Настоящее изобретение относится к способу изготовления жаропрочной структуры с по меньшей мере одним по меньшей мере частично профилированным металлическим слоем. Подобные жаропрочные структуры используются главным образом в автомобилестроении в качестве носителей каталитических нейтрализаторов, адсорберов, фильтров для улавливания твердых частиц или иных аналогичных устройств.
Подобные жаропрочные структуры называют также сотовыми элементами. Обычно они состоят из по меньшей мере одного гладкого и по меньшей мере одного гофрированного металлических слоев, которые за счет их особого расположения друг относительно друга образуют проточные каналы для пропускаемых через них отработавших газов (ОГ). На поверхности этих слоев, соответственно на ограничивающие эти каналы поверхности наносят по меньшей мере одно заданное покрытие, способствующее превращению вредных компонентов ОГ в менее вредные соединения. При этом профиль, соответственно гофрировка по меньшей мере одного слоя обеспечивает наличие в объеме структуры поверхности сравнительно большой площади, благодаря которой обеспечивается возможность эффективного контакта ОГ с (не)покрытой поверхностью. Превращение вредных компонентов ОГ обычно происходит при относительно высоких температурах. Температура проходящих через структуру ОГ может достигать, например, порядка 1000°С. Наряду с высокой тепловой нагрузкой эта структура в процессе работы нестационарного (мобильного) двигателя внутреннего сгорания (ДВС) подвергается также в системе выпуска ОГ воздействию высоких динамических нагрузок, обусловленных, например, возникающими при сгорании горючей смеси импульсами давления самих ОГ или внешними источниками при движении автомобиля.
Из уровня техники известны самые разнообразные типы сотовых элементов, изготовленных путем свертывания в рулон или путем набора в пакет металлических слоев и их соединения между собой. Подобные сотовые элементы подразделяют главным образом на два основных конструктивных типа. К одному из них, который появился первым и типичные примеры которого рассмотрены в DE 2902779 А1, относятся сотовые элементы спирального типа, при изготовлении которых в основном только один гладкий и только один гофрированный металлические листы накладывают друг на друга и затем совместно свертывают в рулон, в котором, если смотреть в его поперечном сечении, металлические листы свернуты по спирали. Сотовые элементы другого конструктивного типа изготавливают из множества попеременно чередуемых гладких и гофрированных или множества попеременно чередуемых по-разному гофрированных металлических листов, которые сначала набирают в один или несколько пакетов, которые затем совместно скручивают, начиная их изгибать с их середины, соответственно свертывают в рулон. При этом в сотовых элементах такого конструктивного типа в отличие от сотовых элементов спирального типа концы всех металлических листов оказываются обращены наружу в сторону корпуса или трубчатого кожуха, с которым их можно соединить с получением долговечных соединений. Сотовые элементы этого последнего из рассмотренных конструктивного типа, типичные примеры которых описаны в ЕР 0245737 или WO 90/03220, известны также, например, как так называемые сотовые элементы S-образного типа. Более детально типы, соответственно конфигурации различных структур, соответственно сотовых элементов рассмотрены в указанных выше публикациях.
Для изготовления сотового элемента, соответственно подобной жаропрочной структуры по меньшей мере часть слоев необходимо соединять между собой. Для этого можно использовать различные методы соединения. Для получения долговечных соединений в производстве жаропрочных структур из-за высоких тепловых и динамических нагрузок, которым они подвергаются при их предпочтительном применении в системах выпуска ОГ, образующихся при работе нестационарных ДВС, широкое распространение получили прежде всего различные методы высокотемпературной пайки. Для этого в сотовый элемент необходимо вводить припой, температура плавления которого обычно ниже температуры плавления соединяемых между собой металлических слоев, и фиксировать его в местах, на которых металлические слои требуется соединить друг с другом. При нагревании сотового элемента до температуры выше температуры плавления припоя он расплавляется и затем при охлаждении соединяет соседние металлические слои друг с другом.
Припой можно вводить в сотовый элемент в различных видах, например в виде фольги или порошка. Припой в виде фольги накладывают и/или наклеивают в тех местах, где слои должны быть соединены друг с другом. Порошковый припой также наносят на поверхность слоев, фиксируя на ней вплоть до начала процесса пайки с помощью адгезива (которым может служить масло, клей или иной клейкий материал).
В качестве подобных адгезивов преимущественно используют специально разработанные для этой цели клеи, наносимые на места соединения металлических слоев между собой. В настоящее время известны различные методы нанесения адгезива на соединяемые друг с другом металлические слои. Так, например, в ЕР 0422000 описан способ нанесения адгезива с помощью вращающихся валиков. В данном случае адгезив наносят перед свертыванием слоев в рулон, соответственно перед их набором в пакет. Помимо этого из, например, DE 10151487 известна технология введения жидкого адгезива внутрь подобной сотовой структуры, основанная на использовании капиллярных явлений. Для этого сотовую структуру можно просто погружать ее торцом в жидкий адгезив. Более детально методы нанесения адгезивов рассмотрены в указанных выше публикациях.
