(54) УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРОФИЛИРОВАННОЙ ЛЕНТЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навивки протекторалЕНТОчКОй | 1979 |
|
SU827312A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЗАГОТОВОК ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1972 |
|
SU347206A1 |
| Устройство для навивки протектора ленточкой | 1981 |
|
SU973395A2 |
| Устройство для навивки протектора ленточкой | 1984 |
|
SU1143611A2 |
| Устройство для наложения заготовок протектора покрышек пневматических шин | 1982 |
|
SU1065242A1 |
| Устройство для изготовления рукавов из полимерных материалов | 1990 |
|
SU1712176A1 |
| ГОЛОВКА К ЧЕРВЯЧНОМУ ПРЕССУ ДЛЯ ШПРИЦЕВАНИЯ ПОЛИМЕРНЫХ ЗАГОТОВОК | 1966 |
|
SU189561A1 |
| Экструзионная головка для переработки пластмасс | 1987 |
|
SU1479309A1 |
| Способ изготовления протекторных заготовок | 1980 |
|
SU903198A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОТЕКТОРНЫХ ЗАГОТОВОК АВТОМОБИЛЬНЫХ ШИН И СПОСОБ НА ОСНОВЕ ЭТОГО УСТРОЙСТВА | 2008 |
|
RU2387544C2 |
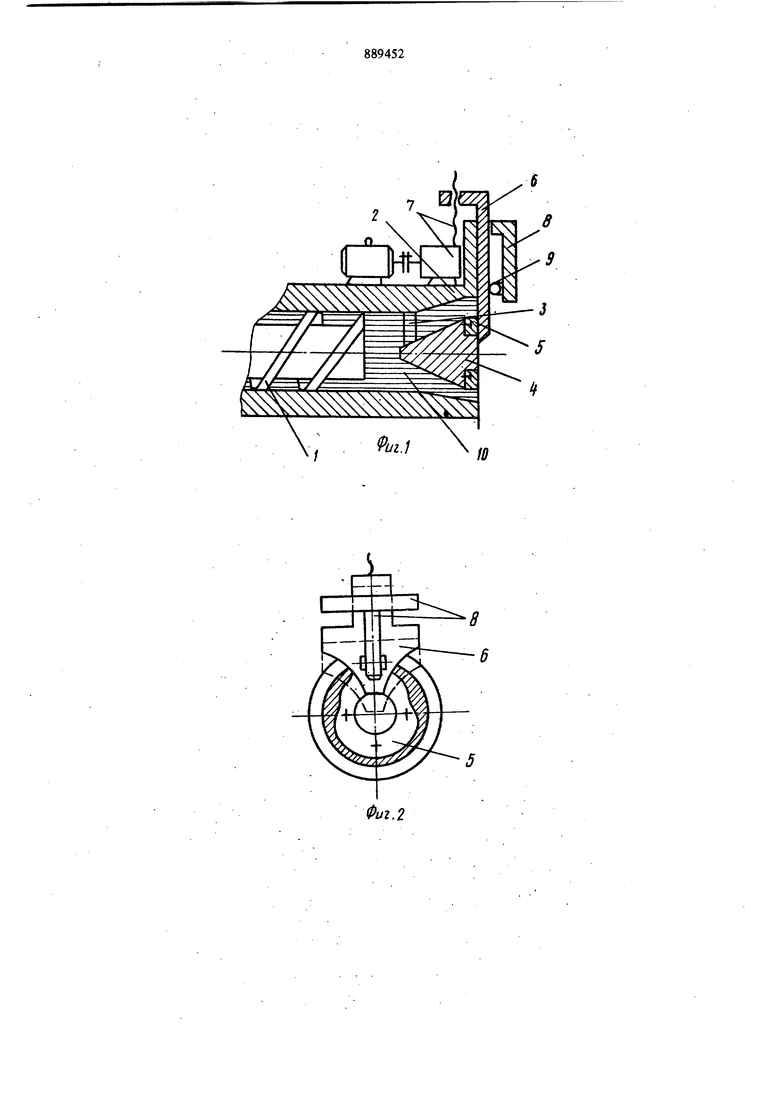
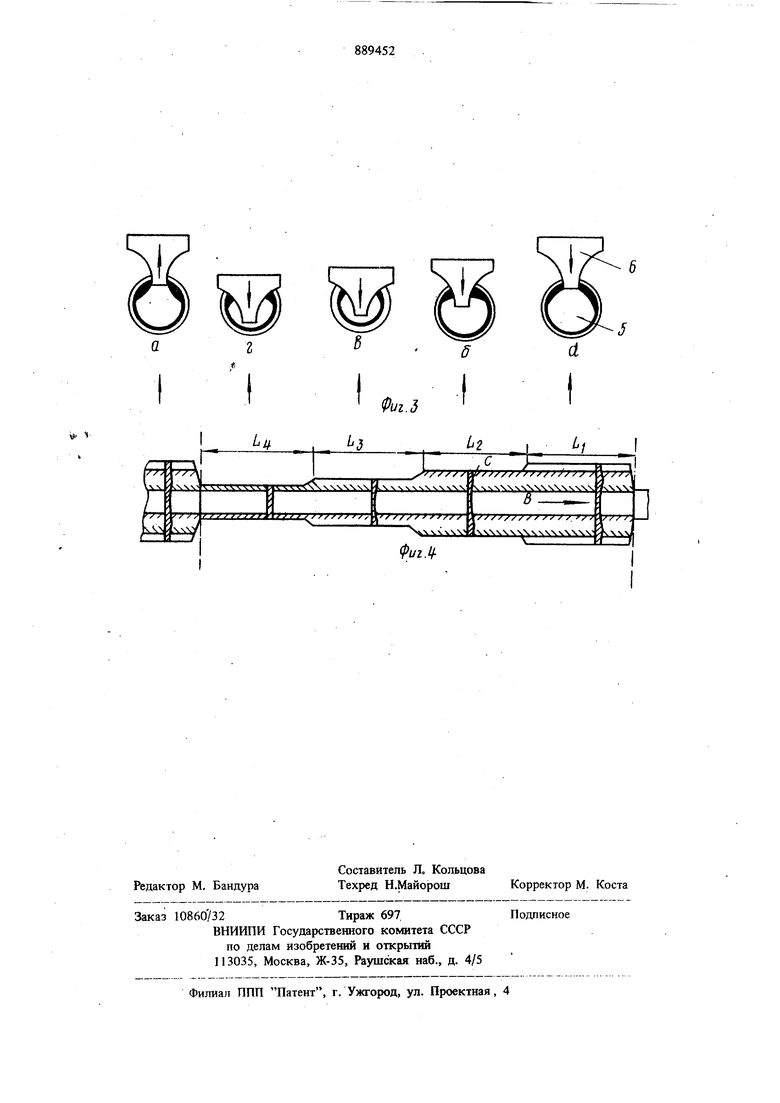
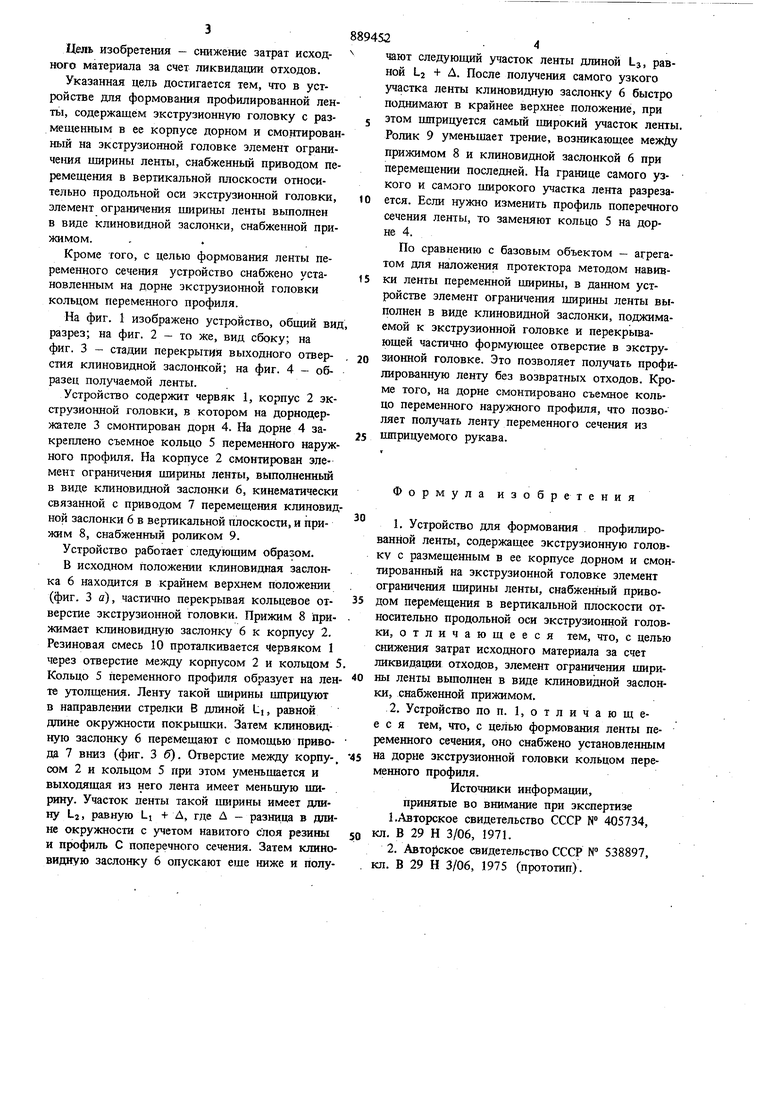
Изобретение относится к оборудованию для шинной и шиноремонтной промышленности и предназначено для получения резиновой ленты переменной ширины и переменного «ечения при шприцевании ее на червячном прессе. Известно устройство для формования профилированной ленты, содержащее два ножа, установленных соосно по центру экструзионной головки червячного пресса на расположенных оди в другом валах, причем ножи кинематически связаны с приводом их перемещения 1. Однако при получении профилированной ленты получают возвратные отходы, которые требу ют дополнительных транспортных средств и переработки. Зону выхода рукава из червячного пресса занимают механизмы привода ножей, что вызьшает неудобство в обслуживании. Кроме того, на данном устройстве можно получать профилированную ленту только постоянного поперечного сечения, так как шприцуемый рукав имеет одинаковую толшину. Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для формования профилнрованной ленты, содержащее зкструзионную головку с размещенным в ее корпусе, дорном и смонтированный на экструзионной головке злемент ограничения ширины ленты, снабженный приводом перемещения в вертикальной плоскости относительно продольной оси зкструзиошюй головки. В этом устройстве злемент ограничения ширины ленты выполнен в виде струны, смонтированной на держателе 2. К недостаткам данного устройства относятся: наличие возвратных отходов с переменным содержанием массы резины, которые преж;;|е чем возвращать в червячный пресс необходимо под-вергнуть дополнительной переработке, так как питание червячного пресса лентами переменного сечения невозможно; невозможность получения ленты с переменным сечением, так как зазор между корпусом головки и. дорном имеет одинаковую величину по всей длине; налипание резины на струну, отжим ее от торца экструзионной головки и, как следствие, неточность в размерах полученной лентьт, а также частичное слипание кромок разрезанного изделия. Цель изобретения - снижение затрат исходкого материала за счет ликвидации отходов. Указанная цель достигается тем, что в устройстве для формования профилированной ленты, содержащем зкструзионную головку с размешенным в ее корпусе дорном и смонтированный на экструзионной головке элемент ограничещ{я ширины ленты, снабженный приводом перемещения в вертикальной плоскости относительно продольной оси экструзионной головки, элемент ограничения ширины ленты выполнен в виде клиновидной заслонки, снабженной прижимом. Кроме того, с целью формования ленты переменного сечения устройство снабжено установленным на дорне экструзионной головки кольцом переменного профиля. На фиг. 1 изображено устройство, общий вид разрез; на фиг. 2 - то же, вид сбоку; на фиг. 3 - стадии перекрытия выходного отверстия клиновидной заслонкой; на фиг. 4 - образец получаемой ленты. Устройство содержит червяк 1, корпус 2 экструзионной головки, в котором на дорнодержателе 3 смонтирован дорн 4. На дорне 4 закреплено съемное кольцо 5 переменного наружного профиля. На корпусе 2 смонтирован элемент ограничения ширины ленты, выполненный в виде клиновидной заслонки 6, кинематически связанной с приводом 7 перемешения клиновид ной заслонки 6 в вертикальной плоскости, и прижим 8, снабженный роликом 9. Устройство работает следующим образом. В исходном положении клиновидная заслонка 6 находится в крайнем верхнем положении (фиг. 3 а), частиодо перекрывая кольцевое отверстие экструзионной головки. Прижим 8 прижимает клиновидную заслонку 6 к корпусу 2. Резиновая смесь 10 проталкивается Червяком 1 через отверстие между корпусом 2 и кольцом Кольцо 5 переменного профиля образует на лен те утолщения. Ленту такой ширины шприцуют в направлении стрелки В длиной Lj, равной длине окружности покрышки. Затем клиновидную заслонку 6 перемещают с помощью привода 7 вниз (фиг. 3 б). Отверстие между корпусом 2 и кольцом 5 при этом уменьшается и выходящая из него лента имеет меньшую ширину. Участок ленты такой цшрины имеет длину L2, равную LI + Д, где Д - разни.ца в дли не окружности с учетом навитого слоя резины и профиль С поперечного сечения. Затем клино видную заслонку 6 опускают еще ниже и полу чают следующий участок ленты длиной LS, равной L2 + Д. После получения самого узкого участка ленты клиновидную заслонку 6 быстро поднимают в крайнее верхнее положение, при этом шприцуется самый широкий участок ленты. Ролик 9 уменьшает трение, возникающее межйу прижимом 8 и клиновидной заслонкой 6 при перемещении последней. На границе самого узкого и самого щирокого участка лента разрезается. Если нужно изменить профиль поперечного сечения ленты, то заменяют кольцо 5 на дорне 4. По сравнению с базовым объектом - агрегатом для наложения протектора методом навивки ленты переменной ширины, в данном устройстве элемент ограничения ширины ленты выполнен в виде клиновидной заслонки, поджимаемой к экструзионной головке и перекрывающей частично формующее отверстие в экструзионной головке. Это позволяет получать профилированную ленту без возвратных отходов. Кроме того, на дорне смонтировано съемное кольцо переменного наружного профиля, что позволяет получать ленту переменного сечения из шприцуемого рукава. Формула изобретения 1.Устройство для формования профилированной ленты, содержащее экструзионную головку с размещенным в ее корпусе дорном и смонтированный на экструзионной головке элемент ограничения ширины ленты, снабженный приводом перемещения в вертикальной плоскости относительно продольной оси экструзионной головки, отличающееся тем, что, с целью снижения затрат исходного материала за счет ликвидации отходов, элемент ограничения ширины ленты выполнен в виде клиновидной заслонки, снабженной прижимом. 2.Устройство по п. 1,отличающее с я тем, что, с целью формования ленты переменного сечения, оно снабжено установленным на дорне экструзионной головки кольцом переменного профиля. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 405734, кл. В 29 Н 3/06, 1971. 2. AsTOiiCKoe свидетельство СССР N 538897, кл. В 29 Н 3/06, 1975 (прототип).
