Изобретение относится к области машиностроения и может быть использовано при изготовлении защитных кожухов подшипников качения, в частности для усиления страховочных подшипников центробежного компрессора.
В механизмах с электромагнитным подвесом ротора, в том числе в центробежном компрессоре с таким подвесом, применяются страховочные подшипники качения, которые необходимы для поддержки ротора, когда магнитный подвес не работает: при запуске и останове компрессора, например аварийном, для проведения регламентных работ и т.п. (см. патенты РФ №№2215327 и 2301901).
Усилия, воспринимаемые страховочными подшипниками, могут быть значительными, поэтому на такие подшипники необходимо устанавливать защитные кожуха
Предпочтительным является установка защитного кожуха П-образного сечения, который кроме усиления позволяет исключить вытекание смазки из подшипника.
Установка такого защитного кожуха на подшипник может быть осуществлена только при выполнении кожуха из двух частей (колец Г-образного сечения), которые необходимо скреплять после установки между собой. Наиболее прочным и надежным является скрепление колец при помощи сварки.
Известен способ монтажа защитного кожуха (втулки) на подшипник качения. Втулку выполняют из двух половин, свариваемых между собой встык в плоскости, перпендикулярной ее оси (патент РФ №2272188) - прототип.
Защищенный втулкой подшипник не подвергается никакому травмированию при установке и закреплении в корпусе механизма, однако, как показала практика изготовления защитных кожухов для страховочных подшипников центробежного компрессора, при сварке на наружной поверхности подшипника имеются цвета побежалости, что свидетельствует о значительном нагреве, при этом происходит снижение прочности материала подшипника.
Снижение прочности материала подшипника при сварке колец защитного кожуха недопустимо для страховочного подшипника центробежного компрессора, подвергающегося в процессе эксплуатации значительным нагрузкам, так как приводит к снижению надежности работы подшипника.
Технической задачей данного изобретения является обеспечение надежной работы подшипника за счет уменьшения нагрева и соответственно исключения снижения прочности материала страховочного подшипника в процессе сварки колец при монтаже защитного кожуха.
Технический результат достигается тем, что в известном способе монтажа защитного кожуха на подшипник качения в центробежной машине, включающем установку колец Г-образного сечения с боковых сторон подшипника, встык с нахлестом на его наружной поверхности, и скрепление колец между собой по месту стыка при помощи сварки, перед установкой на внутренней цилиндрической поверхности одного из колец, напротив места сварки с другим кольцом, выполняют кольцевую проточку, устанавливают с натягом кольцо с проточкой на подшипник, помещают в проточку установленного кольца теплозащитную прокладку, например фольгу из терморасширенного графита, затем устанавливают с натягом второе кольцо, встык с первым, после чего производят сварку колец по стыку.
Наличие теплозащитной прокладки в зоне сварного шва позволяет снизить в процессе сварки колец защитного кожуха интенсивность температурного воздействия на наружную поверхность подшипника и тем самым исключить разупрочнение материала подшипника при нагреве.
Выполнение теплозащитной прокладки в виде тонкой фольги из терморасширенного графита позволяет обеспечить надежную защиту наружной поверхности подшипника.
На чертеже показан продольный разрез страховочного подшипника с защитным кожухом.
Изготовление защитного кожуха и его монтаж на подшипник качения предлагаемым способом осуществляется следующим образом.
Изготавливают два кольца 1 и 2 Г-образного сечения, суммарная ширина которых равна ширине защитного кожуха П-образного сечения.
Кромки колец 1 и 2 в зоне стыка выполняют таким образом, что они стыкуются между собой внахлест.
На внутренней цилиндрической поверхности кольца 1 в зоне стыка с кольцом 2 выполняют кольцевую проточку.
При монтаже защитного кожуха на шариковый подшипник качения 3, например марки 176126 ГОСТ 8995-75, устанавливают с натягом кольцо 1, предварительно нагрев его до температуры 120-140°С.
Устанавливают на наружную поверхность подшипника 3 теплозащитную прокладку 4, помещая ее в проточку кольца 1.
Теплозащитную прокладку 4 предварительно изготавливают из графитовой фольги, ТУ 5728-003 (материал фольги - терморасширенный графит).
Затем на наружную поверхность подшипника 3, встык с кольцом 1, устанавливают с натягом кольцо 2 (предварительно нагрев его до той же температуры, что и кольцо 1).
После чего производят сварку колец 1 и 2 с наружной стороны по их стыку с образованием сварного шва 5.
Использование предлагаемого технического решения позволяет при монтаже защитного кожуха существенно уменьшить температуру материала подшипника в зоне сварки колец кожуха, что исключает снижение прочности материала и повышает надежность работы подшипника.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛЬЦО УПЛОТНИТЕЛЬНОЕ | 2018 |
|
RU2682997C1 |
| СПОСОБ СОЕДИНЕНИЯ СТАЛЬНЫХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2002 |
|
RU2225561C2 |
| УСТРОЙСТВО ДЛЯ БУРЕНИЯ НАКЛОННЫХ СТВОЛОВ СКВАЖИНЫ | 2008 |
|
RU2372467C1 |
| УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА | 2004 |
|
RU2272203C1 |
| Способ соединения стальных труб с внутренней пластмассовой облицовкой | 2002 |
|
RU2225562C1 |
| ЦЕНТРОБЕЖНЫЙ НАСОС С БЕЗЗАЗОРНЫМ КРЕПЛЕНИЕМ РАБОЧЕГО КОЛЕСА И ТОРЦОВЫХ УПЛОТНЕНИЙ К ВАЛУ РОТОРА И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК НАСОСА | 2011 |
|
RU2487272C1 |
| ВИНТОВОЙ КОМПРЕССОР | 2010 |
|
RU2450164C1 |
| ФЛАНЦЕВАЯ МЕТАЛЛИЧЕСКАЯ ПРОКЛАДКА | 2013 |
|
RU2554128C1 |
| УЗЕЛ УПЛОТНЕНИЯ СТЫКОВОЧНОГО ПАТРУБКА ПЕРЕГРУЗОЧНОЙ МАШИНЫ КАНАЛЬНОГО ЯДЕРНОГО РЕАКТОРА | 2004 |
|
RU2266453C1 |
| Ведомая управляемая ось транспортного средства | 1986 |
|
SU1613376A1 |
Изобретение относится к области машиностроения и может быть использовано при изготовлении защитных кожухов подшипников качения, в частности для усиления страховочных подшипников центробежного компрессора. Способ монтажа защитного кожуха П-образного сечения на подшипник качения заключается в установке колец (1, 2) Г-образного сечения с боковых сторон подшипника (3), встык с нахлестом на его наружной поверхности, и скреплении колец (1, 2) между собой по месту стыка при помощи сварки. При этом перед установкой на внутренней цилиндрической поверхности одного из колец (1), напротив места сварки с кольцом (2), выполняют кольцевую проточку. Затем устанавливают с натягом кольцо (1) на подшипник и помещают в проточку установленного кольца (1) теплозащитную прокладку (4), например фольгу из терморасширенного графита, затем устанавливают с натягом кольцо (2), встык с кольцом (1), после чего производят сварку колец (1, 2) по стыку. Технический результат: уменьшение температуры материала подшипника в зоне сварки колец кожуха, что исключает снижение прочности материала и повышает надежность работы подшипника. 1 ил.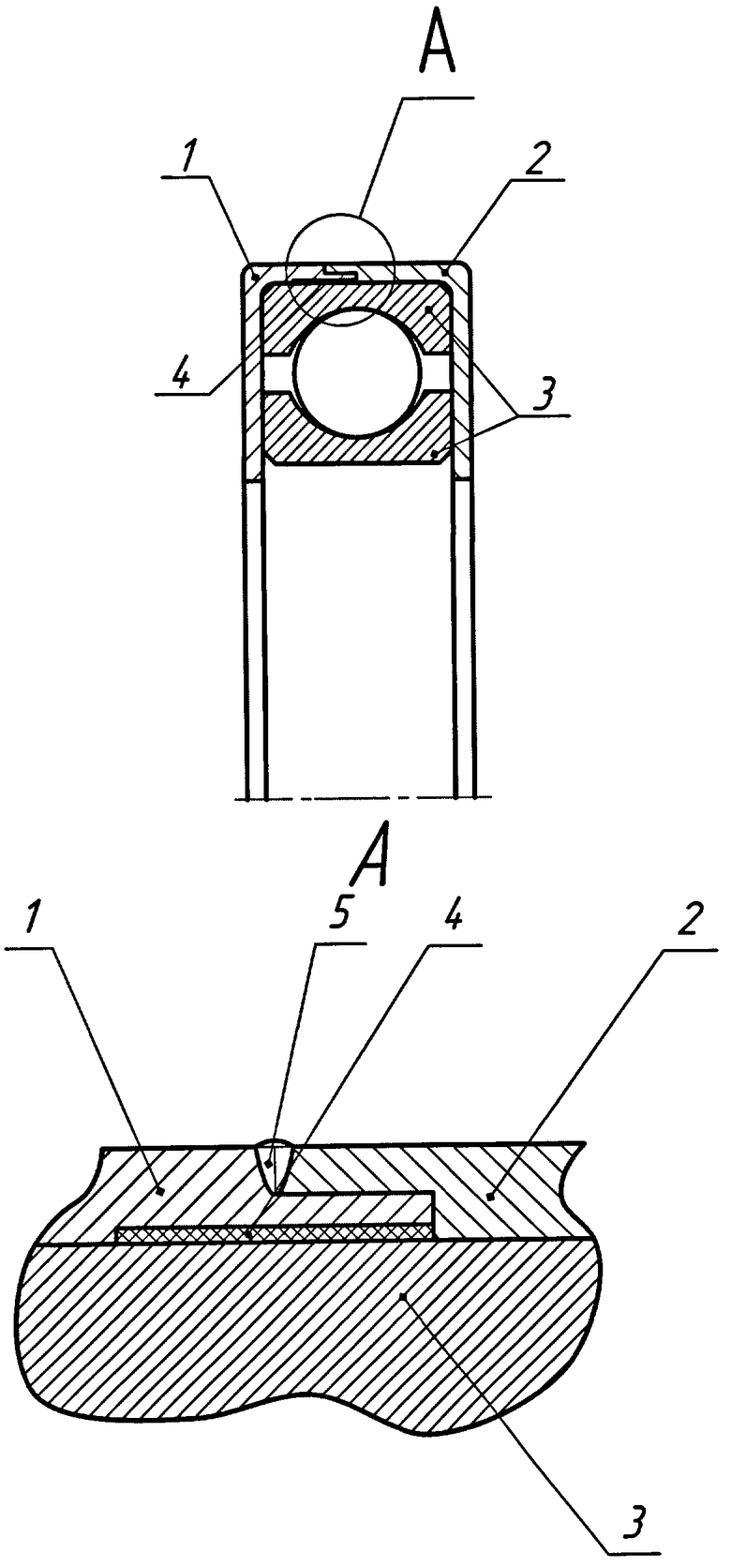
Способ монтажа защитного кожуха на подшипник качения в центробежной машине, включающий установку колец Г-образного сечения с боковых сторон подшипника, встык с нахлестом на его наружной поверхности и скрепление колец Г-образного сечения между собой по месту стыка при помощи сварки, отличающийся тем, что перед установкой на внутренней цилиндрической поверхности первого кольца Г-образного сечения напротив места сварки со вторым кольцом Г-образного сечения выполняют кольцевую проточку, устанавливают с натягом первое кольцо Г-образного сечения на подшипник, помещают в проточку установленного первого кольца Г-образного сечения теплозащитную прокладку, например фольгу из терморасширенного графита, затем устанавливают с натягом второе кольцо Г-образного сечения встык с первым, после чего производят сварку колец Г-образного сечения по стыку.
| ПОДШИПНИКОВЫЙ УЗЕЛ | 2004 |
|
RU2272188C2 |
| GB 393893 А, 15.06.1933 | |||
| Подшипниковый узел | 1970 |
|
SU520933A3 |
| ПОДШИПНИКОВЫЙ УЗЕЛ | 1985 |
|
RU2118723C1 |
| Устройство для балансировки тел вращения | 1982 |
|
SU1161833A1 |

