Настоящее изобретение относится к листу фольги для изготовления металлического сотового элемента, состоящего из слоев листов фольги, при этом предусмотрена возможность соединения множества таких листов фольги между собой с помощью порошкового припоя с образованием сотового элемента. Изобретение относится также к сотовому элементу, прежде всего для применения в качестве носителя каталитического нейтрализатора в системе выпуска отработавших газов (ОГ) двигателя внутреннего сгорания (ДВС), состоящему из слоев по меньшей мере частично профилированных листов фольги, которые в свернутом в рулон и/или набранном в пакет состоянии образуют проточные для текучей среды каналы и которые по меньшей мере частично соединены между собой с помощью порошкового припоя. Изобретение относится далее к способу изготовления сотового элемента.
Металлические сотовые элементы, состоящие из множества листов фольги, из которых свертыванием в рулон и/или набором в пакет формируют сотовую структуру, известны по их применению в автомобильной промышленности прежде всего в качестве носителей каталитического нейтрализатора в системах выпуска ОГ ДВС со сжатием рабочей смеси и принудительным зажиганием или дизельных двигателей. При этом листы фольги по сборочной технологии неразъемно соединяют между собой с применением припоя с целью обеспечить конструктивную или структурную целостность сотового элемента даже под воздействием высоких тепловых и динамических нагрузок, возникающих в системе выпуска ОГ. Для соединения листов фольги между собой помимо припоя в виде проволоки или ленты используется также порошковый припой.
Металлический сотовый элемент для обеспечения высокой его долговечности следует закреплять в системе выпуска ОГ с таким расчетом, чтобы его компоненты имели при необходимости возможность термического расширения на различную величину. Соблюдение этого условия имеет особо важное значение прежде всего применительно к соединению листов фольги с трубчатым кожухом, в который заключен сотовый элемент. В этом отношении известно, например, решение, согласно которому сотовый элемент соединяют с трубчатым кожухом только на локальном, небольшом по осевой протяженности участке, который предпочтительно на 20 мм удален от входной для потока ОГ стороны сотового элемента. За счет этого обеспечивается возможность свободного перемещения быстро нагревающихся, соответственно быстро охлаждающихся листов фольги относительно трубчатого кожуха на тех отдельных участках, на которых сотовый элемент не соединен с трубчатым кожухом, и предотвращается возникновение тепловых напряжений. При этом в процессе изготовления сотового элемента особо важное значение имеет точное выдерживание требуемых границ участка соединения листов фольги между собой и с трубчатым кожухом. При применении припоя в виде проволоки или ленты, которая представляет собой цельную структуру и тем самым имеет четко ограниченные контуры, соблюдение этого условия не представляет особой сложности.
Однако при использовании порошкового припоя в процессе изготовления сотового элемента существующие в настоящее время технологии не позволяют ограничивать участок соединения листов фольги между собой и с трубчатым кожухом узкими и четко выраженными границами с достаточной именно для серийного и массового производства надежностью. Основная причина этого заключается прежде всего в том, что листы фольги перед их свертыванием в рулон и/или их набором в пакет покрывают на соединительном участке адгезивом, который служит для фиксации на них порошкового припоя. При этом преимущественно в процессе свертывания листов фольги в рулон происходит смазывание адгезива на локальных участках и/или появляются погрешности во взаимном расположении сворачиваемых в рулон, соответственно набираемых в пакет листов фольги, обусловленные значительным повышением трения между листами фольги из-за наличия адгезива. В результате некоторая часть прилипшего к адгезиву припоя остается в тех местах сотового элемента, где его наличие нежелательно, в том числе и за пределами заданного соединительного участка.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать такой лист фольги для изготовления металлического сотового элемента, состоящего из слоев листов фольги, который был бы пригоден для изготовления сотового элемента с четко ограниченным соединительным участком и позволял бы избежать описанных выше технологических проблем. Помимо этого задача изобретения состояла в разработке сотового элемента и способа его изготовления, при этом предусматривалось значительно повысить технологическую надежность выполнения неразъемного соединения между собой листов фольги сотового элемента на заданном соединительном участке.
