Изобретение относится к способу получения однослойной или многослойной полимерной пленки, а также к ее применению. Такая пленка часто используется для упаковки.
В основу изобретения положена задача создания способа получения однослойной или многослойной полимерной пленки, с помощью которого можно получать пленку, которая легко поддается разметке и дальнейшему разрыванию, выдерживая при этом предпочтительное направление.
Эта задача согласно изобретению решается тем, что полимерная пленка при ее экструзии или после нее по меньшей мере местами снабжается структурой.
Таким образом, достигается определенная разрывность.
Особенно предпочтительно, чтобы эта структура была получена тиснением.
Выдавленные структуры наносятся особенно простым и строго определенным образом.
Весьма предпочтительным оказалось также согласно изобретению наличие структуры с канавками.
Благодаря этому можно очень удобно выдерживать желательное направление разрыва.
Согласно одной из последующих форм выполнения изобретения особенно предпочтительной оказалась ориентация структуры пленки в ее продольном направлении.
Благодаря этому структура наносится на пленку очень просто и без разрывов.
Однако весьма предпочтительным оказалась также согласно изобретению нанесение структуры на пленку в поперечном направлении.
Весьма предпочтительным оказалось также согласно изобретению нанесение структуры пленки под углом к ее продольному направлению.
В обеих формах выполнения с небольшими затратами могут быть определены также другие направления для разрывания.
Еще одна весьма предпочтительная форма выполнения заключается также в выполнении структуры линейной или скрещивающейся линейной.
Благодаря этому возможно также, чтобы разрыв мог осуществляться в различных, но определенных направлениях. Линейные структуры не должны быть прямолинейными в принудительном порядке, они могут быть также, например, волнистыми.
Еще одна весьма предпочтительная форма выполнения изобретения заключается также в том, что пленку получают способом формования с раздувом.
Способ формования с раздувом оказался прекрасной возможностью для экономичного получения пленки высокого качества.
Особенно предпочтительным является также получение пленки способом литья.
Способом литья также может быть экономично получена высококачественная пленка. Способ литья представляет собой также хорошую возможность для получения предусмотренной структуры пленки, например, путем ее формовки в прессующих и/или вальцах для вытягивания.
Еще одна особенно предпочтительная форма выполнения изобретения получается тогда, когда по меньшей мере часть слоев наносится на подложку методом экструзии или дублирования.
Таким образом реализуются и другие пленочные структуры. При этом возможно структурирование подложки, а при необходимости перенесение ее структуры по меньшей мере на один соседний слой пленки.
Также особенно предпочтительно, чтобы пленка при ее получении охлаждалась до своей температурной области кристаллизации.
Благодаря этому изготовленная пленка легко оказывается способной к дальнейшему разрыванию.
Еще одна форма выполнения изобретения заключается в том, что полимерная пленка охлаждается с обеих сторон, т.е. полимерная пленка, получаемая способом экструзии рукава с раздувом, охлаждается как с внешней, так и с внутренней стороны.
В результате дальнейшее разрывание становится еще более совершенным.
Особенно предпочтительным оказалось также охлаждение с помощью температуры воздуха.
Благодаря этому процессом охлаждения можно управлять с большой точностью.
Особенно предпочтительно также, чтобы охлаждение происходило с определенным градиентом охлаждения.
Благодаря заданию определенного градиента охлаждения полученные свойства пленки устанавливаются очень хорошо.
Еще одна особенно предпочтительная форма выполнения изобретения заключается также в том, что охлаждение происходит с определенным температурным градиентом.
Тем самым подвергаются воздействию и свойства. В результате молекулярные цепи могут быть упорядочены и определены целенаправленным образом.
Исключительно предпочтительным является согласно изобретению также то, что охлаждение осуществляется при различных температурах с внутренней и с внешней стороны полимерной рукавной пленки.
Таким образом, свойства полимерной пленки также подвергаются воздействию.
Еще одна предпочтительная форма выполнения изобретения отличается тем, что за охлаждением следует так называемая зона отжига.
Способ охлаждения согласно изобретению становится еще более совершенным, когда при пневматическом формировании пленки соотношение раздачи между экструзионным зазором и готовой рукавной пленкой составляет менее 2,5, предпочтительно - менее 1,8.
Особенно предпочтительным оказалось также, что величина зазора экструзионной головки согласно изобретению составляла по меньшей мере 1,0 мм, предпочтительно - по меньшей мере 1,5 мм.
Согласно одной из предпочтительных форм выполнения изобретения получают пленку, имеющую в готовом виде толщину 1-1500 мкм, предпочтительно, 30-300 мкм.
Согласно еще одной форме выполнения изобретения исключительно предпочтительным оказалось также наличие у структуры глубины 1-1000 мкм, предпочтительно - 5-300 мкм, особенно предпочтительно - 10-20 мкм.
Особенно предпочтительно также, чтобы ширина канавок структуры составляла 1-1000 мкм, предпочтительно - 10-500 мкм, особенно предпочтительно - 40-80 мкм.
Особенно предпочтительно также, чтобы расстояние между канавками структуры составляло 1-1000 мкм, предпочтительно - 10-500 мкм, особенно предпочтительно - 200-300 мкм.
Такие размеры структуры обеспечивают ей отличное поведение при разрывании.
Особенно предпочтительным является также согласно изобретению нанесение структуры с одной стороны.
Благодаря этому, с одной стороны, обеспечивается желательное поведение пленки при ее разрывании и в то же время гладкость ее поверхности.
Согласно еще одному усовершенствованному варианту осуществления изобретения особенно предпочтительным оказалось получение полимерной пленки или части ее слоев из полиолефина, РЕТ, РА и/или из биологически расщепляемой пластмассы, и/или композиции этих пластмасс также с другими материалами.
При этом особенно предпочтительно, чтобы полимерная пленка была получена из PLA.
Эти вещества оказались для способа согласно изобретению особенно предпочтительными. Кроме того, они обладают прекрасными защитными свойствами для изготовления упаковок.
Согласно еще одной форме выполнения изобретения особенно предпочтительным оказалось также получение полимерной пленки из трудно разрываемого полимера.
Применение трудно разрываемой пластмассы предотвращает наложение различных свойств при разрыве, определяемых исключительно способом получения согласно изобретению.
Согласно изобретению особенно предпочтительно, чтобы полимерную пленку получали из трудно разрываемого полипропилена (РР).
Оказалось, что множество полипропиленов является трудно разрываемыми.
Еще одна форма выполнения способа согласно изобретению отличается тем, что полимерную пленку получают в виде монопленки из гомополимера РР.
Особенно предпочтительно также, чтобы согласно еще одной форме выполнения способа согласно изобретению полимерную пленку получали в виде монопленки из смесей гомополимера РР с этиленпропиленовым сополимером (Е/Р) и/или с статистическим полипропиленом (РР).
Также особенно предпочтительная форма выполнения способа согласно изобретению отличается тем, что полимерную пленку получают способом соэкструзии, причем по меньшей мере один из соэкструзионных слоев выполнен из гомополимера РР.
Другая особенно предпочтительная форма выполнения изобретения заключается в том, что гомополимер РР может быть с внутренним структурообразователем.
Также исключительно предпочтительно, чтобы индекс расплава (MFI) материала пленки был больше 0,8, предпочтительно - больше 1,5.
Благодаря этим мерам желательные свойства пленки улучшаются дополнительно.
Применение пленки согласно изобретению в соответствии с еще одной формой выполнения изобретения особенно предпочтительно, если пленка используется для упаковки.
Благодаря этому полученные упаковки легки и в то же время раскрываются определенным образом.
При этом исключительно предпочтительным оказалось соединение полимерной пленки с другими слоями упаковочных материалов.
Таким образом, очень удобно создавать упаковки, отвечающие любой цели использования.
Согласно еще одной форме выполнения исключительно предпочтительно, чтобы характер разрыва упаковки определяла полимерная пленка.
Благодаря этому определенным образом разрывается не только полимерная пленка, но и вся упаковка, которая может быть образована из нескольких различных упаковочных материалов.
Изобретение поясняется на примере осуществления.
Фиг.1 изображает упаковку, изготовленную из полимерной пленки согласно изобретению, в закрытом состоянии,
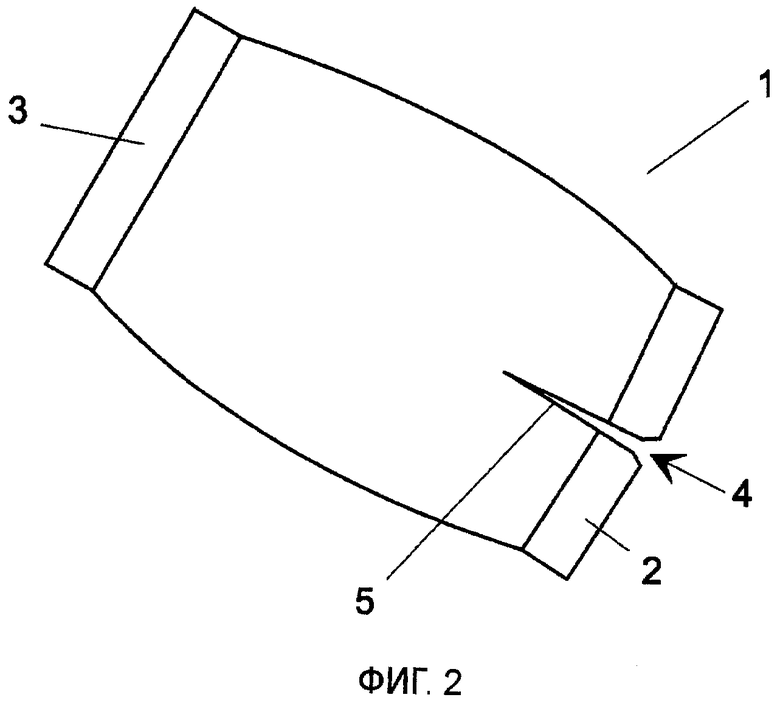
фиг.2 - еще одну упаковку во вскрытом состоянии,
фиг.3 - разрез структуры упаковки согласно изобретению,
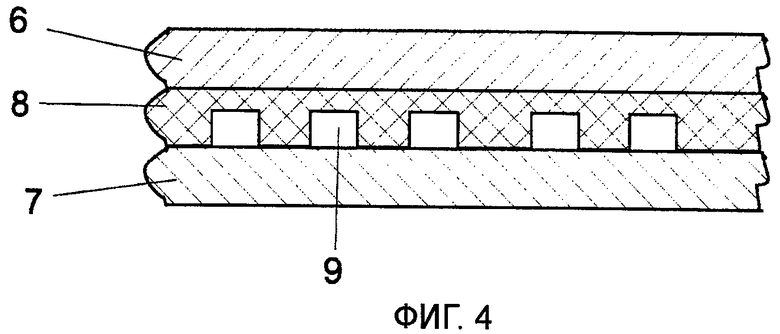
фиг.4 - разрез структуры второй упаковки согласно изобретению,
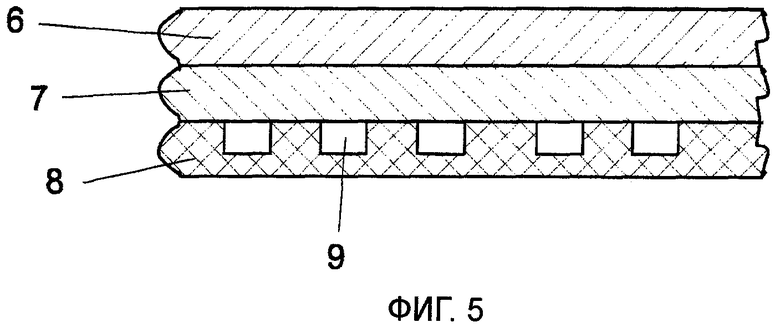
фиг.5 - разрез структуры третьей упаковки согласно изобретению.
