Изобретение относится к обработке материалов резанием и может быть использовано при обработке фасонных поверхностей на токарных станках с высокими требованиями к качеству поверхности.
Из уровня техники известен способ токарной обработки фасонных поверхностей Данный способ включает стабилизацию температуры в зоне резания, причем стабилизацию температуры осуществляют путем изменения кинематического главного угла в плане путем поворота резца вокруг оси, проходящей через центр радиусного участка при его вершине. Кроме того, резец поворачивается вместе с верхним суппортом станка (RU 2266175 C2, 20.12.2005, B23B 1/00).
Такой способ позволяет иметь высокую производительность процесса за счет изменения кинематического главного угла в плане и стабилизации температуры в зоне обработки. Однако большая тепловая инерционность объекта ограничивает быстродействие системы управления и снижает качество обработки поверхности.
Кроме того, из уровня техники известен способ обработки фасонных поверхностей точением, принятый в качестве прототипа, как наиболее близкий по своей технической сущности и достигаемому техническому результату. В данном способе ось поворота оси резца перемещают по траектории, образуемой перпендикулярами равной длины, опущенными из центра поворота на касательную к обрабатываемой поверхности в точке нахождения вершины резца (RU 2412785 C1, 27.02.2011, B23B 1/00).
Существенным недостатком способа является наличие плеча между радиальной составляющей силы резания и осью поворота резца, что сказывается на качестве обрабатываемой поверхности.
Техническим результатом заявленного изобретения является устранение выше указанных недостатков и повышения качества обрабатываемой поверхности.
Указанный технический результат достигается тем, что в способе обработки фасонных поверхностей точением предварительно резец позиционируют и фиксируют в резцедержке, а затем перемещают по траектории, сформированной перпендикулярами равной длины, спроецированными на касательную к обрабатываемой поверхности в точке нахождения вершины резца, согласно изобретению резец в резцедержке позиционируют таким образом, чтобы указанные перпендикуляры проходили через точку нахождения вершины резца на обрабатываемой поверхности, а их длина была равна расстоянию от вершины резца до оси поворота резца.
Сущность изобретения поясняется чертежами, где:
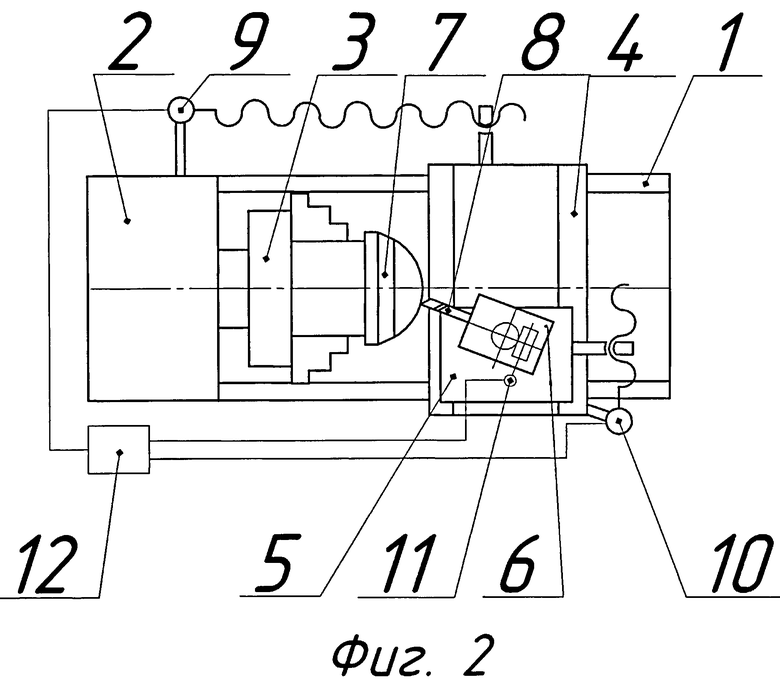
- на фиг.1 представлена схема обработки фасонных поверхностей;
- на фиг.2 - кинематика движения резцедержки с резцом.
Способ обработки осуществляется следующим образом: в исходном положении на станине 1 станка слева расположена передняя бабка 2 со шпинделем, в патроне 3 которого закреплена заготовка 7. По направляющим станины 1 перемещается продольный суппорт 4, по направляющим которого перемещается поперечный суппорт 5. Резцедержка 6 с закрепленным резцом 8 установлена на оси С, расположенной на поперечном суппорте 5, и поворачивается вокруг этой оси. Движение продольному суппорту 4 и поперечному суппорту 5 передается двигателями 9,10 соответственно. Поворотное движение резцедержке 6 передается двигателем 11. Двигатели 9,10,11 управляются системой программного управления 12.
Система координат детали 7 обозначается XдOдZд, система координат центра поворота резцедержки 6 - XрOрZр.Вершина резца 8 находится в точке М и имеет координаты 2кцХкц в системе координат центра поворота резцедержки 6. Центр поворота резцедержки 6 находится в точке Ор(С). Кривая ММ' - требуемый профиль обрабатываемой поверхности заготовки 7. Кривая СС' - траектория движения центра поворота резцедержки 6.
В процессе обработки резцедержку 6 поворачивают вокруг центра С пропорционально углу наклона касательной профиля детали к продольной оси OдZд в заданной точке обработки. Синхронно с этим осуществляют ее линейные перемещения вдоль координатных осей таким образом, чтобы вершина резца 8 оставалась всегда на контуре обрабатываемой заготовки 7 и двигалась с заданной постоянной контурной скоростью.
Для обработки заготовки 7, установленной в патроне 3 шпинделя передней бабки 2 на станине 1, в систему управления 12 вводятся: значения контурной скорости обработки, геометрические параметры профиля детали - кривая ММ', положение вершины резца 8 в системе координат резцедержки 6 - Zкц и Xкц.
Основываясь на этих данных, система управления 12 рассчитывает траекторию движения резцедержки 6 - кривая СС', скорость движения резцедержки 6 по линейным координатам, углы поворота и угловую скорость резцедержки 6. В процессе обработки заготовки система управления 12 подает сигналы двигателям 9, 10, 11, которые передают движение продольному суппорту 4, поперечному суппорту 5 и резцедержке 6 соответственно. В результате сложного движения резцедержки 6 по траектории СС' вершина резца 8 будет двигаться по траектории ММ'.
В заявляемом способе расстояние от вершины резца до оси поворота МС представляет собой перпендикуляр, спроецированный на касательную к обрабатываемой поверхности из оси поворота. При этом, резец 8 позиционируют в резцедержке 6 таким образом, что он строго привязан к перпендикуляру, опущенному из оси поворота на касательную к обрабатываемой поверхности в точке М.
Радиальная составляющая силы резания в случае прототипа имеет плечо относительно оси поворота и соответственно возникает момент, который воспринимается приводом поворота, а учитывая неравномерность припуска по длине образующей, можно сделать вывод о непостоянстве этого момента, который сказывается на качестве обработки.
В случае заявляемого способа плечо отсутствует, следовательно, отсутствует и момент. Сама радиальная составляющая силы резания воспринимается осью поворота, которая во всех случаях делается достаточно жесткой.
Кроме того, траектория СС' перемещения осей поворота резца в случае прототипа и заявляемого способа являются эквидистантами обрабатываемой поверхности ММ', но в случае прототипа эквидистанта смещена по углу относительно обрабатываемой поверхности. Это тоже является существенным недостатком прототипа, который осложняет возможности программирования и наладки на обработку.
Из выше изложенного можно утверждать, что отличия заявляемого способа по сравнению с прототипом существенны и приводят к улучшению качества обработки деталей по заявляемому способу.
При использовании способа прототипа по сравнению с заявляемым способом при всех прочих условиях система СПИД (станок-приспособление-инструмент-деталь) станка менее жесткая, а расчеты траектории более сложные. Не жесткая система СПИД приводит к повышенному уровню вибрации при обработке и соответственно к ухудшению качества обрабатываемой поверхности. В предложенном способе радиальная составляющая силы резания проходит через ось поворота и приводом поворота не воспринимается, что снижает вибрацию и улучшает качество обработки поверхности.
Таким образом, заявленная совокупность существенных признаков, изложенная в формуле изобретения, позволяет устранить недостатки известных из на данный момент способов аналогичного назначения и повысить качество обрабатываемой поверхности.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности, неизвестной на дату приоритета из уровня техники, необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном соединении отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для металлообработки;
- для заявленного объекта в том виде, как он охарактеризован в формуле изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует условиям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ТОЧЕНИЕМ | 2009 |
|
RU2412785C1 |
| СПОСОБ НАСТРОЙКИ ПОЛОЖЕНИЯ РЕЗЦА ТОКАРНОГО СТАНКА | 2015 |
|
RU2595197C1 |
| Способ строгания бронзовой плиты | 2019 |
|
RU2699350C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ СТРОГАНИЕМ | 2009 |
|
RU2456124C2 |
| Система автоматической настройки инструмента на станках с ЧПУ | 1982 |
|
SU1065091A1 |
| СУППОРТ КОЛЕСОТОКАРНОГО СТАНКА И ФАСОННЫЙ РЕЗЕЦ ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1999 |
|
RU2152848C1 |
| Способ обработки дугообразных кольцевых и винтовых канавок | 1986 |
|
SU1391810A1 |
| СПОСОБ ОБРАБОТКИ ФАСОННОЙ ВОЛНИСТОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ СТРОГАНИЕМ | 2010 |
|
RU2456130C2 |
| СПОСОБ ОБРАБОТКИ ТОЧЕНИЕМ ПОВЕРХНОСТЕЙ СЛОЖНОГО КОНТУРА | 2008 |
|
RU2422248C2 |
| Малогабаритный колесотокарный станок для обработки колесных пар локомотивов и вагонов без выкатки | 2022 |
|
RU2797231C1 |
Способ включает предварительное позиционирование резца и фиксирование его в резцедержателе, затем перемещение центра поворота резца по траектории, сформированной перпендикулярами равной длины, спроецированными на касательную к обрабатываемой поверхности в точке нахождения вершины резца. Для повышения качества обрабатываемой поверхности резец в резцедержателе позиционируют таким образом, чтобы указанные перпендикуляры проходили через точку нахождения вершины резца на обрабатываемой поверхности, а их длина равна расстоянию от вершины резца до оси поворота резца. 2 ил.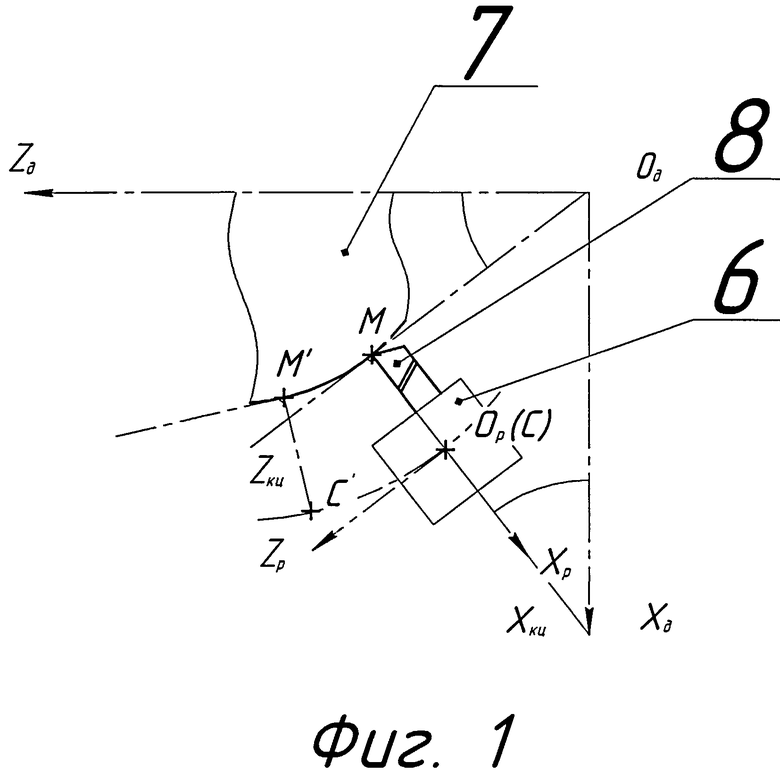
Способ обработки фасонных поверхностей точением, включающий предварительное позиционирование резца и фиксирование его в резцедержателе, затем перемещение центра поворота резца по траектории, сформированной перпендикулярами равной длины, спроецированными на касательную к обрабатываемой поверхности в точке нахождения вершины резца, отличающийся тем, что резец в резцедержателе позиционируют таким образом, чтобы указанные перпендикуляры проходили через точку нахождения вершины резца на обрабатываемой поверхности, а их длина равна расстоянию от вершины резца до оси поворота резца.
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ТОЧЕНИЕМ | 2009 |
|
RU2412785C1 |
| Устройство для токарной обработки наружных сферических поверхностей | 1983 |
|
SU1094671A1 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ТОЧЕНИЕМ | 2004 |
|
RU2266175C2 |
| ИМПУЛЬСНЫЙ источник СВЕТА | 0 |
|
SU289460A1 |