Указанные задачи решаются с помощью листа фольги для изготовления металлического сотового элемента, состоящего из слоев листов фольги, в процессе которого (изготовления) предусмотрена возможность соединения множества таких листов фольги между собой с помощью порошкового припоя с образованием сотового элемента. Для решения задачи изобретения предлагаемый в изобретении лист фольги выполнен по меньшей мере с одной профильной структурой скольжения таким образом, чтобы соседние листы фольги соприкасались между собой в основном только такой профильной структурой скольжения, исключая скольжение слоев листов фольги один по другому по поверхности большой площади.
Как указано выше, предлагаемый в изобретении лист фольги отличается тем, что он имеет по меньшей мере одну профильную структуру скольжения, обеспечивающую скольжение соседних слоев листов фольги один по другому. Такой лист фольги используется прежде всего для изготовления сотового элемента, для чего множество таких листов фольги соединяют между собой с помощью порошкового припоя. В отношении различий, проводимых в контексте настоящего изобретения между понятиями "лист фольги" и "слой листов фольги", следует отметить, что понятие "слой листов фольги" охватывает листы фольги с профильными структурами скольжения и/или без них и тем самым является в некоторой степени родовым или обобщающим.
Профильные структуры скольжения могут быть выполнены, например, в виде выступающих из плоскости листа фольги и имеющих форму непрерывной планки и/или форму локальных бугорков выпуклых элементов, которые обеспечивают поддержание заданного расстояния между соседними слоями листов фольги. Поскольку соседние листы фольги соприкасаются между собой в основном только по меньшей мере одной имеющейся у них профильной структурой скольжения, исключается скольжение слоев листов фольги один по другому по поверхности большой площади. За счет этого удается значительно снизить силы трения, возникающие при свертывании в рулон и/или при наборе в пакет прежде всего тех листов фольги, на которые уже нанесен адгезив. Связанный с этим положительный эффект заключается, например, в возможности уменьшить усилие, которое для формирования сотового элемента необходимо прикладывать к листам фольги при их свертывании в рулон, соответственно при их наборе в пакет. При этом дополнительно удается избежать смазывания уже нанесенного на листы фольги адгезива.
Согласно одному из вариантов осуществления изобретения наиболее предпочтительно, чтобы по меньшей мере одна профильная структура скольжения ограничивала соединительный участок, предназначенный для соединения по меньшей мере с одним соседним слоем листов фольги. Высота по меньшей мере одной профильной структуры скольжения предпочтительно составляет максимум 0,07 мм, прежде всего менее 0,05 мм. Благодаря ограничению соединительного участка по меньшей мере одной профильной структурой скольжения образуется своего рода емкость для адгезива и/или припоя и предотвращается образование неразъемных соединений за пределами требуемого соединительного участка. Точную высоту профильной структуры скольжения можно при этом задавать с учетом особенностей применяемого порошкового припоя и прежде всего с учетом среднего диаметра его зерен. Помимо этого следует исключить значительное повышение структурной жесткости листа фольги, которое могло бы, например, создать помехи в последующем процессе свертывания листов фольги в рулон.
В соответствии еще с одним вариантом выполнения предлагаемого в изобретении листа фольги по меньшей мере одна профильная структура скольжения может быть расположена на удалении от торца, не превышающем 10 мм, прежде всего 5 мм. Учитывая, что торцы листов фольги у окончательного изготовленного сотового элемента образуют его торцовую поверхность, соответствующее выполнение по меньшей мере одной профильной структуры скольжения позволяет неразъемно соединять листы фольги между собой вблизи стороны входа потока газа в сотовый элемент при использовании сформированного из таких листов фольги сотового элемента в системе выпуска ОГ ДВС. Обычно с этой стороны входа газа в сотовый элемент создаются наиболее высокие тепловые нагрузки, и поэтому выполнение определенного неразъемного соединения в этом месте приобретает особое значение.
Согласно следующему варианту осуществления изобретения предпочтительно, чтобы по меньшей мере одна профильная структура скольжения проходила по всей ширине листа фольги, предпочтительно примерно параллельно его торцу. Подобная сплошная профильная структура скольжения позволяет при необходимости обеспечить непрерывное ограничение соединительного участка в дисковидной зоне сотового элемента вблизи стороны входа в него потока газа. При этом профильные структуры скольжения создают в этой "дисковидной" зоне сотового элемента также несколько усиливающий его или повышающий его жесткость эффект, что позволяет использовать для изготовления сотового элемента листы фольги толщиной менее 0,08 мм и даже менее 0,05 мм, прежде всего менее 0,03 мм, в том числе и в системах нейтрализации ОГ, в которых возникают высокие динамические нагрузки.