Цифрой 1 на фиг.1 обозначена пластичная упаковка, выполненная в данном примере осуществления в качестве упаковки в виде мешка из рукавной пленки. Упаковка 1 закрыта с обоих концов с помощью сварных швов 2 и 3. На одном из сварных швов 2 выполнен надрез 4 для осуществления разрыва.
Когда упаковка 1 разрывается в месте надреза 4, она разрывается по заданной линии 5. При этом в зависимости от используемого упаковочного материала или структуры упаковки устанавливается меньшая или большая разрывность.
Разрыв осуществляется по линии или контуру, задаваемым структурой упаковки, как это показано на фиг.3.
Эта структура упаковки содержит покровный слой 6 из полиэтилентерефталата (PET), промежуточный слой 7 из алюминия и тому подобного и слой 8 из полимерной пленки. Слой 8 из полимерной пленки по меньшей мере с одной стороны снабжен структурой, состоящей из множества параллельно расположенных канавок 9.
Возможны и другие структуры. Так, например, можно предусмотреть отдельные канавки, которые не обязательно должны быть линейными и/или параллельными друг другу. Предусмотрены могут быть также скрещивающиеся узоры. Структура может быть предусмотрена также частично.
Возможно также, чтобы полимерный слой 8 располагался между двумя слоями 6 и 7, как это показано на фиг.4. Также возможно, чтобы канавки 9 располагались со стороны, обращенной к другим слоям 6 и 7, как это показано на фиг.5.
Если упаковка 1 разрывается по надрезу 4, то разрыв распространяется вдоль одной из канавок 9. Если же, например, разрыв из-за однородности материала и тому подобного выходит за пределы канавки, то он направляется по ближайшей канавке 9. При этом канавки 9 отчеканены настолько глубоко, что они в состоянии направлять разрыв, несмотря на прочие слои других упаковочных материалов, разрывающихся неопределенным образом.
Канавки 9 или перемычки 10, расположенные между канавками 9, имеют ширину 10-1000 мкм, предпочтительно - 300-500 мкм. Глубина канавок 9 составляет 10-1000 мкм, предпочтительно - 100-300 мкм.
Такая полимерная пленка, определяющая характер разрыва упаковки, получается за счет того, что во время экструзии или после нее она снабжается структурой.
При этом структура выдавливается в пленке и при непрерывном производстве может быть сориентирована в продольном направлении пленки. Возможны также другие направления ориентации, которые могут образовывать угол относительно продольного направления пленки.
Возможно также, чтобы желательная структура хотя бы частично формировалась уже благодаря соответствующей форме экструзионной головки.
Для получения такой полимерной пленки обычно используются трудно рвущиеся полимерные материалы, так что характер разрыва готовой полимерной пленки определяется ее структурой и способом получения, и никаких нежелательных эффектов, обусловленных материалом, не происходит.
Поэтому возможно также, чтобы гомополимер полипропилен после интенсивного облучения с индексом расплава MFI более 2 экструдировался на установке для получения пленок экструзией рукава с раздувом. При этом величина зазора экструдера устанавливается на 2 мм. При этом прием и раздача рукавной пленки регулируются таким образом, чтобы соотношение раздачи составляло 1,6.
Сразу же после экструзии рукавная пленка охлаждается. Охлаждение может производиться путем внутренней или внешней подачи охлаждающего воздуха.
При этом возможно также, чтобы охлаждение происходило не только особенно быстро, но и в несколько этапов, благодаря чему ориентация молекул замораживается по всем правилам. Однако возможно также, чтобы охлаждение осуществлялось с заданным градиентом так, чтобы пленка охлаждалась, например, линейно примерно до комнатной температуры в течение 30 секунд.
Вместе с тем для улучшения характера разрыва путем подачи охлаждающего воздуха при различных температурах можно также оказать воздействие не только на градиент охлаждения, но и на разницу температур пленки и охлаждения.
