Изобретение относится к способу изготовления жаропрочных структур, таких, например, как сотовые элементы, из металлических слоев, используемых главным образом в автомобилестроении в качестве носителей каталитических нейтрализаторов, адсорберов и/или фильтров.
Из уровня техники известны самые разнообразные конструктивные типы сотовых элементов, изготавливаемых путем свертывания металлических слоев в рулон, их набора в пакет и/или их скручивания. К сотовым элементам одного из таких конструктивных типов, который появился первым и типичные примеры которого рассмотрены в DE 2902779 А1, относятся сотовые элементы спирального типа, при изготовлении которых один гладкий и один гофрированный металлические листы накладывают друг на друга и затем совместно свертывают в рулон, в котором, если смотреть в его поперечном сечении, металлические листы свернуты по спирали. Сотовые элементы другого конструктивного типа изготавливают из множества попеременно чередуемых гладких и гофрированных или множества попеременно чередуемых по-разному гофрированных металлических листов, которые сначала набирают в один или несколько пакетов, которые затем совместно скручивают, начиная их изгибать с их середины. При этом концы всех металлических листов оказываются обращены наружу и их можно соединить с корпусом или кожухом с образованием многочисленных соединений, повышающих долговечность сотового элемента. Типичные примеры сотовых элементов этого конструктивного типа описаны в ЕР 0245737 В1 или WO 90/03220.
Подобные слои для возможности изготовления из них сотового элемента необходимо по меньшей мере частично соединять между собой. Для этого можно использовать различные методы соединения. В производстве сотовых элементов широко используются методы высокотемпературной пайки, при которой слои на по меньшей мере отдельных участках соединяют друг с другом пайкой твердым припоем. Для этого в сотовый элемент необходимо вводить припой, температура плавления которого ниже температуры плавления соединяемых слоев. При нагревании сотового элемента до температуры выше температуры плавления припоя, он расплавляется и при охлаждении соединяет слои друг с другом.
Припой можно вводить в сотовый элемент в различных видах, например в виде фольги или порошка. Припой в виде фольги помещают или приклеивают в тех местах, где слои должны быть соединены друг с другом, а порошковый припой наносят (отчасти с использованием предварительно нанесенного адгезива) на определенные отдельные участки сотового элемента.
При введении порошкового припоя в сотовый элемент без использования адгезива практически невозможно обеспечить целенаправленную фиксацию частиц припоя на определенных отдельных участках сотового элемента. Сказанное означает, что для получения локально неоднородного соединения слоев друг с другом (т.е. соединения, не являющегося сплошным в направлении прохождения потока через сотовый элемент и/или в основном перпендикулярно направлению прохождения потока через сотовый элемент) или же их соединения с охватывающим сотовый элемент трубчатым кожухом необходимо использовать адгезив.
В настоящее время известны различные методы нанесения адгезива на соединяемые друг с другом металлические слои. Так, например, в ЕР 0422000 В2 описан способ нанесения адгезива с помощью валиков. В данном случае адгезив наносят перед свертыванием слоев в рулон, соответственно перед их набором в пакет. Помимо этого из, например, DE 10151487 С1 известна технология нанесения жидкого адгезива с использованием капиллярных явлений. При этом после свертывания слоев в рулон или после их набора в пакет и его скручивания сотовый элемент вводят в контакт с жидким адгезивом, который под действием капиллярных сил поднимается по капиллярам, образованным участками контакта между собой гладких и гофрированных слоев.
Оба описанных выше метода в принципе хорошо зарекомендовали себя на практике, однако при необходимости обеспечить прецизионное прилипание припоя к соединяемым слоям на их точно заданных участках могут возникнуть технические трудности. Так, например, нанесение адгезива валиками связано со сравнительно высокими затратами, а также связано прежде всего с возможными погрешностями позиционирования валиков относительно покрываемых адгезивом слоев. Нанесение же жидкого адгезива с использованием капиллярных явлений не позволяет достаточно гибко регулировать нанесение припоя, когда возникает необходимость в избирательном соединении соседних слоев только на их отдельных участках.
Исходя из вышеизложенного в основу настоящего изобретения была положена задача разработать способ, который позволял по меньшей мере уменьшить остроту технических проблем, присущих известным способам изготовления жаропрочных структур. Такой способ должен обеспечивать прежде всего возможность прецизионного нанесения припоя на жаропрочную структуру. При этом должна также обеспечиваться возможность по меньшей мере полуавтоматизированного серийного изготовления жаропрочных структур. Помимо этого подобный способ должен также обеспечивать возможность изготовления жаропрочной структуры, которая была бы способна длительно выдерживать значительные термические и динамические нагрузки, например, в системе выпуска отработавших газов (ОГ), образующихся при работе нестационарных двигателей внутреннего сгорания (ДВС). Такой способ в целях снижения издержек должен далее обеспечивать экономное расходование припоя. Помимо этого на осуществление подобного способа должно расходоваться меньшее количество энергии по сравнению с аналогичными известными способами.
Указанные задачи решаются с помощью способа, заявленного в независимом пункте формулы изобретения. Предпочтительные варианты осуществления предлагаемого в изобретении способа представлены в зависимых пунктах формулы изобретения. В этом отношении необходимо отметить, что представленные в формуле изобретения признаки, соответственно стадии предлагаемого в изобретении способа, могут использоваться в любых технологически реализуемых комбинациях между собой, образующих другие предпочтительные варианты осуществления предлагаемого в изобретении способа.
Предлагаемый в изобретении способ изготовления жаропрочной структуры с по меньшей мере одним по меньшей мере частично профилированным металлическим слоем заключается в выполнении по меньшей мере следующих стадий:
(а) на по меньшей мере один соединительный участок по меньшей мере одного слоя наносят адгезив, который для образования адгезионного слоя наносят в виде капель, получая адгезионный слой толщиной менее 0,05 мм,
(б) по меньшей мере частично формируют жаропрочную структуру,
(в) наносят припой, который по меньшей мере частично прилипает к адгезионному слою,
(г) выполняют термическую обработку.
Под адгезивом подразумевается прежде всего вещество, которое способно (по меньшей мере временно) удерживать прилипший к нему припой до момента его расплавления при проведении завершающей термической обработки. Такие адгезивы обычно обладают свойством соединять между собой другие материалы (в данном случае металлический слой и припой) за счет сильного прилипания к поверхности (адгезия) и за счет сильного притяжения между собственными частицами (когезия).
На стадии (а) подобный адгезив наносят на по меньшей мере один соединительный участок металлического слоя. Соединительный участок металлического слоя представляет собой тот его участок, на который должен быть нанесен адгезив. Соединительный участок может иметь, например, вид полоски или иную аналогичную форму и проходить по сравнительно протяженной части листа, но может также иметь вид лишь локально ограниченных отдельных участков слоя (например, площадью менее 20 мм2 или даже менее 10 мм2, соответственно менее 5 мм2). Тем самым соединительный участок не обязательно должен соответствовать тому участку, на котором в конечном итоге выполняется неразъемное соединение слоев друг с другом. Соединительные участки могут быть по меньшей мере в отдельных местах смещены относительно друг друга. Под таким смещением подразумевается прежде всего возможность расположения соединительных участков соседних слоев сотового элемента, например, не друг за другом в радиальном и/или осевом направлении. Помимо этого соединительные участки могут располагаться по поперечному сечению сотового элемента в шахматном порядке, при этом в продольном направлении металлического слоя и/или в ориентированных поперечно этому направлению местах контакта прилегающих друг к другу металлических слоев соединительные участки, прежде всего повторяющиеся, отсутствуют. В наиболее предпочтительном варианте сотовый элемент имеет не одинаковую по всей своей длине подобную схему расположения соединений, а имеет по меньшей мере два отстоящих друг от друга поперечных сечения с различающимися между собой схемами расположения соединений.