В следующем предпочтительном варианте осуществления изобретения по меньшей мере одну профильную структуру скольжения предлагается выполнять в форме бугорка. Под выполнением профильной структуры скольжения в форме бугорка подразумевается ее выполнение не сплошной, проходящей по всей ширине листа фольги, а в виде локального выпуклого выступа. Выполнение профильной структуры скольжения в форме бугорка предпочтительно прежде всего с точки зрения уменьшения потери давления, обусловленной наличием такой профильной структуры скольжения. Профильные структуры скольжения в форме локальных бугорков создают по сравнению со сплошными, проходящими по всей ширине листа фольги профильными структурами скольжения меньшее сопротивление потоку ОГ и тем самым позволяют уменьшить потерю давления.
Согласно еще одному варианту осуществления изобретения по меньшей мере одна профильная структура скольжения имеет поверхность скольжения, коэффициент трения скольжения которой по соседнему слою листов фольги из того же материала составляет менее 0,15, прежде всего менее 0,1. При этом по меньшей мере такую поверхность скольжения наиболее предпочтительно покрывать смазкой. Выполнение поверхностей скольжения со столь низким коэффициентом трения скольжения, соответственно нанесение на них соответствующей смазки обеспечивает беспрепятственное свертывание листов фольги в рулон, соответственно свободное скольжение соседних их слоев один по другому.
В изобретении предлагается также сотовый элемент, прежде всего для применения в качестве носителя каталитического нейтрализатора в системе выпуска отработавших газов двигателя внутреннего сгорания, состоящий из слоев по меньшей мере частично профилированных листов фольги, которые в набранном в пакет и/или свернутом в рулон состоянии образуют проточные для текучей среды каналы. Поскольку слои листов фольги неразъемно соединяют между собой с применением порошкового припоя, согласно изобретению по меньшей мере один лист фольги из числа всех слоев листов фольги предлагается выполнять по меньшей мере с одной профильной структурой скольжения. При этом по меньшей мере по одной профильной структуре скольжения соседних листов фольги наиболее предпочтительно располагать примерно на одинаковом осевом удалении от торца сотового элемента. Соблюдение этого условия прежде всего обеспечивает получение четко ограниченного, расположенного в параллельной торцу сотового элемента плоскости соединительного участка дисковидной формы. В результате появляется возможность заранее точно определить характеристики теплового расширения, соответственно сжатия сотового элемента под воздействием знакопеременных тепловых нагрузок и выполнить неразъемное соединение листов фольги между собой из расчета на сохранение сотовым элементом структурной или конструктивной целостности в течение длительного периода времени.
Согласно следующему варианту выполнения предлагаемого в изобретении сотового элемента профильные структуры скольжения каждого из двух непосредственно соседних листов фольги обращены друг к другу. В этом случае профильные структуры скольжения двух соседних листов фольги непосредственно упираются одна в другую, по меньшей мере частично образуя своего рода емкость, в которой удерживается порошковый припой. Связанное с подобным расположением профильных структур скольжения двух соседних листов фольги преимущество состоит также в возможности уменьшить высоту этих профильных структур скольжения, поскольку полная высота профильных структур скольжения в конечном итоге складывается из значений высоты профильных структур скольжения на каждом из соседних листов фольги. При этом при определенных условиях может также оказаться предпочтительным в каждом случае снабжать листы фольги ориентированными в двух направлениях, соответственно проходящими в различных направлениях профильными структурами скольжения. В результате обеспечиваются предпочтительные характеристики трения скольжения листа фольги по всем соседним листам фольги и образование с обеих сторон емкостей для припоя, соответственно адгезива.