Кроме того, охлаждение рукавной пленки с внутренней и с внешней стороны может быть предусмотрено различным, для чего, например, охлаждающий воздух подается при разных температурах.
Однако возможно также, чтобы пленку получали способом литья под давлением и чтобы при этом обе стороны обрабатывались аналогично.
Кроме того, дополнительно может быть подключена еще зона отжига, в которой пленка нагревается еще раз, благодаря чему не только оказывается благоприятное воздействие на ровность пленки и качество рулона, но и на характер разрыва в отношении его дальнейшего совершенствования и определенности изменения.
Полученные пленки должны иметь толщину 1-1500 мкм, предпочтительно, 40-300 мкм, и могут быть выполнены в качестве монопленки из вышеупомянутого сырья, его смесей или в качестве пленки, полученной методом соэкструзии, по меньшей мере с одним таким слоем.
Для упаковок часто используются композиционные пленки из РЕТР, алюминия, полипропилена и других аналогичных материалов. Такие композиционные пленки часто используются для упаковок, в которых упаковка должна быть особенно легкой и в то же время открываться определенным образом. При этом ценится то, чтобы разрыв происходил только по намеченной линии или хотя бы примерно по этой линии. Такой характер разрыва за счет лака, этикеток или других вспомогательных средств часто связан с большими затратами. Дополнительное обеспечение такого характера разрыва у этих известных пленок зачастую осуществляется с помощью лазерной перфорации в одном из слоев пленки. Свойство, приобретенное таким способом, известно как свойство простого разрыва (easy-tear).
Полимерная пленка согласно изобретению, с одной стороны, в состоянии заменить пленочные композиции такого рода, а, с другой - оптимизировать их таким образом, чтобы они приобретали желательный характер разрыва простым способом без использования для разрыва вспомогательных средств. При этом благодаря пленке согласно изобретению дополнительно совершенствуется характер разрыва. От перфорации можно отказаться. Тем самым предотвращается ухудшение защитных свойств пленки.
Упаковочная пленка может быть выполнена с однослойной или многослойной пленочной структурой. При этом возможны структуры, содержащие любой полиолефин, РЕТ, РА и/или биологически расщепляемые полимеры, как, например, PLA. При этом пленки могут быть получены способом формования с раздувом или способом литья. Однако возможно также, чтобы слои пленки наносились на слой подложки методом дублирования или экструзии. Возможно одноосное или двухосное вытягивание всей композиции или отдельных структур, оказывающее воздействие на разрывность и увеличение разрыва пленочной структуры.
Кроме того, в структуре наряду с вышеупомянутыми слоями алюминия может быть также использована бумага или другие слои.
Структурирование может быть предусмотрено с внешней, с внутренней стороны, а также между слоями.
В качестве пленочных структур наряду с монопленками из РЕ, РР, PLA, РЕТ или PLA возможны двухпленочные структуры из РЕ/РР и ОРР/РЕТ. Между обоими полимерными слоями может быть предусмотрен слой алюминия.
Возможны и другие дополнительные полимерные слои. В первую очередь можно предусмотреть защитные слои, которые могут располагаться как с внешней стороны, так и в пленочной структуре.
