Изобретение относится к процессам изомеризации легких бензиновых фракций, содержащих углеводороды гептанового и октанового рядов, и может быть применено на нефтеперерабатывающих и нефтехимических предприятиях.
Реакция изомеризации н-парафинов протекает в три стадии, различающиеся скоростями и последовательностью образования:
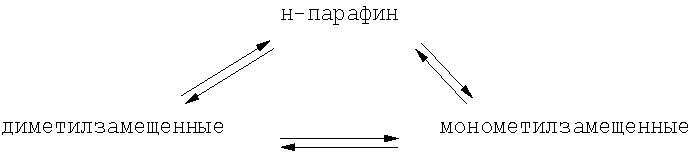
Наиболее быстро образуются низкооктановые монометилзамещенные изомеры. Далее равновесная смесь метилзамещенных изомеров образует диметилзамещенные изомеры, причем константа скорости этой стадии на порядок ниже, чем первой. Кроме того, с увеличением молекулярной массы н-парафина наблюдается опережающий рост скорости крекинга. Поэтому основными направлениями в изомеризации углеводородов C7-C8 являются разработка катализаторов и условий проведения процесса изомеризации для повышения скорости образования диметилзамещенных изомеров и снижения крекинга н-парафинов.
Известен способ изомеризации углеводородов (ЕР №1491613, 7 C10G 35/085, C10G 45/62, 2004 г.), содержащих по меньшей мере 50 мас.% углеводородов C7-C8, путем контактирования с катализатором, представляющим собой 0,1-2,0 мас.% платины, нанесенной на смесь оксидов циркония, вольфрама и алюминия. Контактирование осуществляют при температуре 190-250°С и давлении 0,8-10 МПа.
Недостатками данного способа являются низкая активность процесса по отношению к превращению углеводородов с образованием ди- и три-метилзамещенных (ДиТМЗ) изомеров, высокая степень крекирования и низкое октановое число изомеризата.
Так, например, при изомеризации за проход гидроочищенной прямогонной бензиновой фракции, в состав которой входит 85 мас.% углеводородов C7-C8, на катализаторе, содержащем в пересчете на металл 13 мас.% алюминия, 38 мас.% циркония, 12,5 мас.% вольфрама и 0,5 мас.% платины, при температуре 220°С, давлении 3,0 МПа, мольном отношении водород:сырье, равном 2,0, и объемной скорости подачи сырья 1,5 ч-1 активность в образовании ДиТМЗ изомеров составляет 8,9%, а октановое число изомеризата по исследовательскому методу - 62 пункта.
Наиболее близким по технической сущности является улучшенный способ изомеризации фракции C7 с раскрытием нафтеновых циклов (заявка Франции №2857371, 7 C10G 65/08, C10G 45/58, 2005 г.), который включает выделение C7-C8 углеводородной фракции, содержащей до 10 мас.% углеводородов С5-С6 и до 10 мас.% углеводородов С8, которую подвергают гидрированию, разрыву нафтеновых колец и изомеризации при температуре 90°С, давлении 3,0 МПа, мольном отношении водород:сырье, равном 0,2, и объемной скорости подачи сырья 1 ч-1 на катализаторе, содержащем платину на хлорированном оксиде алюминия.
Недостатками этого способа являются высокие капитальные и эксплуатационные затраты из-за проведения трех процессов вместо одного - изомеризации. Способ недостаточно гибкий, так как при низком содержании ароматических углеводородов в сырье процесс гидрирования не нужен. По данным примера, приведенного в этом патенте, разрыв нафтеновых колец протекает всего лишь на 45%, что тоже не оправдывает строительство и эксплуатацию дополнительной установки. Низкое октановое число продукта, получаемого при изомеризации смеси алкановых углеводородов C7-C8 и продукта двух установок: гидрирования и разрыва нафтеновых колец.
Так, в примере, приведенном в этом патенте, при изомеризации, смеси потока алкановых углеводородов С7-С8 и потока, выходящего с установки разрыва нафтеновых колец, на 0,5 мас.% платины, нанесенной на хлорированный оксид алюминия, при температуре 90°С, давлении 3,0 МПа, мольном отношении водород:сырье, равном 0,2, и объемной скорости подачи сырья 1 ч-1 октановое число по исследовательскому методу составляет 50,2 пункта, а активность в образовании ДиТМЗ изомеров - 7,8%.
Задачей изобретения является разработка способа изомеризации бензиновой фракции, содержащей углеводороды C7-C8, с сокращенными капитальными и эксплуатационными затратами, на катализаторе, увеличивающем скорость протекания реакции образования высокооктановых ДиТМЗ изомеров с низкой крекирующей активностью. Это позволит получать изомеризат с высоким октановым числом.
Для решения этой задачи предложен способ изомеризации легких бензиновых фракций, содержащих C7-C8 парафиновые углеводороды, путем выделения из широких бензиновых фракций C7-C8 фракции таким образом, чтобы содержание углеводородов С5-С6 было 0,1-15 мас.%, а С8 углеводородов 0,1-20 мас.%, контактирования ее в водородной среде при повышенных температуре и давлении в двух реакторах с катализатором, содержащим гидрирующе-дегидрирующий компонент на оксидном носителе, представляющем собой композицию оксидов металлов:
aAl2O3·bZrO2·cWO3·dTiO2·eMnO2, где массовые доли оксидов равны:
а=0,04-0,30; b=0,60-0,90; с=0,05-0,15; d=0,001-0,10; e=0,001-0,01, и подачи квенча водорода во второй реактор с температурой 40-60°С из расчета мольного отношения водород:сырье - (0,1-1,0):1. Полученный продукт фракционируют и рециркулируют н-парафины, монометилзамещенные парафины и метилциклогексан в газосырьевую смесь. Катализатор в качестве гидрирующе-дегидрирующего компонента содержит 0,2-0,7 мас.% платины, и/или палладия, и/или иридия. Процесс осуществляют при температуре 160-250°С, давлении 1,0-4,0 МПа, мольном отношении водород:сырье 0,5-4 и объемной скорости подачи сырья 1-5 ч-1.