Предлагаемый в изобретении способ изготовления сотового элемента заключается в том, что изготавливают слои гладких и профилированных листов фольги и/или листы фольги по меньшей мере с одной профильной структурой скольжения, которая ограничивает соединительный участок, предназначенный для соединения по меньшей мере с одним соседним слоем листов фольги и/или листом фольги, на этот ограниченный профильной структурой скольжения соединительный участок наносят адгезив, слои листов фольги и/или листы фольги набирают в пакет и/или свертывают в рулон с образованием сотового элемента, на сотовый элемент наносят порошковый припой, который при этом удерживается адгезивом на соединительном участке, и сотовый элемент нагревают для образования паяных соединений между слоями листов фольги и/или листами фольги.
Согласно одному из предпочтительных вариантов выполнения сотового элемента все слои гладких и профилированных листов фольги выполнены из листов фольги по меньшей мере с одной профильной структурой скольжения. Благодаря этому к листам фольги при их свертывании в рулон, соответственно при их наборе в пакет требуется прикладывать меньшее усилие. Помимо этого предотвращается также смазывание адгезива, что обеспечивает образование четко ограниченного соединительного участка. В соответствии с этим и при применении порошкового припоя появляется возможность получения соединительных участков, которые столь же четко отграничены от остальной части сотового элемента, что и при использовании, например, припоя в виде проволоки или ленты.