При профилировании, соответственно гофрировании металлического слоя необходимо использовать различные технологические вспомогательные материалы, способствующие формообразованию. Так, например, гофрированные металлические слои часто изготавливают таким формообразующим методом, как прокатка. Помимо этого металлические слои для их защиты на время хранения и/или транспортировки, которое/которая часто бывает достаточно продолжительным/продолжительной, также смачивают вспомогательными материалами. В качестве подобного вспомогательного материала применяют преимущественно масло, которое способно оставаться на поверхности слоев даже на протяжении длительного периода времени. Однако находящееся на поверхности подобных слоев масло при определенных условиях оказывает отрицательное влияние на процесс пайки. Так, например, не исключена возможность наличия у самого этого масла, соответственно у образующегося в результате его старения вещества адгезионных свойств, из-за которых припой при его нанесении на металлические слои будет по меньшей мере временно прилипать ко всей их поверхности. Прилипание припоя ко всей поверхности металлических слоев при определенных условиях приводит к образованию в местах, предусмотренных для компенсации различий в величинах теплового расширения, неразъемных соединений, которые создают риск нарушения структурной или конструктивной целостности сотовой структуры, которую она должна сохранять в течение длительного времени. Помимо этого вспомогательные материалы, соответственно масла могут содержать летучие компоненты, которые могут нарушать создаваемый в процессе пайки вакуум, соответственно создаваемую в процессе пайки заданную атмосферу.
Учитывая сказанное выше, до настоящего времени было принято либо использовать эти вспомогательные материалы в качестве адгезивов, либо полностью их удалять и использовать отдельный адгезив, наносимый в этом случае практически на чистую поверхность, соответственно на поверхность без вспомогательных материалов.
Исходя из вышеизложенного в основу настоящего изобретения была положена задача разработать усовершенствованный способ изготовления жаропрочной структуры из по меньшей мере одного по меньшей мере частично профилированного металлического слоя. Такой способ должен прежде всего обеспечивать возможность максимально прецизионного и точно задаваемого выполнения неразъемных соединений в структуре. Одновременно с этим подобный способ должен обеспечивать возможность более простого и технологически надежного оперирования с металлической структурой, соответственно ее формирования, что является предпосылкой выполнения необходимых для этого операций с высокой точностью и при серийном производстве. Помимо этого такой способ должен обеспечивать экономное расходование припоя и/или вспомогательных материалов.
Указанные задачи решаются с помощью способа, заявленного в независимом пункте формулы изобретения. Предпочтительные варианты осуществления предлагаемого в изобретении способа представлены в зависимых пунктах формулы изобретения. В этом отношении необходимо отметить, что представленные в формуле изобретения стадии предлагаемого в изобретении способа могут использоваться в любых технологически реализуемых комбинациях между собой, образующих другие предпочтительные варианты осуществления предлагаемого в изобретении способа.
Предлагаемый в изобретении способ изготовления жаропрочной структуры с по меньшей мере одним по меньшей мере частично профилированным металлическим слоем заключается в выполнении по меньшей мере следующих стадий:
(а) гладкий металлический слой подвергают обработке давлением путем прокатки, при которой масло по меньшей мере частично смачивает по меньшей мере один слой,
(б) по меньшей мере частично удаляют масло,
(в) на по меньшей мере один отдельный участок по меньшей мере одного слоя подают смазку,
(г) по меньшей мере частично формируют структуру,
(д) выполняют неразъемные соединения для фиксации структуры.
Под термином "масло" подразумеваются вспомогательные материалы, которые предварительно использовали для хранения, транспортировки и/или формообразования по меньшей мере одного слоя. К подобным вспомогательным материалам относятся прежде всего минеральные масла, синтетические масла, жиры и иные аналогичные материалы. Важный аспект предлагаемого в изобретении способа заключается в том, что сначала со слоя масло удаляют, а затем на слой вновь наносят смазку, которая также может представлять собой масло. Подобный подход должен устранять имевшие место до нанесения смазки неопределенные состояния, соответственно исключать наличие имевшихся до нанесения смазки неидентифицируемых участков, смоченных маслом, и их преобразование в однозначно определенные участки, соответственно их создание вновь. Так, в частности, при описанном выше подходе образуются точно заданные отдельные участки, наличие на которых смазки или иных аналогичных материалов обеспечивают скольжение прилегающих друг к другу слоев, соответственно их участков один по другому в процессе формирования структуры без их повреждения. Сказанное относится прежде всего к свертыванию в рулон, соответственно к скручиванию пакетов, набранных из множества подобных металлических слоев.
Предшествующее нанесению смазки удаление масла, необходимость в котором уже отпала, позволяет существенно снизить количество летучих компонентов при проведении завершающего процесса пайки. Предлагаемый в изобретении способ обеспечивает возможность скольжения металлических слоев один по другому фактически лишь на требуемых участках благодаря нанесению на них смазки, тогда как на остальных своих отдельных участках металлические слои имеют чистую или снабженную каким-либо иным покрытием поверхность. Тем самым можно, например, обеспечить для каждого участка контакта соседних металлических слоев наличие отдельного участка со смазкой.
В отношении стадии (а) предлагаемого в изобретении способа следует отметить, что металлический слой может быть образован не только листами фольги, но и другими элементами, прежде всего решетчатыми структурами, перфорированными пластинами, волокнистыми неткаными материалами, композиционными материалами и иными материалами.
Под прокаткой подразумеваются прежде всего методы, которыми профилируют, соответственно гофрируют гладкий материал путем внешнего силового воздействия на него соответствующим инструментом (например, вращающимися профилирующими валками). В процессе обработки гладкого материала давлением преимущественно должна происходить его необратимая пластическая деформация. При этом деформированные слои, соответственно материалы по возможности должны прежде всего сохранять свою толщину. Получаемая в результате такой обработки давлением гофрировка обычно повторяется через определенные интервалы, например имеет профиль синусоидальной, Ω-образной, пилообразной или иной периодически повторяющейся формы. Для обработки гладкого металлического листа давлением его предпочтительно непрерывно подавать в прокатный инструмент. Равным образом подобную обработку давлением можно также выполнять такими технологическими методами, как штамповка, выдавливание и иные методы, которые также включены в объем изобретения, прежде всего в том случае, когда они одновременно с обработкой давлением обеспечивают также разделение материала на части.
