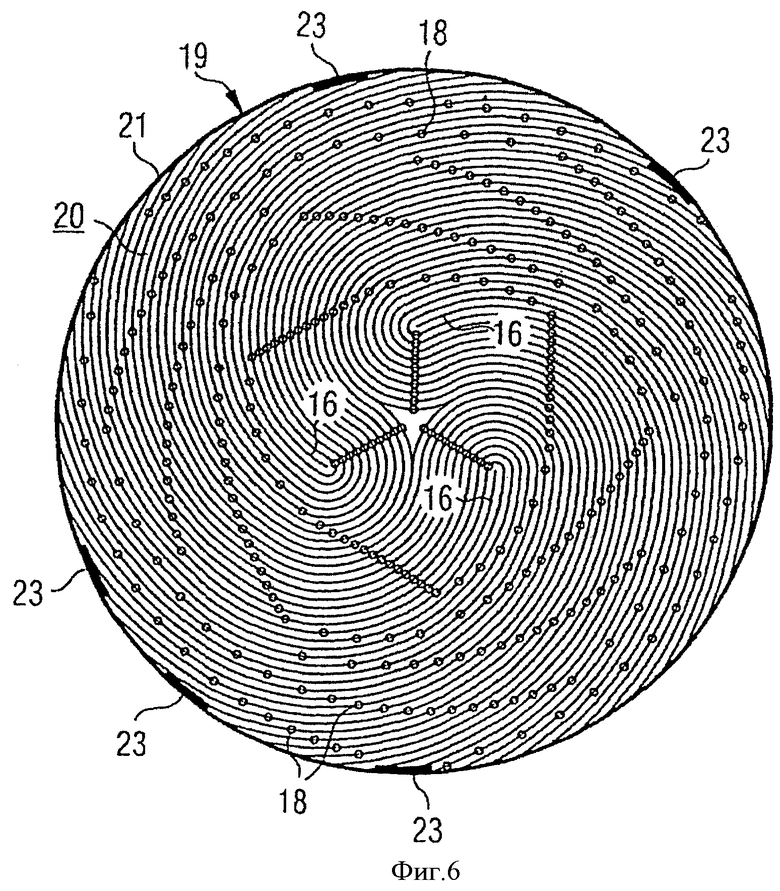
на фиг.6 - схематичный вид в поперечном разрезе предлагаемого в изобретении сотового элемента,
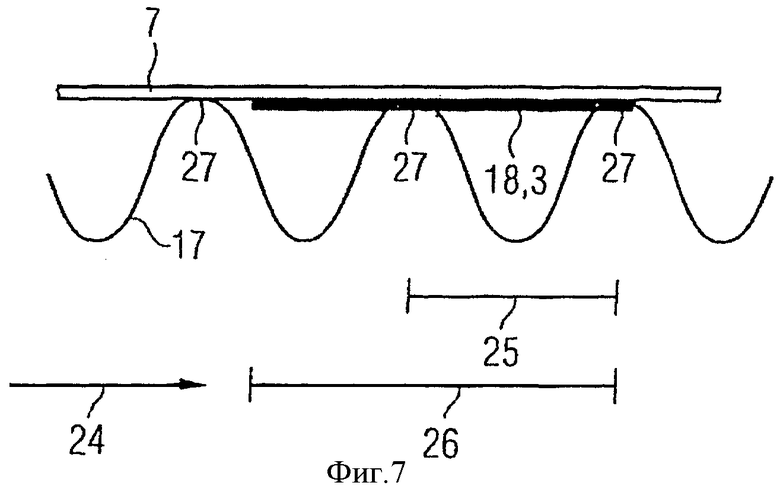
на фиг.7 - схематичный вид фрагмента предлагаемого в изобретении сотового элемента,
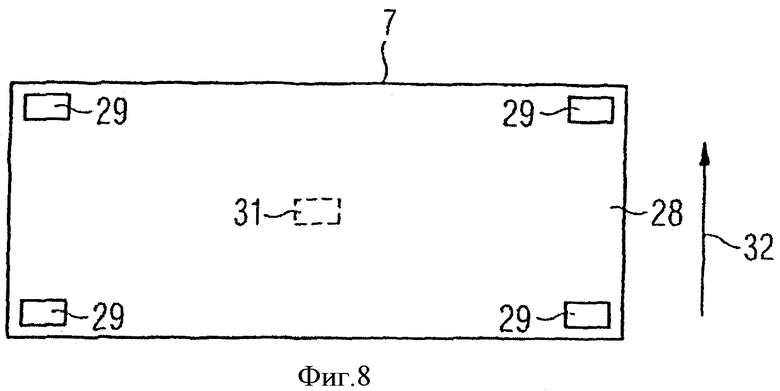
на фиг.8 - схематичный вид в плане одного из слоев для изготовления предлагаемого в изобретении сотового элемента,
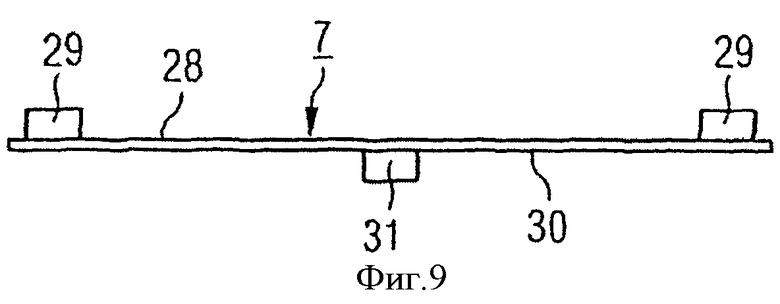
на фиг.9 - схематичный вид сбоку одного из слоев для изготовления предлагаемого в изобретении сотового элемента и
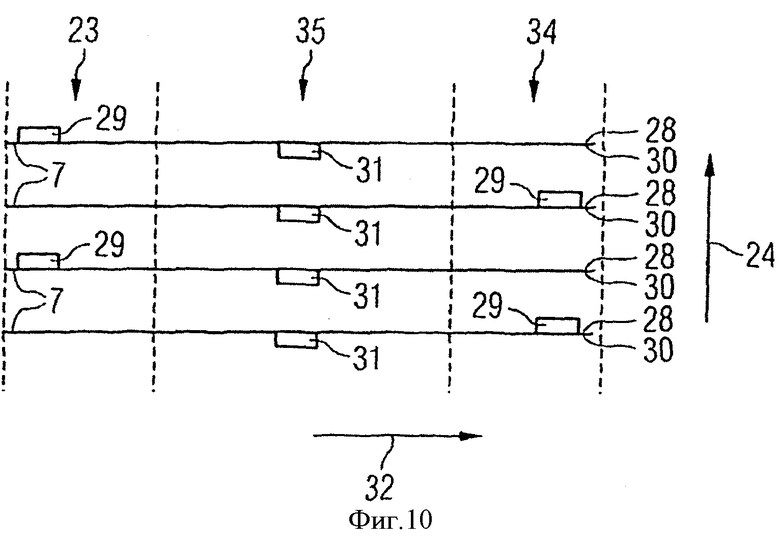
на фиг.10 - схематичный вид в продольном разрезе фрагмента предлагаемого в изобретении сотового элемента.
На фиг.1 схематично в плане показан фрагмент предлагаемого в изобретении соединительного материала 1. Такой соединительный материал 1 состоит из подложки 2 и дискретно расположенного на ней припоя 3. В качестве припоя 3 предпочтительно использовать припой в виде фольги или порошковый припой, наиболее предпочтительно припой в виде фольги. Участки с припоем 3 могут иметь различные форму и размеры.
На фиг.2 схематично в разрезе показан фрагмент предлагаемого в изобретении соединительного материала 1. Припой 3 зафиксирован на подложке 2 слоем первого адгезива 4. На обращенную от подложки 2 сторону припоя нанесен слой второго адгезива 5, позволяющего фиксировать припой на по меньшей мере частично металлической поверхности. Подобная фиксация припоя на по меньшей мере частично металлической поверхности может происходить, например, аналогично наклеиванию наклейки. Альтернативно этому и/или в дополнение к этому на обращенную от припоя 3 сторону подложки 2 может быть нанесен третий адгезив 6, которым подложка 2 фиксируется на поверхности, прежде всего на по меньшей мере частично металлической поверхности, снабжаемой припоем.
Адгезивы 4, 5, 6 подобраны с таким расчетом, чтобы их силы адгезии обеспечивали точное позиционирование припоя 3 на соответствующих поверхностях. Так, в частности, первый адгезив 4 обладает первой силой адгезии, обеспечивающей сцепление между подложкой 2 и припоем 3, а второй адгезив 5 обладает второй силой адгезии, обеспечивающей сцепление между припоем 3 и покрываемой припоем поверхностью, при этом силы адгезии первого и второго адгезивов взаимно согласованы таким образом, что наклеивание припоя 3 на соответствующую, снабжаемую им поверхность сопровождается отделением припоя 3 от подложки 2.
Подложку 2 предпочтительно выполнять из полимерного материала и/или бумаги. Особенно предпочтительно выполнять подложку 2 из материала, который практически без остатка испаряется или разлагается при нагреве до некоторой критической температуры, ниже температуры расплавления припоя 3 при пайке.
На фиг.3 схематично проиллюстрирована стадия Б) одного из вариантов осуществления предлагаемого в изобретении способа изготовления сотового элемента. В данном случае в качестве примера проиллюстрирован процесс нанесения припоя 3 на в основном гладкий слой 7. Для этого предусмотрено два узла 8 для нанесения припоя. В каждом из них имеется рулон 9 соединительного материала 1, соответствующие направляющие ролики 10 и аппликаторы 11. Аппликаторы 11 за счет своего движения в направлении 13 припрессовывают отдельные участки припоя 3, снабженные вторым адгезивом 5 (не показан), к в основном гладкому слою 7 в его заданных местах, нанося тем самым припой 3 на в основном гладкий слой 7 в его соответствующих местах соединения. При необходимости можно предусмотреть прижимной ролик 12, дополнительно фиксирующий на слое 7 припой 3 путем его прижатия в направлении 14. Для упрощения на чертеже не показано удаление использованной подложки 2. В основном гладкий слой 7 перемещается в направлении 15.
На фиг.4 схематично показан пакет 16, набранный из нескольких в основном гладких слоев 7 и по меньшей мере частично профилированных слоев 17, образующих каналы 22. В основном гладкие слои 7 имеют места 18 соединения, в которых на гладкие слои 7 нанесен припой 3. В рассматриваемом примере каждый в основном гладкий слой 7 имеет по четыре места 18 соединения на одной своей стороне, каждое из которых расположено на его краевом участке (в углах), и по два места 18 соединения на своей другой - обратной - стороне, каждое из которых расположено в основном по его середине. На фиг.5 изображенный на фиг.4 пакет 16 показан в разрезе.
На фиг.6 схематично в поперечном разрезе показан предлагаемый в изобретении сотовый элемент 19. Такой сотовый элемент 19 состоит из сотовой структуры 20 и охватывающего ее трубчатого кожуха 21. Сотовая структура 20 образована путем сгибания пополам трех пакетов 16 и последующего их скручивания в рулон. Для наглядности чертежа на нем не показаны по меньшей мере частично профилированные слои 17.
После скручивания пакетов в рулон в его поперечном сечении образуется показанный на чертеже рисунок из мест 18 соединения, обозначенных маленькими кружками. Преимущество, связанное с подобным расположением мест соединения, состоит в получении упругого, долговечного сотового элемента 19, который можно использовать прежде всего в качестве носителя каталитического нейтрализатора или фильтра в системе выпуска ОГ, которой оснащается транспортное средство. Сотовая структура 20 соединена при этом с трубчатым кожухом 21 на соединительных участках 23, расположенных над предлагаемым в изобретении соединительным материалом 1.
На фиг.7 схематично показан фрагмент предлагаемого в изобретении сотового элемента 19. В таком сотовом элементе в основном гладкий слой 7 соединен в образованном припоем 3 месте 18 соединения с по меньшей мере частично профилированным слоем 17. По меньшей мере частично профилированный слой 17 выполнен с гофрированной профильной структурой, которая в своем поперечном направлении 24 характеризуется шагом 25 гофров ("длиной волны"), т.е. расстоянием между двумя ее максимумами 27. Место 18 соединения характеризуется измеряемой в поперечном направлении 24 профильной структуры протяженностью 26, которая превышает шаг 25 гофров.
На фиг.8 схематично в плане на первую свою сторону показан в основном гладкий слой 7 для изготовления из него предлагаемого в изобретении сотового элемента 19. На первой стороне 28 в основном гладкого слоя выполнены первые места 29 соединения, а на второй его стороне 30 выполнено второе место 31 соединения. Оно обозначено штриховой линией, указывающей на его расположение на второй - обратной - стороне 30 в основном гладкого слоя. В основном гладкий слой 7 не имеет ни одной точки, в которой расположенные с его обеих сторон 28, 30 места 29, 31 соединения были бы по меньшей мере частично совмещены друг с другом. Иными словами, в одной и той же точке слоя 7 отсутствуют расположенные один под другим места 29, 31 соединения. Согласно изобретению соответствующее расположение мест 29, 31 соединения возможно и на по меньшей мере частично профилированном слое 17. Показанное на чертеже количество и положение мест 29, 31 соединения должно рассматриваться только в качестве примера. На фиг.8 обозначено также последующее продольное направление 32 сотового элемента 19.
На фиг.9 изображенный на фиг.8 в основном гладкий слой 7 показан в виде сбоку. На его первой стороне 28 выполнены первые места 29 соединения, а на его второй - обратной - стороне 30 выполнено второе место 31 соединения.
На фиг.10 схематично в продольном разрезе показан фрагмент предлагаемого в изобретении сотового элемента 19, при этом для наглядности чертежа на нем не показаны по меньшей мере частично профилированные слои 17, расположенные между показанными на чертеже в основном гладкими слоями 7. На чертеже схематично показаны первые 29 и вторые 31 места соединения, из которых каждое из первых мест 29 соединения выполнено на первой стороне 28 в основном гладких слоев 7, а каждое из вторых мест 31 соединения выполнено на второй - обратной - стороне 30 в основном гладких слоев 7. В местах 29, 31 соединения в основном гладкий слой 7 соединен с соседними с ним по меньшей мере частично профилированными слоями 17. Места 29, 31 соединения образованы припоем 3, нанесенным в необходимых местах с помощью предлагаемого в изобретении соединительного материала 1 или приклеенного припоя в виде фольги.
В своем продольном направлении 32 сотовый элемент 19 с по меньшей мере частично проточными каналами 22, которые на чертеже не показаны, условно подразделяется на первый 33, второй 34 и третий 35 отдельные участки. На каждом отдельном в основном гладком слое 7 первые места 29 соединения выполнены на его первой стороне 28 только у одного его края. В соответствии с этим первые места 29 соединения на в основном гладком слое 7 расположены в пределах либо первого 33, либо второго 34 отдельного участка сотового элемента. Следовательно, в структуре сотового элемента предпочтительно не имеется ни одного слоя 7, у которого его первые места 29 соединения располагались бы и на первом 33, и на втором 34 отдельных участках сотового элемента.
Первый 33 и второй 34 отдельные участки сотового элемента 19 в предпочтительном варианте располагаются по его краям в зоне его соответствующих торцов или рядом с его соответствующими торцами. Третий отдельный участок 35 сотового элемента 19 располагается в основном в его средней части, если смотреть в направлении его продольной протяженности, соответственно в направлении продольной протяженности слоев 7.
Выполненный в соответствии с показанным на фиг.10 вариантом сотовый элемент 19 обладает достаточно высокими характеристиками теплового расширения, поскольку отдельные слои 7, 17 имеют возможность обусловленного, например, их тепловым расширением перемещения друг относительно друга в некоторых пределах в продольном 32 и в поперечном 24 направлениях сотового элемента. Одновременно подобный сотовый элемент 19 обладает также исключительно высокой долговечностью.
Предлагаемый в изобретении соединительный материал 1 наиболее предпочтительно использовать при изготовлении сотовых элементов 19, поскольку использование соединительного материала 1 позволяет простым путем обеспечить соединение соседних слоев 7, 17, образующих сотовый элемент 19, только в дискретных местах 18 соединения. Предлагаемый в изобретении соединительный материал позволяет, таким образом, изготавливать сотовые элементы 19, которые обладают упругостью и вместе с тем высокой долговечностью.

Изобретения могут быть использованы при изготовлении автомобильных систем выпуска отработавших газов, в частности носителей каталитических нейтрализаторов или фильтров в виде сотовых элементов. Соединительный материал для позиционирования припоя содержит припой, расположенный дискретно на непрерывной или сплошной подложке. Припой по меньшей мере частично выполнен в виде фольги и зафиксирован на подложке первым адгезивом. С обращенной от подложки стороны он снабжен вторым адгезивом. Частично припой может быть представлен в виде порошкового или зернистого материала. Использование такого соединительного материала позволяет простым путем обеспечить соединение соседних слоев, образующих сотовый элемент, только в дискретных местах их соединения. Изобретения обеспечивают получение сотовых элементов, которые обладают упругостью и вместе с тем высокой долговечностью. 4 н. и 25 з.п. ф-лы, 10 ил.
1. Соединительный материал (1) для позиционирования припоя (3) в по меньшей мере одном дискретном месте (18, 29, 31) соединения на по меньшей мере частично металлической поверхности (7, 17) сотового элемента (19) системы выпуска отработавших газов, содержащий припой (3), расположенный дискретно на непрерывной или сплошной подложке (2), отличающийся тем, что припой (3) по меньшей мере частично выполнен в виде фольги и зафиксирован на подложке (2) первым адгезивом (4), а с обращенной от подложки (2) стороны снабжен вторым адгезивом (5).
2. Соединительный материал (1) по п.1, отличающийся тем, что при выполнении припоя (3) частично в виде фольги он представлен частично в виде порошкового или зернистого припоя.
3. Соединительный материал (1) по п.1, отличающийся тем, что первый адгезив (4) обладает первой силой адгезии, которая превышает вторую силу адгезии, которой обладает второй адгезив (5).
4. Соединительный материал (1) по п.1, отличающийся тем, что обращенная от припоя (3) сторона подложки (2) снабжена третьим адгезивом (6).
5. Соединительный материал (1) по п.1, отличающийся тем, что подложка (2) выполнена из металла или полимерного материала и/или бумаги, предпочтительно из полимерного материала и/или бумаги.
6. Соединительный материал (1) по п.1, отличающийся тем, что подложка (2) характеризуется критической температурой, при превышении которой подложка (2) разрушается и которая меньше температуры плавления припоя (3) или равна ей.
7. Соединительный материал (1) по п.6, отличающийся тем, что подложка (2) при нагреве до по меньшей мере критической температуры по меньшей мере частично испаряется, соответственно, по меньшей мере частично разлагается, предпочтительно, практически без остатка испаряется, соответственно, практически без остатка разлагается.
8. Способ изготовления сотового элемента (19) с сотовой структурой (20), имеющей по меньшей мере частично проточные для текучей среды полости (22), заключающийся по меньшей мере в том, что
A) подготавливают по меньшей мере один по меньшей мере частично металлической слой (7, 17),
Б) на по меньшей мере одном из слоев (7, 17) по меньшей мере в его местах (18) соединения позиционируют припой (3),
B) из по меньшей мере одного слоя (7, 17) формируют сотовую структуру (20),
Г) при необходимости подготавливают трубчатый кожух (21),
Д) при необходимости на по меньшей мере одном соединительном участке (23) наружной поверхности сотовой структуры (20) и/или внутренней поверхности трубчатого кожуха (21) позиционируют припой (3),
Е) при необходимости сотовую структуру (20) помещают в трубчатый кожух (21),
Ж) проводят процесс пайки,
отличающийся тем, что на стадии Б) и/или стадии Д) припой (3) по меньшей мере частично позиционируют в виде соединительного материала (1) по одному из пп.1-7.
9. Способ по п.8, отличающийся тем, что припой в виде фольги до или после выполнения стадии Б) обрезают по размеру места (18) соединения.
10. Способ по п.8, отличающийся тем, что на стадии А) подготавливают по меньшей мере один по меньшей мере частично профилированный слой (17).
11. Способ по п.11, отличающийся тем, что на стадии А) подготавливают по меньшей мере один в основном гладкий слой (7).
12. Способ по п.10, при осуществлении которого используют по меньшей мере частично профилированный слой (17), профильная структура которого характеризуется в своем поперечном направлении (24) расстоянием между двумя ее соседними экстремумами (27), прежде всего шагом (25) гофров, отличающийся тем, что по меньшей мере часть мест (18, 29, 31) соединения в поперечном направлении (24) профильной структуры имеет протяженность (26), превышающую указанное характеристическое расстояние (25) между двумя ее соседними экстремумами.
13. Способ по п.12, отличающийся тем, что отношение указанного характеристического расстояния (25) между двумя соседними экстремумами профильной структуры к протяженности (26) мест соединения составляет от примерно 1,2 до примерно 5, предпочтительно от примерно 1,5 до примерно 3, наиболее предпочтительно от примерно 1,8 до примерно 2,5.
14. Способ по одному из пп.8-13, отличающийся тем, что соединительный материал (1) наносят на в основном гладкий слой (7).
15. Способ по п.8, отличающийся тем, что соединительный материал (1) наносят на по меньшей мере частично профилированный слой (17).
16. Способ по п.8, отличающийся тем, что размеры подложки (2) в основном по меньшей мере частично соответствуют размерам по меньшей мере одного из слоев (7, 17).
17. Способ по п.8, отличающийся тем, что соединительный материал (1) фиксируют на стадии Б) на слое (7, 17) и/или на стадии Д) на наружной поверхности сотовой структуры (20) и/или на внутренней поверхности трубчатого кожуха (21).
18. Способ по п.8, отличающийся тем, что до стадии Б) или Д) или на стадии Б) или Д) на подложку (2) наносят адгезив (6).
19. Способ по п.8, отличающийся тем, что места (18, 29, 31) соединения предусматривают на слое (7, 17) на обеих его сторонах (28, 30) таким образом, что слой (7, 17) в одной точке имеет место (18, 29, 31) соединения соответственно только на одной своей стороне (28, 30).
20. Способ по п.19, отличающийся тем, что места (18, 29, 31) соединения располагают таким образом, что в продольном направлении (32) сотового элемента (19) он подразделяется на по меньшей мере два отдельных участка (33, 34, 35), в пределах которых присутствуют места (18, 29, 31) соединения, а слой (7, 17) имеет места (18, 29, 31) соединения в пределах одного отдельного участка (33, 34, 35) сотового элемента только на одной своей стороне (28, 30).
21. Способ по п.20, отличающийся тем, что сотовый элемент (19) подразделяют на отдельные участки (33, 34), каждый из которых расположен в зоне одного его соответствующего торца или рядом с одним его соответствующим торцом.
22. Способ по п.20 или 21, отличающийся тем, что в сотовом элементе (19) по его середине, если смотреть в основном в его продольном направлении (32), предусматривают третий отдельный участок (35).
23. Сотовый элемент (19), который состоит из сотовой структуры (20), имеющей по меньшей мере частично проточные для текучей среды полости (22) и образованной по меньшей мере одним по меньшей мере частично металлическим слоем (7, 17), и при необходимости из охватывающего сотовую структуру (20) трубчатого кожуха (21) и у которого указанный слой (7, 17) пайкой соединен только в местах (18, 29, 31) соединения с самим собой и/или с соседним слоем (7, 17) и/или по меньшей мере один слой (7, 17) пайкой соединен только на соединительных участках (23) с трубчатым кожухом (21), отличающийся тем, что припой (3) на по меньшей мере части мест (18) соединения и/или соединительных участков (23) позиционирован с использованием соединительного материала (1) по одному из пп.1-7.
24. Сотовый элемент (19) по п.23, отличающийся тем, что его диаметр в основном больше или равен 150 мм.
25. Сотовый элемент (19) по п.23 или 24, отличающийся тем, что он имеет по меньшей мере один слой (7, 17), который имеет на обеих своих сторонах (28, 30) места (18, 29, 31) соединения и который в одной точке имеет место (18, 29, 31) соединения соответственно только на одной своей стороне (28, 30).
26. Сотовый элемент (19) по п.25, отличающийся тем, что места (18, 29, 31) соединения расположены таким образом, что в продольном направлении (32) сотового элемента (19) он подразделяется на по меньшей мере два отдельных участка (33, 34, 35), в пределах которых присутствуют места (18, 29, 31) соединения, а слой (7, 17) имеет места (18, 29, 31) соединения в пределах одного отдельного участка (33, 34, 35) сотового элемента только на одной своей стороне (28, 30).
27. Сотовый элемент (19) по п.26, отличающийся тем, что он подразделен на отдельные участки (33, 34), каждый из которых расположен в зоне одного его соответствующего торца или рядом с одним его соответствующим торцом.
28. Сотовый элемент (19) по п.26 или 27, отличающийся тем, что в нем по его середине, если смотреть в основном в его продольном направлении (32), предусмотрен третий отдельный участок (35).
29. Транспортное средство с двигателем, имеющее по меньшей мере один сотовый элемент (19) по одному из пп.23-28 или по меньшей мере один изготовленный способом по одному из пп.8-22 сотовый элемент (19).
| US 5891248 А, 06.04.1999 | |||
| СПОСОБ НАНЕСЕНИЯ ПРИПОЯ НА МЕТАЛЛИЧЕСКУЮ СТРУКТУРУ, В ЧАСТНОСТИ НА ОТДЕЛЬНЫЕ УЧАСТКИ ЭЛЕМЕНТА С СОТОВОЙ СТРУКТУРОЙ | 1993 |
|
RU2096145C1 |
| US 4712721 A, 15.12.1987 | |||
| Способ извлечения хлорид-ионов из сульфатных цинковых растворов | 1977 |
|
SU994410A1 |