Ниже изобретение более подробно рассмотрено на примере наиболее предпочтительных вариантов его осуществления со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - изображение металлического сотового элемента в поперечном разрезе,
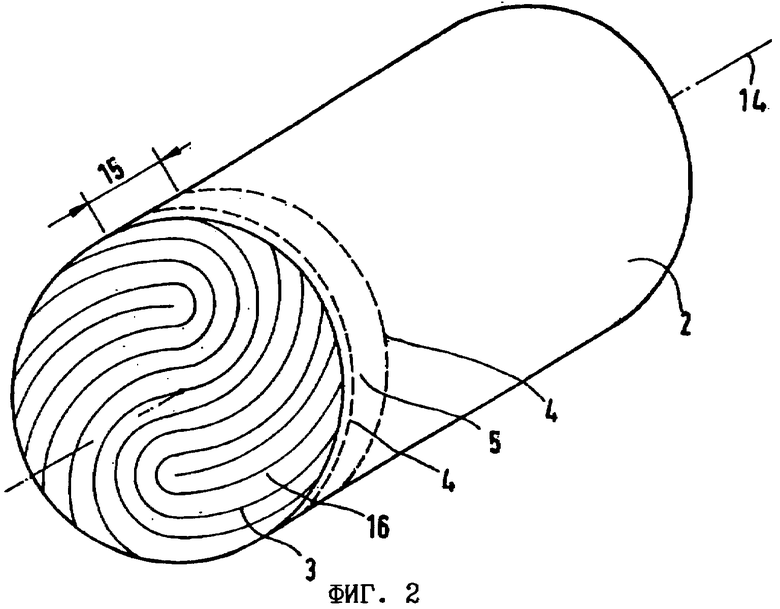
на фиг.2 - схематичное изображение в перспективе металлического сотового элемента, выполненного по другому варианту,
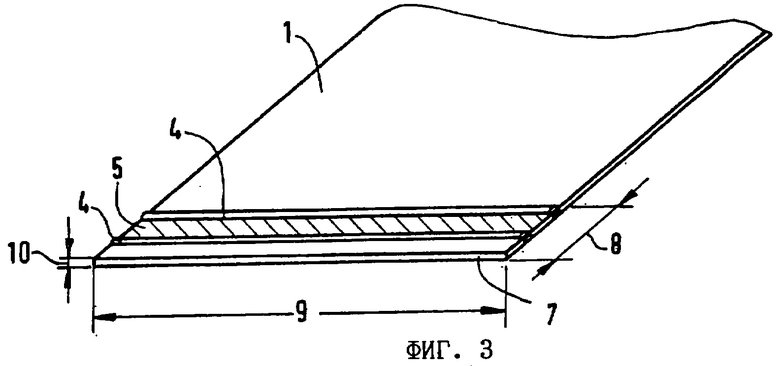
на фиг.3 - схематичное изображение в перспективе листа фольги с профильными структурами скольжения,
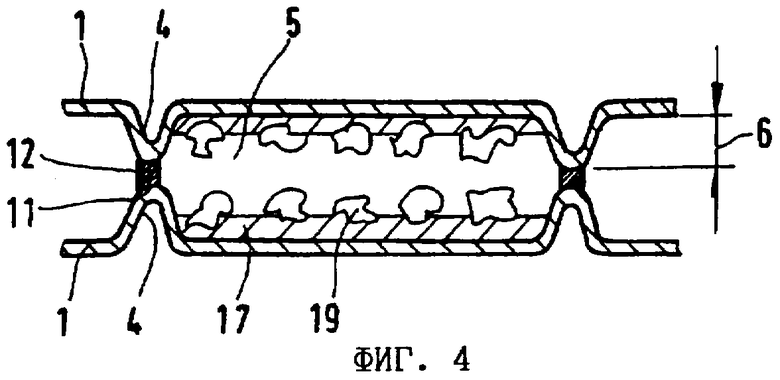
на фиг.4 - подробное изображение фрагмента двух соседних листов фольги с профильными структурами скольжения,
на фиг.5 - схематичное изображение в перспективе выполненного по другому варианту листа фольги с профильными структурами скольжения в виде отдельных бугорков,
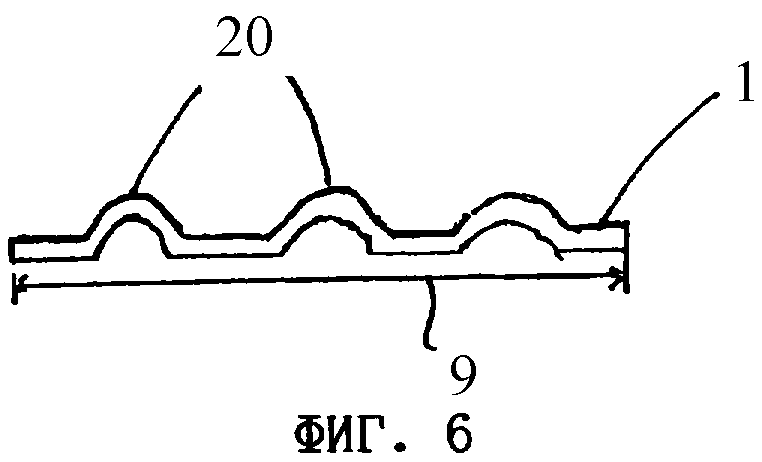
на фиг.6 - фрагмент листа фольги в сечении плоскостью VI-VI по фиг.5 и
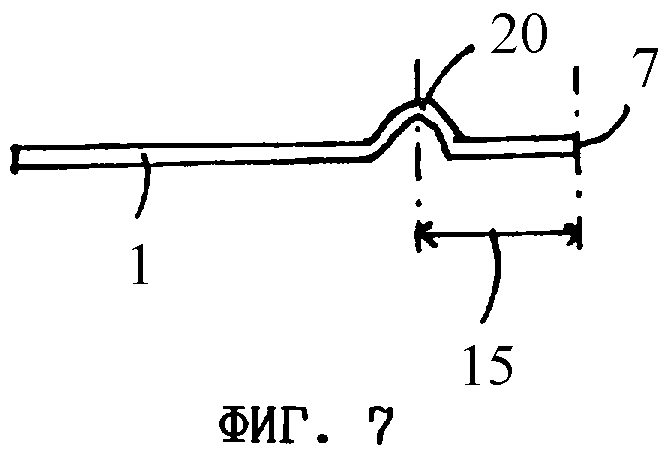
на фиг.7 - фрагмент листа фольги в сечении плоскостью VII-VII по фиг.5.
На фиг.1 схематично в сечении показан металлический сотовый элемент 2, который состоит из слоев 3 по меньшей мере частично профилированных листов фольги, которые в свернутом в рулон и/или набранном в пакет состоянии образуют проточные для текучей среды каналы 13. Слои 3 образованы гофрированными и гладкими листами фольги 1, которые заключены в трубчатый кожух 18. Подобный сотовый элемент 2 используется прежде всего в автомобильной промышленности в качестве носителя каталитического нейтрализатора в системе выпуска отработавших газов ДВС.