По завершении обработки давлением необходимое для нее, соответственно уже находящееся на гладком металлическом слое масло (или иные аналогичные вспомогательные материалы) по меньшей мере частично удаляют с него. Предпочтительно же удалять с поверхности металлического слоя все масло, однако его можно также удалять лишь на определенных отдельных участках металлического слоя, например, на тех его отдельных участках, на которые в последующем должно быть нанесено дополнительное покрытие. Металлический слой с еще находящимся на его поверхности маслом можно при необходимости подвергнуть предварительной (например, химической и/или термической) обработке и затем по меньшей мере частично покрыть смазкой.
При изготовлении жаропрочной структуры предлагаемым в изобретении способом принципиально не имеет значения, выполняются ли отдельные его стадии последовательно или же при определенных условиях выполнение отдельных его стадий повторяют. Так, например, стадии (в) и (г) можно выполнять с попеременным чередованием. Такое чередование указанных стадий может заключаться, например, в наборе пакета из гладких и профилированных слоев путем их попеременной укладки друг на друга и в нанесении смазки после укладки каждого слоя на определенные его отдельные участки. Тем самым в данном случае укладка слоев один на другой, соответственно их набор в пакет, что можно рассматривать как частичное формирование структуры, чередуется с подачей смазки вплоть до получения пакета, состоящего из необходимого количества слоев. Изготовленный таким путем пакет можно затем поместить в кожух, снабдить припоем и подвергнуть термической обработке.
Неразъемное соединение для фиксации подобной жаропрочной структуры при ее изготовлении не пайкой можно также обеспечить за счет получения диффузионных соединений. При этом смазка предпочтительно должна содержать в высоких количествах углерод, который служит катализатором образования подобных диффузионных соединений. При выполнении неразъемных соединений этим особым методом соединительные участки металлического слоя и его покрываемые смазкой отдельные участки взаимно перекрываются. Подобное перекрытие соединительных участков металлического слоя и его покрываемых смазкой отдельных участков при неразъемном соединении жаропрочной структуры пайкой, являющейся предпочтительным согласно изобретению методом соединения, отсутствует.
В одном из вариантов осуществления предлагаемого в изобретении способа после выполнения стадии (б) на по меньшей мере один слой подают смазку для получения на нем по меньшей мере одного адгезионного слоя. Функция адгезива состоит в по меньшей мере временной фиксации на металлическом слое подаваемого на него в последующем материала. Под таким материалом имеется в виду прежде всего припой, который до создания неразъемного соединения располагают вблизи мест контакта слоев между собой. В качестве адгезива предпочтительно использовать клей с высоким содержанием растворителя, например клей, содержащий в качестве растворителя ацетон в количестве более 98% или этанол в сравнимом количестве. Растворитель предпочтительно должен быть легколетучим. Адгезив должен обладать исключительно малым коррозионным действием, т.е. металлические слои при длительном контакте с адгезивом не должны проявлять никаких признаков коррозии. Помимо этого адгезив предпочтительно должен обладать термостойкостью при нагреве до температур, достигающих 300°С, т.е. должен сохранять при таких температурах свои адгезионные свойства. Наличие у адгезива подобной термостойкости позволяет при необходимости подвергать металлический слой требуемой предварительной термической обработке с нагревом до температур, лежащих в указанном диапазоне. В особых случаях, например при нанесении адгезива методом печати, он должен обладать электропроводностью в пределах от 1,0 до 1,2 мСм. Вязкость подобного адгезива при комнатной температуре и нормальном атмосферном давлении должна составлять примерно от 3,5 до 4,5 мПа. Получаемые из такого адгезива адгезионные слои предпочтительно должны иметь ширину в пределах от 0,1 до 1,0 мм и прежде всего должны иметь форму полосок. Толщина таких адгезионных слоев предпочтительно должна лежать в пределах от 0,1 до 0,5 мкм.
В этом отношении в следующем варианте осуществления предлагаемого в изобретении способа предлагается предусматривать по меньшей мере один адгезионный слой на соединительном участке металлического слоя, расположенном рядом с по меньшей мере одним его снабжаемым смазкой отдельным участком. Под соединительным участком металлического слоя подразумевается прежде всего тот его участок, на котором у снабжаемой припоем структуры возможен, а также желателен контакт с припоем. Под соединительным участком тем самым подразумевается также участок, на котором в конечном итоге должен быть зафиксирован припой или материал иного покрытия. В принципе соединительный участок с адгезионным слоем и отдельный участок со смазкой (например, соседних слоев) могут также частично перекрываться, однако более предпочтительно, чтобы такие участки были отделены на каждом металлическом слое друг от друга, т.е. не заходили один на другой. При соблюдении этого условия не только исключается взаимное отрицательное влияние смазки и адгезива друг на друга, которое может привести к ухудшению их требуемых свойств, но и обеспечивается их длительное сохранение на металлическом слое в течение всего процесса изготовления жаропрочной структуры.
Соединительные участки могут быть по меньшей мере в отдельных местах смещены друг относительно друга. Под таким смещением подразумевается прежде всего возможность расположения соединительных участков соседних слоев сотового элемента, например, не друг за другом в радиальном и/или осевом направлении. Помимо этого соединительные участки могут располагаться по поперечному сечению сотового элемента в шахматном порядке, при этом в продольном направлении слоя и/или в ориентированных поперечно этому направлению местах контакта прилегающих друг к другу слоев соединительные участки, прежде всего повторяющиеся, отсутствуют. В наиболее предпочтительном варианте сотовый элемент имеет не одинаковую по всей своей длине подобную схему расположения соединений, а имеет по меньшей мере два отстоящих друг от друга поперечных сечения с различающимися между собой схемами расположения соединений.
В следующем варианте осуществления предлагаемого в изобретении способа смазку наносят на металлический слой методом капельно-импульсной печати или методом импульсно-пузырьковой печати.