Кроме того, пленочная структура может быть снабжена покрытием, нанесенным под давлением, и/или смазками.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОУСАДОЧНАЯ ПЛЕНКА | 2003 |
|
RU2288238C2 |
| УПАКОВОЧНАЯ ПЛЕНКА | 2015 |
|
RU2685651C2 |
| ТЕРМОУСАДОЧНАЯ ПЛЕНКА С ПОЛИАМИДОМ 6/6.6 | 2017 |
|
RU2755359C2 |
| ПРИГОДНЫЙ ДЛЯ ПОВТОРНОГО ИСПОЛЬЗОВАНИЯ, ЛЕГКО РАЗРЫВАЕМЫЙ УПАКОВОЧНЫЙ МНОГОСЛОЙНЫЙ МАТЕРИАЛ С ХОРОШИМ БАРЬЕРНЫМ ДЕЙСТВИЕМ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2018 |
|
RU2764100C2 |
| МНОГОСЛОЙНЫЕ ПЛЕНКИ | 2008 |
|
RU2490135C2 |
| МНОГОСЛОЙНЫЕ НЕСШИТЫЕ ТЕРМОУСАДОЧНЫЕ УПАКОВОЧНЫЕ ПЛЕНКИ | 2018 |
|
RU2749311C2 |
| МНОГОСЛОЙНАЯ ПЛОСКАЯ ИЛИ РУКАВНАЯ ОБОЛОЧКА ИЛИ ПЛЕНКА ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ | 2007 |
|
RU2430835C2 |
| МНОГОСЛОЙНЫЕ ТЕРМОУСАДОЧНЫЕ ПЛЕНКИ | 2015 |
|
RU2674766C2 |
| СПОСОБНАЯ К ЛИНЕЙНОМУ РАЗДИРУ МНОГОСЛОЙНАЯ ПЛЕНКА | 2013 |
|
RU2664104C2 |
| СПОСОБНАЯ К ЛИНЕЙНОМУ РАЗДИРУ МНОГОСЛОЙНАЯ ПЛЕНКА | 2012 |
|
RU2622409C2 |

Способом по изобретению получается экструдированная однослойная или многослойная полимерная пленка (8), которая во время экструзии или после нее по меньшей мере местами снабжается структурой. Пленка получена тиснением. Готовая пленка (8) имеет толщину 1-1500 мкм, предпочтительно, 30-300 мкм. Структура имеет глубину 1-1000 мкм, предпочтительно, 5-300 мкм, особенно предпочтительно, 10-20 мкм. Ширина канавок (9) структуры составляет 1-1000 мкм, предпочтительно, 10-500 мкм, особенно предпочтительно, 40-80 мкм. Расстояние между канавками (9) структуры составляет 1-1000 мкм, предпочтительно, 100-500 мкм, особенно предпочтительно, 200-300 мкм. Причем предусмотрена структура с канавками (9), которая выполнена линейной или скрещивающейся линейной. Эта пленка применяется для упаковки и получена способом по изобретению. Эта полимерная пленка (8) соединяется с другими слоями упаковочных материалов (6, 7) и полимерная пленка (8) дублируется с другими слоями упаковочных материалов (6, 7), и характер разрыва упаковки определяет полимерная пленка (8). Технический результат, который достигается при использовании пленки по изобретению, заключается в том, что получают полимерную пленку, которая легко поддается разметке и дальнейшему разрыванию, выдерживая при этом предпочтительное направление. 2 н. и 13 з.п. ф-лы, 5 ил.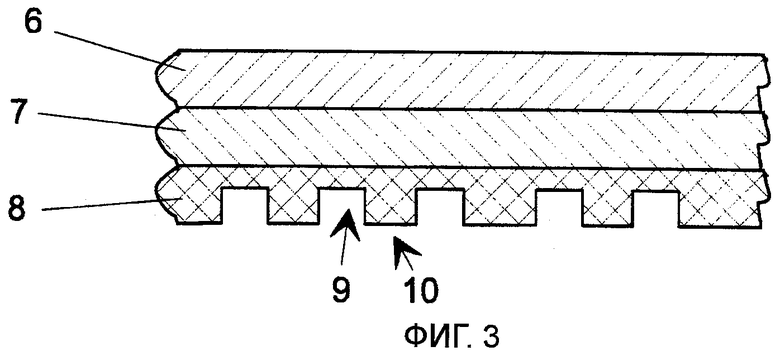
1. Способ получения экструдированной однослойной или многослойной полимерной пленки, где полимерная пленка во время экструзии или после нее по меньшей мере местами, по меньшей мере с одной стороны снабжается структурой, которая получена тиснением, отличающийся тем, что готовая пленка имеет толщину 1-1500 мкм, предпочтительно 30-300 мкм, структура имеет глубину 1-1000 мкм, предпочтительно 5-300 мкм, особенно предпочтительно 10-20 мкм, ширина канавок структуры составляет 1-1000 мкм, предпочтительно 10-500 мкм, особенно предпочтительно 40-80 мкм, расстояние между канавками структуры составляет 1-1000 мкм, предпочтительно 100-500 мкм, особенно предпочтительно 200-300 мкм, причем предусмотрена структура с канавками, которая выполнена линейной или скрещивающейся линейной.
2. Способ по п.1, отличающийся тем, что структура пленки ориентирована в ее продольном направлении, в ее поперечном направлении или под углом к ее продольному направлению.
3. Способ по п.1, отличающийся тем, что по меньшей мере часть слоев наносят на подложку методом экструзии или дублирования.
4. Способ по п.1, отличающийся тем, что пленку при ее получении охлаждают до ее температурной области кристаллизации, где полимерную пленку можно охлаждать с обеих сторон, т.е. полимерную пленку, получаемую способом экструзии рукава с раздувом, охлаждают как с внешней, так и с внутренней стороны, и охлаждение осуществляют с помощью температуры воздуха, причем охлаждение осуществляют при различных температурах на обеих сторонах полимерной пленки.
5. Способ по п.4, отличающийся тем, что охлаждение осуществляют с определенным температурным градиентом.
6. Способ по п.4, отличающийся тем, что за охлаждением следует так называемая зона отжига.
7. Способ по п.1, отличающийся тем, что соотношение раздачи между экструзионным зазором и готовой рукавной пленкой составляет менее 2,5, предпочтительно, менее 1,8.
8. Способ по п.7, отличающийся тем, что величина зазора экструзионной головки составляет по меньшей мере 1,0 мм, предпочтительно по меньшей мере 1,5 мм.
9. Способ по п.1, отличающийся тем, что полимерную пленку или часть ее слоев получают из полиолефина, полиэтилентерефталата (PET), полиамида (РА) и/или из биологически расщепляемого полимера, и/или смеси этих полимеров, а также и с другими материалами, причем в качестве биологически расщепляемого полимера используют полиактид (PLA).
10. Способ по п.1, отличающийся тем, что полимерную пленку получают из полимера с плохими разрывными свойствами, где в качестве полимера с плохими разрывными свойствами можно использовать полипропилен (РР).
11. Способ по п.1, отличающийся тем, что полимерную пленку получают в виде монопленки из гомополимера полипропилена (РР) или из смесей гомополимера полипропилена (РР) с этиленпропиленовым сополимером (Е/Р) и/или со статистическим полипропиленом (РР), где гомополимер полипропилена (РР) может быть с внутренним структурообразователем, где полимерную пленку получают способом соэкструзии, причем по меньшей мере один из соэкструзионных слоев выполнен из гомополимера полипропилена (РР) и/или из смесей гомополимера полипропилена (РР) с этиленпропиленовым сополимером (Е/Р) и/или со статистическим полипропиленом (РР).
12. Способ по п.1, отличающийся тем, что индекс расплава (МFI) материала пленки больше 0,8, предпочтительно больше 1,5.
13. Способ по одному из предшествующих пунктов, отличающийся тем, что пленку получают способом формования с раздувом.
14. Способ по одному из пп.1-12, отличающийся тем, что пленку получают способом литья.
15. Применение пленки, полученной по одному из пп.1-14, в качестве упаковки (1), где полимерная пленка (8) соединяется с другими слоями упаковочных материалов (6, 7) и полимерная пленка (8) дублируется с другими слоями упаковочных материалов (6, 7), и характер разрыва упаковки определяет полимерная пленка (8).
| DE 1959466 A1, 03.06.1971 | |||
| Устройство дистанционного гидроуправления передвижным насосным агрегатом | 1960 |
|
SU144398A1 |
| Коммутационное устройство | 1972 |
|
SU450247A1 |
| US 4465729 A, 14.08.1984 | |||
| ШВАРЦ О | |||
| и др | |||
| ПЕРЕРАБОТКА ПЛАСТМАСС | |||
| - СПб.: Профессия, 28.03.2005 | |||
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |

