Область изобретения
Настоящее изобретение относится к способу изготовления заготовки высококачественного оптического волокна.
Описание известного уровня техники
Общеизвестно, что стеклянная заготовка для оптического волокна изготавливается с помощью способа, в котором пористая стеклянная заготовка, изготовленная способом осаждения, таким как химическое осаждение из паровой фазы на торец заготовки или внешнее осаждение из паровой фазы, спекается для превращения в прозрачное стекло.
Для изготовления пористой стеклянной заготовки при использовании первого указанного способа осаждения используется технология подачи гремучего газа и газа для получения стекла, такого как тетрахлорид кремния (SiCl4) или тетрахлорид германия (GeCl4), в горелку, их смешивание для получения частиц стекла за счет реакции гидролиза обоих газов и изготовление частиц стекла, способных приклеиваться для осаждения на внешней периферийной части мишени, которая эквивалентна заготовке оптического волокна и представляет пористую стеклянную заготовку или начальный ее элемент, и которая вращается таким образом, что обращена к горелке. Мишень и горелка находятся в камере, в которой выполнено выпускное отверстие. Через выпускное отверстие выводятся продукты горения, частицы, которые не приклеились, и т.п. продукты, полученные в ходе изготовления.
Поток воздуха, созданный давлением выходящих продуктов, всегда формируется внутри камеры таким образом, что частицы, которые не прилипли к мишени, эффективно выводятся. Однако некоторые частицы стекла могут полностью не выйти из выпускного отверстия, а могут прилипать к внутренней стенке камеры или поплавку внутри камеры. Эти частицы стекла могут оставаться в камере как частицы стекла, которые не приклеились, и могут повторно прикрепляться к мишени. В этом случае частицы стекла, которые не приклеились, остаются в оптической заготовке как пузырьки или нежелательная примесь, что снижает прочность и увеличивает потери при изготовлении оптического волокна. Это приводит к снижению надежности оптического волокна.
Для решения этой проблемы публикация нерассмотренной заявки на патент Японии № Н08-198635 описывает изготовление высококачественной заготовки из стекла для оптического волокна путем обеспечения механизма управляемого вывода частиц стекла, которые не приклеились, в камере для предотвращения повторного прикрепления частиц к мишени.
Кроме того, публикация № Н09-124334 нерассмотренной заявки на патент Японии описывает изготовление высококачественной стеклянной заготовки для оптического волокна путем увеличения выпускного давления внутри камеры, в соответствии с осаждением и ростом пористой стеклянной заготовки, для предотвращения повторного прикрепления частиц к мишени.
При использовании способа, описанного в публикация № Н08-198635, подразумевается, что существуют описанные эффекты, такие как подавление повторного прикрепления частиц стекла к мишени. Однако, так как структура устройства усложняется, становится трудно снизить стоимость. Кроме того, даже если используется методика управляемого вывода, теоретически невозможно вывести все частицы, которые не приклеились. Помимо этого, когда мишень становится толстой за счет осаждения и роста, количество частиц стекла, которые не приклеились, также увеличивается. В этом случае количество частиц стекла, которые повторно прикрепляются, без выхода, также увеличивается. Однако способ решения этой проблемы не описывается в публикации №Н08-198635.
При использовании методики, описанной в публикации № Н09-124334, подразумевается, что существуют описанные эффекты, такие как подавление повторного прикрепления частиц стекла к мишени. Однако, даже если высокое давление устанавливается в качестве выпускного давления, теоретически невозможно вывести все частицы стекла, которые не приклеились. Кроме того, сложно регулировать поток воздуха в камере, если выпускное давление устанавливается высоким. Помимо этого, когда за счет осаждения на мишени она становится толстой, количество полученных частиц стекла, которые не приклеились, также увеличивается. В этом случае количество частиц стекла, которые приклеиваются повторно без выхода, также увеличивается. Однако способ решения этой проблемы не описывается в публикации № Н09-124334.
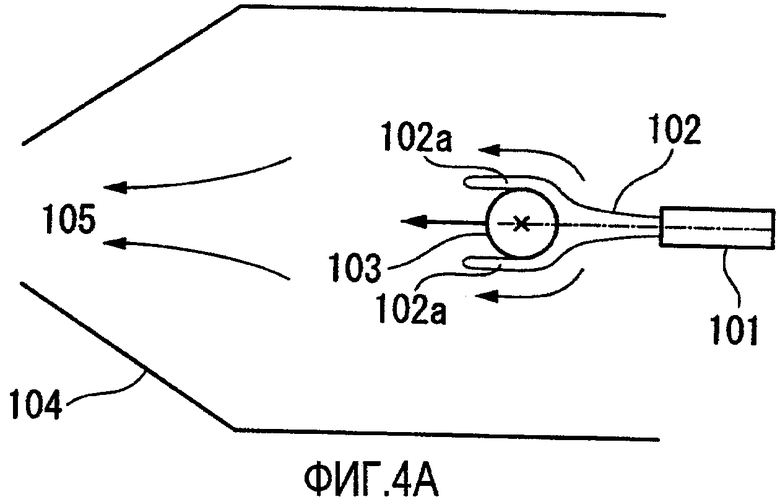
Пример стандартного способа изготовления заготовки пористого оптического волокна показан на фиг.4А и 4В, иллюстрирующих газовую горелку 101, содержащую пламя 102 горелки, включающее частицы стекла, мишень 103 в виде стержня, камеру 104 и выпускное отверстие 105 камеры. При вращении мишени 103 вокруг центральной оси частицы стекла, выходящие из газовой горелки 101, приклеиваются (прилипают) и осаждаются на внешней периферийной части мишени 103, и газовая горелка 101 много раз совершает относительное параллельное перемещение в продольном направлении мишени 103. Таким образом изготавливается пористая оптическая заготовка.