Отличительные признаки изобретения:
- выделение фракции углеводородов C7-C8, содержащей 0,1-15 мас.% углеводородов С5-С6 и 0,1-20 мас.% углеводородов С8;
- состав катализатора;
- количество подаваемого квенча.
В процессе протекают реакции гидрирования ароматических углеводородов, разрыва нафтеновых колец, крекинга и изомеризации нормальных и монометилзамещенных углеводородов. Все эти реакции проходят с выделением тепла, что требует охлаждения среды во втором реакторе. Предложенный способ позволяет ускорить образование диметилзамещенных изомеров, снизить крекирование углеводородов и увеличить октановое число изомеризата.
Ароматические углеводороды, содержащиеся в сырье, полностью гидрируются на катализаторе, предложенном в способе, нафтеновые углеводороды на 24-29% разрывают свое кольцо и превращаются в изомеры алканов, оставшиеся компоненты концентрата нафтеновых углеводородов имеют довольно высокие октановые числа по исследовательскому методу:
и вполне могут входить в состав бензинов высоких марок в небольших количествах.
Способ осуществляют следующим образом.
Широкую бензиновую фракцию, выкипающую в пределах н.к. - 180°С, разделяют на двух фракционирующих колоннах К-1 и К-2. В колонне К-1 происходит разделение бензиновой фракции на легкую фракцию н.к. - 105°С и тяжелую фракцию 105-180°С, которую отправляют на риформинг. Основные параметры работы колонны К-1 выдерживают следующим образом:
- температуру низа колонны поддерживают в пределах 160-175°С и давление 0,18-0,2 МПа;
- температуру верха колонны поддерживают в пределах 110-118°С и давление 0,14-0,16 МПа;
- флегмовое число - в пределах 1,5-2,5.
Легкую фракцию (н.к. - 105°С) колонны К-1 фракционируют с выделением фракций н.к. - 70°С и 70-105°С в колонне К-2, которая работает при следующих параметрах:
- температура низа колонны - 110-115°С, давление - 0,14-0,15 МПа;
- температура верха колонны - 70-80°С, давление - 0,1-0,11 МПа;
- флегмовое число - в пределах 2,0-3,0.
Фракция 70-105°С, получаемая с низа колонны К-2, является C7-C8 фракцией, содержащей 0,1-15 мас.% углеводородов С5-С6 и 0,1-20 мас.% углеводородов С8. Эту фракцию нагревают до температуры реакции, смешивают с водородом в мольном соотношении водород:сырье 0,5-4 и подают в первый реактор с объемной скоростью подачи сырья 1-5 ч-1.
Изомеризацию осуществляют при температуре 160-250°С и давлении 1,0-4,0 МПа в двух последовательно соединенных реакторах, заполненных катализатором, содержащим 0,2-0,7 мас.% платины, и/или палладия, и/или иридия, которые нанесены на композицию оксидов металлов:
aAl2O3·bZrO2·cWO3·dTiO2·eMnO2, где массовые доли оксидов равны:
а=0,04-0,30; b=0,60-0,90; с=0,05-0,15; d=0,001-0,10; е=0,001-0,01.
Катализатор получают путем перемешивания гидроксидов алюминия, циркония, титана, марганца и ортовольфрамовой кислоты гидрат, взятых в количествах, соответствующих заявленным массовым долям этих компонентов, в месильной машине в течение 2-4 часов. Затем смесь подают на экструзию, полученные экструдаты сушат при температуре 110-150°С в течение 24 часов и прокаливают в токе сухого воздуха при температуре 700-900°С в течение 3-5 часов.
Носитель пропитывают водными растворами платинохлористоводородной и/или иридиевохлористоводородной кислот и/или палладия двухлористого и соляной кислоты с последующими сушкой и прокаливанием. Платину, иридий и палладий наносят по влагоемкости с выдержкой при постоянном помешивании в течение 1 часа при комнатной температуре, затем поднимают температуру до 80°С и выдерживают еще 1 час. Платину, палладий и иридий можно наносить на носитель раздельно с промежуточной сушкой при 150°С в течение 8 часов.
Полученный катализатор сушат при температуре 150°С в течение 8 часов и прокаливают в токе сухого воздуха при температуре 500-550°С в течение 4-6 часов.
Катализатор загружают в два реактора емкостью по 6 литров каждый, сушат при температуре 300°С в токе азота до отсутствия влаги на выходе из второго реактора, восстанавливают в токе водорода 4 часа при температуре 100°С, затем поднимают температуру до реакционной и подают сырье в первый реактор.