В соответствии с предлагаемым в изобретении способом адгезионный слой получают, нанося адгезив в виде капель. Преимущество, связанное с нанесением адгезива каплями, состоит в возможности нанесения адгезива без механического контакта между средствами для его нанесения и самим слоем. Тем самым, с одной стороны, исключается возможность механического повреждения слоя, а с другой стороны, одновременно обеспечивается возможность нанесения на металлический слой адгезива в точно дозированном, заданном небольшом количестве. Так, в частности, капельное нанесение адгезива на металлический слой позволяет получать особо тонкий адгезионный слой, прежде всего толщиной менее 0,05 мм. Возможность же нанесения адгезива слоем особо малой толщины позволяет регулировать адгезионную способность самого адгезива, поскольку таким путем можно влиять на площадь контакта используемого припоя с адгезивом, соответственно на глубину проникновения используемого припоя в адгезионный слой. Капельное нанесение адгезива позволяет при этом получать адгезионные слои с еще значительно меньшей толщиной. Так, в частности, адгезив предлагается наносить слоями еще гораздо меньшей толщины, составляющей, например, менее 0,01 мм, в частности менее 0,001 мм (1 мкм), прежде всего менее 0,0005 мм (0,5 мкм) или даже менее 0,0001 мм (0,1 мкм). Минимально достижимая толщина адгезионного слоя в определенной степени зависит также от свойств применяемого адгезива. Так, в частности, особо тонкие адгезионные слои можно получить, например, при использовании адгезивов с высоким относительным содержанием в них растворителя (например, более 50%). Подобные особо тонкие адгезионные слои ранее невозможно было получить при серийном производстве жаропрочных структур. Нанесение адгезива с помощью механических средств часто приводило бы к разрушению адгезионного слоя, соответственно по меньшей мере потребовало бы значительных затрат времени и средств.
На стадии (б) после нанесения адгезива на металлический слой по меньшей мере частично формируют жаропрочную структуру. Под формированием жаропрочной структуры подразумевается прежде всего набор множества металлических слоев в пакет с образованием в результате проточных каналов, которые обычно ограничены по меньшей мере двумя соседними металлическими слоями. Для этого металлические слои можно также соединять друг с другом, соответственно свертывать в рулон с образованием в конечном итоге своего рода сотовой структуры. При этом окончательное придание жаропрочной структуре необходимой формы уже на этой стадии предлагаемого в изобретении способа не является строго обязательным условием. Более того, процесс формирования жаропрочной структуры можно также прерывать и выполнять другие стадии предлагаемого в изобретении способа, например, повторять выполнение стадии (а) и/или уже выполнять стадию (в).
На стадии (в) наносят припой, который по меньшей мере частично прилипает к адгезионному слою. При этом следует отметить, что стадию (в) можно также по меньшей мере частично выполнять непосредственно после стадии (а), т.е. наносить припой можно уже перед по меньшей мере частичным формированием жаропрочной структуры. Припой можно наносить всеми известными методами, предпочтительно, однако, принудительно пропускать припой через жаропрочную структуру с помощью несущего потока (например, воздуха) и таким путем приводить припой в контакт со слоями, а тем самым и с адгезионным слоем. Припой при его попадании на подобный адгезионный слой обычно прилипает к нему. Припой, который при прохождении через жаропрочную структуру не контактирует с адгезивом, вновь улавливают или собирают, при необходимости очищают и возвращают в технологический процесс, повышая таким путем его экологичность и экономичность. По завершении рассматриваемой стадии обеспечивается наличие необходимого количества припоя на предусмотренных для этого соединительных участках между соседними отдельными участками металлического слоя, соответственно металлических слоев. Указанное количество припоя определяют заранее с учетом необходимого предела выносливости под воздействием термических и/или динамических знакопеременных нагрузок, характерных, например, для систем выпуска ОГ, образующихся при работе нестационарных ДВС. Помимо этого при определении количества припоя необходимо учитывать, что припой при термической обработке не должен вызывать никакого (например, химического) изменения материала металлического слоя, т.е. после термической обработки металлический слой должен, например, длительно сохранять коррозионную стойкость.
На последующей стадии (г) припой расплавляется и при охлаждении в конечном итоге образует неразъемные соединения, которыми, например, множество металлических слоев оказываются надежно и прочно соединены друг с другом. Под термической обработкой предпочтительно подразумевается проводимый при высокой температуре в вакууме процесс. При нагреве изготавливаемой жаропрочной структуры до повышенной температуры сначала определенные части адгезива начинают изменять свое агрегатное состояние, прежде всего начинают улетучиваться. В конечном итоге улетучивается практически весь адгезив, вследствие чего соединение образуется в основном исключительно за счет находящегося в этом месте припоя. В предпочтительном варианте подобная термическая обработка заключается в пайке с нагревом изготавливаемой жаропрочной структуры в паяльной печи, однако в принципе может также заключаться в ее индукционном либо радиационном нагреве или же нагреве отходящим теплом сварочного процесса.
В одном из предпочтительных вариантов осуществления предлагаемого в изобретении способа адгезив наносят одним из следующих методов печати:
- методом капельно-импульсной печати,
- методом импульсно-пузырьковой печати,
- методом непрерывной струйной печати.
Указанные выше методы предназначены прежде всего для отделения, соответственно образования капелек из находящейся в расходной емкости жидкости и для целенаправленного нанесения капли жидкости в требуемое место, соответственно для направленного переноса капли жидкости в заданную точку.
Методы капельно-импульсной печати относятся к методам печати, при которой одна капля адгезива аналогично капле краски формируется только тогда, когда она фактически необходима. Тем самым речь идет о как бы периодическом способе формирования капель адгезива. Иными словами, нанесение адгезива происходит в режиме, при котором металлический слой и печатающее устройство для осуществления метода капельно-импульсной печати совершают относительное движение, а печатающее устройство при этом формирует и выбрасывает капли адгезива только в те моменты, в которые оно находится в зоне требуемого соединительного участка. Когда же такое устройство находится вне соединительного участка, оно соответственно не формирует и не выбрасывает капли адгезива.
В системах капельно-импульсной печати отдельные капли адгезива можно формировать, например, с использованием пьезоэлектрических исполнительных элементов. Под пьезоэлектрическими исполнительными элементами подразумеваются электромеханические преобразователи, работа которых основана на пьезоэлектрическом эффекте. При этом приложение переменного напряжения к пьезоэлектрическому элементу вызывает его механические колебания. Эти механические колебания пьезоэлектрического элемента передаются заданному объему адгезива с формированием на выходе печатающего устройства каждый раз одной капли адгезива, которая затем с относительно высокой скоростью подается в сопло. В настоящее время известно несколько методов капельно-импульсной печати, основанных на использовании пьезоэлектрических преобразователей, которые могут иметь, например, форму пьезотрубочек, пьезодисков или пьезопластинок.
Предпочтительным методом капельно-импульсной печати является метод импульсно-пузырьковой печати. При использовании этого метода капли адгезива формируются не с помощью пьезоэлектрического преобразователя, а с помощью термических исполнительных элементов. Обычно они представляют собой нагревательные элементы, выполненные в сопле и контактирующие с адгезивом. Эти нагревательные элементы кратковременно нагревают в сопле его локально ограниченный участок до очень высокой температуры, которая значительно превышает температуру кипения адгезива. В результате адгезив начинает локально вскипать с образованием по истечении короткого промежутка времени замкнутого, заполненного паром пузырька. Этот заполненный паром пузырек выбрасывает из сопла каплю адгезива под давлением, которое может превышать 10 бар, и со скоростью на выходе из сопла, которая может превышать 10 м/с. После этого заполненный паром пузырек "сдувается", что сопровождается всасыванием в сопло следующей порции адгезива под действием капиллярных сил. Подобные методы импульсно-пузырьковой печати подразделяются на различные типы, которые широко известны как импульсно-пузырьковая печать с боковым и прямым распылением.