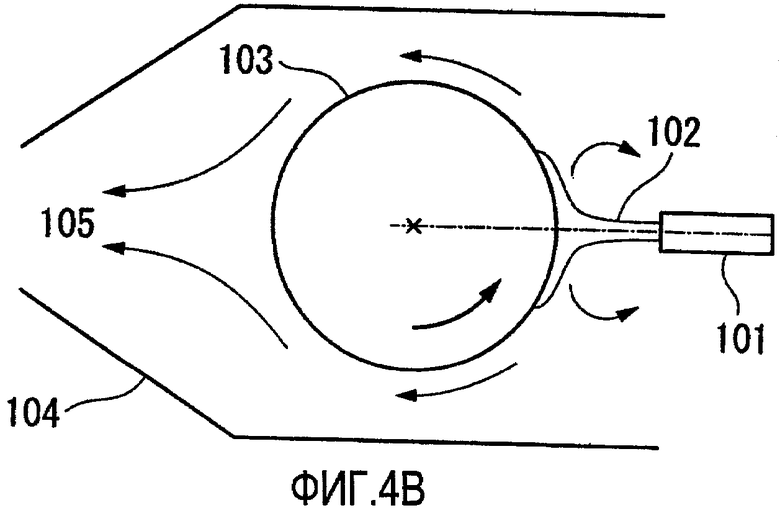
Как показано на фиг.4А, при способе изготовления заготовки пористого оптического волокна внешний диаметр мишени 103 является малым в начале осаждения частиц стекла. Соответственно пламя 102, включающее частицы стекла, выходящее из газовой горелки 101, попадает на внешнюю периферийную часть мишени 103 таким образом, что внешняя периферийная часть покрывается верхними частями 102а пламени 102. По этой причине количество частиц стекла, отражающихся, без приклеивания, к передней поверхности мишени 103, т.е. стороне мишени 103, обращенной к газовой горелке, является малым. Однако поскольку происходит осаждение, мишень 103 увеличивается за счет осаждения во второй половине стадии осаждения, как показано на фиг.4В. Соответственно, так как внешний диаметр мишени 103 становится больше, пламя 102, включающее частицы стекла, выходящее из газовой горелки 101, попадает на мишень 103 при условии, когда мишень 103 прерывает пламя 102. По этой причине скорость частиц стекла, отражающихся к передней поверхности мишени 103, без приклеивания к ней, увеличивается.
В последние годы существует тенденция изготавливать заготовку оптического волокна большего размера для снижения стоимости изготовления оптического волокна. Соответственно внешний диаметр заготовки пористого оптического волокна, изготовленной способом химического осаждения из паровой фазы на торец заготовки, также увеличивается по сравнению с известным способом. По этой причине количество частиц стекла, которые не приклеились и которые отражаются на переднюю поверхность мишени 103 во второй половине стадии осаждения, имеет тенденцию увеличиваться. Кроме того, мишень 103, которая становится толстой, прерывает поток воздуха во время вентиляции. Поэтому в известном способе изготовления, показанном на фиг.4А и 4В, существует проблема, когда приклеившиеся частицы стекла не могут быть в достаточной степени на выходе, и повторное прикрепление частиц стекла к заготовке пористого оптического волокна не может быть подавлено в достаточной степени.
Из приведенного выше обоснования, когда стеклянная заготовка увеличивается, т.е. когда заготовка оптического волокна, которая является мишенью, становится больше, чем пламя, выходящее из горелки, требовалась методика подавления повторного прикрепления частиц стекла, которые не приклеились, так как количество частиц стекла, которые не приклеились, значительно возрастает.
Краткое описание изобретения
Настоящее изобретение было создано с учетом приведенных выше обстоятельств, его целью является создание способа изготовления заготовки оптического волокна, обеспечивающего возможность изготовления высококачественной заготовки оптического волокна за счет подавления повторного прикрепления частиц стекла, которые не приклеились, даже если заготовка оптического волокна становится большой.
В соответствии с аспектом изобретения способ изготовления заготовки оптического волокна содержит стадию получения частиц стекла за счет выхода из горелки водородно-кислородного пламени, включающего газ для получения стекла и стадию осаждения полученных частиц стекла на внешней периферийной поверхности мишени. По меньшей мере, на части стадии осаждения, аксиальное направление горелки смещается от центра мишени. Частицы стекла, которые не приклеились к мишени на стадии осаждения полученных частиц стекла, выпускаются через выпускное отверстие, выполненное напротив горелки, с мишенью, расположенной между ними.