Газопродуктовую смесь из первого реактора охлаждают теплообменом до температуры реакции и подают во второй реактор, куда для поддержания заданной температуры поступает квенч водорода с температурой 40-60°С. Количество квенча рассчитывают из мольного отношения водород:сырье - (0,1-1,0):1. Газопродуктовая смесь из второго реактора поступает в сепаратор для отделения водорода, затем в стабилизационную колонну К-3 для отделения углеводородных газов. Колонна К-3 работает при соблюдении следующих параметров:
- температура низа колонны - 190-195°С, давление - 1,5-1,6 МПа;
- температура верха колонны - 60-65°С, давление - 1,4-1,5 МПа;
- флегмовое число - в пределах 2,0-3,0.
Кубовый продукт стабилизационной колонны К-3 поступает в колонну К-4 для отделения углеводородов С5-С6 от продуктов реакции. Режим работы колонны К-4:
- температура низа колонны - 150-155°С, давление - 0,45-0,50 МПа;
- температура верха колонны 95-100°С, давление - 0,30-0,35 МПа;
- флегмовое число - в пределах 3,0-4,0.
Кубовый продукт колонны К-4 подают в колонну К-5 со 100 тарелками для разделения на легкую, среднюю и тяжелую фракции. Легкая фракция представляет собой ДиТМЗ высокооктановые изомеры C7, средняя - н-парафиновые, монометилзамещенные парафиновые углеводороды и метилциклогексан, тяжелая - концентрат нафтеновых углеводородов. Среднюю фракцию рециркулируют в смеситель сырья с водородом при температуре 125-130°С. Режим работы колонны К-5:
- температура низа колонны - 145-150°С, давление - 0,3-0,35 МПа;
- температура верха колонны - 105-110°С, давление - 0,15-0,20 МПа;
- флегмовое число - в пределах 9,0-11,0.
Конечные продукты процесса имеют следующие октановые числа по исследовательскому методу:
- фракция углеводородов С5-С6 - 80-84 пункта;
- верх колонны К-5 - 83-90 пунктов;
- низ колонны К-5 (нафтеновый концентрат) - 76-78 пунктов.
Эти продукты не содержат ароматических углеводородов, сернистых и кислородсодержащих соединений и могут быть использованы при приготовлении автомобильного бензина марок Евро-4 и Евро-5. Получение этих трех фракций раздельно делает процесс приготовления бензина более гибким.
Для подтверждения промышленной применимости ниже приведены примеры осуществления заявленной технологии изомеризации легких бензиновых фракций, содержащих парафиновые углеводороды С7-С8.
Испытания проводили на двух пилотных установках:
- установке двухколонной четкой ректификации и
- установке изомеризации с блоком ректификации.
В качестве сырья использовали широкую прямогонную бензиновую фракцию н.к. - 180°С. Первая установка предназначена для выделения из этой фракции в количестве, достаточном для проведения опытов на пилотной установке изомеризации, образцов фракции, содержащей углеводороды C7-C8. Она представляет собой две последовательно соединенные фракционирующие колонны четкой ректификации К-1 и К-2 с числом тарелок 75. Фракция н.к. - 105°С с верха первой колонны через водяной холодильник поступает во вторую колонну, где верхним продуктом отделяется фракция н.к. - 70°С. Оставшийся в кубе второй колонны продукт является сырьем для процесса изомеризации. Анализ выделенной фракции осуществляли методом газожидкостной хроматографии на потоке, используя капиллярную колонку с жидкой фазой OV-101.
Для каждого опыта нарабатывали 120 л фракции.
При приготовлении катализатора использовали гидроксиды циркония, алюминия, титана и марганца, которые получали в лабораторных условиях осаждением из соответствующих солей, промывкой и фильтрованием под вакуумом, а при внесении в носитель вольфрама использовали ортовольфрамовую кислоту гидрат. Для осушки воздуха, подаваемого на прокаливание носителя и катализатора, использовали цеолит NaX.
Процесс изомеризации выделенной фракции осуществляли на пилотной установке с двумя последовательно соединенными реакторами емкостью 10 л каждый, сепаратором и тремя фракционирующими колоннами. Водород смешивали с сырьем в мольном соотношении (0,5-4,0):1 и с температурой 160-250°С под давлением 1,0-4,0 МПа подавали в первый реактор с объемной скоростью 1-5 ч-1. Газопродуктовую смесь из первого реактора теплообменом охлаждали до температуры 160-250°С и подавали во второй реактор. Тепературу реакции во втором реакторе поддерживали на заданном уровне подачей квенча водорода с температурой 40-60°С из расчета мольного отношения квенча к сырью - (0,1-1,0):1. Полученная газосырьевая смесь после сепаратора, в котором был отделен водородсодержащий газ, поступала в колонну К-3 для отделения продуктов крекинга (углеводородных газов), а затем в колонну К-4 для отделения фракции изомеров С5-С6. Продукт низа колонны К-4 поступал в колонну К-5, где отделяли изомеры С7-С8 от нормальных парафиновых углеводородов, монометилзамещенных изомеров и метилциклогексана, которые рециркулировали в сырье, и нафтенового концентрата.
Покомпонентный анализ стабильного изомеризата проводили газохроматографическим методом с помощью хроматографа с капиллярной колонкой, заполненной жидкой фазой OV-101. Хроматограф установлен на потоке стабильного изомеризата после колонны К-3.
