Фиг.З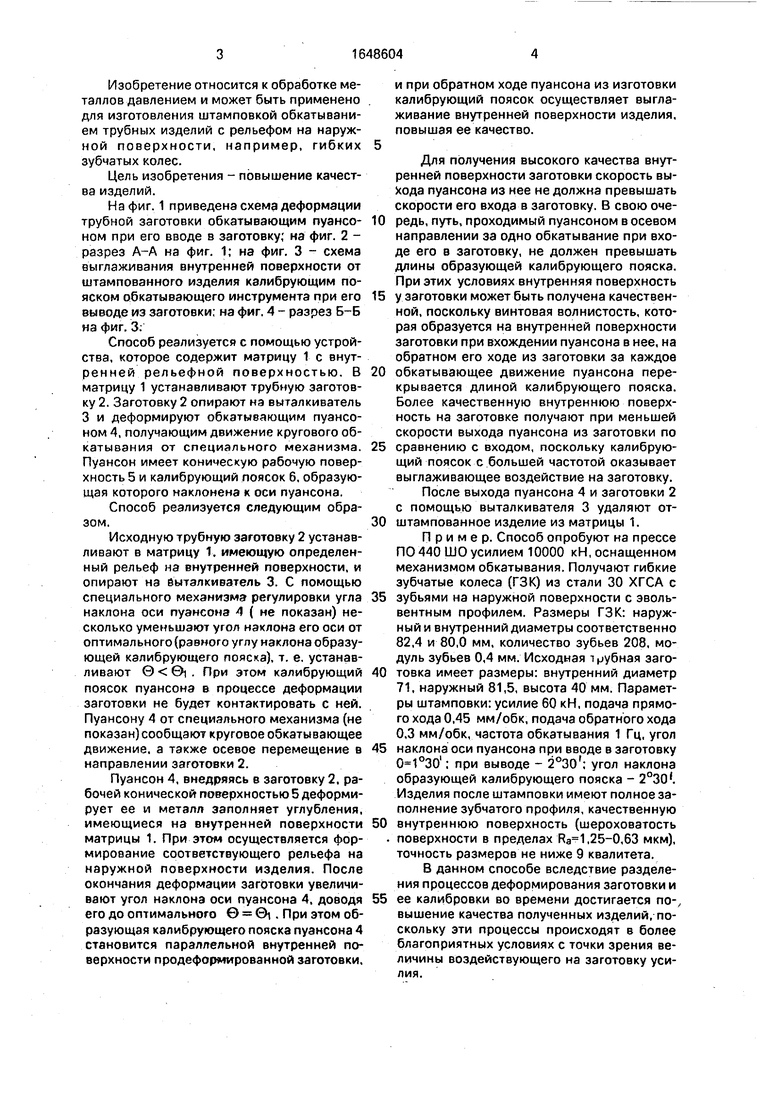
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2018397C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| Способ изготовления продольных рифлей на внешней поверхности цилиндрической оболочки | 2024 |
|
RU2839226C1 |
| Способ штамповки полых цилиндрических деталей | 1983 |
|
SU1109229A1 |
| Способ получения полых изделий из трубчатых заготовок | 1989 |
|
SU1754289A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНЫХ ТРОЙНИКОВ | 2006 |
|
RU2311982C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2008 |
|
RU2369457C1 |
| Способ получения полых изделий и устройство для его осуществления | 1988 |
|
SU1701416A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНОГО ПАТРУБКА В ТОНКОСТЕННОЙ ТРУБНОЙ ЗАГОТОВКЕ | 2004 |
|
RU2304032C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2591904C2 |

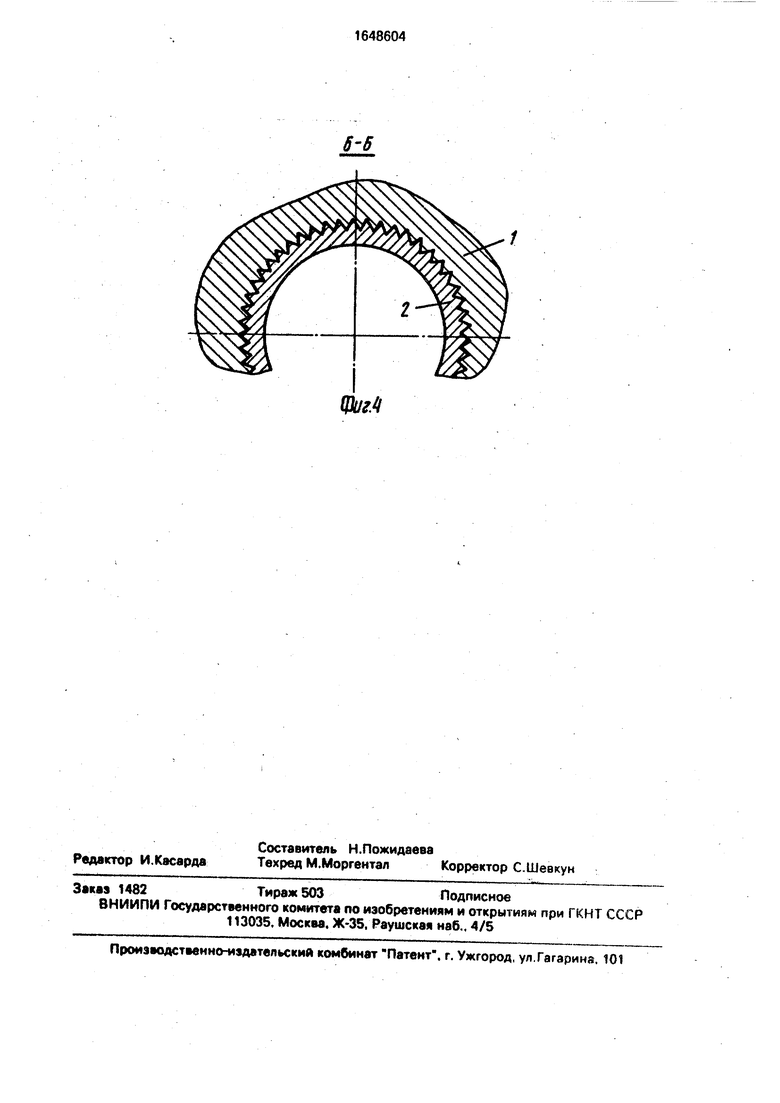
Изобретение относится к обработке металлов давлением, в частности к способам получения изделий из трубных заготовок штамповкой обкатыванием. Цель изобретения - повышение качества изделий. Трубную заготовку 2 помещают в кольцевую матрицу 1 и вводят в нее пуансон 4 с конической рабочей поверхностью 5 и калибрующим пояском 6, образующая которого наклонена к оси пуансона 4. Пуансон располагают под углом к оси заготовки, меньшим угла наклона образующей калибрующего пояска, и сообщают ему обкатывающее движение и осевое перемещение. В результате происходят формоизменение заготовки 2 и образование рельефа на ее наружной поверхности. При обратном ходе пуансона его располагают под углом к оси заготовки, равным углу наклона образующей калибрующего пояска 6. Калибрующий поясок 6 становится параллельным внутренней поверхности заготовки, в результате чего происходит ее выглаживание. Более качественная внутренняя поверхность получается при меньшей скорости вывода пуансона из заготовки по сравнению с вводом. Вследствие разделения во времени процессов формоизменения заготовки и обработки ее внутренней поверхности эти процессы происходят в более благоприятных условиях, что положительно сказывается на качестве полученных изделий. 1 з. п. ф-лы, 4 ил. (Л С
Щиг4
| Корякин Н | |||
| А., Савинов В | |||
| А., Гильманов Р | |||
| Ф, и др | |||
| Перспективная технология штамповки обкатыванием гибких зубчатых колес повышенного ресурса | |||
| Проспект ВДНХ, г | |||
| Устинов, 1985. |