В способе изготовления заготовки оптического волокна, на стадии осаждения, угол, образованный линией, соединяющей центр верхней части горелки с центром мишени, и осевой линией горелки, может непрерывно изменяться в соответствии с осаждением на мишени и ее ростом.
В способе изготовления заготовки оптического волокна, на стадии осаждения, угол, образованный линией, соединяющей центр верхней части горелки с центром мишени, и осевой линией горелки, может меняться ступенчато в соответствии с осаждением на мишени и ее ростом.
В способе изготовления заготовки оптического волокна осевое направление горелки может сдвигаться от центра мишени за счет смещения, по меньшей мере, горелки или мишени.
В способе изготовления заготовки оптического волокна, когда угол, образованный линией, соединяющей центр верхней части горелки с центром мишени, и осевой линией горелки, представляет собой угол <<а>> горелки, а угол, образованный линией, соединяющей центр верхней части горелки с центром мишени, и касательной линией мишени, идущей от центра верхней части горелки, представляет собой тангенциальный угол <<b>> мишени, на мишени может происходить осаждение для ее увеличения при сохранении соотношения а≤b на стадии осаждения.
В способе изготовления заготовки оптического волокна направление вращения мишени на стороне, где осаждаются частицы стекла, и направление, к которому сдвигается осевое направление горелки от центра мишени, может быть одним и тем же направлением.
В способе изготовления заготовки оптического волокна поток воздуха для вентиляции, для выпускания частиц стекла, которые не приклеились, может проходить от стороны, на которой частицы стекла осаждаются, к стороне выпускного отверстия.
В традиционном способе изготовления заготовки оптического волокна осевое направление горелки всегда обращено к центру мишени для увеличения эффективности осаждения.
Однако изобретатель открыл, что получение частиц стекла, отражающихся от мишени, может быть подавлено, мишень не прерывает поток воздуха для вентиляции, и частицы стекла, которые не приклеились, могут эффективно выводиться через выпускное отверстие за счет сдвига осевого направления горелки от центра мишени.
Таким образом, в способе изготовления заготовки оптического волокна согласно изобретению, в связи с возможностью предотвращения повторного прикрепления частиц стекла к мишени становится возможным получить заготовку высококачественного оптического волокна с небольшим количеством пузырьков или примесей внутри нее.
Кроме того, изобретатель подтверждает, что, когда происходит осаждение для получения толстой заготовки оптического волокна, эффективность осаждения почти не меняется, даже если осевое направление горелки сдвигается от центра мишени.
Следовательно, при реализации способа изготовления заготовки оптического волокна согласно изобретению возможно сохранить стоимость и производительность без изменения времени изготовления или количества используемых исходных материалов.
Краткое описание чертежей
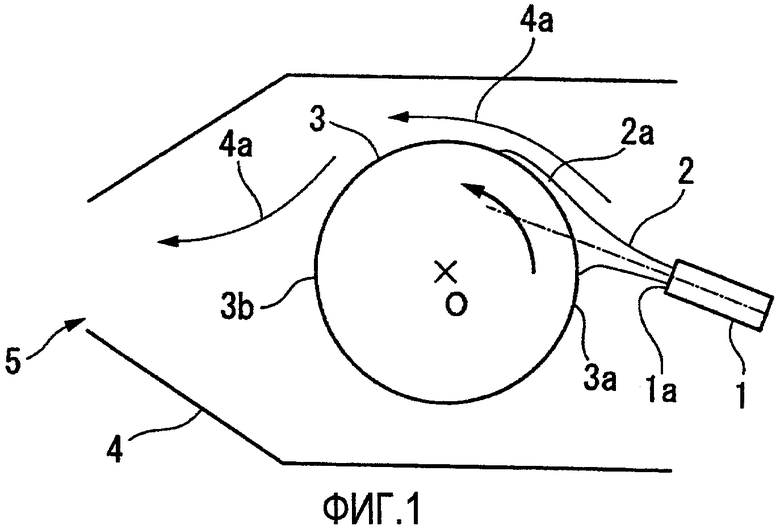
Фиг.1 представляет собой схематичный вид, иллюстрирующий взаимное расположение мишени, горелки и камеры в варианте реализации способа изготовления в соответствии с изобретением.