Метод капельно-импульсной печати представляет собой метод печати, при которой смазку аналогично краске наносят в виде капель на предусмотренный для этого отдельный участок металлического слоя. Формирование каждой капли происходит фактически лишь в те моменты, в которые металлический слой требуется смочить смазкой, в чем состоит отличие этого метода от так называемого метода непрерывной струйной печати, при которой капли формируются непрерывно, но только часть из них наносится на смачиваемую поверхность. Тем самым метод капельно-импульсной печати представляет собой квазипериодический способ формирования капель смазки. Иными словами, нанесение смазки происходит в режиме, при котором металлический слой и печатающее устройство для осуществления метода капельно-импульсной печати совершают относительное движение, а печатающее устройство при этом формирует и выбрасывает капли смазки только в те моменты, в которые их необходимо нанести на требуемый отдельный участок металлического слоя.
В системах капельно-импульсной печати отдельные капли смазки можно формировать, например, с использованием пьезоэлектрических исполнительных элементов. Под пьезоэлектрическими исполнительными элементами обычно подразумеваются электромеханические преобразователи, работа которых основана на пьезоэлектрическом эффекте. При этом приложение переменного напряжения к пьезоэлектрическому элементу вызывает его механические колебания. Эти механические колебания пьезоэлектрического элемента передаются заданному объему смазки с формированием на выходе печатающего устройства каждый раз одной капли смазки, которая затем с относительно высокой скоростью подается в сопло. В настоящее время известно несколько методов капельно-импульсной печати, основанных на использовании пьезоэлектрических преобразователей, которые могут иметь, например, форму пьезотрубочек, дисков или пластинок.
Наиболее предпочтительным методом капельно-импульсной печати является так называемый метод импульсно-пузырьковой печати. При использовании этого метода капли смазки формируются не с помощью пьезоэлектрического преобразователя, а с помощью термических исполнительных элементов. Обычно они представляют собой нагревательные элементы, выполненные в сопле и контактирующие со смазкой. Эти нагревательные элементы кратковременно нагревают в сопле его локально ограниченный участок до очень высокой температуры, которая значительно превышает температуру кипения смазки. В результате смазка начинает локально вскипать с образованием по истечении короткого промежутка времени замкнутого, заполненного паром пузырька. Этот заполненный паром пузырек выбрасывает из сопла каплю смазки под давлением, которое может превышать 10 бар, и со скоростью на выходе из сопла, которая может превышать 10 м/с. После этого заполненный паром пузырек "сдувается", что сопровождается всасыванием в сопло следующей порции смазки под действием капиллярных сил. Подобные методы импульсно-пузырьковой печати подразделяются на различные типы, которые широко известны как импульсно-пузырьковая печать с боковым и прямым распылением.
В этом отношении наиболее предпочтительно наносить смазку, а дополнительно также адгезив с помощью одного и того же устройства. В принципе же смазку и адгезив можно наносить разными методами печати, например смазку можно наносить методом капельно-импульсной печати, а адгезив можно наносить методом непрерывной струйной печати. Предпочтительно, однако, наносить смазку и адгезив одним и тем же методом, прежде всего определенным методом капельно-импульсной печати. Сказанное, в частности, означает, что соответствующее устройство в определенные моменты одновременно формирует и выбрасывает капли адгезива и смазки, однако в принципе разные средства (т.е. адгезив и смазку) можно также наносить последовательно с помощью одного и того же устройства.
В следующем варианте осуществления предлагаемого в изобретении способа перед выполнением стадии (а) на по меньшей мере один металлический слой наносят быстро улетучивающееся масло, которое практически полностью испаряется после обработки металлического слоя давлением и прежде всего до начала выполнения стадии (в), соответственно до нанесения адгезива. Иными словами, необходимое для процесса обработки металлического слоя давлением масло наносят на поверхность металлического слоя непосредственно перед его обработкой давлением, однако оно улетучивается, т.е. превращается в газообразные компоненты, уже по истечении исключительно короткого промежутка времени после завершения обработки металлического слоя давлением. Под исключительно коротким промежутком времени в данном случае подразумевается прежде всего интервал времени, не превышающий 10 с, прежде всего не превышающий 5 с. Улетучивание масла можно обеспечить без принятия дополнительных мер, не подвергая непрерывно движущийся металлический слой последующей обработке в течение указанного промежутка времени, за который может происходить беспрепятственное улетучивание масла в окружающее пространство. Однако в принципе улетучивание масла можно также ускорить, например, за счет нагрева, применения химических веществ, использования устройств для механического удаления масла или принятия иных мер.
В следующем варианте осуществления предлагаемого в изобретении способа его стадия (б) предусматривает термическое и/или механическое обезжиривание по меньшей мере одного металлического слоя. Под термическим обезжириванием подразумевается, в частности, создание в окружающем металлический слой пространстве температуры, которая (существенно) превышает комнатную температуру и при которой улетучивается по меньшей мере преобладающая часть находящегося на поверхности металлического слоя масла. При этом предпочтителен нагрев до температуры в пределах от 200 до 400°С, прежде всего от 250 до 300°С. Под механическим обезжириванием подразумевается применение снабженных и/или не снабженных приводом очищающих устройств, приводимых в физический контакт с поверхностью металлического слоя. В результате такого контакта с поверхностью металлического слоя обеспечивается захват (в очищающем устройстве), соответственно удаление масла (с металлического слоя).