На каждом образце сырья установка работала 24 часа. Результаты опытов оценивали по следующим показателям:
- степень крекирования, представляющая собой выход углеводородных газов С1-С4;
- степень превращения нафтеновых углеводородов, которую определяли по формуле:
Q=(S1-S2)·100/S1,
где: S1 - количество нафтеновых углеводородов в исходном сырье:
S2 - количество нафтеновых углеводородов в стабильном изомеризате;
- активность, которую определяли по формуле:
A=(C1-C2)·100/(100-C2),
где: C1 - количество ДиТМЗ в стабильном изомеризате после реакции;
С2 - количество ДиТМЗ в исходном сырье;
- октановое число высокооктановых фракций изомеризата, которое рассчитывали по методу аддитивности.
Пример №1
Прямогонная бензиновая фракция, выкипающая в пределах н.к. - 180°С, поступает на 37 тарелку колонны К-1 с 75 рабочими тарелками с температурой 130°С под давлением 0,15 МПа и со скоростью 20 л/час. Режим работы колонны: температура низа колонны - 168°С, давление - 0,19 МПа; температура верха - 115°С, давление верха - 0,15 МПа; флегмовое число - 2,0.
Верхний продукт колонны К-1 (фракция н.к. - 105°С) поступает на 40 тарелку колонны К-2, режим работы которой: температура низа - 112°С, давление 0,15 МПа; температура верха - 75°С, давление верха - 0,1 МПа; флегмовое число - 2,5. Кубовый продукт колонны К-2 представляет собой фракцию 70-105°С следующего состава, мас.%:
Катализатор для изомеризации этой фракции готовили путем перемешивания в течение 3 часов формовочной пасты из 175,95 г гидроксида алюминия, 865,5 г гидроксида циркония, 129,6 г ортовольфрамовой кислоты гидрат, 12,4 г гидроксида титана и 5,1 г гидроксида марганца с добавлением для пептизации 180 мл 1,6%-ной плавиковой кислоты. Формовочную массу экструдировали с использованием фильеры с диаметром 2,8-3,0 мм и сушили при температуре 130°С в течение 24 часов. Высушенные экструдаты прокаливали в токе сухого воздуха в течение 4 часов при температуре 800°С.
На полученный носитель по влагоемкости было нанесено 0,3 мас.% платины из раствора платинохлористоводородной кислоты с добавлением 20 мл концентрированной соляной кислоты. Пропитку вели 1 ч при комнатной температуре и 1 ч при 80°С. Катализатор сушили в течение 8 часов при 150°С и прокаливали в течение 5 часов в токе сухого воздуха при температуре 520°С.
Этим катализатором заполняли реакторы и после сушки в токе азота и восстановления в токе водорода при температуре 100°С в течение 4 ч подавали сырье с объемной скоростью 2,5 ч-1 в смеси с водородом под давлением 2,5 МПа при мольном соотношении водород:сырье, равном 2. Газопродуктовая смесь из первого реактора проходит через теплообменник с сырьем в качестве хладоагента и поступает во второй реактор, где при тех же условиях проходит процесс изомеризации. Для поддержания температуры во втором реакторе в середину температурной зоны реактора вводят квенч водорода с температурой 50°С из расчета мольного соотношения водород:сырье, равного 0,5:1.
Газопродуктовая смесь из второго реактора через сепаратор, где отделяется водородсодержащий газ, поступает в стабилизационную колонну К-3 для отделения образовавшихся углеводородных газов. Режим работы колонны К-3: температура низа - 193°С, давление - 1,55 МПа; температура верха - 62°С, давление верха - 1,45 МПа; флегмовое число - 2,5.
Куб колонны К-3 поступает на 37 тарелку колонны К-4, имеющей 75 тарелок. Верх колонны К-4 - это высокооктановый компонент, содержащий углеводороды С5-С6. Режим работы колонны К-4: температура низа - 153°С, давление - 0,47 МПа; температура верха - 97°С, давление верха - 0,33 МПа; флегмовое число - 3,5.
Нижний поток колонны К-4 поступает на 70 тарелку колонны К-5, имеющей 100 тарелок. С верха колонны отбирается высокооктановый компонент ДиТМЗ, с 35 тарелки отводится боковой погон, представляющий собой нормальные, монометилзамещенные парафиновые углеводороды и метилциклогексан, которые рециркулируют в сырье с температурой 127°С, а нижний поток представляет собой концентрат нафтеновых углеводородов. Режим работы колонны К-5: температура низа - 147°С, давление - 0,33 МПа; температура верха - 107°С, давление верха - 0,18 МПа; флегмовое число - 10,0.