На фиг.2 схематично в перспективе показан выполненный по другому варианту металлический сотовый элемент 2, состоящий из слоев по меньшей мере частично профилированных листов фольги. Для изготовления показанного на этом чертеже сотового элемента 2 сначала изготавливают образующие его слои 3 гладкие и профилированные листы фольги, а также листы фольги 1 по меньшей мере с одной профильной структурой 4 скольжения, которая ограничивает соединительный участок 5, предназначенный для соединения по меньшей мере с одним соседним слоем 3 листов фольги, соответственно с листом фольги 1. После этого ограниченный профильной структурой 4 скольжения соединительный участок 5 покрывают адгезивом 17 (не показан). Затем слои 3 листов фольги и листы фольги 1 для формирования сотового элемента 2 набирают в пакет и свертывают в рулон. В процессе последующего нанесения на сотовый элемент 2 порошкового припоя 19 (не показан) он, прилипая к адгезиву 17, удерживается им на соединительном участке 5 и при последующем нагреве сотового элемента 2 образует между слоями 3 листов фольги и листами фольги 1 паяные соединения.
В показанном на чертеже варианте выполнения сотового элемента 2 профильные структуры 4 скольжения соседних листов фольги 1 расположены от торца 16 сотового элемента 2 на одинаковом удалении 15, которое измеряется в направлении оси 14. С учетом применения подобного сотового элемента 2 в системе нейтрализации отработавших газов ДВС предпочтительно, чтобы поток подвергаемых нейтрализации ОГ входил в сотовый элемент через тот его торец 16, ближе к которому находится соединительный участок 5 дисковидной формы. Тем самым в этой зоне обеспечивается наиболее эффективная компенсация максимально возможных тепловых и динамических нагрузок, действующих на сотовый элемент 2, остальная часть которого, расположенная по ходу потока за соединительным участком, может при этом практически свободно расширяться, соответственно сжиматься под действием знакопеременных тепловых нагрузок.
На фиг.3 схематично в перспективе показан лист фольги 1 с двумя профильными структурами 4 скольжения, обеспечивающими скольжение соседних слоев 3 листов фольги один по другому. У показанного на этом чертеже листа фольги 1 выполненные на нем профильные структуры 4 скольжения ограничивают соединительный участок 5, предназначенный для соединения с образующим соседний слой 3 листом фольги. При этом профильные структуры 4 скольжения расположены рядом с торцом 7, предпочтительно на удалении 15, составляющем от 5 до 10 мм от него. Профильные структуры 4 скольжения проходят при этом по всей ширине 9 листа фольги 1 примерно параллельно его торцу 7.
Толщина 10 листа фольги 1 составляет предпочтительно менее 0,05 мм. Из множества подобных листов фольги 1 путем их последующего набора в пакет, соответственно свертывания в рулон, предпочтительно путем их спирального скручивания, S-образного скручивания или скручивания по эвольвенте, формируют сотовый элемент 2.
На фиг.4 схематично более подробно показан фрагмент двух соседних листов фольги 1. Каждый из этих листов фольги 1 имеет по 2 профильных структуры 4 скольжения с поверхностью 11 скольжения, при этом профильные структуры 4 скольжения одного листа фольги обращены их вершиной к вершинам профильных структур 4 скольжения другого листа фольги. При такой компоновке профильные элементы 4 скольжения верхнего в плоскости чертежа листа фольги 1 расположены на поверхностях 11 скольжения нижнего в плоскости чертежа листа фольги 1. Для снижения сил трения, возникающих при скольжении соседних листов фольги 1 один по другому, на поверхности 11 скольжения нанесена смазка 12.
Высота 6 профильных структур 4 скольжения составляет максимум 0,07 мм. В показанном на чертеже варианте выполнения профильных структур 4 скольжения их можно выполнить, например, с высотой 6, составляющей менее 0,03 мм, поскольку в этом случае полная высота профильных структур скольжения складывается из значений высоты 6 профильных структур скольжения на каждом из соседних листов фольги 1.
Профильные структуры 4 скольжения ограничивают соединительный участок 5. На этом соединительном участке 5 листы фольги 1 покрыты слоем адгезива 17, к которому прилипает подаваемый в последующем порошковый припой 19. Высоту 6 профильных структур скольжения следует при этом выбирать с таким расчетом, чтобы избежать стирания адгезива 17, соответственно частиц припоя 19 с поверхности, на которую они нанесены. Выполнение профильных структур скольжения определенной высоты позволяет получать четко ограниченные соединительные участки 5.
На фиг.5 схематично в перспективе показан лист фольги 1, выполненный в соответствии со следующим вариантом. В этом варианте профильные структуры скольжения, по которым могут скользить соседние слои листов фольги, образованы профильными элементами 20 в форме бугорков, которые расположены рядом с торцом 7 в параллельную ему линию.
На фиг.6 лист фольги 1 показан в сечении плоскостью VI-VI по фиг.5, при этом имеющие форму бугорков профильные элементы 20 выполнены в виде локальных выступов, каждый из которых занимает лишь часть от всей ширины 9 листа фольги 1. На фиг.7 лист фольги 1 показан в сечении плоскостью VII-VII по фиг.5. В соответствии с этой проекцией листа фольги 1 имеющие форму бугорков профильные элементы 20 выполнены на удалении 15 от его торца 7.

Изобретение может быть использовано в каталитических нейтрализаторах, используемых в системе выпуска отработавших газов ДВС. Сотовый элемент состоит из листов фольги, соединенных между собой с помощью порошкового припоя. Лист фольги выполнен по меньшей мере с одной профильной структурой скольжения таким образом, чтобы соседние листы фольги соприкасались между собой в основном только такой профильной структурой скольжения, исключая скольжение слоев листов фольги один по другому по поверхности большой площади. Приведен способ изготовления сотового элемента с указанным листом фольги. Изобретение позволяет повысить долговечность каталитических нейтрализаторов, сотовый элемент которых выполнен из листов фольги. 3 н. и 10 з.п. ф-лы, 7 ил.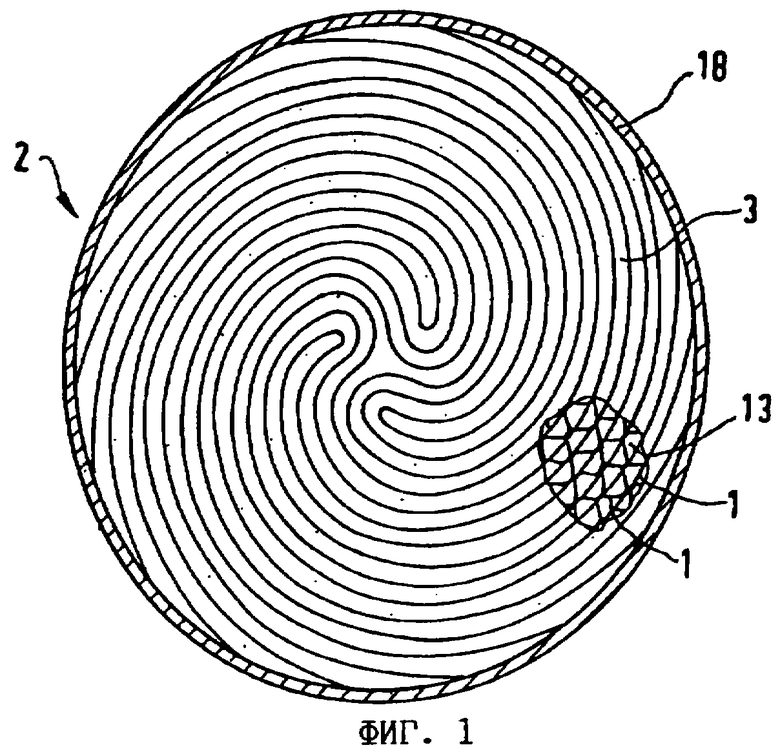
| Куделеприготовительная машина | 1960 |
|
SU136515A1 |
| US 6036926 A1, 14.07.2000 | |||
| ЭЛЕКТРИЧЕСКАЯ МАШИНА | 1970 |
|
SU434539A1 |
| US 5431330 A, 11.07.1995 | |||
| НОСИТЕЛЬ КАТАЛИЗАТОРА ДЛЯ ОЧИСТКИ ВЫХЛОПНЫХ ГАЗОВ | 1990 |
|
RU2053017C1 |

