Изобретение относится к обработке материалов резанием и может быть использовано при обработке фасонных поверхностей заготовок на токарных станках с высокими требованиями к качеству поверхности.
В известном способе токарной обработки наружных сферических поверхностей по авторскому свидетельству 1094671, В23В 5/40, опубликованному в 1983 г, БИ №20, обработку ведут с поворотом резца вокруг заданной оси. Устройство содержит поперечный суппорт и поворотный механизм с резцедержкой и механизмом его перемещения, установленный на поперечном суппорте, причем механизм поворота выполнен в виде круговых направляющих, в которых с возможностью поворота установлен резцедержатель, свободный конец которого снабжен пальцем, взаимодействующим с механизмом его перемещения, установленным на продольном суппорте и выполненным в виде двух упругосоединенных частей. Такая конструкция устройства расширяет технологические возможности способа, так как ось поворота резца перпендикулярна плоскости траектории движения резца и проходит через центр обрабатываемой сферы. Однако при обработке сложнопрофильных поверхностей, отличных от сферических, точность обработки резко снижается. Кроме того, из-за изменения кинематического главного угла в плане φ в процессе обработки изменяется шероховатость обрабатываемой поверхности. Также использование устройства снижает полезный объем рабочего поля компоновки станка.
В известном способе обработки фасонных поверхностей точением по патенту РФ №2266175 В23В 1/00, опубликованному в 2005 г., БИ №35, принятом авторами за прототип, как наиболее близкий по своей технической сущности и достигаемому эффекту, способ включает стабилизацию температуры в зоне резания, причем стабилизацию температуры осуществляют путем изменения кинематического главного угла φ в плане путем поворота резца вокруг оси, проходящей через центр радиусного участка при его вершине. Кроме того, резец поворачивают вместе с верхним суппортом станка.
Известный способ по сравнению с типовыми технологическими процессами позволяет значительно повысить производительность процесса за счет изменения кинематического главного угла в плане φ и стабилизации температуры в зоне обработки.
Существенным недостатком способа является большая тепловая инерционность объекта, что ограничивает быстродействие системы управления и снижает качество обработки поверхности. Кроме того, при изменении кинематического главного угла в плане φ в процессе управления качество обработанной поверхности ухудшается.
Задачей изобретения является снижение шероховатости обрабатываемой поверхности заготовки и создание одинаковой ее величины по всей поверхности.
Поставленная задача решается тем, что в известном способе обработки фасонных поверхностей точением с поворотом резца вокруг оси ось поворота резца перемещают по траектории, образуемой перпендикулярами равной длины, опущенными из центра поворота на касательную к обрабатываемой поверхности в точке нахождения вершины резца.
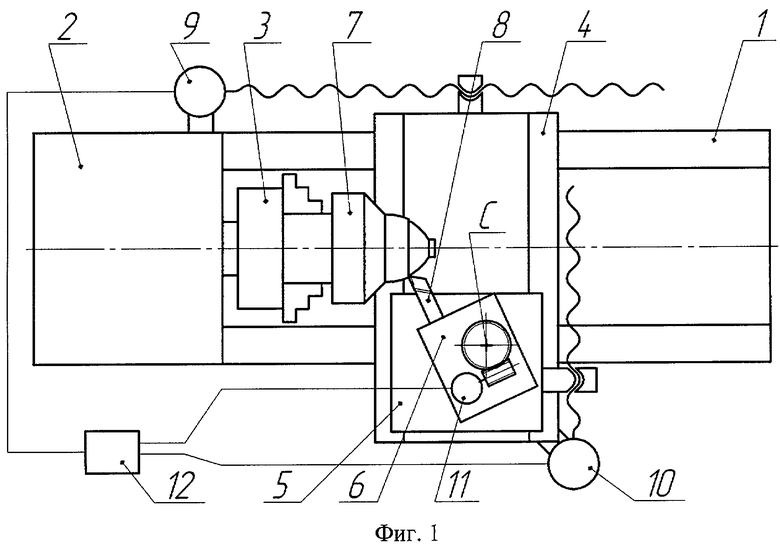
Сущность изобретения поясняется чертежами, где на фиг.1 приведена схема обработки фасонных поверхностей на заготовке; на фиг.2 - кинематика движения резцедержки с резцом.
Способ обработки осуществляется следующим образом: в исходном положении на станине установки 1 слева расположена передняя бабка 2 со шпинделем, в патроне 3 которого закреплена заготовка 7. По направляющим станины 1 перемещается продольный суппорт 4, по направляющим которого перемещается поперечный суппорт 5. Резцедержка 6 с закрепленным резцом 8 установлена на оси С, расположенной на поперечном суппорте 5, и поворачивается вокруг этой оси. Движение продольному суппорту 4 и поперечному суппорту 5 передается двигателями 9, 10 соответственно. Поворотное движение резцедержке 6 передается двигателем 11. Двигатели 9, 10, 11 управляются системой программного управления 12.
Система координат детали 7 обозначается X∂0∂Z∂, система координат центра поворота резцедержки 6 - Xp0pZp. Вершина резца 8 находится в точке М и имеет координаты Zкц и Хкц в системе координат центра поворота резцедержки 6. Центр поворота резцедержки 6 находится в точке С (0p). Кривая ММ' - требуемый профиль обрабатываемой поверхности заготовки 7. Кривая СС' - траектория движения центра поворота резцедержки 6.
В процессе обработки резцедержку 6 поворачивают вокруг центра С пропорционально углу наклона касательной профиля детали к продольной оси 0∂Z∂ в заданной точке обработки. Синхронно с этим осуществляют ее линейные перемещения вдоль координатных осей таким образом, чтобы вершина резца 8 оставалась всегда на контуре обрабатываемой заготовки 7 и двигалась с заданной постоянной контурной скоростью.
Для обработки заготовки 7, установленной в патроне 3 шпинделя передней бабки 2 на станине 1, в систему управления 12 вводятся: значения контурной скорости обработки, геометрические параметры профиля детали - кривая ММ', положение вершины резца 8 в системе координат резцедержки 6 - Zкц и Хкц. Основываясь на этих данных, система управления рассчитывает траекторию движения резцедержки 6 - кривая СС', скорость движения резцедержки 6 по линейным координатам, углы поворота и угловую скорость резцедержки 6. В процессе обработки заготовки система управления 12 подает сигналы двигателям 9, 10, 11, которые передают движение продольному суппорту 4, поперечному суппорту 5 и резцедержке 6 соответственно. В результате сложного движения резцедержки 6 по траектории СС' вершина резца 8 будет двигаться по траектории ММ'.
Как правило, на участках с разным углом наклона профиля припуск неодинаковый. При использовании способа прототипа это приводит к изменению температуры в зоне обработки. На изменение температуры система реагирует изменением кинематического главного угла в плане. Изменение угла в свою очередь приводит к изменению шероховатости поверхности вдоль обрабатываемого контура. В предлагаемом способе величина главного угла в плане не зависит от температуры в зоне резания и припуска, а следовательно, остается постоянной, что приводит к постоянной шероховатости на всем контуре обрабатываемой поверхности.
Пример выполнения способа
Обрабатывалась партия заготовок из 10 штук. Заготовки имели цилиндрическую и коническую поверхности. Цилиндрическая поверхность длиной 50 мм и диаметром 88,2 мм была сопряжена с конической поверхностью длиной 40 мм, углом наклона образующей конуса к оси детали - 145°. Обработка заготовок осуществлялась на токарном станке с ЧПУ.
Материал заготовок - сталь 30Г.
Инструмент: резец со сменной пластиной. Пластина имеет трехгранную форму, с углом при вершине 60°. Материал пластины - сплав Т30К4.
Геометрические параметры резца:
- главный угол в плане - 75°;
- вспомогательный угол в плане - 45°;
- задний угол - 8°;
- передний угол - 15°;
- форма передней поверхности - плоская с фаской;
- ширина фаски вдоль главного режущего лезвия - 0,3 мм;
- радиус скругления режущей части кромки - 0,03 мм;
- радиус вершины резца - 1 мм.
Режимы резания:
- скорость резания - 200 м/мин;
- подача - 0,11 мм/об.
Величина снимаемого припуска - 0,4 мм.
Полученные детали имели шероховатость на цилиндрической поверхности в среднем Ra=1,6 мкм. На конической поверхности шероховатость изменялась в среднем от Ra=1,6 мкм до Ra=1,8 мкм.
Таким образом, шероховатость в заявляемом способе более стабильна и меньше, чем в прототипе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ТОЧЕНИЕМ | 2013 |
|
RU2522871C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ТОЧЕНИЕМ | 2004 |
|
RU2266175C2 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2296035C2 |
| СПОСОБ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275989C1 |
| КОМБИНИРОВАННАЯ ГОЛОВКА ДЛЯ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275990C1 |
| Способ строгания бронзовой плиты | 2019 |
|
RU2699350C1 |
| Токарный станок | 1982 |
|
SU1085676A1 |
| СПОСОБ НАСТРОЙКИ ПОЛОЖЕНИЯ РЕЗЦА ТОКАРНОГО СТАНКА | 2015 |
|
RU2595197C1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2012 |
|
RU2482939C1 |

Способ включает поворот резца вокруг оси. Для снижения шероховатости обрабатываемой поверхности заготовки и создания одинаковой ее величины по всей поверхности ось поворота резца перемещают по траектории, образуемой перпендикулярами равной длины, опущенными из центра поворота на касательную к обрабатываемой поверхности в точке нахождения вершины резца. 2 ил.
Способ обработки фасонных поверхностей точением, включающий поворот резца вокруг оси, отличающийся тем, что ось поворота резца перемещают по траектории, образуемой перпендикулярами равной длины, опущенными из центра поворота на касательную к обрабатываемой поверхности в точке нахождения вершины резца.
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ТОЧЕНИЕМ | 2004 |
|
RU2266175C2 |
| Устройство для токарной обработки наружных сферических поверхностей | 1983 |
|
SU1094671A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ТОРОВЫХ И РОГООБРАЗНЫХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2267382C2 |
| US 3568722 А, 02.03.1971. | |||