Компонентный состав стабильного изомеризата, мас.%:
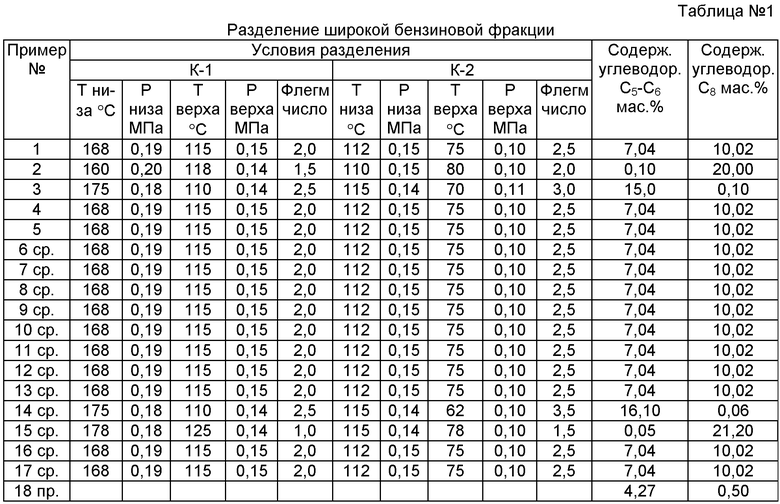
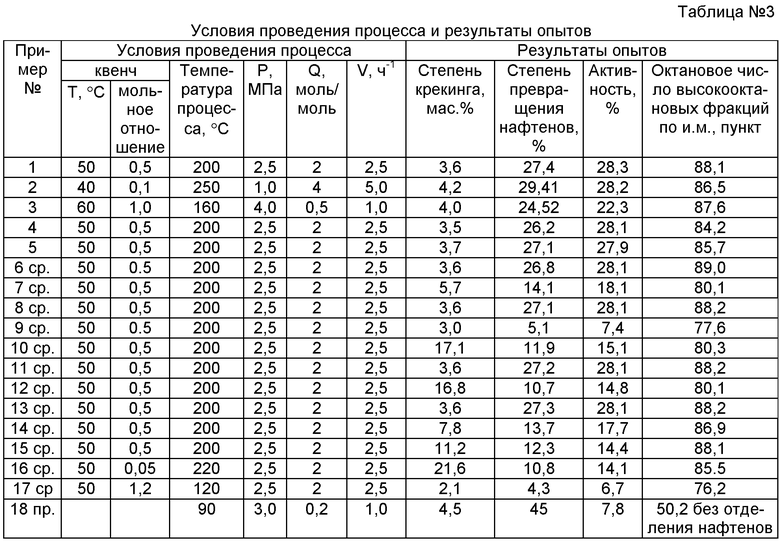
Результаты разделения широкой бензиновой фракции на первой установке приведены в таблице №1, состав катализатора - в таблице №2, а условия проведения процесса изомеризации и результаты опыта - в таблице №3.
Пример №2
Способ осуществляют по примеру №1 с той разницей, что в колонне К-1 поддерживают следующий режим: температура низа колонны - 160°С, давление - 0,20 МПа; температура верха - 118°С, давление верха - 0,14 МПа; флегмовое число - 1,5, а в колонне К-2 - температура низа колонны - 110°С, давление - 0,15 МПа; температура верха - 80°С, давление верха - 0,1 МПа; флегмовое число - 2,0.
Получаемое сырье для установки изомеризации имеет следующий состав, мас.%:
Изомеризацию этого сырья проводили на катализаторе, состав которого приведен в таблице №2. В процессе получения носителя катализатора для смешения брали 459 г гидроксида алюминия, 692,4 г гидроксида циркония, 105,84 г ортовольфрамовой кислоты гидрат, 0,12 г гидроксида титана и 0,1 г гидроксида марганца. Перемешивание экструзионной смеси проводили в течение 4 часов, экструдаты сушили при 110°С и прокаливали 5 часов при температуре 700°С. После нанесения активного металлического компонента катализатор по окончании сушки прокаливали в течение 6 часов при температуре 500°С. Условия проведения опыта приведены в таблице №3.
Условия работы фракционирующих колонн:
- колонна К-3: температура низа колонны - 190°С, давление - 1,6 МПа; температура верха - 65°С, давление верха - 1,4 МПа; флегмовое число - 2,0;
- колонна К-4: температура низа колонны - 150°С, давление - 0,50 МПа; температура верха - 100°С, давление верха - 0,30 МПа; флегмовое число - 3,0;
- колонна К-5: температура низа колонны - 145°С, давление - 0,35 МПа; температура верха - 110°С, давление верха - 0,15 МПа; флегмовое число - 9,0.
Компонентный состав стабильного изомеризата, мас.%:
Результаты опыта приведены в таблице №3.
Пример №3
Способ осуществляют по примеру №1 с той разницей, что выделение фракции углеводородов, содержащих парафиновые углеводороды C7 и C8, проводят на первой пилотной установке в условиях, приведенных в таблице №1.
Полученное сырье для установки изомеризации имеет следующий состав, мас.%:
Изомеризацию этого сырья проводили на катализаторе, состав которого приведен в таблице №2. В процессе получения носителя катализатора брали 61,2 г гидроксида алюминия, 1038,6 г гидроксида циркония, 62,64 г ортовольфрамовой кислоты гидрат, 0,12 г гидроксида титана и 0,1 г гидроксида марганца. Перемешивание экструзионной смеси проводили в течение 2 часов, экструдаты сушили при 150°С и прокаливали 3 часа при температуре 900°С. После нанесения активных металлических компонентов катализатор по окончании сушки прокаливали в течение 4 часов при температуре 550°С. Условия проведения опыта приведены в таблице №3.
Условия работы фракционирующих колонн:
- колонна К-3: температура низа колонны - 195°С, давление - 1,5 МПа; температура верха - 60°С, давление верха - 1,5 МПа; флегмовое число - 3,0;
- колонна К-4: температура низа колонны - 155°С, давление - 0,45 МПа; температура верха - 95°С, давление верха - 0,35 МПа; флегмовое число - 4,0;
- колонна К-5: температура низа колонны - 150°С, давление - 0,30 МПа; температура верха - 105°С, давление верха - 0,20 МПа; флегмовое число - 11,0.
Компонентный состав стабильного изомеризата, мас.%:
Результаты опыта приведены в таблице №3.
Пример №4
Способ осуществляют по примеру №1 с той разницей, что для приготовления катализатора, состав которого приведен в таблице №2, при получении носителя брали 336,6 г гидроксида алюминия, 692,4 г гидроксида циркония, 162 г ортовольфрамовой кислоты гидрат, 24,8 г гидроксида титана и 10,2 г гидроксида марганца.
Условия разделения широкой бензиновой фракции приведены в таблице №1, а условия проведения процесса изомеризации и результаты опыта приведены в таблице №3.
Пример №5
Способ осуществляют по примеру №1 с той разницей, что для приготовления катализатора, состав которого приведен в таблице №2, при получении носителя брали 283,05 г гидроксида алюминия, 865,5 г гидроксида циркония, 54 г ортовольфрамовой кислоты гидрат, 12,4 г гидроксида титана и 5,1 г гидроксида марганца.
Условия разделения широкой бензиновой фракции приведены в таблице №1, а условия проведения процесса изомеризации и результаты опыта приведены в таблице №3.
Пример №6 (сравнительный)
Способ осуществляют по примеру №1 с той разницей, что для приготовления катализатора, состав которого приведен в таблице №2, при получении носителя брали 42,84 г гидроксида алюминия, 1061,68 г гидроксида циркония, 54 г ортовольфрамовой кислоты гидрат, 0,12 г гидроксида титана и 0,1 г гидроксида марганца.
Условия разделения широкой бензиновой фракции приведены в таблице №1, а условия проведения процесса изомеризации и результаты опыта приведены в таблице №3.
Пример №7 (сравнительный)
Способ осуществляют по примеру №1 с той разницей, что для приготовления катализатора, состав которого приведен в таблице №2, при получении носителя брали 512,55 г гидроксида алюминия, 634,7 г гидроксида циркония, 108 г ортовольфрамовой кислоты гидрат, 12,4 г гидроксида титана и 5,1 г гидроксида марганца.
Условия разделения широкой бензиновой фракции приведены в таблице №1, а условия проведения процесса изомеризации и результаты опыта приведены в таблице №3.
Пример №8 (сравнительный)
Способ осуществляют по примеру №1 с той разницей, что для приготовления катализатора, состав которого приведен в таблице №2, при получении носителя брали 145,35 г гидроксида алюминия, 830,88 г гидроксида циркония, 183,6 г ортовольфрамовой кислоты гидрат, 10,8 г гидроксида титана и 5,1 г гидроксида марганца.
Условия разделения широкой бензиновой фракции приведены в таблице №1, а условия проведения процесса изомеризации и результаты опыта приведены в таблице №3.
Пример №9 (сравнительный)
Способ осуществляют по примеру №1 с той разницей, что для приготовления катализатора, состав которого приведен в таблице №2, при получении носителя брали 237,15 г гидроксида алюминия, 923,2 г гидроксида циркония, 32,4 г ортовольфрамовой кислоты гидрат, 12,4 г гидроксида титана и 5,1 г гидроксида марганца.
Условия разделения широкой бензиновой фракции приведены в таблице №1, а условия проведения процесса изомеризации и результаты опыта приведены в таблице №3.
Пример №10 (сравнительный)
Способ осуществляют по примеру №1 с той разницей, что для приготовления катализатора, состав которого приведен в таблице №2, при получении носителя брали 191,25 г гидроксида алюминия, 865,5 г гидроксида циркония, 129,6 г ортовольфрамовой кислоты гидрат и 5,1 г гидроксида марганца.
Условия разделения широкой бензиновой фракции приведены в таблице №1, а условия проведения процесса изомеризации и результаты опыта приведены в таблице №3.
Пример №11 (сравнительный)
Способ осуществляют по примеру №1 с той разницей, что для приготовления катализатора, состав которого приведен в таблице №2, при получении носителя брали 153 г гидроксида алюминия, 865,5 г гидроксида циркония, 129,6 г ортовольфрамовой кислоты гидрат, 31 г гидроксида титана и 5,1 г гидроксида марганца.
Условия разделения широкой бензиновой фракции приведены в таблице №1, а условия проведения процесса изомеризации и результаты опыта приведены в таблице №3.
Пример №12 (сравнительный)
Способ осуществляют по примеру №1 с той разницей, что для приготовления катализатора, состав которого приведен в таблице №2, при получении носителя брали 183,6 г гидроксида алюминия, 865,5 г гидроксида циркония, 129,6 г ортовольфрамовой кислоты гидрат и 12,4 г гидроксида титана.
Условия разделения широкой бензиновой фракции приведены в таблице №1, а условия проведения процесса изомеризации и результаты опыта приведены в таблице №3.
Пример №13 (сравнительный)
Способ осуществляют по примеру №1 с той разницей, что для приготовления катализатора, состав которого приведен в таблице №2, при получении носителя брали 160,65 г гидроксида алюминия, 865,5 г гидроксида циркония, 129,6 г ортовольфрамовой кислоты гидрат, 12,4 г гидроксида титана и 15,3 г гидроксида марганца.
Условия разделения широкой бензиновой фракции приведены в таблице №1, а условия проведения процесса изомеризации и результаты опыта приведены в таблице №3.
Пример №14 (сравнительный)
Способ осуществляют по примеру №1 с той разницей, что выделение фракции углеводородов, содержащих парафиновые углеводороды C7 и С8, проводят на первой пилотной установке в условиях, приведенных в таблице №1.
Полученное сырье для установки изомеризации имеет следующий состав, мас.%:
Стабильный изомеризат имел следующий состав, мас.%:
Результаты опыта представлены в таблице №3
Пример №15 (сравнительный)
Способ осуществляют по примеру №1 с той разницей, что выделение фракции углеводородов, содержащих парафиновые углеводороды C7 и C8, проводят на первой пилотной установке в условиях, приведенных в таблице №1.
Полученное сырье для установки изомеризации имеет следующий состав, мас.%:
Стабильный изомеризат имел следующий состав, мас.%:
Результаты опыта представлены в таблице №3.
Пример №16 (сравнительный)
Способ осуществляют по примеру №1 с той разницей, что во второй реактор подают квенч водорода из расчета мольного соотношения водород:сырье, равного 0,05.
Получаемый стабильный изомеризат имеет следующий состав, мас.%:
Результаты опыта представлены в таблице №3.
Пример №17 (сравнительный)
Способ осуществляют по примеру №1 с той разницей, что во второй реактор подают квенч водорода из расчета мольного соотношения водород:сырье, равного 1,2.
Получаемый стабильный изомеризат имеет следующий состав, мас.%:
Результаты опыта представлены в таблице №3.
Заявленные показатели (пр. №1-5) способа изомеризации легких бензиновых фракций, содержащих парафиновые углеводороды C7-C8, позволяют проводить процесс с низким выходом продуктов крекинга (3,5-4,2 мас.%) и высокой степенью как превращения нафтеновых углеводородов (24,5-29,4%), так и образования высокооктановых ДиТМЗ изомеров (27,9-28,3%). Предложенный способ позволяет перерабатывать фракцию C7-C8 углеводородов с более широкими пределами содержания легких и тяжелых углеводородов.
Однако эти показатели достижимы только при заявленных составе катализатора, содержании легких и тяжелых углеводородов в сырье и количестве подаваемого квенча.
Так, например, увеличение углеводородов С5-С6 в сырьевой фракции выше 15 мас.% (пр. №14) или углеводородов C8 выше 20 мас.% (пр. №15) ведет к увеличению выхода продуктов крекинга, быстрому закоксовыванию катализатора и снижению его активности.
Уменьшение мольного отношения квенч: сырье ниже заявленного показателя (пр. 16) ведет к повышению температуры во втором реакторе, что влечет за собой увеличение крекирующей активности в 5 раз, а увеличение мольного отношения квенч:сырье выше 1 (пр. №17) снижает температуру и приводит к снижению активности на 75-77%.
Что касается состава катализатора, то увеличение содержания оксида циркония и снижение содержания оксида алюминия (пр. №6) не изменяет активности катализатора, но снижает его коэффициент прочности с 1,3 до 1,1 кг/мм. При снижении содержания оксида циркония ниже заявленного и увеличении содержания оксида алюминия (пр. №7), а также при снижении содержания вольфрама (пр. №9) активность катализатора снижается. При отсутствии в катализаторе оксидов титана и марганца (пр. №10 и 12) в 4 раза возрастает крекирующая активность катализатора. Повышение содержания оксидов вольфрама, титана и марганца (пр. №8, 11, 13) выше заявленного предела не изменяет показателей процесса и увеличение этих компонентов не рационально.
Таким образом, предложенный способ изомеризации легких бензиновых фракций, содержащих парафиновые углеводороды C7-C8, позволяет перерабатывать выделенную фракцию, содержащую 0,1-15 мас.% углеводородов С5-С6 и 0,1-20 мас.% углеводородов C8, в одну стадию. Это значительно сокращает капитальные и эксплуатационные затраты, предусмотренные способом-прототипом использованием установок гидрирования и разрыва нафтеновых колец. Проведение процесса на предложенном катализаторе увеличивает скорость образования ДиТМЗ изомеров при низкой крекирующей активности. Получаемый изомеризат имеет высокое октановое число. Кроме того, разделение продуктов изомеризации на фракции создает гибкие условия компаундирования бензинов.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗОМЕРИЗАЦИИ ПАРАФИНОВЫХ УГЛЕВОДОРОДОВ C-C | 2012 |
|
RU2470000C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОЙ ДОБАВКИ БЕНЗИНА | 2003 |
|
RU2248342C1 |
| СПОСОБ ИЗОМЕРИЗАЦИИ ЛЕГКИХ БЕНЗИНОВЫХ ФРАКЦИЙ С ПРЕДВАРИТЕЛЬНОЙ АКТИВАЦИЕЙ КАТАЛИЗАТОРА | 2008 |
|
RU2394804C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРИПТАНА | 2002 |
|
RU2296735C2 |
| СПОСОБ РАЗДЕЛЕНИЯ КОМПОНЕНТОВ АЗЕОТРОПНОЙ ИЛИ АЗЕОТРОПОПОДОБНОЙ СМЕСИ, АЗЕОТРОПНЫЕ И АЗЕОТРОПОПОДОБНЫЕ СМЕСИ ДЛЯ РАЗДЕЛЕНИЯ, ЭКСТРАКТИВНАЯ ДИСТИЛЛЯЦИОННАЯ СИСТЕМА ДЛЯ РАЗДЕЛЕНИЯ АЗЕОТРОПНОЙ ИЛИ АЗЕОТРОПОПОДОБНОЙ СМЕСИ | 2004 |
|
RU2396241C2 |
| СПОСОБ ИЗОМЕРИЗАЦИИ ЛЕГКИХ ПАРАФИНОВЫХ УГЛЕВОДОРОДОВ C-C | 2000 |
|
RU2176233C1 |
| СПОСОБ СНИЖЕНИЯ СОДЕРЖАНИЯ БЕНЗОЛА В БЕНЗИНОВЫХ ФРАКЦИЯХ | 2006 |
|
RU2322478C2 |
| СПОСОБ ИЗОМЕРИЗАЦИИ ПАРАФИНОВЫХ УГЛЕВОДОРОДОВ C-C | 2004 |
|
RU2277526C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО АВТОМОБИЛЬНОГО БЕНЗИНА | 2013 |
|
RU2524213C1 |
| Способ изомеризации легких бензиновых фракций | 2017 |
|
RU2646751C1 |
Изобретение относится к процессам изомеризации легких бензиновых фракций, содержащих углеводороды гептанового и октанового рядов, и может применяться на нефтеперерабатывающих и нефтехимических предприятиях. Изобретение касается способа изомеризации легких бензиновых фракций, содержащих С7-С8 парафиновые углеводороды, путем выделения из широких бензиновых фракций С7-С8 фракции и контактирования ее в водородной среде при повышенных температуре и давлении в двух реакторах с катализатором, содержащим гидрирующе-дегидрирующий компонент на оксидном носителе, фракционированием с получением фракции продукта и рециркулирующей в газосырьевую смесь фракции н-парафинов, монометилзамещенных парафинов и метилциклогексана. Выделение С7-С8 фракции (сырье) ведут таким образом, чтобы содержание в ней углеводородов С5-С6 было 0,1-15 мас.%, а углеводородов С8 - 0,1-20 мас.%, смешением выделенной фракции С7-С8 с водородом в мольном отношении водород: сырье 0,5-4 с образованием газосырьевой смеси и подачи ее в первый из двух последовательно соединенных реакторов изомеризации при температуре 160-250°С, давлении 1,0-4,0 МПа и объемной скорости подачи сырья 1-5 ч-1, во второй реактор подают квенч водорода с температурой 40-60°С из расчета мольного отношения водород: сырье - (0,1-1,0):1, а оксидный носитель представляет собой композицию оксидов металлов: aAl2O3·bZrO2·cWO3·dTiO2·eMnO2, где массовые доли оксидов равны: а=0,04-0,30; b=0,60-0,90; c=0,05-0,15; d=0,001-0,10; е=0,001-0,01. Технический результат - получение изомеризата с высоким октановым числом. 1 з.п. ф-лы, 3 табл.
1. Способ изомеризации легких бензиновых фракций, содержащих С7-С8 парафиновые углеводороды, путем выделения из широких бензиновых фракций С7-С8 фракции и контактирования ее в водородной среде при повышенных температуре и давлении в двух реакторах с катализатором, содержащим гидрирующе-дегидрирующий компонент на оксидном носителе, фракционированием с получением фракции продукта и рециркулирующей в газо-сырьевую смесь фракции н-парафинов, монометилзамещенных парафинов и метилциклогексана, отличающийся тем, что выделение С7-С8 фракции (сырье) ведут таким образом, чтобы содержание в ней углеводородов С5-С6 было 0,1-15 мас.%, а углеводородов С8 - 0,1-20 мас.%, смешением выделенной фракции С7-С8 с водородом в мольном отношении водород:сырье 0,5-4 с образованием газо-сырьевой смеси и подачи ее в первый из двух последовательно соединенных реакторов изомеризации при температуре 160-250°С, давлении 1,0-4,0 МПа, и объемной скорости подачи сырья 1-5 ч-1, во второй реактор подают квенч водорода с температурой 40-60°С из расчета мольного отношения водород:сырье - (0,1-1,0):1, а оксидный носитель представляет собой композицию оксидов металлов:
aAl2O3·bZrO2·cWO3·dTiO2·eMnO2, где массовые доли оксидов равны: а=0,04-0,30; b=0,60-0,90; c=0,05-0,15; d=0,001-0,10; e=0,001-0,01.
2. Способ изомеризации легких бензиновых фракций, содержащих С7-С8 парафиновые углеводороды по п.1, отличающийся тем, что катализатор в качестве гидрирующе-дегидрирующего компонента содержит платину, и/или палладий, и или иридий в количестве 0,2-0,7 мас.%.
| FR 2857371 А1, 14.01.2005 | |||
| Способ изготовления спеченных многослойных изделий | 1986 |
|
SU1491613A1 |
| СПОСОБ НАНЕСЕНИЯ НАДПИСЕЙ ГОРИЗОНТАЛЕЙ НА ОРИГИНАЛЕ РЕЛЬЕФА И СПОСОБ НАЗНАЧЕНИЯ ПОЛОЖЕНИЙ МАРКИРОВОЧНЫХ ЗНАКОВ ПРОТЯЖЕННЫХ ЛИНЕЙНЫХ ОБЪЕКТОВ ЗАДАННОГО ТИПА НА ГРАФИЧЕСКОМ ИЗОБРАЖЕНИИ | 2008 |
|
RU2370820C1 |
| СПОСОБ СНИЖЕНИЯ СОДЕРЖАНИЯ БЕНЗОЛА В БЕНЗИНОВЫХ ФРАКЦИЯХ | 2006 |
|
RU2322478C2 |