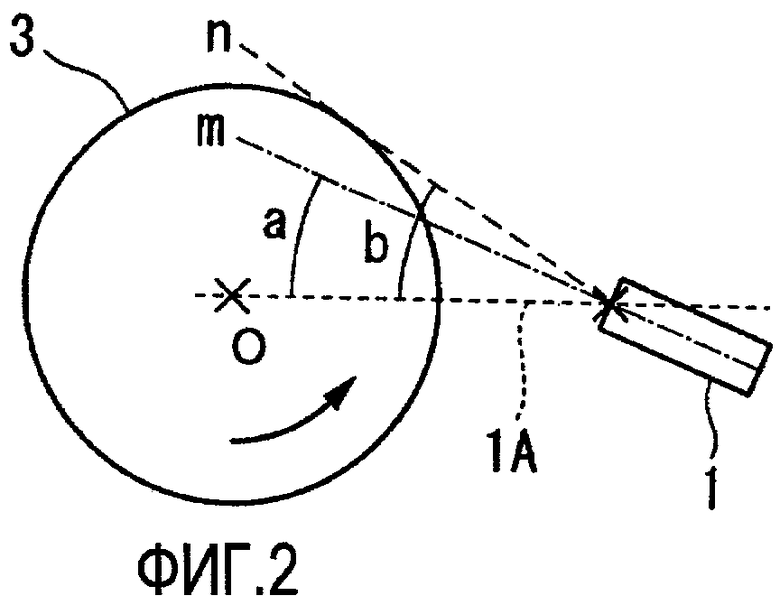
Фиг.2 представляет собой поясняющий вид, иллюстрирующий угловое соотношение при расположении между мишенью и осевой линией горелки в варианте реализации способа изготовления в соответствии с изобретением.
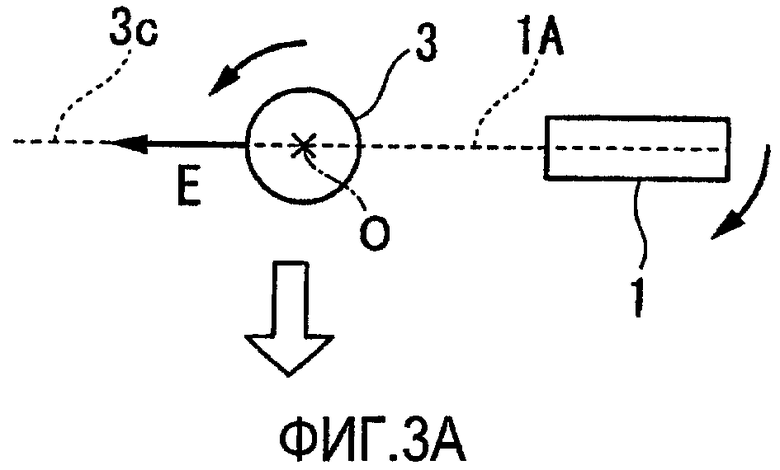
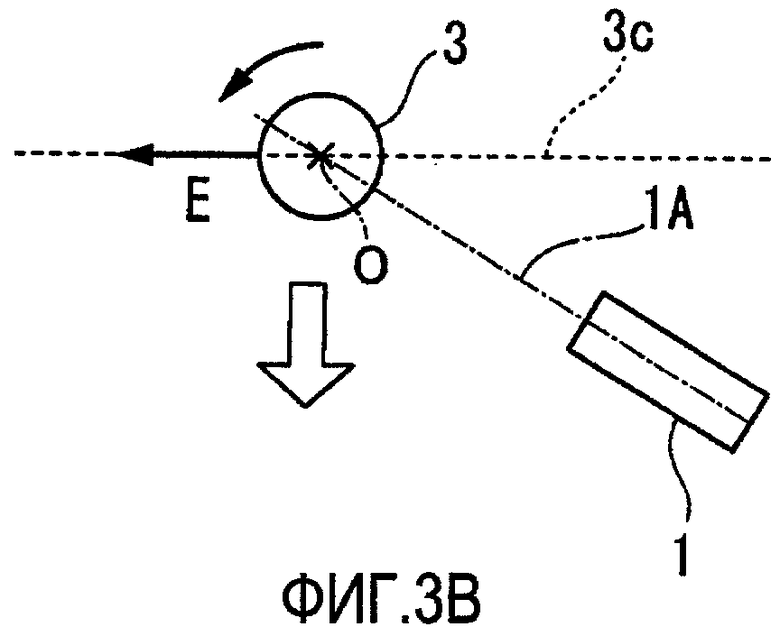
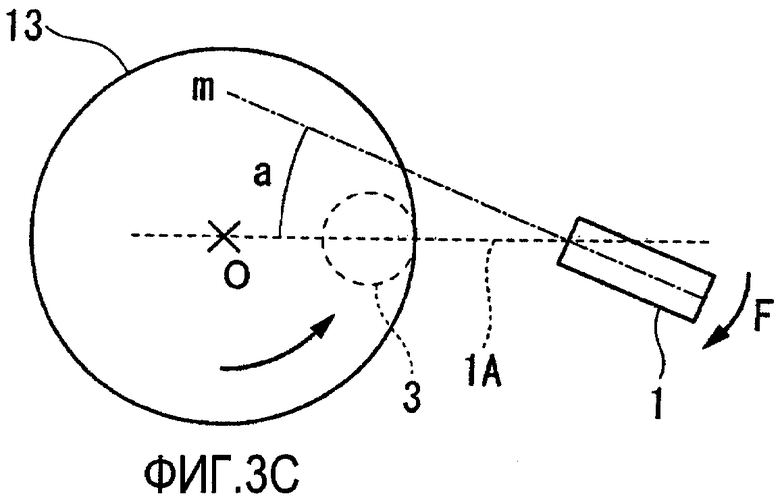
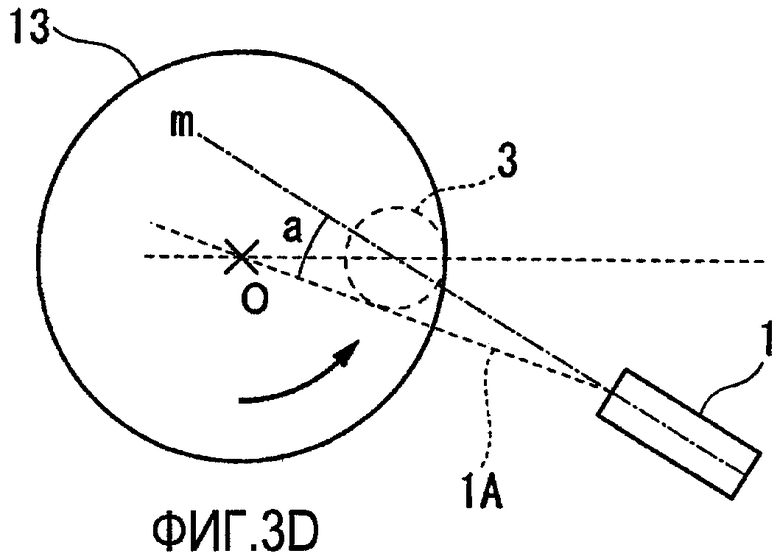
Фиг.3А, 3В, 3С, 3D представляют собой поясняющие виды, иллюстрирующие угловое соотношение при расположении между мишенью и осевой линией горелки, в варианте реализации способа изготовления в соответствии с изобретением и в соответствии с ростом мишени. Фиг.3А и 3С показывают состояние в начале осаждения и роста мишени и состояние в конце роста мишени в первом примере, и фиг.3B и 3D показывают состояние в начале осаждения и роста мишени и состояние в конце роста мишени во втором примере.
Фиг.4А представляет собой поясняющий вид, иллюстрирующий взаимное расположение мишени и горелки на начальной стадии изготовления в известном способе изготовления, и фиг.4В представляет собой поясняющий вид, иллюстрирующий взаимное расположение мишени и горелки в конце изготовления в известном способе изготовления.
Подробное описание изобретения
Ниже описан вариант способа изготовления заготовки оптического волокна в соответствии с изобретением со ссылкой на сопровождающие чертежи.
Фиг.1 представляет собой поясняющий вид, иллюстрирующий вариант реализации способа изготовления заготовки оптического волокна в соответствии с изобретением.
На фиг.1 показана газовая горелка 1, пламя 2 горелки, включающее частицы стекла, мишень 3 в виде стержня, камеру 4 и выпускное отверстие 5 камеры. В середине камеры 4 размещена мишень 3 в виде стержня с возможностью свободного вращения вокруг центральной оси. На стороне мишени 3 располагается горелка 1, имеющая верхнюю часть 1а, обращенную к одной стороне периферийной поверхности мишени 3. Выпускное сопло пламени гремучего газа формируется в верхней части 1а горелки 1. Из выпускного сопла водородно-кислородное пламя 2, включающее газ для получения стекла от устройства подачи газа источника (не показан), подсоединяемого к горелке 1, поступает к мишени 3.
Кроме того, на фиг.1 показано частичное поперечное сечение мишени 3 в виде стержня, и горелка 1 располагается справа от мишени 3. Камера 4 окружает мишень 3 и горелку 1. Кроме того, в предположении, что сторона периферийной поверхности мишени 3, обращенная к горелке 1, является стороной передней поверхности 3а мишени 3, выпускное отверстие 5 камеры 4 выполнено на задней поверхности 3b мишени 3.
В камере 4 образуется поток воздуха для вентиляции, созданный выходным давлением из выпускного отверстия 5, так, что полученный выходной газ и частицы стекла, которые не приклеились, могут быть легко выведены из выпускного отверстия 5 после увеличения мишени 3 за счет выбрасывания водородно-кислородного пламени 2, включающего газ для получения стекла, выходящий из горелки 1 на периферийной поверхности мишени 3.
В камере 4 частицы стекла, полученные из газа источника, выходящего из горелки 1, приклеиваются и осаждаются на внешней периферийной поверхности мишени 3 при ее вращении вокруг оси. Кроме того, горелка 1 совершает относительное параллельное перемещение в продольном направлении мишени 3 столько раз, сколько это необходимо. В результате мишень 3 увеличивается вокруг периферии, тем самым формируется заготовка оптического волокна (пористая стеклянная заготовка). Хотя мишень 3 представлена на фиг.1 в горизонтальном состоянии, при поддержке с помощью опоры, мишень 3 может быть расположена в камере так, чтобы иметь возможность вращаться при удерживания мишени 3 в произвольном направлении. Например, мишень 3 может удерживаться вертикально, горизонтально или в наклонном состоянии. В изобретении направление или направление вращения мишени 3 особенно не ограничивается.
В способе изготовления заготовки оптического волокна в соответствии с вариантом реализации, осевое направление горелки 1 (т.е. направление, в котором пламя 2 выпускается из горелки 1) сдвигается от центра мишени 3. В этом случае образование частиц стекла, которые не приклеились и которые получаются, когда пламя 2 от горелки 1 отражается на внешней периферийной поверхности мишени 3, подавляется, и частицы стекла, которые не приклеились, в существенной степени выводятся к выпускному отверстию 5 без мишени 3, прерывающей поток воздуха к выпускному отверстию 5.
Осевое направление горелки 1 предпочтительно сдвигается от центра мишени 3 в направлении вращения на стороне передней поверхности 3а мишени 3, на которую попадает водородно-кислородное пламя 2 от горелки 1. В этом случае, так как направление перемещения внешней поверхности мишени 3, получаемое за счет вращения, соответствует направлению потока газа, частицы, которые не приклеились, могут выводиться более эффективно.
Кроме того, за счет сдвига осевого направления горелки 1 от центра мишени 3, выступающая сторона части 2а водородно-кислородного пламени 2, включающего частицы стекла, выходящие из горелки 1, не прерывается мишенью 3 и проходит настолько, чтобы покрывать одну сторону внешней периферийной поверхности мишени 3 и попадать на нее. Соответственно может предотвращаться образование частиц стекла, отражающихся без прикрепления к стороне передней поверхности 3а мишени 3. Помимо этого, так как направление пламени 2, выходящего из горелки 1, близко к направлению потока воздуха для вентиляции внутри камеры, частицы стекла, которые не приклеились, могут быть эффективно выведены из выпускного отверстия 5 без тех частиц стекла, которые не прикрепились, но приклеились к внутренней поверхности стенки камеры 4 или перемещаются внутри камеры 4.
Таким образом, как показано на фиг.1, выступающая часть 2а пламени 2 проходит от стороны передней поверхности 3а мишени 3 к стороне верхней поверхности и закрывает часть верхней поверхности и переднюю поверхность 3а мишени 3. Кроме того, поток воздуха для вентиляции 4а на стороне верхней поверхности мишени 3 следует за выступающей частью таким образом, чтобы распространяться вдоль внешней периферийной поверхности мишени 3, и перемещается по направлению к выпускному отверстию 5. В результате частицы стекла, которые не прикрепились, эффективно выводятся без повторного прикрепления к мишени 3. Таким путем повторное прикрепление частиц стекла, к заготовке оптического волокна, может быть предотвращено.
Фиг.2 представляет собой поясняющий вид, иллюстрирующий пример углового соотношения между осевой линией горелки 1 и мишени 3, когда реализуется способ изготовления в соответствии с изобретением.
В предположении, что угол, образованный линией 1А, которая соединяет центр верхней части 1а горелки 1 с центром О мишени 3, и линией m (продолжение центральной осевой линии горелки 1), которая проходит через центр верхней части 1а горелки 1 и проходит параллельно с осевым направлением горелки 1, представляет собой угол <<а>> горелки, угол, образованный линией 1А, которая соединяет центр верхней части 1а горелки 1 с центром О мишени 3, и касательной линией n мишени 3, проходящей от центра верхней части 1а горелки 1, представляет собой тангенциальный угол <<b>> мишени, соотношение а≤b предпочтительно выполняется. Т.е. предпочтительно осаждать частицы стекла на мишени 3 с сохранением этого соотношения.
Если угол <<а>> горелки становится больше тангенциального угла <<b>> мишени, пламя 2 от горелки 1 перестает попадать на мишень 3. В результате эффективность осаждения частиц стекла падает.
Так как внешний диаметр мишени 3 увеличивается по мере осаждения для роста мишени 3 за счет частиц стекла, прикрепляющихся к внешней периферийной поверхности мишени 3, оптимальный угол <<а>> горелки по отношению к центру О мишени 3 последовательно изменяется. Соответственно, предпочтительно, делать угол <<а>> горелки малым, когда мишень 3 является тонкой, и делать угол <<а>> горелки большим, когда мишень 3 является толстой за счет изменения угла <<а>> в соответствии с осаждением на мишень 3 и ее ростом. Изменение угла <<а>> может быть выполнено непрерывным или ступенчатым в соответствии с осаждением и ростом мишени 3.
Кроме того, для механизма перемещения горелки 1 может создаваться осциллирующий механизм в опорном механизме горелки 1, когда регулируется осциллирующий угол горелки 1. Кроме того, когда осуществляется параллельное перемещение горелки 1 или позиционное перемещение горелки 1, платформа или тому подобное может создаваться в опорном механизме горелки 1 для перемещения горелки 1.
Фиг.3А-3D показывают варианты способа изменения угла <<а>> горелки в варианте реализации способа изготовления заготовки оптического волокна изобретения. Заметим, что в обычном способе химического осаждения из паровой фазы на торец заготовки положение горелки 1 и положение мишени 3 изменяются только в соответствии с осаждением и ростом мишени 3 так, что расстояние между горелкой 1 и поверхностью мишени 3, на которую попадает пламя 2, является фиксированным.
В настоящем варианте реализации, в дополнение к изменению положения, угол <<а>> горелки по отношению к центру О мишени 3 относительно меняется за счет перемещения, по меньшей мере, или горелки 1, или мишени 3.
Ниже описан способ изменения угла <<а>> горелки в случае, когда на мишень 3 происходит осаждение и она увеличивается, чтобы стать подобной мишени 13. В первом варианте, показанном на фиг.3А и 3С, позиционная настройка проводится таким образом, что расстояние между горелкой 1 и поверхностью мишени 3, на которую попадает пламя 2 от горелки 1, фиксируется за счет перемещения положения мишени 3 в соответствии с ростом мишени 3, как показано стрелкой Е на фиг.3А, в то же время, пламя 2 подбирается таким, чтобы оно попадало на внешнюю периферийную часть мишени 13, поэтому угол <<а>> горелки изменяется ступенчато или последовательно за счет вращения горелки 1, как показано с помощью стрелки F фиг.3С.
Кроме того, во втором варианте, показанном на фиг.3B и 3D, горелка 1 расположена впереди так, что осевое направление горелки 1 слегка сдвигается от оси перемещения 3с мишени 3 в направлении вращения на стороне передней поверхности мишени 3, и при перемещении положения мишени 3 в соответствии с ростом и осаждением на мишени 3, как показано с помощью стрелки Е на фиг.3В, позиционная настройка осуществляется таким образом, что расстояние между горелкой 1 и поверхностью мишени 3, на которую попадает пламя 2 от горелки, фиксируется, и пламя 2 подбирается так, чтобы оно попадало на внешнюю периферийную поверхность мишени 13, поэтому угол горелки «а» относительно меняется.
Эффекты изобретения могут быть получены, даже если используется любой способ регулировки направления горелки 1, показанный на фиг.3А и 3С, и любой способ управления направлением горелки 1, показанный на фиг.3В и 3D, т.е. возможно предотвратить прерывание потока воздуха для вентиляции растущей мишенью 3. Кроме того, так как частицы стекла, которые на прикрепились, эффективно выводятся к выпускному отверстию 5, может подавляться образование отражающихся частиц стекла. В результате, так как повторное прикрепление частиц стекла к мишени 3 может подавляться, становится возможным изготовление высококачественной заготовки оптического волокна с небольшим количеством пузырьков или примесей в ней.
Пример
Скорость потока газообразного тетрахлорида кремния (SiCl4) в качестве газа для получения стекла составляла от 5,5 до 7,5 нл/мин, скорость потока газообразного водорода составляла от 40 до 100 нл/мин, скорость потока газообразного кислорода составляла от 15 до 40 нл/мин, и скорость потока газообразного аргона в качестве изолирующего газа была установлена равной 1 нл/мин. Каждый из газов подавался к горелке. Мишень наращивали за счет попадания пламени гремучего газа от горелки по направлению к мишени и осаждения частиц стекла на поверхности мишени.
Круглый стержень из кварцевого стекла с внешним диаметром 40 мм использовался для мишени как начальный элемент. Пятьдесят пористых стеклянных заготовок, каждая из которых имеет диаметр 250 мм и длину 1500 мм, изготавливались путем размещения полных десяти горелок в продольном направлении мишени и осаждения частиц стекла поверх множества слоев внешней периферии мишени. Заготовка оптического волокна была изготовлена за счет изменения угла горелки на предварительно заданную величину в ходе осаждения, так что угол горелки в начале осаждения был равен 0°, и угол горелки в конце осаждения становится равным 0,8×b=21°. Кроме того, скорость потока вентиляции из выпускного отверстия была равна 3,0 м/с.
Заготовка оптического волокна изготавливалась путем спекания пористой стеклянной заготовки, полученной изложенным выше способом, и превращения ее в прозрачное стекло. Для этой заготовки оптического волокна количество пузырьков или примесей на поверхности или внутри подсчитывалось с помощью визуального наблюдения. В результате количество пузырьков или примесей, полученных на одну заготовку, в среднем составило 0,6. Кроме того, эффективность осаждения частиц стекла в этом способе составляла в среднем 54%.
Сравнительный пример
Пятьдесят пористых стеклянных заготовок изготавливались в таких же условиях, как в предыдущем примере, за исключением того, что угол горелки в ходе осаждения всегда был равен 00 в способе изготовления заготовки оптического волокна (т.е. осевое направление горелки всегда было обращено к центру мишени). Заготовка оптического волокна изготавливалась путем спекания пористой стеклянной заготовки, полученной описанным выше способом и превращения ее в прозрачное стекло. Для этой заготовки оптического волокна количество пузырьков или примесей на поверхности или внутри подсчитывалось с помощью визуального наблюдения. В результате количество пузырьков или примесей, полученных на одну заготовку, в среднем составило 5,2. Кроме того, эффективность осаждения частиц стекла в этом способе составляла в среднем 55%.
В способе изготовления, описанном в предыдущем примере, так как образование частиц стекла, которые отражаются к передней поверхности мишени без прикрепления, может быть предотвращено, и частицы стекла, которые не прикрепились, могут быть эффективно выведены путем сдвига осевого направления горелки от центра мишени, повторное прикрепление частиц стекла, которые не прикрепились, к мишени может быть уменьшено. В результате количество пузырьков или примесей заготовки оптического волокна очевидно уменьшилось по сравнению со способом в сравнительном примере.
Кроме того, когда эффективность осаждения в примере сравнивается с эффективностью осаждения в сравнительном примере, можно видеть, что эффективность осаждения частиц стекла почти не меняется.
Из приведенных выше результатов становится ясно, что может быть изготовлена высококачественная заготовка оптического волокна с небольшим количеством пузырьков или примесей на ее поверхности или внутри без снижения эффективности осаждения частиц стекла, т.е. без снижения эффективности изготовления при реализации способа изготовления изобретения.
В то время, как предпочтительные варианты реализации изобретения были описаны и проиллюстрированы выше, должно быть понятно, что они являются примерами изобретения и не должны рассматриваться как его ограничивающие. Дополнения, пропуски, замены и другие модификации могут быть выполнены без отклонения от сути или объема настоящего изобретения. Соответственно изобретение не должно рассматриваться как ограниченное приведенным выше описанием, оно ограничивается сутью прилагаемой формулы изобретения.
Изобретение относится к способу изготовления заготовки оптического волокна. Техническим результатом изобретения является повышение качества поверхности осажденных частиц стекла. Способ изготовления заготовки оптического волокна включает получение частиц стекла за счет выхода из горелки водородно-кислородного пламени, включающего газ для получения стекла, и последующее осаждение полученных частиц стекла на внешней периферийной поверхности мишени. При этом на, по меньшей мере, части стадии осаждения осевое направление горелки смещено от центра мишени, и частицы стекла, которые не прилипли к мишени на стадии осаждения, выпускаются через выпускное отверстие, расположенное напротив горелки с мишенью, расположенной между ними. 6 з.п. ф-лы, 8 ил.
1. Способ изготовления заготовки оптического волокна, содержащий стадию получения частиц стекла за счет выхода из горелки водородно-кислородного пламени, включающего газ для получения стекла, и стадию осаждения полученных частиц стекла на внешней периферийной поверхности мишени, при этом на, по меньшей мере, части стадии осаждения осевое направление горелки смещено от центра мишени, и частицы стекла, которые не прилипли к мишени на стадии осаждения, выпускаются через выпускное отверстие, расположенное напротив горелки с мишенью, расположенной между ними.
2. Способ изготовления заготовки оптического волокна по п.1, в котором на стадии осаждения угол, образованный линией, соединяющей центр верхней части горелки с центром мишени, и осевой линией горелки, меняется непрерывно в соответствии с осаждением на мишени и ее ростом.
3. Способ изготовления заготовки оптического волокна по п.1, в котором на стадии осаждения угол, образованный линией, соединяющей центр верхней части горелки с центром мишени, и осевой линией горелки, меняется ступенчато в соответствии с осаждением на мишени и ее ростом.
4. Способ изготовления заготовки оптического волокна по п.1, в котором осевое направление горелки может сдвигаться от центра мишени за счет смещения, по меньшей мере, горелки или мишени.
5. Способ изготовления заготовки оптического волокна по п.1, в котором, когда угол, образованный линией, соединяющей центр верхней части горелки с центром мишени, и осевой линией горелки, представляет собой угол «а» горелки, а угол, образованный линией, соединяющей центр верхней части горелки с центром мишени, и касательной линией мишени, проходящей от центра верхней части горелки, представляет собой тангенциальный угол «b» мишени, на мишени происходит осаждение частиц стекла для ее роста при сохранении соотношения а≤b на стадии осаждения.
6. Способ изготовления заготовки оптического волокна по п.1, в котором направление вращения мишени на стороне, где осаждаются частицы стекла, и направление, к которому сдвигается осевое направление горелки от центра мишени, являются одним и тем же направлением.
7. Способ изготовления заготовки оптического волокна по п.1, в котором поток воздуха для вентиляции, который выводит частицы стекла, которые не прилипли к мишени, проходит со стороны, где частицы стекла осаждаются, к стороне выпускного отверстия.
| Способ изготовления заготовки для оптического волокна и устройство для изготовления заготовки для оптического волокна | 1979 |
|
SU1068028A3 |
| Способ изготовления заготовки оптического волокна | 1990 |
|
SU1776646A1 |
| Способ получения заготовки для вытягивания оптического волокна | 1977 |
|
SU1194266A3 |
| Устройство для изготовления заготовок световодов | 1981 |
|
SU999457A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |

