Область техники, к которой относится изобретение
Настоящее изобретение относится к паковке углеродного волокна, точно сформированной таким образом, чтобы была обеспечена высокая плотность намотки и чтобы паковка была менее подвержена распусканию, и к способу получения такой паковки.
Уровень техники
Потребность в углеродном волокне в обычных областях промышленного применения, относящихся к машиностроению, гражданскому строительству и энергетике, увеличивается год от года. Для получения углеродных волокон требуемой тонины для использования их в способах формирования больших конструкционных структур, например, в способах ткачества и намотки элементарных нитей, в настоящее время определенное количество жгутов углеродного волокна тониной от около 7000 денье до около 20000 денье выравнивают в линию для выполнения формирования. Однако при формировании путем расположения в линию возникает проблема, заключающаяся в том, что появляются зазоры между расположенными в линию компонентами, приводящие к неравномерной пропитке полимером.
Кроме того, если используют жгуты углеродного волокна тониной от около 7000 денье до около 20000 денье, особенно если изготавливают большое и толстое тело, количество ламинируемых и количество наматываемых жгутов следует увеличивать, а это является неблагоприятным фактором в аспекте времени формирования. Более конкретно, если доступна паковка углеродного волокна, содержащая большое количество элементарных нитей и имеющая большую толщину, то это выгодно, так как при этом уменьшается количество ламинируемых жгутов и уменьшается количество наматываемого углеродного волокна, подаваемого к крупногабаритной обрабатывающей установке, сокращается время формирования, а шпулярник может быть превращен в компактную установку.
В патентном документе 1 предложена паковка с плоскими торцами углеродного волокна, полученная путем намотки углеродного волокна тониной 25000 денье или больше на патрон, в которой ширина, приходящаяся на единицу тонины углеродного волокна, находится в диапазоне от 0,15×10-3 мм/денье до 0,35×10-3 мм/денье; углы намотки в начале и в конце намотки находятся в диапазонах от 10° до 30° и от 3° до 15° соответственно; а дробная часть W0 шага намотки W находится в диапазоне от 0,12 до 0,88.
Патентный документ 1: японская выложенная патентная заявка № 10-316311.
Раскрытие изобретения
Проблемы, решаемые изобретением
Однако так как дробная часть W0 шага намотки W была в диапазоне от 0,12 до 0,88 в паковке углеродного волокна согласно патентному документу 1, то когда, например, дробная часть W0 была равна 0,5, возникала проблема, заключавшаяся в том, что выравнивание намотанных углеродных волокон полностью совпадало с выравниванием углеродных волокон, намотанных двумя ходами намотки ранее, и паковку углеродного волокна невозможно было точно сформировать таким образом, чтобы она была меньше подвержена распусканию при намотке с высокой плотностью.
Целью настоящего изобретения является создание паковки оптимальной формы, получаемой путем намотки жгута углеродного волокна тониной от 25000 денье до 35000 денье, обладающей высокой плотностью намотки и меньше подверженной распусканию, и создание способа намотки такой паковки.
Средства решения проблемы
В частности, первой сущностью настоящего изобретения является паковка с плоскими торцами углеродного волокна, полученная путем намотки жгута углеродного волокна тониной от 25000 денье до 35000 денье на патрон, в которой ширина, приходящаяся на единицу тонины жгута углеродного волокна, находится в диапазоне от 0,30×10-3 мм/денье до 0,63×10-3 мм/денье; угол намотки в начале намотки находится в диапазоне от 13° до 14°; угол намотки в конце намотки составляет 3° или больше; а дробная часть W0 шага намотки W находится в диапазоне от 0,07 до 0,08.
Второй сущностью настоящего изобретения является паковка с плоскими торцами углеродного волокна, полученная путем намотки жгута углеродного волокна тониной от 25000 денье до 35000 денье на патрон, в которой ширина, приходящаяся на единицу тонины жгута углеродного волокна, находится в диапазоне от 0,30×10-3 мм/денье до 0,63×10-3 мм/денье; угол намотки в начале намотки находится в диапазоне от 13° до 14°; угол намотки в конце намотки составляет 3° или больше; а дробная часть W0 шага намотки W находится в диапазоне от 0,90 до 0,91.
Третьей сущностью настоящего изобретения является паковка с плоскими торцами углеродного волокна, полученная путем намотки жгута углеродного волокна тониной от 25000 денье до 35000 денье на патрон, в которой ширина, приходящаяся на единицу тонины жгута углеродного волокна, находится в диапазоне от 0,30×10-3 мм/денье до 0,63×10-3 мм/денье; угол намотки в начале намотки находится в диапазоне от 10° до 11°; угол намотки в конце намотки составляет 2° или больше; а дробная часть W0 шага намотки W находится в диапазоне от 0,07 до 0,08.
Четвертой сущностью настоящего изобретения является паковка с плоскими торцами углеродного волокна, полученная путем намотки жгута углеродного волокна тониной от 25000 денье до 35000 денье на патрон, в которой ширина, приходящаяся на единицу тонины жгута углеродного волокна, находится в диапазоне от 0,30×10-3 мм/денье до 0,63×10-3 мм/денье; угол намотки в начале намотки находится в диапазоне от 13° до 14°; угол намотки в конце намотки составляет 5° или больше; а дробная часть W0 шага намотки W находится в диапазоне от 0,09 до 0,10.
Пятой сущностью настоящего изобретения является паковка с плоскими торцами углеродного волокна, полученная путем намотки жгута углеродного волокна тониной от 25000 денье до 35000 денье на патрон, в которой ширина, приходящаяся на единицу тонины жгута углеродного волокна, находится в диапазоне от 0,30×10-3 мм/денье до 0,63×10-3 мм/денье; угол намотки в начале намотки находится в диапазоне от 13° до 14°; угол намотки в конце намотки составляет 3° или больше; а дробная часть W0 шага намотки W находится в диапазоне от 0,92 до 0,93.
Шестой сущностью настоящего изобретения является паковка с плоскими торцами углеродного волокна, полученная путем намотки жгута углеродного волокна тониной от 25000 денье до 35000 денье на патрон, в которой ширина, приходящаяся на единицу тонины жгута углеродного волокна, находится в диапазоне от 0,30×10-3 мм/денье до 0,63×10-3 мм/денье; угол намотки в начале намотки находится в диапазоне от 10° до 11°; угол намотки в конце намотки составляет 2° или больше; а дробная часть W0 шага намотки W находится в диапазоне от 0,92 до 0,93.
Седьмой сущностью настоящего изобретения является способ получения паковки с плоскими торцами углеродного волокна, содержащий: намотку жгута углеродного волокна, обладающего тониной от 25000 денье до 35000 денье, на патрон, где ширина, приходящаяся на единицу тонины жгута углеродного волокна, находится в диапазоне от 0,30×10-3 мм/денье до 0,63×10-3 мм/денье; угол намотки в начале намотки находится в диапазоне от 13° до 14°; угол намотки в конце намотки составляет 3° или больше; а дробная часть W0 шага намотки W находится в диапазоне от 0,07 до 0,08.
Восьмой сущностью настоящего изобретения является способ получения паковки с плоскими торцами углеродного волокна, включающий: намотку жгута углеродного волокна, обладающего тониной от 25000 денье до 35000 денье, на патрон, где ширина, приходящаяся на единицу тонины жгута углеродного волокна, находится в диапазоне от 0,30×10-3 мм/денье до 0,63×10-3 мм/денье; угол намотки в начале намотки находится в диапазоне от 13° до 14°, угол намотки в конце намотки составляет 3° или больше; а дробная часть W0 шага намотки W находится в диапазоне от 0,90 до 0,91.
Девятой сущностью настоящего изобретения является способ получения паковки с плоскими торцами углеродного волокна, содержащий: намотку жгута углеродного волокна, обладающего тониной от 25000 денье до 35000 денье, на патрон, где ширина, приходящаяся на единицу тонины жгута углеродного волокна, находится в диапазоне от 0,30×10-3 мм/денье до 0,63×10-3 мм/денье; угол намотки в начале намотки находится в диапазоне от 10° до 11°; угол намотки в конце намотки составляет 2° или больше; а дробная часть W0 шага намотки W находится в диапазоне от 0,07 до 0,08.
Десятой сущностью настоящего изобретения является способ получения паковки с плоскими торцами углеродного волокна, содержащий: намотку жгута углеродного волокна, обладающего тониной от 25000 денье до 35000 денье, на патрон, где ширина, приходящаяся на единицу тонины жгута углеродного волокна, находится в диапазоне от 0,30×10-3 мм/денье до 0,63×10-3 мм/денье; угол намотки в начале намотки находится в диапазоне от 13° до 14°; угол намотки в конце намотки составляет 5° или больше; а дробная часть W0 шага намотки W находится в диапазоне от 0,09 до 0,10.
Одиннадцатой сущностью настоящего изобретения является способ получения паковки с плоскими торцами углеродного волокна, содержащий: намотку жгута углеродного волокна, обладающего тониной от 25000 денье до 35000 денье, на патрон, где ширина, приходящаяся на единицу тонины жгута углеродного волокна, находится в диапазоне от 0,30×10-3 мм/денье до 0,63×10-3 мм/денье; угол намотки в начале намотки находится в диапазоне от 13° до 14°; угол намотки в конце намотки составляет 3° или больше; а дробная часть W0 шага намотки W находится в диапазоне от 0,92 до 0,93.
Двенадцатой сущностью настоящего изобретения является способ получения паковки с плоскими торцами углеродного волокна, содержащий: намотку жгута углеродного волокна, обладающего тониной от 25000 денье до 35000 денье, на патрон, где ширина, приходящаяся на единицу тонины жгута углеродного волокна, находится в диапазоне от 0,30×10-3 мм/денье до 0,63×10-3 мм/денье; угол намотки в начале намотки находится в диапазоне от 10° до 11°; угол намотки в конце намотки составляет 2° или больше; а дробная часть W0 шага намотки W находится в диапазоне от 0,92 до 0,93.
Эффект изобретения
Паковка углеродного волокна согласно настоящему изобретению, полученная по способу согласно настоящему изобретению, путем намотки жгута углеродного волокна тониной от 25000 денье до 35000 денье может быть паковкой, намотанной с высокой плотностью, с хорошей формой намотки, меньше подверженной распусканию и обладающей хорошей способностью к разматыванию.
Краткое описание чертежей
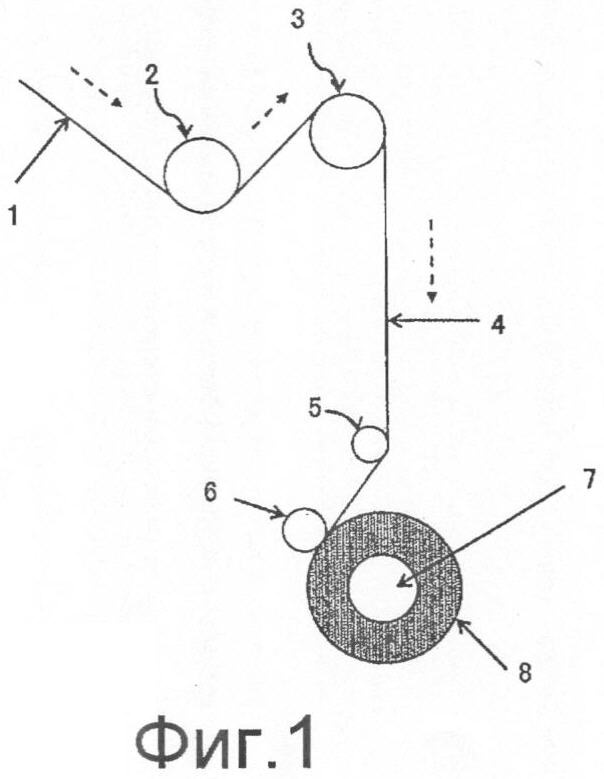
На фиг.1 схематически изображено мотальное устройство мотальной машины, которую использовали в примерах настоящего изобретения;
на фиг.2 изображена диаграмма, на которой показан угол намотки.
Описание обозначений
1 - жгут углеродного волокна,
2, 3 и 5 - направляющие элементы,
4 - расположение устройства для измерения натяжения-прочности,
6 - прижимной валик,
7 - патрон,
8 - паковка жгута углеродного волокна.
Осуществление изобретения
Ниже настоящее изобретение описано подробно. В настоящем изобретении тонина жгута углеродного волокна представлена тониной единичной нити (денье), умноженной на количество элементарных нитей. Тонина жгута углеродного волокна может находиться в диапазоне от 25000 денье до 35000 денье. Так как тонина единичной нити обычно находится в диапазоне от 0,2 денье до 0,9 денье, то количество элементарных нитей может находиться в диапазоне приблизительно от 28000 до 175000.
Существует несколько способов того, как сделать так, чтобы тонина наматываемого жгута углеродного волокна составляла от 25000 денье до 35000 денье, например: способ, в котором предшествующее волокно с большим значением тонины (денье) используют в качестве исходного материала; способ, в котором определенное количество предшествующих волокон с малым числом элементарных нитей собирают в середине процесса кальцинирования и до полной намотки на мотальном устройстве; и способ, в котором то, что было один раз намотано как углеродные волокна, тянут со шпулярника и наматывают снова, при этом соединяя их; но способ не ограничен конкретно каким-либо из этих способов.
В настоящем изобретении ширину, приходящуюся на единицу тонины жгута углеродного волокна, регулируют таким образом, чтобы она была в диапазоне от 0,30×10-3 мм/денье до 0,63×10-3 мм/денье. Способ регулирования конкретно не ограничен, но, например, способ, в котором жгут углеродного волокна удерживают в контакте с валиком, содержащим канавки, фиксированной направляющей или подобным средством, для получения предварительно определенной ширины, и способ, в котором перемещение единичной нити ограничено добавлением шлихты для предотвращения колебаний ширины, можно выполнять отдельно или в сочетании для достижения заданной конечной ширины, приходящейся на единицу тонины углеродного волокна.
При изготовлении паковки углеродного волокна путем удовлетворения перечисленных ниже условий может быть получена паковка углеродного волокна, обладающая высокой плотностью намотки и хорошей формой намотки, меньше подверженная распусканию и обладающая хорошей способностью к разматыванию.
(1) Когда угол намотки в начале намотки находится в диапазоне от 13° до 14°.
Угол намотки в конце намотки делают таким, чтобы он составлял 3° или больше, а описанную ниже дробную часть W0 шага намотки делают такой, чтобы она была в диапазоне от 0,07 до 0,08, от 0,90 до 0,91 или от 0,92 до 0,93. В альтернативном варианте исполнения угол намотки в конце намотки делают таким, чтобы он составлял 5° или больше, а описанную ниже дробную часть W0 шага намотки делают такой, чтобы она была в диапазоне от 0,09 до 0,10.
(2) Когда угол намотки в начале намотки находится в диапазоне от 10° до 11°.
Угол намотки в конце намотки делают таким, чтобы он составлял 2° или больше, а описанную ниже дробную часть W0 шага намотки делают такой, чтобы она была в диапазоне от 0,07 до 0,08 или от 0,92 до 0,93.
Угол намотки, о котором здесь идет речь, определяют как угол между жгутом 1 углеродного волокна и патроном 7, и он представлен на фиг.2 как угол θ.
Когда жгут углеродного волокна наматывают с шагом намотки, предварительно определенным согласно настоящему изобретению, при использовании мотального устройства, если угол намотки в начале намотки и шаг намотки однажды определены, то угол намотки в конце намотки может быть определен по количеству наматываемого жгута углеродного волокна. Более конкретно, угол намотки постепенно уменьшается по мере наматывания жгута углеродного волокна, и с увеличением количества наматываемого жгута угол намотки в конце намотки становится меньше. Если угол намотки в конце намотки больше значения, предварительно определенного согласно настоящему изобретению, то может быть получена паковка углеродного волокна, намотанная с высокой плотностью и обладающая хорошей формой намотки, меньше подверженная распусканию и обладающая хорошей способностью к разматыванию. Более конкретно, если намотку жгута углеродного волокна начинают с предварительно определенным шагом намотки, а угол намотки в начале намотки соответствует предложенному в настоящем изобретении значению, и если намотанное количество жгута углеродного волокна равно или меньше количества, ограниченного нижним предельным значением угла намотки, то может быть получена паковка углеродного волокна, обладающая хорошей формой намотки, меньше подверженная распусканию.
Предпочтительно, чтобы жгут углеродного волокна, подлежащий намотке, был равномерно разложен и распределен на патроне. Равномерную раскладку нитей на патроне определяют отношением скорости вращения патрона к скорости раскладки, т.е. шагом намотки. Более конкретно, шаг намотки W определяется следующим уравнением:
W=2L/(πD0tgθ),
где L - ход раскладчика мотального устройства в направлении, по существу параллельном патрону, т.е. ширина раскладки, мм;
D0 - наружный диаметр патрона, мм;
θ - угол намотки в начале намотки.
Если шаг намотки является целым числом, то нить, намотанная за один ход раскладчика, полностью перекрывает нить, намотанную за предыдущий ход раскладчика. Если шаг намотки отклоняется от целого числа, то нить, намотанная за один ход раскладчика, отклоняется от положения нити, намотанной за предыдущий ход раскладчика в соответствии с отклонением. Если шаг намотки является целым числом, то так как нить наматывают непрерывно на совершенно то же самое место, нить локализуется, и при этом формируется паковка, обладающая неравномерной намоткой низкой плотности, подверженной распусканию.
Если дробная часть W0 (разность между шагом намотки и целой частью значения шага намотки) кратна 1/n (где n - целое число, равное 2 или более и равное 10 или менее), то положение нити, намотанной после n ходов раскладки, полностью перекрывает положение нити, которая была намотана за n ходов раскладки до этого. Более конкретно, имеет место та же картина, что и в случае, когда шаг намотки является целым числом, т.е. нить наматывают непрерывно на совершенно то же самое место. Таким образом, когда число n является малым, то нить особенно локализуется, и при этом формируется паковка, обладающая неравномерной намоткой низкой плотности, подверженной распусканию.
Для того чтобы нить была равномерно распределена на патроне при намотке, дробная часть отклонения от целого числа, более конкретно, дробная часть W0 шага намотки W должна составлять в диапазоне от 0,07 до 0,08; от 0,09 до 0,10; от 0,90 до 0,91 или от 0,92 до 0,93, а углы намотки в начале намотки и в конце намотки делают такими, чтобы они были в указанном выше диапазоне. В этом диапазоне, так как положение, в котором нить находится, может быть равномерно изменено за ход раскладки, то может быть сформирована паковка, обладающая высокой плотностью намотки.
ПРИМЕРЫ
Настоящее изобретение более конкретно описано ниже со ссылками на примеры.
Пример 1
Используя мотальную машину, имевшую конфигурацию, показанную на фиг.1, жгут углеродного волокна, обладавший суммарной тониной 29700 денье (количество элементарных нитей 50000), наматывали на бумажный патрон с внутренним диаметром 82 мм и длиной 280 мм, при этом поддерживали ширину 12 мм для наработки паковки с плоскими торцами углеродного волокна с шириной намотки 254 мм. Условия намотки и свойства полученной паковки углеродного волокна показаны в таблице 1. Более конкретно, жгут 1 углеродного волокна подавали направляющими элементами 2, 3 и 5 в направлениях, показанных пунктирными линиями-стрелками на фиг.1, для введения его между прижимным валиком 6 и патроном 7 и наматывали на патрон 7 для получения паковки 8 углеродного волокна.
Контактное давление во время намотки определяли как среднее значение, полученное из значений силы, измеренной три раза, когда патрон 7 контактировал с прижимным валиком 6, используя ручные весы. Натяжение во время намотки определяли как среднее значение, полученное из максимальных и минимальных значений силы, с которой воздействовали на жгут углеродного волокна при натяжении, которое измеряли прибором для определения натяжения в месте 4 измерения натяжения-прочности до намотки жгута углеродного волокна на патрон 7.
Примеры 2-6
Паковку с плоскими торцами углеродного волокна получали таким же образом, как в примере 1, за исключением того, что условия намотки делали такими, чтобы они имели значения, показанные в таблице 1. Свойства полученных паковок углеродного волокна показаны в таблице 1.
Примеры 7 и 8
Паковки с плоскими торцами углеродного волокна получали таким же образом, как и в примере 1, за исключением того, что суммарная тонина жгута углеродного волокна составляла 28500 денье (количество элементарных нитей составляло 48000), а условия намотки делали такими, чтобы они имели значения, показанные в таблице 1. Свойства полученных паковок углеродного волокна показаны в таблице 1.
Сравнительные примеры 1-3
Хотя намотку жгута углеродного волокна на патрон начинали при тех же условиях, что и в примере 1, но угол намотки в начале намотки и шаг намотки делали такими, чтобы они имели значения, показанные в таблице 2, жгут углеродного волокна локализовывался на патроне, и паковку углеродного волокна невозможно было получить.
Как видно из результатов, полученных в примерах 1-8 и сравнительных примерах 1-3, посредством удовлетворения требований, предварительно определенных согласно настоящему изобретению, даже при использовании жгута углеродного волокна, обладающего высокой тониной, может быть получена паковка углеродного волокна с высокой плотностью намотки, обладающая хорошей формой намотки, меньше подверженная распусканию и обладающая хорошей способностью к разматыванию.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИТНАЯ СТЕКЛОПЛАСТИКОВАЯ АРМАТУРА (ВАРИАНТЫ) | 2012 |
|
RU2520542C1 |
| КОГЕЗИОННЫЙ ПУЧОК ИЗ ДРОБЛЕННОГО НАТЯЖЕНИЕМ НЕПРЕРЫВНОГО ВОЛОКНА, СПОСОБ ИЗГОТОВЛЕНИЯ КОГЕЗИОННОГО ПУЧКА И КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ЕГО ОСНОВЕ | 1993 |
|
RU2061805C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖГУТА И ЖГУТ | 1990 |
|
RU2071513C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КАЧЕСТВА ТЕКСТИЛЬНОЙ ПАКОВКИ | 1999 |
|
RU2148252C1 |
| Паковка из синтетической свежеформованной пряжи и устройство для ее намотки | 1987 |
|
SU1762758A3 |
| СПОСОБ ФОРМИРОВАНИЯ ПАКОВКИ РАЦИОНАЛЬНОЙ СТРУКТУРЫ ПОД КРАШЕНИЕ | 1996 |
|
RU2144492C1 |
| УСТРОЙСТВО ДЛЯ РАСКЛАДКИ НИТИ НА ПАКОВКУ | 1998 |
|
RU2141443C1 |
| Устройство для непрерывной намотки текстильных паковок | 1989 |
|
SU1715702A1 |
| Устройство для намотки нити на паковку | 1984 |
|
SU1158467A1 |
| Устройство для раскладки нитей на паковках | 1989 |
|
SU1675179A1 |
Изобретения относятся к вариантам паковки с плоскими торцами углеродистого волокна и вариантам способа намотки паковки с плоскими торцами углеродистого волокна. Паковка получена намоткой жгута углеродистого волокна на патрон. Углеродистое волокно для вариантов паковки и для вариантов способа обладает тониной от 25000 денье до 35000 денье. Ширина, приходящаяся на единицу тонины жгута углеродистого волокна в патроне для вариантов паковки и вариантов способа, находится в диапазоне от 0,30×10-3 мм/денье до 0,63×10-3 мм/денье. Угол намотки в начале намотки для вариантов паковки и вариантов способа находится в диапазоне от 13° до 14° и от 10° до 11°. Угол намотки в конце намотки для вариантов паковки и вариантов способа составляет 3° или больше, составляет 2° или больше и составляет 5° или больше Дробная часть W0 шага намотки W для вариантов паковки и вариантов способа находится в диапазоне от 0,07 до 0,08, от 0,90 до 0,91, от 0,09 до 0,10 и от 0,92 до 0,93. Достигается получение паковки с улучшенной плотностью намотки за счет подбора оптимального диапазона ширины на единицу тонины жгута углеродистого волокна и оптимального угла намотки в начале и конце намотки. 12 н.п., ф-лы, 2 ил., 2 табл.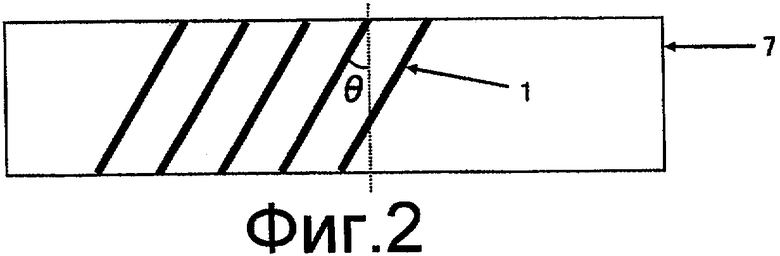
1. Паковка с плоскими торцами углеродного волокна, полученная путем намотки жгута углеродного волокна, обладающего тониной от 25000 до 35000 денье, на патрон, в которой ширина, приходящаяся на единицу тонины жгута углеродного волокна, находится в диапазоне от 0,30·10-3 до 0,63·10-3 мм/денье; угол намотки в начале намотки находится в диапазоне от 13 до 14°; угол намотки в конце намотки составляет 3° или больше; а дробная часть W0 шага намотки W находится в диапазоне от 0,07 до 0,08.
2. Паковка с плоскими торцами углеродного волокна, полученная путем намотки жгута углеродного волокна, обладающего тониной от 25000 до 35000 денье, на патрон, в которой ширина, приходящаяся на единицу тонины жгута углеродного волокна, находится в диапазоне от 0,30·10-3 до 0,63·10-3 мм/денье; угол намотки в начале намотки находится в диапазоне от 13 до 14°; угол намотки в конце намотки составляет 3° или больше; а дробная часть W0 шага намотки W находится в диапазоне от 0,90 до 0,91.
3. Паковка с плоскими торцами углеродного волокна, полученная путем намотки жгута углеродного волокна, обладающего тониной от 25000 до 35000 денье, на патрон, в которой ширина, приходящаяся на единицу тонины жгута углеродного волокна, находится в диапазоне от 0,30·10-3 до 0,63·10-3 мм/денье; угол намотки в начале намотки находится в диапазоне от 10 до 11°; угол намотки в конце намотки составляет 2° или больше; а дробная часть W0 шага намотки W находится в диапазоне от 0,07 до 0,08.
4. Паковка с плоскими торцами углеродного волокна, полученная путем намотки жгута углеродного волокна, обладающего тониной от 25000 до 35000 денье, на патрон, в которой ширина, приходящаяся на единицу тонины жгута углеродного волокна, находится в диапазоне от 0,30·10-3 до 0,63·10-3 мм/денье; угол намотки в начале намотки находится в диапазоне от 13 до 14°; угол намотки в конце намотки составляет 5° или больше; а дробная часть W0 шага намотки W находится в диапазоне от 0,09 до 0,10.
5. Паковка с плоскими торцами углеродного волокна, полученная путем намотки жгута углеродного волокна, обладающего тониной от 25000 до 35000 денье, на патрон, в которой ширина, приходящаяся на единицу тонины жгута углеродного волокна, находится в диапазоне от 0,30·10-3 до 0,63·10-3 мм/денье; угол намотки в начале намотки находится в диапазоне от 13 до 14°; угол намотки в конце намотки составляет 3° или больше; а дробная часть W0 шага намотки W находится в диапазоне от 0,92 до 0,93.
6. Паковка с плоскими торцами углеродного волокна, полученная путем намотки жгута углеродного волокна, обладающего тониной от 25000 до 35000 денье, на патрон, в которой ширина, приходящаяся на единицу тонины жгута углеродного волокна, находится в диапазоне от 0,30·10-3 до 0,63·10-3 мм/денье; угол намотки в начале намотки находится в диапазоне от 10 до 11°; угол намотки в конце намотки составляет 2° или больше; а дробная часть W0 шага намотки W находится в диапазоне от 0,92 до 0,93.
7. Способ намотки паковки с плоскими торцами углеродного волокна, содержащий: намотку жгута углеродного волокна, обладающего тониной от 25000 до 35000 денье, на патрон, где ширина, приходящаяся на единицу тонины жгута углеродного волокна, находится в диапазоне от 0,30·10-3 до 0,63·10-3 мм/денье; угол намотки в начале намотки находится в диапазоне от 13 до 14°; угол намотки в конце намотки составляет 3° или больше; а дробная часть W0 шага намотки W находится в диапазоне от 0,07 до 0,08.
8. Способ намотки паковки с плоскими торцами углеродного волокна, содержащий: намотку жгута углеродного волокна, обладающего тониной от 25000 до 35000 денье, на патрон, где ширина, приходящаяся на единицу тонины жгута углеродного волокна, находится в диапазоне от 0,30·10-3 до 0,63·10-3 мм/денье; угол намотки в начале намотки находится в диапазоне от 13 до 14°; угол намотки в конце намотки составляет 3° или больше; а дробная часть W0 шага намотки W находится в диапазоне от 0,90 до 0,91.
9. Способ намотки паковки с плоскими торцами углеродного волокна, включающий: намотку жгута углеродного волокна, обладающего тониной от 25000 до 35000 денье, на патрон, где ширина, приходящаяся на единицу тонины жгута углеродного волокна, находится в диапазоне от 0,30·10-3 до 0,63·10-3 мм/денье; угол намотки в начале намотки находится в диапазоне от 10 до 11°; угол намотки в конце намотки составляет 2° или больше; а дробная часть W0 шага намотки W находится в диапазоне от 0,07 до 0,08.
10. Способ намотки паковки с плоскими торцами углеродного волокна, содержащий: намотку жгута углеродного волокна, обладающего тониной от 25000 до 35000 денье, на патрон, где ширина, приходящаяся на единицу тонины жгута углеродного волокна, находится в диапазоне от 0,30·10-3 до 0,63·10-3 мм/денье; угол намотки в начале намотки находится в диапазоне от 13 до 14°; угол намотки в конце намотки составляет 5° или больше; а дробная часть W0 шага намотки W находится в диапазоне от 0,09 до 0,10.
11. Способ намотки паковки с плоскими торцами углеродного волокна, включающий: намотку жгута углеродного волокна, обладающего тониной от 25000 до 35000 денье, на патрон, где ширина, приходящаяся на единицу тонины жгута углеродного волокна, находится в диапазоне от 0,30·10-3 до 0,63·10-3 мм/денье; угол намотки в начале намотки находится в диапазоне от 13 до 14°; угол намотки в конце намотки составляет 3° или больше; а дробная часть W0 шага намотки W находится в диапазоне от 0,92 до 0,93.
12. Способ намотки паковки с плоскими торцами углеродного волокна, содержащий: намотку жгута углеродного волокна, обладающего тониной от 25000 до 35000 денье, на патрон, где ширина, приходящаяся на единицу тонины жгута углеродного волокна, находится в диапазоне от 0,30·10-3 до 0,63·10-3 мм/денье; угол намотки в начале намотки находится в диапазоне от 10 до 11°; угол намотки в конце намотки составляет 2° или больше; а дробная часть W0 шага намотки W находится в диапазоне от 0,92 до 0,93.
| JP 10316311 A, 02.12.1998 | |||
| US 4779813 A, 25.10.1988. |