Как уже неоднократно отмечалось выше, на по меньшей мере один металлический слой наиболее предпочтительно по меньшей мере до или после выполнения стадии (г) наносить припой. При определенных условиях припой можно наносить на металлический слой и неоднократно. При этом припой предпочтительно (неконтролируемо) приводить в контакт с поверхностями образующих структуру слоев, после чего припой долговременно остается преимущественно лишь в тех местах, где предусмотрен адгезив. Остальной припой собирают и вновь используют в следующем цикле его нанесения. В качестве припоя предпочтительно использовать порошковый припой с гранулометрической фракцией средней крупности, прежде всего с размером частиц менее 106 мкм. В качестве припоя предпочтительно использовать никелевый сплав.
В еще одном варианте осуществления предлагаемого в изобретении способа его стадия (д) предусматривает термическую обработку изготавливаемой жаропрочной структуры. Под такой обработкой предпочтительно подразумевается высокотемпературная пайка в вакууме. При этом нагрев предпочтительно проводить только до температур, не превышающих температуру плавления материала металлического слоя.
В следующем варианте осуществления предлагаемого в изобретении способа жаропрочную структуру изготавливают из множества гладких и гофрированных листов фольги, которые на стадии (г) с попеременным их чередованием набирают в пакет с образованием мест их контакта между собой, которые по меньшей мере частично перекрываются с по меньшей мере одним снабженным смазкой участком, после чего листы фольги по меньшей мере частично перемещаются друг относительно друга. При наборе пакета из попеременно чередующихся гладких и гофрированных листов фольги между соседними листами фольги обычно образуются практические линейные места их контакта, располагающиеся примерно вдоль экстремумов гофрировки. Именно с подобными местами контакта соседних гладких и гофрированных листов фольги между собой в рассматриваемом варианте и должен перекрываться снабженный смазкой отдельный участок. Связанное с этим преимущество состоит в облегчении скольжения листов фольги друг по другу в, соответственно на этих местах их контакта при последующем скручивании пакета, соответственно его свертывании в рулон. Связанное с облегчением скольжения листов фольги друг по другу преимущество в свою очередь заключается в возможности избежать нежелательного деформирования изготавливаемой жаропрочной структуры, соответственно гладких и/или гофрированных листов фольги.
В этом отношении предпочтительно также выполнять вблизи мест контакта соседних слоев между собой клиновидные пазухи, в которых по меньшей мере частично предусматривают адгезионный слой. Под клиновидной пазухой имеется в виду зона вблизи мест контакта соседних слоев между собой, образуемая соседними гладким и гофрированным листами фольги. Такая клиновидная пазуха имеет, в частности, в поперечном сечении близкую к треугольной форму со сходящимися под острым углом в углу проточного канала сторонами. Обычно в некоторой части такой клиновидной пазухи в конечном итоге должно выполняться неразъемное паяное соединение. Для выполнения подобного соединения в этом месте необходимо предусмотреть адгезионный слой, который при термической обработке обеспечивает после расплавления прилипшего к нему припоя его скапливание точно в этой клиновидной пазухе. Подобный эффект достигается помимо прочего благодаря наличию по меньшей мере частично входящей в клиновидную пазуху полоски адгезионного слоя.
Предпочтительно далее предусматривать по меньшей мере один отдельный участок со смазкой на по меньшей мере одном гладком листе фольги, а адгезионный слой - на по меньшей мере одном гофрированном листе фольги. Сказанное означает, например, что смазкой можно смачивать сравнительно большие по площади поверхности гладкого листа фольги без риска отрицательного влияния смазки на образование неразъемных соединений, поскольку противолежащий адгезионный слой обеспечивает достаточно прочное временное сцепление с ним припоя. Однако одновременно с этим обеспечивается также наличие достаточного количества смазки даже при смещении листов фольги друг относительно друга.
В следующем варианте осуществления предлагаемого в изобретении способа листы фольги набирают в пакет, в котором два наружных листа фольги снабжают смазкой, а расположенные между ними листы фольги не снабжают смазкой. Именно при совместном деформировании, соответственно скручивании и/или свертывании в рулон пакета, состоящего из нескольких листов фольги, наружный слой обычно перемещается на наибольшую величину относительно остальных слоев. Помимо этого в таких пакетах их наружные слои часто образованы гладкими листами фольги, и поэтому при изготовлении жаропрочной структуры из нескольких пакетов несколько соседних гладких листов фольги при определенных условиях оказываются непосредственно прилегающими друг к другу. В этом случае для минимизации трения наиболее предпочтительно снабжать эти наружные слои пакетов достаточным количеством смазки.
Ниже предлагаемый в изобретении способ, изготовленные им слои, соответственно жаропрочные структуры, а также необходимые для его реализации технические средства более подробно рассмотрены со ссылкой на прилагаемые чертежи. На этих чертежах представлены наиболее предпочтительные варианты осуществления предлагаемого в изобретении способа, соответственно варианты выполнения изготовленной им жаропрочной структуры, которыми, однако, не ограничен объем изобретения. На прилагаемых к описанию чертежах, в частности, показано:
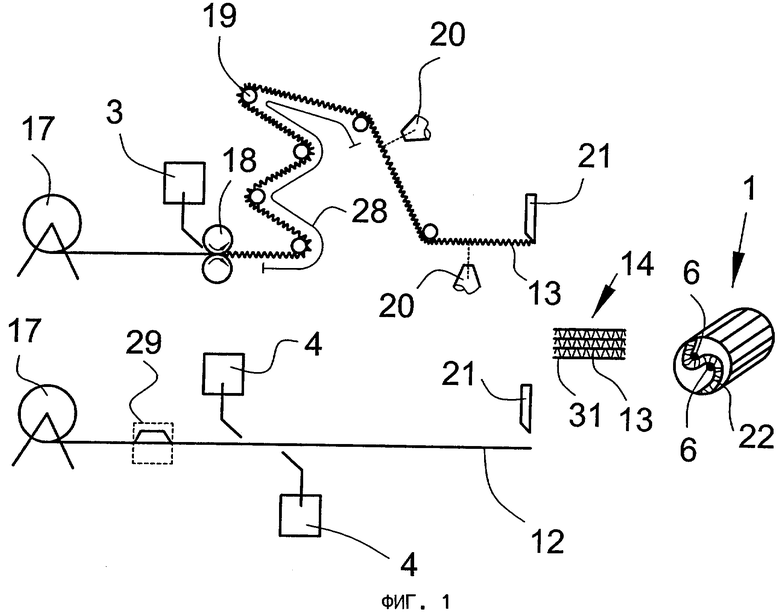
на фиг.1 - схема, иллюстрирующая изготовление жаропрочной структуры предлагаемым в изобретении способом,
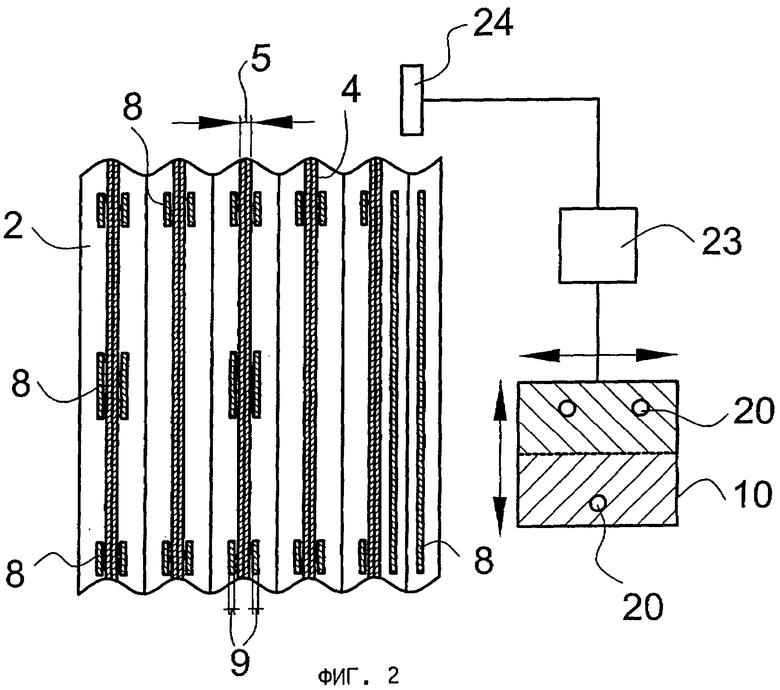
на фиг.2 - схематичный вид металлического слоя после его обработки с помощью устройства для нанесения адгезивов и смазок и
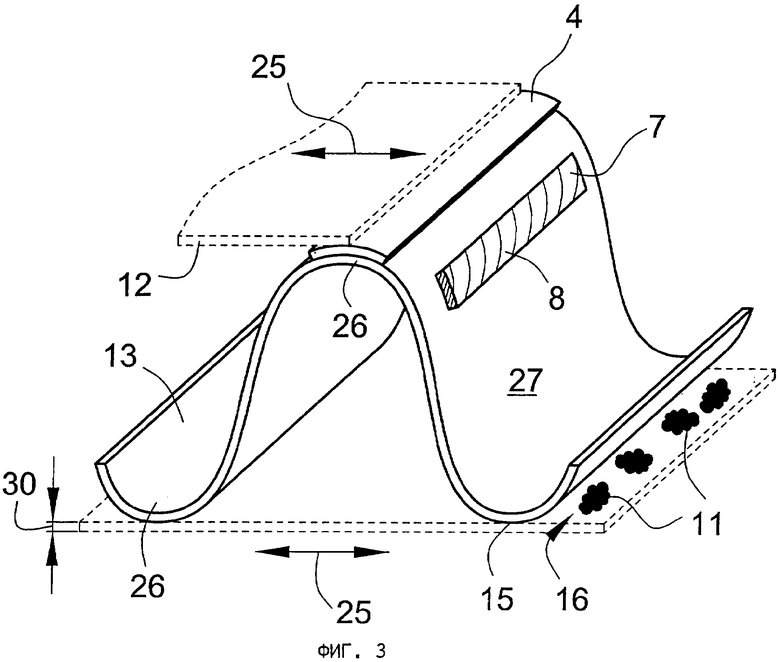
на фиг.3 - схематичный вид фрагмента подготовленного к процессу пайки гофрированного листа фольги.
На фиг.1 схематично проиллюстрирован процесс изготовления жаропрочной структуры 1 со множеством проточных для ОГ каналов 22. Такая структура 1 образована металлическими слоями 2, которые S-образно, если смотреть в ее поперечном сечении, скручены или изогнуты вокруг точек 6, и поэтому в окончательном виде имеет в основном цилиндрическую наружную форму. Подобные жаропрочные структуры, называемые также сотовыми элементами, используются прежде всего в системах для обработки автомобильных ОГ с целью их нейтрализации или снижения их токсичности.
При изготовлении жаропрочной структуры гладкие и гофрированные слои 2 путем их попеременного чередования набирают в пакет 14, который с внешних сторон ограничен, например, наружными слоями 31.
Для изготовления слоя 2, прежде всего гофрированной фольги 13, гладкий слой непрерывно сматывают, например, с рулона 17. Далее слой для его обработки давлением подают к двум зацепляющимся между собой профилирующим валкам 18, перед пропусканием между которыми на слой подают быстро улетучивающееся масло 3. При прохождении слоя 2 между зацепляющимися между собой профилирующими валками 18 он гофрируется. Далее гофрированная фольга 13 движется, направляемая множеством роликов 19, через участок 28, при прохождении которого находящееся на обеих сторонах слоя, соответственно на его поверхности масло 3 улетучивается. Когда обрабатываемый участок гофрированной фольги 13 достигает первого сопла 20 для нанесения адгезива 7, нанесенное на фольгу масло 3 успевает уже полностью улетучиться. Поскольку к этому моменту масло 3 на фольге уже отсутствует, оно не ухудшает сцепление адгезионного слоя 8, соответственно адгезива 7 (не показанных на этом чертеже) с поверхностью фольги. В процессе изготовления жаропрочной структуры проиллюстрированным на рассматриваемом чертеже непрерывным способом адгезив 7 сначала наносят с помощью первого сопла 20 на одну сторону гофрированной фольги 13, а затем с помощью другого сопла 20 - на другую ее сторону. Однако в большинстве случаев адгезив 7 достаточно наносить лишь на одну сторону гофрированной фольги 13. В завершение от ленты гофрированной фольги 13 режущим устройством 21 отрезают ее часть заданной длины.
В нижней части чертежа параллельно показана схема, иллюстрирующая процесс подготовки гладких металлических слоев. В этом случае слой 2 также сматывают с рулона 17 и пропускают через печь 29, в которой термическим путем удаляют присутствующее на поверхности слоя масло 3. Далее на верхнюю сторону, а затем и на нижнюю сторону слоя целенаправленно наносят смазку 4. После этого и в данном случае от гладкой металлической ленты режущим устройством 21 отрезают гладкие листы фольги 12 заданной длины.
Изготовленные таким путем гладкий лист фольги 12 и гофрированный лист фольги 13 набирают в пакет 14, затем скручивают в рулон и в завершение соединяют между собой пайкой. При этом припой на соединяемые между собой листы фольги можно наносить известным методом, для чего структуру 1 по меньшей мере частично помещают в кожух и затем всю эту конструкцию приводят в контакт с порошковым припоем, вводимым, например, через ее торец и через образованные каналы. После этого избыточный припой удаляют и конструкцию направляют в печь, в которой и происходит собственно процесс пайки.
На фиг.2 в виде сверху схематично показан металлический слой 2 с несколькими адгезионными слоями 8 и несколькими снабженными смазкой 4 отдельными участками 5. Отдельные участки 5 перекрывают экстремумы 26 гофрированного слоя 2, а именно: расположены точно в тех местах, в которых гофрированный слой контактирует с соседним с ним гладким металлическим слоем. Рядом с этими отдельными участками на требуемом соединительном участке 9 предусмотрены адгезионные слои 8. Как показано на фиг.2, адгезионные слои 8 и слои смазки могут располагаться по любой схеме. При этом отдельные участки 5 со смазкой 4 предпочтительно должны проходить по всему месту 15 контакта соседних слоев между собой, соответственно по всей длине слоя 2, тогда как адгезионный слой 8 предпочтительно должен иметь лишь локально ограниченную протяженность в направлении экстремумов 26, соответственно в поперечном ему направлении.
В рассматриваемом примере смазку 4 и адгезив 7 наносят с помощью одного и того же устройства 10. При этом их предпочтительно наносить так называемым методом капельно-импульсной печати. Для этого устройство 10 имеет множество сопел 20, из которых выбрасываются либо капли адгезива 7, либо капли смазки 4. Устройство 10 установлено подвижно относительно металлического слоя 2, соответственно слой 2 подвижен относительно устройства 10. В соответствии с заданной схемой расположения на слое 2 адгезионных слоев и слоев смазки в тот момент, когда соответствующее сопло 20 оказывается над слоем 2, на нем формируют адгезионный слой 8 и/или слой смазки. Для этого устройство 10 снабжено приводом 23, который соединен, например, с запоминающим устройством и/или с гибкопрограммируемой системой управления. Привод может быть также соединен с датчиком 24, использование которого позволяет регулировать подачу смазки, соответственно адгезива на металлический слой 2. Подобное регулирование, например, при деформации слоя 2, соответственно при обработке листов с гофрировкой разных типов все еще обеспечивает высокоточную подачу смазки 4, соответственно адгезива 7 в заданное место слоя.
На фиг.3 в аксонометрии схематично показан увеличенный фрагмент гофрированной фольги 13, которую с обеих сторон покрывают двумя гладкими листами фольги 12 (обозначены прерывистыми линиями). Набранные в пакет с попеременным чередованием гладкие листы фольги 12 и гофрированные листы фольги 13 образуют клиновидные пазухи 16, в которых в конечном итоге должны быть созданы паяные соединения. Припой 11, схематично показанный справа на фиг.3, фиксируется в указанном месте и удерживается в нем вплоть до термической обработки структуры 1 прежде всего нанесенными на слой адгезионными слоями 8.
Гофрированная фольга 13 имеет гофрировку с синусоидальным профилем с проходящими в основном параллельно друг другу экстремумами 26. При последующем наборе пакета эти экстремумы 26 образуют места 15 контакта гофрированной фольги с соседними с ней гладкими листами фольги 12. На отдельный участок 5 гофрированной фольги, например, в зоне ее экстремумов 26, соответственно в зоне места 15 ее контакта с соседними с ней гладкими листами фольги, описанным выше способом можно нанести смазку 4. Такая смазка 4 облегчает перемещение 25 гладкой фольги 12 относительно гофрированной фольги 13. В результате удается предотвратить, например, механическое повреждение поверхности листов фольги, а также обеспечить надежность процесса свертывания их в рулон при серийном производстве. С целью обеспечить в последующем создание долговечного неразъемного соединения вблизи клиновидных пазух 16, соответственно вблизи экстремумов 26 наносят, предпочтительно в зависимости от толщины 30 используемых слоев, адгезионный слой 8. При этом слой 8 адгезива 7 расположен рядом со смазкой 4. Одновременно с этим исключается также фиксация припоя 11 на боковых поверхностях 27 гофров во избежание возможности его последующего контакта с соседним листом фольги.
В процессе скручивания листов в рулон прецизионно нанесенный слой смазки и отграниченный от него прецизионно нанесенный адгезионный слой 8 допускают скольжение соседних слоев 2 друг по другу, при этом одновременно обеспечивается достаточно надежная временная фиксация припоя 11 внутри структуры 1. Подобным способом можно изготавливать способные выдерживать особо высокие нагрузки структуры 1, используемые, например, в качестве носителей или подложек для самых разнообразных покрытий в системах выпуска ОГ, образующихся при работе нестационарных ДВС.
Изобретение может быть использовано при изготовлении сотового элемента в виде жаропрочной структуры, преимущественно в автомобилестроении в качестве носителей каталитических нейтрализаторов, адсорберов, фильтров для улавливания твердых частиц. Жаропрочную структуру, образованную по меньшей мере одним по меньшей мере частично профилированным металлическим слоем, изготавливают путем выполнения по меньшей мере следующих стадий. Гладкий металлический материал подвергают обработке давлением путем прокатки, при которой прокатное масло по меньшей мере частично смачивает обрабатываемый металлический материал, с получением по меньшей мере частично профилированного металлического слоя. По меньшей мере частично удаляют прокатное масло. На по меньшей мере одном металлическом слое предусматривают по меньшей мере один соединительный участок, а на по меньшей мере один отдельный участок по меньшей мере одного металлического слоя подают смазку. По меньшей мере частично формируют структуру. Выполняют неразъемные соединения для фиксации структуры. Способ обеспечивает максимально точно задаваемое выполнение неразъемных соединений в структуре при экономном расходовании припоя и/или вспомогательных материалов. 12 з.п. ф-лы, 3 ил.
1. Способ изготовления жаропрочного сотового элемента в виде жаропрочной структуры (1), образованной по меньшей мере одним по меньшей мере частично профилированным металлическим слоем (2), заключающийся в выполнении по меньшей мере следующих стадий:
(а) гладкий металлический материал подвергают обработке давлением путем прокатки, при которой прокатное масло (3) по меньшей мере частично смачивает обрабатываемый металлический материал, с получением по меньшей мере частично профилированного металлического слоя (2),
(б) по меньшей мере частично удаляют прокатное масло (3),
(в) на по меньшей мере одном металлическом слое (2) предусматривают по меньшей мере один соединительный участок (9), а на по меньшей мере один отдельный участок (5) по меньшей мере одного металлического слоя (2) подают смазку (4),
(г) по меньшей мере частично формируют структуру (1),
(д) выполняют неразъемные соединения для фиксации структуры (1).
2. Способ по п.1, при осуществлении которого по меньшей мере один соединительный участок (9) по меньшей мере одного металлического слоя (2) получают путем подачи адгезива (7) на по меньшей мере один металлический слой с получением на нем по меньшей мере одного адгезионного слоя (8).
3. Способ по п.2, при осуществлении которого по меньшей мере один адгезионный слой (8) предусматривают на соединительном участке (9) металлического слоя, расположенном рядом с по меньшей мере одним его снабжаемым смазкой отдельным участком (5).
4. Способ по п.1, при осуществлении которого смазку (4) наносят на металлический слой методом капельно-импульсной печати или методом импульсно-пузырьковой печати.
5. Способ по одному из пп.2-4, при осуществлении которого смазку (4) и адгезив (7) наносят с помощью одного и того же устройства (10).
6. Способ по п.1 или 2, при осуществлении которого перед выполнением стадии (а) на гладкий металлический материал наносят быстро улетучивающееся прокатное масло (3), которое практически полностью испаряется после обработки металлического материала давлением и прежде всего до начала выполнения стадии (в) и соответственно до нанесения адгезива (7).
7. Способ по п.1, при осуществлении которого на стадии (б) по меньшей мере один металлический слой подвергают термическому и/или механическому обезжиривание.
8. Способ по п.1, при осуществлении которого на по меньшей мере один металлический слой (2) до или после выполнения стадии (г) наносят припой (11).
9. Способ по п.1, при осуществлении которого на стадии (д) жаропрочную структуру (1) подвергают термической обработке.
10. Способ по п.1, при осуществлении которого жаропрочную структуру (1) изготавливают из множества гладких (12) и гофрированных (13) листов фольги, которые на стадии (г) с попеременным их чередованием набирают в пакет с образованием мест (15) их контакта между собой, которые по меньшей мере частично перекрываются с по меньшей мере одним снабженным смазкой отдельным участком (5), после чего листы фольги (12, 13) по меньшей мере частично перемещают друг относительно друга.
11. Способ по п.10, при осуществлении которого вблизи мест (15) контакта соседних слоев между собой предусматривают клиновидные пазухи (16), в которых по меньшей мере частично получают адгезионный слой (8).
12. Способ по п.10 или 11, при осуществлении которого по меньшей мере один отдельный участок (5) со смазкой (4) предусматривают на по меньшей мере одном гладком листе фольги (12), а адгезионный слой (8) - на по меньшей мере одном гофрированном листе фольги (13).
13. Способ по п.10, при осуществлении которого листы фольги набирают в пакет (14), в котором два наружных листа фольги (12, 13) снабжают смазкой (4), а расположенные между ними листы фольги (12, 13) не снабжают смазкой (4).
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНОГО МЕТАЛЛИЧЕСКОГО СОТОВОГО ЭЛЕМЕНТА | 1997 |
|
RU2154558C1 |
| СПОСОБ ПАЙКИ МЕТАЛЛИЧЕСКИХ ИЗОГНУТЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2100156C1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