Наряду с этими методами капельно-импульсной печати существуют также методы непрерывной печати, при которой формируется непрерывная струя капель адгезива, которые выходят из печатающего устройства только в тот момент, когда они необходимы, а в остальное время отклоняются соответствующим устройством в улавливающую их емкость и в результате не попадают на запечатываемую поверхность. Подобный метод печати называют также методом непрерывной струйной печати, при которой формируется непрерывная струя капель адгезива, направление которой задается за счет управления положением печатающей головки и/или за счет отклонения под действием электростатического поля. При использовании подобного метода непрерывной струйной печати для нанесения адгезива формируется непрерывная струя капель адгезива, направленная в улавливающую трубочку, по которой адгезив в конечном итоге вновь попадает в расходную емкость. При необходимости же направить струю капель адгезива на заданные соединительные участки она отклоняется внутри системы, выходит из печатающего устройства и попадает на требуемый соединительный участок.
Применение рассмотренных выше методов печати для нанесения адгезива позволяет формировать особо малые капли адгезива и наносить их на слой с исключительно высокой скоростью и с исключительно высокой точностью. Так, например, указанные методы позволяют формировать капли адгезива с частотой порядка 50 кГц (т.е. со скоростью 50000 капель в секунду), а при необходимости - даже еще с более высокой частотой. Использование подобных высокочастотных процессов позволяет повысить скорость изготовления жаропрочных структур, преимущество чего становится заметно именно при их серийном производстве.
В еще одном варианте осуществления предлагаемого в изобретении способа используют статически электризуемый адгезив, который предпочтительно обладает электропроводностью более 1,0 мСм. Электропроводность адгезива предпочтительно не должна превышать 5,0 мСм, прежде всего не должна превышать 2,0 мСм. Благодаря возможности статической электризации адгезива для отклонения формируемой струи его капель можно использовать электрическое поле. В результате исключается необходимость в перемещении самого устройства для капельного нанесения адгезива относительно металлического слоя, поскольку электрическое поле позволяет менять направление самой сформированной струи капель адгезива, соответственно отклонять ее. Помимо этого при непрерывном формировании струи капель адгезива ее можно отклонять под действием электрического поля точно в тот момент, в который отсутствует необходимость выхода капель адгезива из устройства для их формирования и в который соответственно капли адгезива необходимо направить в улавливающую их емкость.
В следующем варианте осуществления предлагаемого в изобретении способа используют адгезив с динамической вязкостью в пределах от 3,0 до 5,0 мПа. Более предпочтительно использовать адгезив с динамической вязкостью в пределах от 3,5 до 4,5 мПа. Вязкость можно определять, например, перемещая в неподвижном жидком адгезиве с определенной скоростью твердое тело, для обеспечения перемещения которого в общем случае к нему требуется прикладывать некоторое усилие, которое зависит от размеров и формы этого твердого тела и свойства жидкости, т.е. ее динамической вязкости. Процедура определения динамической вязкости не представляет для специалиста в данной области никаких проблем, при этом указанные в настоящем описании значения вязкости адгезива приведены для комнатной температуры и нормального атмосферного давления. Динамическая вязкость влияет прежде всего на процесс формирования капель адгезива внутри устройства для его нанесения. Адгезив, значения динамической вязкости которого лежат в указанных выше пределах, обладает текучестью, достаточной для беспроблемного формирования его капель, которые после их статической электризации отделяются друг от друга и тем самым сохраняют свой заряд. Благодаря этому обеспечивается возможность последующего отклонения капель под действием электрического поля.
Помимо этого предлагается также использовать адгезив, содержащий растворитель в относительном количестве по меньшей мере 50%. Более предпочтительно использовать адгезив с относительным содержанием в нем растворителя по меньшей мере 70%, прежде всего 90%, наиболее предпочтительно по меньшей мере 98%. В качестве таких растворителей предпочтительно использовать жидкотекучие, полярные растворители, прежде всего ацетон и/или этанол.
Кроме того, предлагается использовать адгезив, клеевой компонент которого обладает термостойкостью при нагреве до температуры не менее 300°С. Адгезив с подобной термостойкостью способен сохранять свои адгезионные свойства при нагреве по меньшей мере до указанной температуры. Наличие у адгезива подобной термостойкости позволяет, например, выполнять предварительную термическую обработку, при которой и по завершении которой припой тем не менее остается прилипшим на требуемом соединительном участке вплоть до завершающей термической обработки. При этом наиболее предпочтительно использовать адгезив, адгезионная способность которого сохраняется неизменной до температуры порядка 150°С, однако выше этой температуры может изменяться. Важное же значение имеет сохранение адгезивом при температуре 300°С все еще достаточной для удерживания прилипшего к нему припоя адгезионной способности. Наряду с полярным растворителям, прежде всего водой или органическим растворителям, адгезив может содержать и другие компоненты, например смолы, отвердители, наполнители, добавки, такие как пластификаторы, загустители, консерванты и иные добавки.
В следующем варианте осуществления изобретения предлагается далее подвергать изготавливаемую жаропрочную структуру предварительной термической обработке перед нанесением припоя. Под предварительной подразумевается прежде всего термическая обработка, выполняемая по меньшей мере перед одной из стадий (в), (б), (а). Такая предварительная термическая обработка заключается, в частности, в очистке металлического слоя, например, от летучих компонентов, образовавшихся на сторонах, соответственно на поверхности металлического слоя. Такие загрязнения, технологические вспомогательные материалы и иные вещества могут отрицательно влиять на нанесение адгезива, соответственно припоя. Так, в частности, они могут воспрепятствовать сцеплению адгезива, а тем самым и фиксируемого им припоя с металлическим слоем. Помимо этого подобные загрязнения могут также обладать адгезионными свойствами, из-за которых к ним может приклеиваться применяемый припой, который вследствие этого будет образовывать паяные соединения в тех местах, где их наличие нежелательно. Кроме того, необходимо учитывать и то обстоятельство, что именно при проведении заключительной термической обработки в вакууме летучие компоненты могут нарушить вакуум. Поэтому в данном варианте и предлагается проводить предварительную термическую обработку в целях удаления с металлического слоя по меньшей мере летучих компонентов. Подобную термическую очистку металлического слоя проводят, например, путем его нагрева до температур выше 200°С, прежде всего до температур в пределах от 250 до 350°С. Выполнение этой предварительной термической обработки после стадии (а) позволяет одновременно удалять содержащийся в адгезиве растворитель или его компоненты с целью исключить отрицательное влияние и этих летучих компонентов на последующий термический процесс соединения металлических слоев. С учетом того факта, что технологические вспомогательные материалы отчасти используются для обеспечения технологической надежности процесса формирования или формообразования жаропрочной структуры, предварительную термическую обработку предпочтительно выполнять между стадиями (б) и (в).
В следующем предпочтительном варианте осуществления предлагаемого в изобретении способа адгезив наносят на металлический слой с помощью по меньшей мере одного сопла, которым задается угол наклона струи и которое расположено с отступом от соединительного участка, при этом для нанесения адгезионного слоя заданной толщины и/или протяженности варьируют по меньшей мере один из указанных параметров, которыми являются угол наклона струи и отступ сопла от соединительного участка.
Использование сопла для нанесения адгезива позволяет при формировании капель адгезива одинакового размера, соответственно одинакового объема, изменять размеры смачиваемых адгезивом участков слоя исключительно за счет варьирования величины отступа сопла от соединительного участка и/или угла наклона струи. Параметр "отступ сопла от соединительного участка" соответствует в основном длине пути, свободно пролетаемого каплей адгезива с момента ее выхода из сопла до момента попадания на металлический слой. Под параметром "угол наклона струи" подразумевается угол, образуемый между перпендикуляром к соединительному участку и направлением падения капли адгезива на него. Варьирование этого угла наклона струи позволяет изменять форму и размеры пятна, образуемого каплей адгезива при ее соударении с металлическим слоем. При нанесении адгезива в направлении, параллельном перпендикуляру к соединительному участку, т.е. под углом наклона струи, равным 0°, на плоском соединительном участке капля адгезива образует при соударении с ним в основном круглое пятно. При наклонном же направлении падения капли на соединительный участок, соответственно при угле наклона струи капель адгезива к перпендикуляру к соединительному участку, превышающему, в частности, 45°, капля адгезива при соударении с соединительным участком образует на нем пятно в основном овальной, соответственно несимметричной формы. Таким путем за счет подачи адгезива на металлический слой в наклоненном к нему направлении можно увеличить смачиваемую адгезивом площадь соединительного участка. Одновременно с этим, как очевидно, уменьшается толщина образующегося на металлическом слое адгезионного слоя, поскольку на формирование каждой капли адгезива расходуется порция адгезива неизменного объема, соответственно неизменной массы. Применяемые для нанесения адгезива сопла предпочтительно должны иметь диаметр в пределах от 0,5 до 0,6 мм. При использовании подобных сопел выходящие из них капли адгезива при соударении с металлическим слоем, соответственно с соединительным участком, образуют на нем пятна размером примерно от 0,05 до 0,7 мм, прежде всего от 0,1 до 0,5 мм, преимущественно от 0,2 до 0,3 мм.
В следующем варианте осуществления предлагаемого в изобретении способа припой наносят в виде порошка с гранулометрической фракцией, в которой размер частиц составляет менее 120 мкм. Предпочтительно при этом использовать порошковый припой с гранулометрической фракцией, в которой средний размер частиц составляет менее 106 мкм, прежде всего от 63 до 106 мкм, от 36 до 75 мкм, от 40 до 60 мкм или от 60 до 80 мкм. В качестве припоя предпочтительно использовать припой на основе никеля. Та или иная гранулометрическая фракция порошкового припоя должна выбираться прежде всего в зависимости от параметров нанесенного адгезионного слоя. Частицы порошкового припоя каждой из гранулометрических фракций различаются между собой размером своей поверхности, который в конечном итоге и влияет на прочность сцепления частиц припоя с адгезивом на соединительном участке. В соответствии с этим размеры поверхности и масса частиц порошкового припоя должны выбираться с учетом заданных, соответственно требуемых параметров соединения и нанесенного адгезионного слоя.
При изготовлении жаропрочной структуры из по меньшей мере одного листа гладкой фольги и по меньшей мере одного листа гофрированной фольги заданной толщины, образующих в местах контакта между собой клиновидные пазухи, припой предлагается наносить в количестве, которое в зависимости от толщины фольги должно из расчета на одну клиновидную пазуху по меньшей мере соответствовать величине, определяемой по следующей формуле:
 ,
,
где mприпой обозначает необходимую массу припоя, δприпой обозначает плотность материала припоя, dприпой обозначает средний диаметр частиц порошкового припоя, s обозначает толщину фольги, а 1 обозначает длину полоски адгезива. Указанное количество mприпой соответствует тому количеству припоя, которое минимально необходимо для обеспечения прочного и долговечного соединения. Обычно фактическое количество припоя не должно превышать это минимальное значение более чем в 5 раз, прежде всего более чем в 3 раза или даже лишь более чем в 2 раза.
Рассматриваемая жаропрочная структура имеет по меньшей мере один лист гладкой фольги и по меньшей мере один лист гофрированной фольги. Оба листа фольги предпочтительно изготовлены из жаропрочного металлического материала, содержащего прежде всего алюминий и/или хром. Толщина по меньшей мере одного из листов фольги предпочтительно должна составлять менее 130 мкм, прежде всего менее 60 мкм. При наложении подобного листа гофрированной фольги на лист гладкой фольги вдоль экстремумов листа гофрированной фольги образуются места контакта обоих листов фольги друг с другом. Непосредственно рядом с каждым таким местом контакта образуются клиновидные пазухи (термин "клиновидная пазуха" в данном случае должен трактоваться как родовое понятие, под которое подпадают такие понятия, как "углубление", "вогнутость", "щель" и другие). В зависимости от формы экстремумов эти клиновидные пазухи могут иметь исключительно большой или, наоборот, относительно малый угол раствора. Подобные клиновидные пазухи образуют пространство, в котором в конечном итоге выполняются паяные соединения. С учетом сказанного выше именно в таких клиновидных пазухах в рассматриваемом варианте и предлагается предусматривать лишь строго определенное количество припоя.
При выполнении жаропрочной структуры из по меньшей мере одного листа гладкой фольги и по меньшей мере одного листа гофрированной фольги предлагается также изготавливать по меньшей мере один лист гофрированной фольги формообразующим методом прокатки с применением прокатного масла, которое удаляют с изготовленного листа гофрированной фольги перед нанесением на него адгезива. Изготовление листа гофрированной фольги из гладкой фольги формообразующим методом прокатки относится к обычному для данной области техники методу обработки металлических листов. Применение прокатного масла облегчает качение валков по поверхности фольги при ее формообразующей обработке и тем самым исключает повреждение фольги. Поскольку наличие такого прокатного масла при выполнении дальнейших стадий предлагаемого в изобретении способа в некоторых случаях нежелательно, его необходимо удалять перед нанесением адгезива. Прокатное масло можно удалять термически, механически и/или химически. При применении легколетучих прокатных масел в некоторых случаях может оказаться вполне достаточным предусмотреть соответственно протяженный для улетучивания масла участок транспортировки изготовленной гофрированной фольги, чтобы за время перемещения по нему по меньшей мере преобладающая часть прокатного масла уже успевала улетучиться до того момента, в который на фольгу требуется нанести адгезив.
В следующем варианте осуществления изобретения предлагается также при изготовлении жаропрочной структуры из по меньшей мере одного листа гладкой фольги и по меньшей мере одного листа гофрированной фольги, имеющей экстремумы, предусматривать по меньшей мере один адгезионный слой, проходящий рядом с по меньшей мере одним из эктремумов на удалении от него, составляющем не менее 0,05 мм. Под экстремумами подразумеваются прежде всего высшие, соответственно низшие точки профильной структуры, например вершины гофров и углубления между гофрами гофрированной структуры. Такие экстремумы обычно имеют прямолинейную форму, т.е. имеют своего рода вершинную линию. Предлагаемый в изобретении способ позволяет наносить подобные адгезионные слои максимально близко к такому экстремуму и в то же время исключает попадание адгезива на сам экстремум, который в конечном итоге образует место контакта с соседними листами фольги. Благодаря нанесению адгезионного слоя на указанном удалении от экстремума исключается также наличие адгезива в непосредственной близости от экстремумов в том месте, куда частицы порошкового припоя из-за своих размеров проникнуть не могут. Отсутствие адгезива, а тем самым и припоя непосредственно на экстремумах гофрированной фольги и соответственно в местах контакта соседних листов фольги друг с другом, обеспечивает, например, беспрепятственно скольжение листов фольги друг по другу и в процессе формирования жаропрочной структуры. В предпочтительном варианте указанное удаление адгезионного слоя от экстремума листа гофрированной фольги должно составлять от 0,05 до 0,1 мм. Подобное удаление отсчитывается прежде всего от ближайшего к экстремуму края адгезионного слоя.
В этом отношении адгезионный слой наиболее предпочтительно наносить в виде полоски шириной менее 0,9 мм. При этом ширина полоски адгезионного слоя должна составлять прежде всего от 0,15 до 0,3 мм. Столь прецизионное расположение адгезионных слоев и их нанесение столь узкими полосками позволяет даже отчасти наносить на них припой с точностью до отдельной частицы из расчета на одну клиновидную пазуху. Благодаря подобной возможности в области изготовления сотовых элементов, используемых в системах нейтрализации или снижения токсичности ОГ, удается добиться не достижимой до настоящего времени высокой точности в технике выполнения неразъемных соединений.
В еще одном варианте осуществления предлагаемого в изобретении способа изготовления жаропрочной структуры из по меньшей мере одного гладкого листа фольги и по меньшей мере одного листа гофрированной фольги, которая имеет экстремумы, определяют по меньшей мере количество или положение экстремумов. Более предпочтительно определять и количество, и положение экстремумов. Сказанное означает прежде всего то, что предусмотрены счетные или контролирующие устройства, распознающие, соответственно регистрирующие положение экстремумов. Положение экстремумов предпочтительно отслеживать на протяжении всего процесса изготовления жаропрочной структуры. Благодаря этому появляется возможность соотносить адгезионные слои со строго определенными экстремумами и тем самым наносить адгезив на листы фольги слоями с разными схемами их расположения. Таким путем можно также создавать трехмерные схемы расположения адгезионных слоев в изготовленной жаропрочной структуре, в строго определенных зонах которой имеются различающиеся между собой паяные соединения, соответственно в отдельных пространственных частях которой паяные соединения отсутствуют. Положение экстремумов можно определять, например, с помощью формообразующих валков, дополнительных датчиков или иных пригодных для этой цели измерительных средств.
При контроле, соответственно регулировании процесса изготовления фольги, прежде всего при нанесении адгезионного слоя и/или припоя, может оказаться предпочтительным использовать адгезив, позволяющий средствами измерительной техники определять положение, ориентацию и/или форму нанесенного из него слоя. Сказанное прежде всего означает наличие в составе адгезива компонентов, допускающих возможность их оптического обнаружения. Так, например, в состав адгезива можно включать специальную краску, соответственно адгезиву можно придавать определенную окраску, позволяющую автоматически распознавать адгезионный слой с помощью измерительных устройств, прежде всего датчиков. Содержащий подобную краску адгезив можно обнаруживать, например, путем стробоскопического освещения и регистрации изменений характеристик света, отраженного от поверхности фольги. Помимо этого адгезионный слой можно также обнаруживать по изменению характеристик преломления направленного на фольгу светового луча. Обнаруживаемое изменение характеристик преломления светового луча происходит, например, при переходе от сканирования световым лучом (например, лазерным) сухой поверхности к сканированию покрытой адгезивом поверхности. Полученные результаты измерений могут поступать в центральное устройство регулирования, которое может на их основании получать информацию о типе, соответственно качестве изготовленной фольги, соответственно может при необходимости изменять или соответствующим образом регулировать те или иные технологические параметры. Очевидно, что подобную процедуру можно выполнять еще и после нанесения припоя, причем в этом случае при определенных условиях можно также получать информацию о количестве нанесенного припоя.
В еще одном предпочтительном варианте осуществления предлагаемого в изобретении способа жаропрочную структуру изготавливают из по меньшей мере одного листа гладкой фольги и по меньшей мере одного листа гофрированной фольги, для чего непрерывно гофрируют гладкую фольгу ее пропусканием между взаимно зацепляющимися профилирующими валками, с гофрированной фольги непрерывно удаляют прилипшее к ней масло, на первую сторону гофрированной фольги в соответствии со стадией (а) наносят по меньшей мере один адгезионный слой, от фольги отделяют лист заданной протяженности, по меньшей мере один лист гладкой фольги и по меньшей мере один лист гофрированной фольги набирают в пакет с получением жаропрочной структуры, эту жаропрочную структуру по меньшей мере частично помещают в кожух, на по меньшей мере один адгезионный слой наносят порошковый припой и выполняют термическую обработку с образованием паяных соединений.
Рассмотренный выше способ пригоден прежде всего для изготовления сотовых элементов, используемых в качестве носителей в автомобильных системах выпуска ОГ. Такие сотовые элементы изготавливают серийно, при этом вышеописанный непрерывный способ можно простым путем интегрировать в известные производственные процессы.
В некоторых случаях, прежде всего при применении изготавливаемой предлагаемым в изобретении способом жаропрочной структуры по особому назначению, адгезив можно также наносить на гофрированную фольгу с обеих ее сторон, при этом, например, перед отделением листов фольги от непрерывной фольги дополнительно выполняют еще одну стадию, на которой на вторую сторону гофрированной фольги в соответствии со стадией (а) наносят по меньшей мере один адгезионный слой.
Предлагаемый в изобретении способ позволяет произвольно варьировать форму и/или расположение соединительных участков не известным до настоящего времени образом. Так, в частности, соединительные участки можно располагать в жаропрочной структуре, соответственно в сотовом элементе, со смещением относительно друг друга не только в осевом, но и в радиальном направлении. Сказанное означает, что соединительные участки можно предусматривать более целенаправленно с учетом термических и динамических нагрузок, которым подвергается сотовый элемент в процессе его эксплуатации. Подобное расположение мест паяных соединений со смещением относительно друг друга предпочтительно для компенсации различий в величинах теплового расширения именно в сотовых элементах особо большого объема, используемых, например, в качестве носителей каталитических нейтрализаторов в системах выпуска ОГ грузовых автомобилей. Сказанное относится прежде всего к сотовым элементам диаметром от 150 до 450 мм.
Ниже предлагаемый в изобретении способ изготовления жаропрочной структуры более подробно рассмотрен со ссылкой на прилагаемые чертежи. При этом необходимо отметить, что на этих чертежах представлены наиболее предпочтительные варианты осуществления предлагаемого в изобретении способа, соответственно варианты выполнения изготовленной им жаропрочной структуры, соответственно ее заготовок, каковыми вариантами, однако, не ограничен объем изобретения. На прилагаемых к описанию чертежах, в частности, показано:
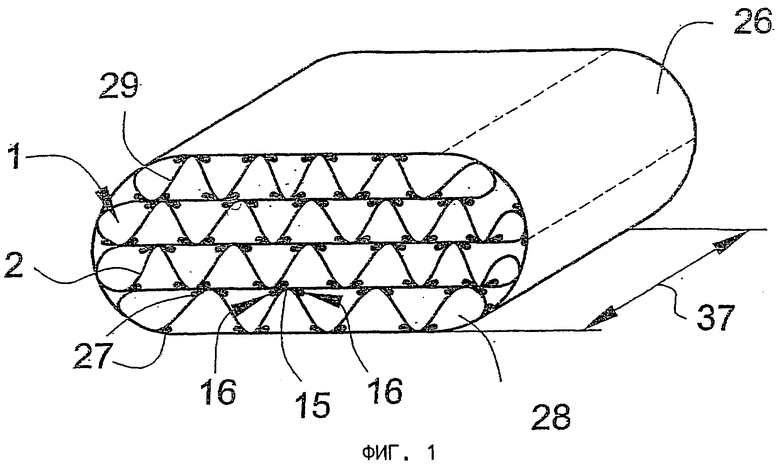
на фиг.1 - схематичный вид в аксонометрии жаропрочной структуры,
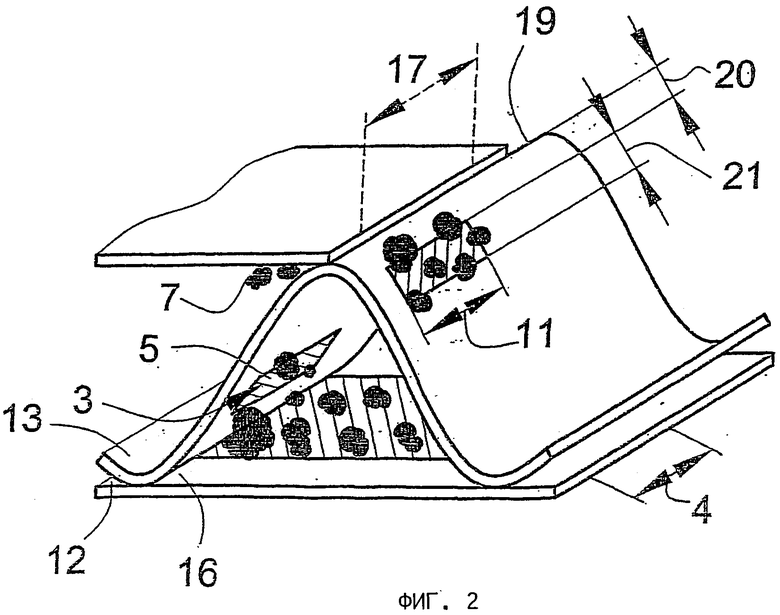
на фиг.2 - вид в аксонометрии фрагмента жаропрочной структуры,
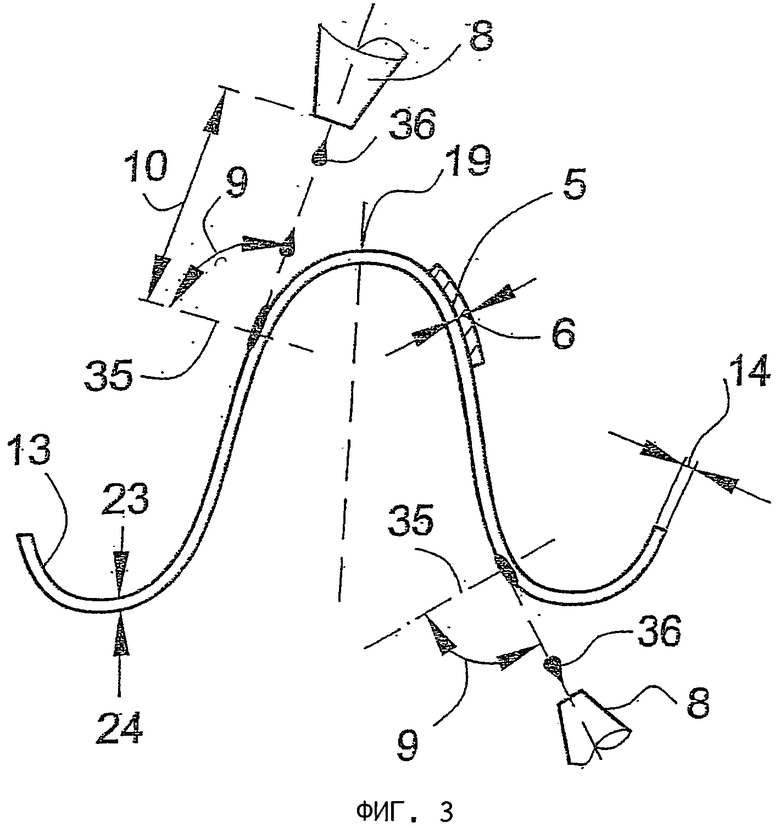
на фиг.3 - схематичный вид, иллюстрирующий нанесение адгезива с помощью сопел,
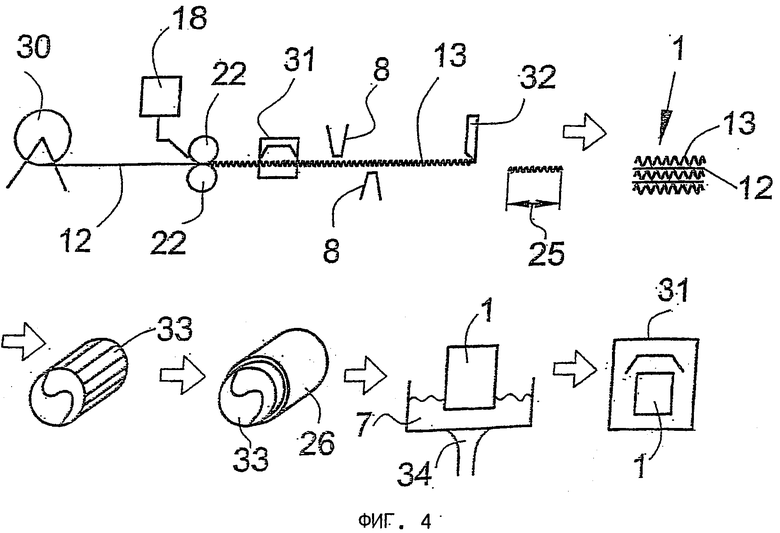
на фиг.4 - схема, иллюстрирующая предпочтительный процесс изготовления сотового элемента.
На фиг.1 схематично в аксонометрии показана выполненная по одному из вариантов жаропрочная структура 1, применяемая, например, в качестве носителя для различных покрытий 29, используемых в автомобилестроении для нейтрализации или снижения токсичности ОГ. В данном случае жаропрочная структура 1 образована частично профилированным слоем 2 из металла, помещенным в кожух 26. Слой 2 имеет гладкие и профилированные отдельные участки и свернут в рулон с образованием проточных для ОГ каналов 28. Гладкие участки слоя 2 образуют с профильной, соответственно гофрированной структурой места 15 контакта, вблизи которых на завершающей стадии изготовления жаропрочной структуры образованы паяные соединения 27. Дополнительно паяные соединения 27 выполняют также между слоем 2 и кожухом 26. Вблизи мест 15 контакта соседние, соответственно наложенные друг на друга участки металлических слоев образуют так называемые клиновидные пазухи 16, в которых в конечном итоге образуется паяное соединение 27. В рассматриваемом примере жаропрочная структура 1 имеет в поперечном сечении в основном форму сплющенного овала ("гоночного трека"), однако в принципе может также иметь круглую, многоугольную или иную форму. В данном случае жаропрочная структура 1 изготовлена из слоев шириной 37, которая в основном соответствует также длине кожуха 26, что, однако, не является строго обязательным условием. В рассматриваемом варианте паяные соединения 27 равномерно распределены по поперечному сечению жаропрочной структуры 1. Однако в принципе по поперечному сечению жаропрочной структуры 1, соответственно и по ширине 37 образующих ее металлических слоев, возможно реализуемое особо простым путем с помощью предлагаемого в изобретении способа выполнение разных паяных соединений 27. Благодаря этому удается обеспечить особые характеристики теплового расширения жаропрочной структуры 1 под действием знакопеременных термических нагрузок и в результате повысить ее долговечность.
На фиг.2 (также схематично в аксонометрии) показан фрагмент жаропрочной структуры 1, образованной гладкой фольгой 12 и гофрированной фольгой 13. При этом листы гладкой фольги 12 и листы гофрированной фольги 13 расположены с попеременным чередованием и в результате также образуют каналы 28. Профильная структура гофрированной фольги 13 имеет при этом экстремумы 19, которые в готовой жаропрочной структуре образуют места 15 контакта между листами гладкой фольги 12 и листами гофрированной фольги 13. Вблизи этих экстремумов 19 образованы клиновидные пазухи 16, в которых в последующем должен располагаться припой 7, необходимый для последующего образования неразъемных паяных соединений 27 в местах контакта листов гладкой фольги с листами гофрированной фольги.
Для фиксации припоя 7 в клиновидных пазухах 16, соответственно в других необходимых местах, соответственно на соединительных участках 4, листы фольги снабжают адгезионным слоем 5. Адгезионный слой 5 получают нанесением адгезива 3 в виде капель. Капельное нанесение адгезива позволяет с высокой точностью наносить адгезионные слои 5 соответственно положению и форме требуемого соединительного участка 4. В показанном на чертеже примере адгезионные слои 5 имеют преимущественно вид полосок, однако в принципе могут иметь любую иную форму и практически любую протяженность 11. В рассматриваемом варианте на лист гладкой фольги 12 нанесен адгезионный слой 5, который в виде сплошной полоски проходит в основном поперечно, соответственно перпендикулярно экстремуму 19 через несколько гофров гофрированной фольги 13. На гофрированной же фольге 13 предусмотрены лишь нанесенные вблизи клиновидных пазух 16 исключительно узкие полоски адгезива, проходящие параллельно экстремумам 19 на удалении 20 от них. Ширина 21 полоски адгезива предпочтительно составляет менее 1 мм.
Показанный на чертеже фрагмент жаропрочной структуры 1 изображен до ее термической обработки, при которой происходит образование неразъемных соединений. В данном случае используется припой 7 в виде порошка, соответственно в зернистой форме с заданной размерной фракцией частиц, при этом соответственно ранее нанесенным адгезионным слоям 5 в прилипшем к ним состоянии внутри изготавливаемой жаропрочной структуры остается только заданное количество припоя 7. Таким путем припой можно наносить по длине 17 клиновидных пазух 16 в строго определенном количестве. При последующей термической обработке преобладающая часть адгезива 3 улетучивается, тогда как припой 7, расположенный вблизи клиновидных пазух, раплаваляется и затем, затвердевая при охлаждении, соединяет друг с другом соседние листы фольги, обеспечивая таким путем их прочное скрепление друг с другом.
На фиг.3 схематично проиллюстрирован процесс нанесения адгезива 3 с помощью сопла 8 для получения адгезионного слоя 5 толщиной 6 менее 0,01 мм. В данном случае нанесение адгезива 3 поясняется на примере его нанесения на гофрированную фольгу 13. Обычно гофрированную фольгу 13 для нанесения на нее адгезива перемещают относительно показанных на чертеже сопел 8, прежде всего между ними. Таким путем адгезионный слой 5 можно сначала нанести на первую сторону 23 гофрированной фольги 12, а затем с помощью другого сопла 8 нанести на вторую ее сторону 24. Количество адгезива 3, соответственно форма адгезионного слоя 5, зависит от окончательно необходимого для образования паяных соединений количества припоя, которое рассчитывается также с учетом толщины 14 гофрированной фольги 13. Для возможности простого варьирования количества наносимого адгезива и формы адгезионного слоя сопла 8 выполнены поворотными и/или подвижными относительно гофрированной фольги 13. Сопла 8 выполнены регулируемыми по углу их наклона для возможности изменения угла 9 наклона выходящих из них струй адгезива и по их отступу 10 от покрываемой адгезивом поверхности. Под отступом 10 сопел от покрываемой адгезивом поверхности при этом подразумевается показанное на фиг.3 расстояние от выходного отверстия сопла до точки соударения капель 36 адгезива 3 с покрываемой им поверхностью. Угол 9 наклона струи измеряется между направлением полета капель 36 адгезива и нормалью 35, проведенной к поверхности гофрированной фольги 13, соответственно требуемого соединительного участка 4 через точку соударения с этой поверхностью капель адгезива. В этом отношении следует отметить, что обе характеризующие положение каждого из обоих сопел 8 величины, одной из которых является отступ 10, а другой - угол 9 наклона струи, можно задавать независимо друг от друга.
На фиг.4 схематично проиллюстрирован предпочтительный процесс изготовления жаропрочной структуры 1 из множества листов гладкой фольги 12 и листов гофрированной фольги 13. Последовательность выполнения стадий этого процесса обозначена контурными стрелками и показана на чертеже в разбитом на два расположенных один под другим ряда виде, в каждом из которых отдельные стадии выполняются последовательно слева направо.
Процесс изготовления жаропрочной структуры начинается с придания гладкой фольге 12, сматываемый, например, с рулона 30, требуемого волнистого или гофрированного профиля. Для этого на гладкую фольгу 12 непосредственно перед ее пропусканием между взаимно зацепляющимися профилирующими валками 22 сначала наносят прокатное масло 18, облегчающее происходящую при этом обработку фольги давлением. По завершении обработки гладкой фольги давлением полученную гофрированную фольгу 13 пропускают через печь 31, при нагреве в которой улетучивается по меньшей мере преобладающая часть оставшегося на гофрированной фольге 13 масла 18. Очищенную таким путем гофрированную фольгу 13 подают далее в предназначенную для нанесения требуемых адгезионных слоев систему, которая в данном случае условно представлена двумя соплами 8, расположенными по обе стороны 23, 24 гофрированной фольги 13. Для получения особо тонких, соответственно особо точно позиционированных адгезионных слоев адгезив 3 наносят методом капельно-импульсной печати, методом импульсно-пузырьковой печати или методом непрерывной струйной печати, при этом в принципе работа каждого из сопел может быть также основана на своем отдельном методе печати, соответственно можно предусмотреть несколько подобных позиций обработки, на каждой из которых наносятся разные адгезионные слои и используется свой метод печати, отличный от методов печати, используемых на других позициях обработки. Далее эту подготовленную гофрированную фольгу 13 подают в режущее устройство 32, в котором от ленты гофрированной фольги 13 отделяют мерный кусок заданной длины 25. Затем изготовленные таким путем гофрированные листы фольги 13 и гладкие листы фольги 12 (сматываемой, например, с другого рулона 30) в попеременно чередующемся порядке набирают в пакет с получением заготовки жаропрочной структуры 1. Листы гладкой и гофрированной фольги образуют в таком пакете каналы 28, по меньшей мере частично проточные для ОГ.
Этот пакет в рассматриваемом варианте дополнительно S-образно скручивают или изгибают с приданием ему в основном цилиндрической формы. Подобные структуры 1 называют также, например, сотовыми элементами 33. Сформированный таким путем сотовый элемент 33, соответственно сформированную таким путем структуру 1, затем помещают в кожух 26. После этого структуру 1 приводят в контакт с припоем 7, попадающим в нее через ее торец, т.е., например, по каналам 28. В данном случае контакт припоя 7, используемого в порошковом виде, с изготавливаемой жаропрочной структурой обеспечивается за счет создания так называемого псевдоожиженного слоя 34, в котором припой 7 перемещается через изготавливаемую жаропрочную структуру 1 несущей средой (воздухом). При этом припой 7 в требуемом количестве прилипает к ранее нанесенным адгезионным слоям 5. Снабженный таким путем припоем сотовый элемент 33, соответственно полученную таким путем жаропрочную структуру 1, подвергают затем термической обработке, которую также проводят в печи 31. При этом речь предпочтительно идет о высокотемпературной пайке в вакууме.
Описанный выше предлагаемый в изобретении способ пригоден прежде всего для изготовления металлических сотовых элементов, подвергающихся воздействию высоких термических и динамических нагрузок. Достигаемая при осуществлении предлагаемого в изобретении способа точность выполнения адгезионных слоев и, как следствие, целенаправленного нанесения необходимого количества припоя на требуемые участки позволяют с высокой точностью согласовывать свойства паяных соединений с конкретными, встречающимися на практике условиями, в которых должна работать жаропрочная структура. Так, в частности, предлагаемый в изобретении способ позволяет с высокой точностью согласовывать термические и динамические свойства жаропрочной структуры, соответственно, сотового элемента с давлением и температурой, воздействию которых она, соответственно, он подвергается в процессе эксплуатации. В результате удается прежде всего продлить срок службы подобных жаропрочных структур в автомобильных системах выпуска ОГ, соответственно повысить экономическую эффективность процесса изготовления таких жаропрочных структур благодаря их снабжению припоем только в таком количестве, которое фактически необходимо для получения паяных соединений.
Изобретение может быть использовано при изготовлении жаропрочных сотовых элементов в виде жаропрочных структур, главным образом в автомобилестроении для носителей каталитических нейтрализаторов, адсорберов или фильтров, применяемых для нейтрализации или снижения токсичности отработавших газов. Жаропрочная структура имеет по меньшей мере один по меньшей мере частично профилированный металлический слой. При ее изготовлении на по меньшей мере один соединительный участок по меньшей мере одного металлического слоя наносят адгезив в виде капель для образования адгезионного слоя толщиной менее 0,05 мм. Затем по меньшей мере частично формируют жаропрочную структуру и наносят припой, который по меньшей мере частично прилипает к адгезионному слою. Выполняют термическую обработку с получением паяных соединений. Способ обеспечивает прецизионное нанесение адгезива и припоя при изготовлении пайкой металлических жаропрочных сотовых элементов. 14 з.п. ф-лы, 4 ил.
1. Способ изготовления жаропрочного сотового элемента в виде жаропрочной структуры (1), содержащей по меньшей мере один по меньшей мере частично профилированный металлический слой (2), заключающийся в выполнении по меньшей мере следующих стадий:
(а) на по меньшей мере один соединительный участок (4) по меньшей мере одного металлического слоя (2) наносят адгезив (3) в виде капель с получением адгезионного слоя (5) толщиной (6) менее 0,05 мм,
(б) по меньшей мере частично формируют жаропрочную структуру (1),
(в) наносят припой (7), который по меньшей мере частично прилипает к адгезионному слою (5),
(г) выполняют термическую обработку с получением паяных соединений.
2. Способ по п.1, при осуществлении которого адгезив (3) наносят одним из следующих методов печати:
методом капельно-импульсной печати,
методом импульсно-пузырьковой печати,
методом непрерывной струйной печати.
3. Способ по п.1 или 2, при осуществлении которого используют статически электризуемый адгезив (3), который предпочтительно обладает электропроводностью более 1,0 мСм.
4. Способ по п.1 или 2, при осуществлении которого используют адгезив (3) с динамической вязкостью в пределах от 3,0 до 5,0 мПа.
5. Способ по п.1 или 2, при осуществлении которого используют адгезив (3), содержащий растворитель в относительном количестве по меньшей мере 50%.
6. Способ по п.1 или 2, при осуществлении которого используют адгезив (3), клеевой компонент которого обладает термостойкостью при нагреве до температуры не менее 300°С.
7. Способ по п.1 или 2, при осуществлении которого изготавливаемую жаропрочную структуру (1) перед нанесением припоя (7) подвергают предварительной термической обработке.
8. Способ по п.1 или 2, при осуществлении которого адгезив (3) наносят с помощью по меньшей мере одного сопла (8), которым задается угол (9) наклона струи и которое расположено с отступом (10) от соединительного участка (4), при этом для получения адгезионного слоя (5) заданной толщины и/или протяженности (11) варьируют по меньшей мере один из указанных параметров, которыми являются угол (9) наклона струи и отступ (10) сопла от соединительного участка.
9. Способ по п.1, при осуществлении которого припой (7) наносят в виде порошка с гранулометрической фракцией, в которой размер частиц составляет менее 120 мкм.
10. Способ по п.1 или 2, при осуществлении которого жаропрочную структуру (1) изготавливают из по меньшей мере одного листа гладкой фольги (12) и по меньшей мере одного листа гофрированной фольги (13) заданной толщины (14), образующих в местах (15) контакта между собой клиновидные пазухи (16), при этом припой (7) наносят в количестве, которое в зависимости от толщины фольги (14) соответствует из расчета на одну клиновидную пазуху (16) по меньшей мере величине, определяемой по следующей формуле:
 ,
,
где mприпой обозначает необходимую массу припоя, δприпой обозначает плотность материала припоя, δприпой обозначает средний диаметр частиц порошкового припоя, s обозначает толщину фольги, а 1 обозначает длину полоски адгезива.
11. Способ по п.1 или 2, при осуществлении которого жаропрочную структуру (1) выполняют из по меньшей мере одного листа гладкой фольги (12) и по меньшей мере одного листа гофрированной фольги (13), при этом по меньшей мере один лист гофрированной фольги (13) изготавливают формообразующим методом прокатки с применением прокатного масла (18), которое удаляют с изготовленного листа гофрированной фольги (13) перед нанесением на него адгезива (3).
12. Способ по п.1 или 2, при осуществлении которого жаропрочную структуру (1) изготавливают из по меньшей мере одного листа гладкой фольги (12) и по меньшей мере одного листа гофрированной фольги (13), имеющей экстремумы (19), при этом получают по меньшей мере один адгезионный слой (5), расположенный рядом с по меньшей мере одним из экстремумов (19) на удалении (20) от него, составляющем не менее 0,05 мм.
13. Способ по п.12, при осуществлении которого адгезионный слой (5) получают в виде полоски шириной (21) менее 0,9 мм.
14. Способ по п.1 или 2, при осуществлении которого жаропрочную структуру (1) изготавливают из по меньшей мере одного листа гладкой фольги (12) и по меньшей мере одного листа гофрированной фольги (13), которая имеет экстремумы, при этом определяют по меньшей мере количество либо положение экстремумов (19).
15. Способ по п.1 или 2, при осуществлении которого жаропрочную структуру (1) изготавливают из по меньшей мере одного гладкого листа фольги (12) и по меньшей мере одного гофрированного листа фольги (13), для чего непрерывно гофрируют гладкую фольгу (12) ее пропусканием между взаимно зацепляющимися профилирующими валками (22), с гофрированной фольги (13) непрерывно удаляют прилипшее к ней прокатное масло (18), на одной стороне (23) гофрированной фольги (13) в соответствии со стадией (а) получают по меньшей мере один адгезионный слой (5), от фольги (12, 13) отделяют лист заданной протяженности (25), по меньшей мере один лист гладкой фольги (12) и по меньшей мере один лист гофрированной фольги (13) набирают в пакет с получением жаропрочной структуры (1), эту жаропрочную структуру (1) по меньшей мере частично помещают в кожух (26), на по меньшей мере один адгезионный слой (5) наносят порошковый припой (7) и выполняют термическую обработку с получением паяных соединений (27).
| СПОСОБ НАНЕСЕНИЯ ПРИПОЯ НА МЕТАЛЛИЧЕСКУЮ СТРУКТУРУ, В ЧАСТНОСТИ НА ОТДЕЛЬНЫЕ УЧАСТКИ ЭЛЕМЕНТА С СОТОВОЙ СТРУКТУРОЙ | 1993 |
|
RU2096145C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНОГО МЕТАЛЛИЧЕСКОГО СОТОВОГО ЭЛЕМЕНТА | 1997 |
|
RU2154558C1 |
| Сосудистый зонд | 1979 |
|
SU820830A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

