Настоящее изобретение относится к способу изготовления ячеистых структур, основанных на пластике, в частности, основанных на полиарилэфирсульфоне. Также оно относится к устройству для реализации этого способа.
Требование, возникающее во многих (авиационной, автомобильной, гражданском строительстве, кораблестроении) отраслях промышленности, заключается в оптимизации механических свойств/массового отношения применяемых структур. Многие способы разрабатывались для достижения этой цели, в частности, для уменьшения массы пластиковых конструкций. Большинство из этих способов используют или механическое формование макроскопических ячеек (при помощи объединения потоков твердых частиц или расплавленных потоков для того, чтобы образовать ячеистые структуры, именуемые как «сотовые» структуры), или физическое формование микроскопических ячеек при помощи образования или расширения газа (расширение или вспенивание, использующее физические или химические порообразователи). Также рассматривалась комбинация способов этих двух типов.
Документ DE-A-1779330 описывает способ и литьевую головку для непрерывного изготовления пористых изделий, выполненных из формуемых материалов, вертикальной экструзией секций через несколько отдельных неподвижных сопел, размещенных бок о бок и оканчивающихся в порообразующей камере. Секции смещаются поперечно направлению экструзии вследствие действия средств давления, которые могут, главным образом, представлять собой пар, жидкость или газ, в частности, горячий сжатый воздух, и соединены друг с другом. Применение горячей текучей среды необходимо для того, чтобы предотвратить охлаждение экструзионной головки, что может вызвать затвердевание материала и закупоривание экструзионной головки.
Этот способ является специфическим для малоразмерных структур (сетка с малыми ячейками), но не подходит для изготовления крупноразмерных ячеистых структур, относящихся к типу «сотовых». Это так потому, что подобные структуры разрушились бы под своей собственной массой. Кроме того, даже для малых структур (сетки) этот способ приводит к деформации ячейки сетки в результате гидростатического напора потока расплавленного материала выше по потоку порообразующей камеры.
Способ изготовления крупных ячеистых структур непрерывной экструзией был предложен в документе EP-B-1009625, содержание которого включено в настоящее описание в качестве справочного материала. Этот способ заключается в:
- непрерывном экструдировании, используя многощелевую экструзионную головку, параллельных полосок термопласта в камеру охлаждения, при этом предусмотрена изоляция между продольными краями полосок и стенками камеры, различные полоски определяют границы, между ними и стенками камеры, отделений;
- создание в этой камере и с конца, который расположен на стороне, обращенной к экструзионной головке, разрежения в каждом парном и непарном отделении для того, чтобы деформировать и притягивать, в пары, экструдируемые полоски для создания местного соединения на их полную высоту;
- заполнение с конца, расположенного с той же стороны, что и экструзионная головка, каждого парного и непарного отделения, чередующегося с предыдущими отделениями, используя охлаждающую текучую среду, являющуюся водой; и
- чередование в каждом отделении разрежения и заполнения охлаждающей текучей средой для получения затвердевшей ячеистой структуры в камере охлаждения, в которой ячейки перпендикулярны к направлению экструзии.
В соответствии с этим способом полученные ячеистые структуры являются затвердевшими после выхода из камеры охлаждения. Это так потому, что применение воды в герметичной камере охлаждения имеет следствием то, что эта текучая среда остается в ячейке, которую она накачала за очень короткое время, присоединила к соседней ячейке и сделала твердой. Таким образом, быстрое затвердевание имеет существенное значение для осуществимости способа, так как в противном случае ячеистая структура прилипала бы к стенкам длинной (трубчатой) камеры охлаждения и поэтому вызывала бы перепады высокого давления.
Кроме того, конфигурация применяемой экструзионной головки и методы реализации этого способа (и особенно применение воды в качестве охлаждающей текучей среды) такие, что только легкотекучие полимеры, т.е. полимеры для заливки под давлением методом впрыска и, следовательно, не для термоформования, могут применяться (типично обладающие показателем текучести в расплавленном виде (MFI) более 10 дг/мин). Кроме того, во-первых, температура материала на входе экструзионной головки должна быть очень высокой для того, чтобы уменьшить вязкость полимера на столько, на сколько возможно для увеличения скорости сваривания, и, во-вторых, полимеры, имеющие высокую температуру стеклования или высокую температуру плавления, не могут быть сварены при помощи этой технологии, так как они охлаждаются слишком быстро для того, чтобы можно было создать сварное соединение. Так как определенные полимеры, такие как, например, поливинилхлорид (ПВХ), обладают низкой теплостойкостью, они не могут быть нагреты до требуемой температуры. Кроме того, определенные композиции являются и в большинстве случаев остаются относительно вязкими даже при высокой температуре. В результате прерывистое сварное соединение соседних полосок не выполняется правильно. К тому же, так как вязкий материал быстро затвердевает при контакте с водой, присутствующей в камере охлаждения, полоски лишь немного вытянуты на выходе экструзионной головки, и, следовательно, полученная ячеистая структура часто обладает высокой объемной плотностью (выраженной через кг на дм3 структуры). Следовательно, этот способ ограничен с точки зрения толщины экструдируемых пластин, так как, если они слишком тонкие, они затвердевают до соединения.
Целью настоящего изобретения является решение этих проблем и, в частности, получение ячеистых структур на основе пластика, которые являются легкими и обладают соединениями высокого качества, при широком диапазоне вязкостей и температур. Это основано на неожиданном результате наблюдений, что «сотовые» ячеистые структуры можно непрерывно горизонтально экструдировать без применения охлаждающей текучей среды и, в частности, без применения воды. Именно поэтому при условии, если экструзионная головка по меньшей мере на поверхности термоизолирована и в достаточной мере короткая для того, чтобы пластик по-прежнему находился в расплавленном или размягченном состоянии на выходе экструзионной головки, возможно применять газ при температуре ниже, чем температура обработки пластика, для создания ячеек и осуществлять это, не вызывая склеивание структуры на выходе экструзионной головки. Таким образом, способ становится менее дорогостоящим, чем способ, использующий воду, благодаря тому, что, с одной стороны, можно избежать возникновение усилий, связанных с обработкой, и затрат, связанных с определенными добавлениями, и, с другой стороны, экструзионная головка может быть упрощена, так как она уже не должна выдерживать в ней давление воды.
Следовательно, настоящее изобретение, главным образом, относится к способу изготовления ячеистой структуры на основе пластика, при котором:
- непрерывно экструдируют параллельные пластины композиции, основанной на по меньшей мере одном пластике, в приблизительно горизонтальном направлении через экструзионную головку, имеющую переднюю поверхность, выполненную с множеством параллельных щелей и изоляционным материалом по меньшей мере на поверхности; и
- на выходе экструзионной головки области, расположенные между двумя соседними пластинами, с последовательным чередованием между двумя формующими узлами, длина которых является достаточно малой для того, чтобы пластиковая композиция оставалась расплавленной, подвергают инжектированию сжатым газом и разрежению, при этом из двух сторон данной пластины одна подвергается действию сжатого газа, а другая подвергается действию разрежения и наоборот при следующем чередовании с тем, чтобы деформировать пластины и сварить их друг с другом в пары с формованием в плоскости, приблизительно параллельной к направлению экструзии, ячеистой структуры, чьи составляющие ячейки простираются перпендикулярно к направлению экструзии.
В настоящем описании под термином «пластик» подразумевается любой термопластичный полимер, включая термопластовый эластомер, и также их смеси. Термин «полимер» означает и гомополимеры, и сополимеры (в особенности бинарные и тройные сополимеры). Примерами таких сополимеров являются, при этом не ограничивая: произвольные сополимеры, линейные блоксополимеры, другие блоксополимеры и привитые сополимеры.
Любой тип термопластичного полимера или сополимера, у которого температура плавления, если (со)полимер является полукристаллическим, или температура стеклования, если (со)полимер является аморфным, ниже, чем температура разложения, является применимым. Из числа синтетических термопластов, которые являются особенно применимыми, можно упомянуть полукристаллические термопласты, которые обладают температурным интервалом плавления, распространяющимся на, по меньшей мере, 10°С. Примеры таких материалов включают в себя те материалы, которые проявляют полидисперсию в их молекулярной массе.
Нижеследующее может особенно использоваться: полиолефины, поливинилгалогениды (например, ПВХ) или поливинилиденгалогениды; термопластичные сложные полиэфиры; термопластичные фторполимеры; полиарилэфирсульфоны, такие как полифенилсульфоны (PPSU); поликетоны, полиамиды (PA) и их сополимеры. Полиолефины [и, в частности, полипропилен (PP) и полиэтилен (PE)], полиарилэфирсульфоны, такие как полифенилсульфоны (PPSU), PA, ПВХ и термопластичные фторполимеры дают хорошие результаты.
Для целей настоящего изобретения полиарилэфирсульфон обозначает любой полимер, в котором, по меньшей мере, 5% по массовому соотношению повторяющихся звеньев являются повторяющимися звеньями (R), которые соответствуют одной или более химическим формулам, содержащим, по меньшей мере, одну ариленовую группу, по меньшей мере, одну эфирную группу (-O-) и, по меньшей мере, одну сульфонную группу [-S(=O)2-].
Полиарилэфирсульфон может особенно являться полибифенилэфирсульфоном, полисульфоном, полиэфирсульфоном, полиимидэфирсульфоном или же смесью, состоящей из полиарилэфирсульфонов, выбранных из вышеупомянутых полиарилэфирсульфонов.
Примерами таких полимеров, являющихся наиболее подходящими для цели изобретения, являются:
- RADEL® R полифенилсульфоны от Solvay Advanced Polymers, L.L.C., которые являются примерами PPSU гомополимеров;
- полисульфоновые гомополимеры, продающиеся Solvay Advanced Polymers, L.L.C. под торговой маркой UDEL®; и
- полиэфирсульфоны, продающиеся Solvay Advanced Polymers, L.L.C. под наименованием RADEL® A.
В настоящем изобретении «фторполимер» означает любой полимер, содержащий повторяющиеся звенья (R), при этом более 25% массы указанных повторяющихся звеньев (R) получено от, по меньшей мере, одного этиленненасыщенного мономера, содержащего, по меньшей мере, один атом фтора (в дальнейшем фторированный мономер).
Фторполимер предпочтительно содержит более 30% массы, более предпочтительно более 40% массы повторяющихся звеньев, полученных от фторированного мономера.
Фторированный мономер может дополнительно содержать другие, один или более, атомы галогенов (Cl, Br, I). Если во фторированном мономере отсутствует атом водорода, то он обозначается как пер(гало)фтормономер. Если фторированный мономер содержит, по меньшей мере, один атом водорода, то он обозначается как водородсодержащий фторированный мономер.
В первом варианте осуществления изобретения полимер (F) является водородсодержащим фторполимером.
Под «водородсодержащим фторполимером» подразумевается фторполимер, определенный выше и содержащий повторяющиеся звенья, полученные от, по меньшей мере, одного водородсодержащего мономера. Указанный водородсодержащий мономер может являться тем же мономером, что и фторированный мономер, или может быть иным мономером.
Таким образом, это определение особенно охватывает сополимеры одного или более пер(гало)фтормономеров (например, тетрафторэтилен, хлортрифторэтилен, гексафторпропилен, перфторалкилвинилэфиры и т.д.) с одним или более гидрированными сомономерами (например, этилен, пропилен, винилэфиры, акриловые мономеры и т.д.) и/или гомополимеры водородсодержащих фторированных мономеров (например, винилиденфторид, трифторэтилен, винилфторид и т.д.) и их сополимеры со фторированными и/или гидрированными сомономерами.
Водородсодержащий фторполимер предпочтительно выбирают среди:
(F-1) TFE и/или CTFE сополимеров с этиленом, пропиленом или изобутиленом (предпочтительно с этиленом) с молярным отношением пер(гало)фтормономер(ы)/гидрированные сомономер(ы) от 30:70 до 70:30, дополнительно включающих один или более сомономеров в количествах от 0,1 до 30% в молях по сравнению с общим количеством TFE и/или CTFE и гидрированного(ых) сомономера(ов) (смотрите, например, патент США № 3624250 и патент США № 4513129);
(F-2) винилиденфторид (VdF) полимеров, дополнительно содержащих уменьшенные количества, обычно составляющие между 0,1 и 15% в молях, одного или более фторированного(ых) сомономера(ов) (смотрите, например, патент США № 4524194 и патент США № 4739024) и, сверх того, дополнительно содержащих один или более гидрированных сомономеров; и
и их смеси.
В соответствии с вторым вариантом осуществления изобретения полимер (F) является пер(гало)фторполимером.
Для цели изобретения термин «пер(гало)фторполимер» означает фторполимер, у которого по существу отсутствуют атомы водорода.
Выражение «по существу отсутствует атом водорода» следует понимать как обозначение того, что пер(гало)фторполимер, главным образом, состоит из повторяющихся звеньев, полученных от этиленненасыщенных мономеров, содержащих, по меньшей мере, один атом фтора, и не имеет атомов водорода (пер(гало)фтормономер).
Пер(гало)фторполимер может содержать повторяющиеся звенья, содержащие другие, один или более, атомы галогенов (Cl, Br, I).
Пер(гало)фторполимер может являться гомополимером пер(гало)фтормономера или сополимером, содержащим повторяющиеся звенья, полученные от пер(гало)фтормономеров, от более одного.
Предпочтительные пер(гало)фторполимеры выбирают из числа TFE сополимеров, содержащих повторяющиеся звенья, полученные от, по меньшей мере, одного фторированного сомономера.
Хорошие результаты были получены с TFE сополимерами, в которых фторированный сомономер является одним или более, чем одним перфторалкилвинилэфиром, как указанным выше; особенно хорошие результаты были достигнуты с TFE сополимерами, в которых фторированный сомономер является перфторметилвинилэфиром (химическая формула CF2=CFOCF3), перфторэтилвинилэфиром (химическая формула CF2=CFOC2F5), перфторпропилвинилэфиром (химическая формула CF2=CFOC3F7) и их смесями.
Наилучшие результаты были получены с TFE сополимерами, в которых фторированный сомономер является перфторметилвинилэфиром, смесью перфторметилвинилэфира и перфторпропилвинилэфира, смесью перфторэтилвинилэфира и перфторпропилвинилэфира или перфторпропилвинилэфиром.
MFA сополимеры (TFE сополимеры, содержащие повторяющиеся звенья, полученные от перфторметилвинилэфира) и PFA сополимеры (TFE сополимеры, содержащие повторяющиеся звенья, полученные от перфторпропилвинилэфира), подходящие для применения в качестве композиции изобретения, доступны для приобретения от Solvay Solexis S.pA. под торговой маркой HYFLON® PFA и MFA.
В заключение также возможно использовать для цели изобретения термопластичные сшиваемые полимеры, такие как PE с внедренным силаном, TPV и TPE, а также натуральные и синтетические каучуки, которые могут быть образованы при помощи способа экструзии и затем вулканизированы горячим способом с помощью пропускания их через печь или с помощью СВЧ излучения.
Способ в соответствии с настоящим изобретением предпочтительно использует композиции, основанные на, по меньшей мере, одном пластике, (в дальнейшем именуемые более просто «композиции»), составляющий(ие) полимер(ы) которых обладает (обладают) вязкостью расплава (измеряемой в соответствии с ISO 6721-10 (1999) при температуре обработки и при 0,1 рад/с), по меньшей мере, 2500 Па·с, предпочтительно, по меньшей мере, 3000 Па·с или даже, по меньшей мере, 4000 Па·с. Также он предпочтительно использует композиции, в которых составляющий(ие) полимер(ы), если аморфный(ые), обладает (обладают) температурой стеклования (Tg) выше или равной 0°C, предпочтительно выше 40°C и особенно выше или равной 80°C и, если полукристаллический(ие), обладает (обладают) температурой плавления выше или равной 50°C, предпочтительно 100°C и особенно выше или равной 180°C. Композиция, применяемая в способе в соответствии с изобретением, может состоять из полимера, смеси полимеров или сополимеров или из соединения полимерного(ых) материала(ов) с различными добавками (стабилизаторы, пластификаторы, неорганические, органические и/или натуральные или полимерные наполнители и т.д.). Нанонаполнители являются особенно подходящими, так как они позволяют положительно изменять реологию расплава композиции и, следовательно, положительно влиять на ее пригодность к изготовлению сотовых структур способом в соответствии с изобретением.
Эта композиция могла подвергаться различным обработкам, таким как расширение, ориентирование и т.д.
Способ в соответствии с изобретением дает хорошие результаты с пластиковыми композициями, которые включают порообразователь для создания пористых или вспененных ячеистых структур. Это так потому, что использование сжатого газа вместо воды, как текучей среды, позволяет применять вязкие полимеры, и в результате уменьшение охлаждения дает возможность улучшить формообразование ячеек вспененного материала, тем самым, улучшая их текстуру.
Порообразователь в соответствии с этим вариантом осуществления настоящего изобретения может быть любого известного типа. Он может быть «физическим» порообразователем, т.е. газом, растворенным под давлением в пластике и вызывающим расширение пластика после того, как он покидает экструзионное устройство. Примерами таких газов являются CO2, азот, водяной пар, гидрофторуглероды или HFC (например, смесь CF3CH2F/CHF2CH3, имеющую массовое соотношение 87/13% и продаваемую Solvay под торговой маркой SOLKANE® XG87), углеводороды (например, бутан и пентан) или их смесь. Он может также быть так называемым «химическим» порообразователем, т.е. веществом (или смесью веществ), растворенным или распределенным в пластике, и которое под воздействием температуры выделяет газ или газы, которые будут использованы для расширения пластика. Примерами таких веществ являются азодиуглеродамид и смеси дикарбонат натрия/лимонная кислота. Последние дают хорошие результаты.
Количество порообразователя, применяемого в способе в соответствии с этим вариантом осуществления изобретения, должно быть оптимизировано, особенно в соответствии с его сущностью, по отношению к свойствам (особенно вязкости) композиции и требуемой конечной плотности. В общем это содержание не меньше 0,1%, предпочтительно не меньше 0,5% и даже не меньше 1%.
Выполнение способа в соответствии с изобретением включает в себя непрерывную экструзию параллельных пластин композиции в приблизительно горизонтальном направлении через экструзионную головку, имеющую переднюю поверхность, выполненную с множеством параллельных щелей и изоляционным материалом, по меньшей мере, на поверхности. Чтобы выполнить это, используется экструзионное устройство, составляющее другой аспект изобретения, подробно описанное ниже и по существу содержащее:
(a) щелевую экструзионную головку, предпочтительно с увеличенным отверстием, которая подводит расплавленную композицию к ножам, для формования пластин расплавленной композиции, которые необходимо соединить. Эта экструзионная головка размещена таким образом, что расплавленная композиция экструдируется в приблизительно горизонтальном направлении. Выражение «приблизительно горизонтальное направление» следует понимать в соответствии с настоящим описанием для обозначения направления, которое отклоняется не более 15°, предпочтительно не более 10° от горизонтали; особенно предпочтительно для продольной оси экструзионной головки располагаться в горизонтальной плоскости; и
(b) множество ножей, которые дают возможность образовать пластины расплавленной композиции, которые необходимо соединить. Эти ножи, которых, по меньшей мере, два, а также их количество может быть до десяти, или двадцати, или даже больше, могут состоять из любых материалов, устойчивых к температуре обработки расплавленной композиции. Они могут быть выполнены из теплопроводящего материала, такого как сталь, медь или металлические сплавы, или выполнены из теплоизоляционного материала, такого как керамика или полиимидные смолы, дополнительно усиленные стекловолокнами, или любого другого материала, обладающего достаточной механической прочностью и термостойкостью. Так как передняя поверхность экструзионной головки в соответствии с изобретением фактически состоит из вышеупомянутого набора ножей (которые могут быть обработаны на станке из одной заготовки или могут состоять из совокупности режущих пластин), они обязательно должны быть полностью выполнены из теплоизоляционного материала или должны иметь свой нижний по потоку конец, выполненный из или вставленный в теплоизоляционный материал. Под термином «нижний по потоку конец» ножей подразумевается их внешняя поверхность, т.е. поверхность, обращенная к формующим узлам.
В соответствии с предпочтительным вариантом осуществления изобретения ножи выполнены из теплопроводящего материала и продолжаются на своем нижнем по потоку конце краями, которые также выполнены из теплопроводящего материала и предназначены для вставки в изоляционное покрытие и расположения на одном уровне с передней поверхностью экструзионной головки. Действуя таким образом, возможно предотвратить проникновение расплавленного пластика между изоляционным покрытием и проводящим ножом.
Предпочтительный теплопроводящий материал для изготовления ножей представляет собой металлический сплав, состоящий из 64% железа и 36% никеля, известный под названием ИНВАР. Предпочтительный теплоизоляционный материал для изготовления ножей образуется группой полиимидных смол, усиленных стекловолокнами.
Эти ножи располагаются, в общем смысле, в параллельных вертикальных плоскостях, предпочтительно приблизительно равноудалено друг от друга. Между ними они определяют каналы для истечения и имеют в направлении потока расплавленной композиции сужающуюся первую часть и затем, главным образом, прямую часть, при этом последняя образует боковые стенки каждой составляющей щели экструзионной головки. Геометрические размеры этой прямой части канала для истечения такие, что отношение ее длины к ее средней толщине не менее 2, предпочтительно не менее 6 или даже не менее 8. На практике средняя толщина прямой части канала для истечения находится между 0,1 и 1 мм, предпочтительно между 0,3 и 0,8 мм.
Если ножи выполнены из теплопроводящего материала и обладают и/или вставлены в изоляционное покрытие на своем нижнем по потоку конце (передняя поверхность экструзионной головки), толщина указанного покрытия, в общем смысле, по меньшей мере, равна приблизительно 0,5 мм, предпочтительно, по меньшей мере, равна приблизительно 1 мм и особенно предпочтительно равна приблизительно 2 мм. Это покрытие обычно накладывается на ножи единовременно с их монтажом.
Наличие изоляционного материала на передней поверхности экструзионной головки, через которую параллельные пластины расплавленной композиции экструдируются (через щели, определенные ножами), является необходимым для правильной работы способа в соответствии с изобретением. Это так потому, что без присутствия этого изоляционного материала передняя поверхность экструзионной головки охлаждалась бы газом, применяемым для образования ячеек, тем самым, вызывая неэластичность композиции, которая сопровождает преждевременное затвердевание расплавленного материала, когда он выходит из щелей экструзионной головки, что делает невозможным дальнейшее формование ячеистой структуры.
Экструзионное устройство в соответствии с изобретением также включает в себя:
(c) два коротких формующих узла (под «коротким» подразумевается то, что их длина является подходящей для того, чтобы пластиковая композиция всегда находилась в расплавленном или размягченном состоянии - в зависимости от того, является ли она полукристаллическим или аморфным пластиком соответственно). Если композиция затвердевала бы, структура прилипала бы к формующим узлам. Предпочтительно отношение длины формующих узлов, измеряемой параллельно к направлению потока расплавленной композиции, к высоте канала для истечения (т.е. к высоте щелей экструзионной головки, которые соответствуют высоте ячеек, образующих сотовую структуру) предпочтительно самое большое равно 3, предпочтительно самое большое равно 2 или самое большое равно 1. Из практических соображений это отношение обычно не меньше 0,5.
Эти формующие узлы, в основном, имеют форму металлических блоков, которые помещены на переднюю поверхность экструзионной головки, имеющей щели. Эти формующие узлы помещены с обеих сторон щелей экструзионной головки, одно выше них, а другое ниже них. Они обычно могут вертикально перемещаться в противоположных направлениях для того, чтобы определить высоту экструдируемых пластин и, следовательно, высоту конечной ячеистой структуры пористого материала. Эти формующие узлы обычно не охлаждаются, но их температура может регулироваться на заданное значение, например, при помощи циркуляции масла. Кроме того, вследствие способа, по которому размещены формующие узлы, они обеспечивают не больше чем частичное уплотнение с верхними и нижними поверхностями конечной ячеистой структуры. Под термином «частичное уплотнение» подразумевается зазор такой, что воздух под давлением, применяемый для того, чтобы образовать ячейку, может частично просачиваться между изготавливаемой ячеистой структурой и двумя продольными стенками формующего узла.
Две камеры вырезаны в каждом из этих формующих узлов, от камер начинаются трубчатые каналы, которые заканчиваются выходными отверстиями любого, предпочтительно круглого, поперечного сечения, выходящими рядом с областями, располагающимися между щелями экструзионной головки и, следовательно, при реализации способа в соответствии с изобретением, рядом с областями, располагающимися между экструдируемыми пластинами. В общем, удаление выходных отверстий трубчатых каналов от передней поверхности экструзионной головки обычно не меньше приблизительно 0,5 мм или даже 1 мм, но предпочтительно не больше приблизительно 4 мм, особенно предпочтительно не больше приблизительно 3 мм.
Каждая камера каждого из этих формующих узлов поочередно соединяется с вакуумным насосом и контуром сжатого газа. Таким образом, области, располагающиеся между двумя соседними экструдируемыми пластинами, подвергаются, с последовательным чередованием, закачиванию сжатого газа и разрежению, при этом две стороны любой пластины, что касается одной из них, подвергаются действию сжатого газа и, что касается другой из них, подвергаются действию разрежения и наоборот при следующей перемене с тем, чтобы деформировать пластины и сваривают их друг с другом в пары при формовании, в плоскости, приблизительно параллельной к направлению экструзии, ячеистой структуры, чьи составляющие ячейки простираются перпендикулярно к направлению экструзии.
Каждый формующий узел предпочтительно установлен на температуру не больше 150°C ниже Tstruct, предпочтительно не больше 75°C ниже Tstruct или даже не больше 25°C ниже Tstruct, где Tstruct является структурной температурой, которая соответствует температуре стеклования (Tg), если композиция содержит аморфный полимер, и температуре плавления, если композиция содержит полукристаллический полимер. Температура формующих узлов предпочтительно выше температуры, при которой атмосферный воздух, присутствующий во время работы, конденсируется.
В заключение для уменьшения до минимума трения расплавленного пластика на поверхности формующих узлов эта поверхность предпочтительно предусмотрена с покрытием, способствующим скольжению (например, на основе PTFE или силикона).
Сжатый газ, применяемый в способе в соответствии с изобретением, может представлять собой воздух, инертный газ или смесь инертных газов, не склонных к ухудшению теплостойкости композиции. Он предпочтительно является воздухом. Этот газ может быть нагрет. В этом случае температура газа предпочтительно не больше 100°C ниже температуры обработки (Tproc) пластика, более предпочтительно не больше 50°C ниже Tproc или даже не больше 20°C ниже Tproc. Во всех случаях эта температура ниже Tproc.
Сваривание пластин обычно проводится сразу же после того, как они покидают щели экструзионной головки, т.е. насколько возможно быстрее в формующих узлах.
При покидании формующего узла ячеистая структура предпочтительно охлаждается любыми известными средствами, обычно использующими охлаждающую текучую среду. Таким образом, структура может просто охлаждаться окружающим воздухом при помощи обдувки струей холодного воздуха или распыления водяного тумана и т.д. Струя холодного воздуха дает хорошие результаты. Это воздействие позволяет ячеистой структуре загустеть без ее затвердевания при помощи незначительного понижения температуры. Для осуществления этого экструзионное устройство в соответствии с изобретением предпочтительно также включает в себя:
(d) средство для нагнетания холодного воздуха (под этим подразумевается фактически воздух при температуре, близкой к температуре окружающей среды, например, типично между 10 и 30°C или даже 15 и 25°C; этот воздух «холодный» по сравнению с расплавленным пластиком, который должен затвердеть; он предпочтительно не слишком холодный для того, чтобы избежать проблем с конденсацией), средства которого в основном помещены непосредственно на выходе формующего узла и предназначены, например, для того, чтобы направлять слои или струи воздуха на верхние и нижние поверхности полученной ячеистой структуры, в основном под углом менее 90°, предпочтительно менее 60° и наиболее предпочтительно менее 45°.
Как только структура была образована, является предпочтительным, до или после того, как структура затвердела, сделать ее толщину одинаковой (т.е. сделать высоту ячеек одинаковой), используя любое подходящее устройство, такое как, например, ролики.
Предпочтительно полученная ячеистая структура затем принимается съемным устройством. Скорость съема и скорость экструзии будут оптимизированы, в частности, в соответствии с размером и толщиной ячеек, а также требуемой формой.
При покидании съемного устройства ячеистая структура может быть подвергнута поверхностной обработке (например, обработке коронным разрядом) с тем, чтобы, в частности, улучшить ее адгезионные свойства, и покрытию нетканым материалом или верхними и нижними защитными слоями. После этих дополнительных действий конечная секция нарезается, и вдоль и поперек, на листы требуемых размеров и отправляется на хранение.
Производственные отходы могут быть удалены или до окончания обработки, или после и возвращены обратно в оборот производства.
Условия экструзии по способу в соответствии с настоящим изобретением, в особенности, адаптированы к существу композиции на основе пластика. Как было упомянуто ранее, температура этой композиции на выходе экструзионной головки должна быть адаптирована для возможности достижения соединения ячеек, расширения композиции, где это является необходимым и т.д., при отсутствии любой деформации из-за силы тяжести. Чередующиеся значения давления и разрежения также должны быть адаптированы, как, например, должна быть адаптирована продолжительность циклов, с тем, чтобы оптимизировать это соединение. На практике предпочтительно применять давление не менее 0,5 бар в относительном значении или даже 1,5 бар в относительном значении. В общем, это давление не превышает 6 бар или даже 4 бар и еще даже не превышает 2 бар. Что касается разрежения, оно обычно, по меньшей мере, 100 мм рт. ст. в абсолютном значении или даже 400 мм рт. ст. в абсолютном значении. В заключение продолжительность циклов (чередования давления/разрежения) обычно 0,3 с или больше или даже 0,4 с или больше и предпочтительно 0,5 с или больше. Предпочтительно эта продолжительность не превышает 3 с или даже 2 с и еще даже 1 с.
Один конкретный вариант осуществления экструзионного устройства в соответствии с изобретением сейчас будет продемонстрирован со ссылкой на чертежи, сопровождающие настоящее описание. Эти чертежи состоят из приложенных фиг.1-3, на которых схематично показан типичный вариант осуществления этого устройства.
Фиг.1 - поперечное сечение по вертикальной средней плоскости всего экструзионного устройства.
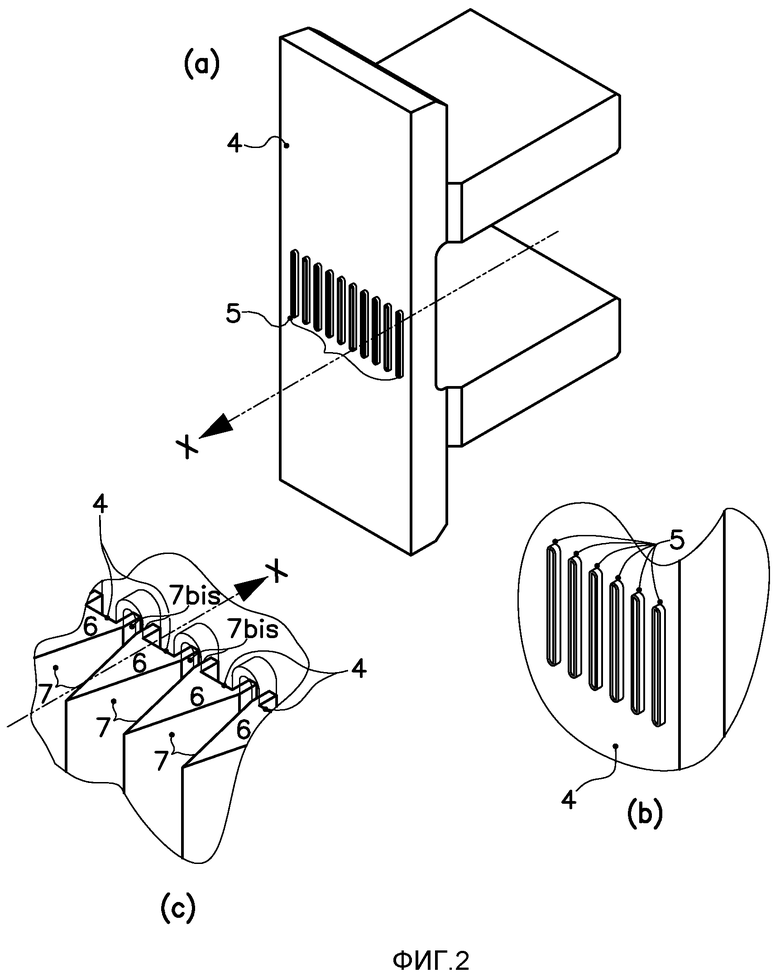
Фиг.2(a), 2(b) и 2(c) - соответственно, вид передней поверхности экструзионной головки (ее покрытие слоем изоляционного материала не показано) и параллельных щелей, которыми она оснащена, [2(a)], увеличенный вид этих щелей [2(b)] и увеличенный вид, но не в масштабе, части ножей, которые между ними определяют каналы для истечения, прямая часть которых образует боковые стенки каждой составляющей щели экструзионной головки [2(c)].
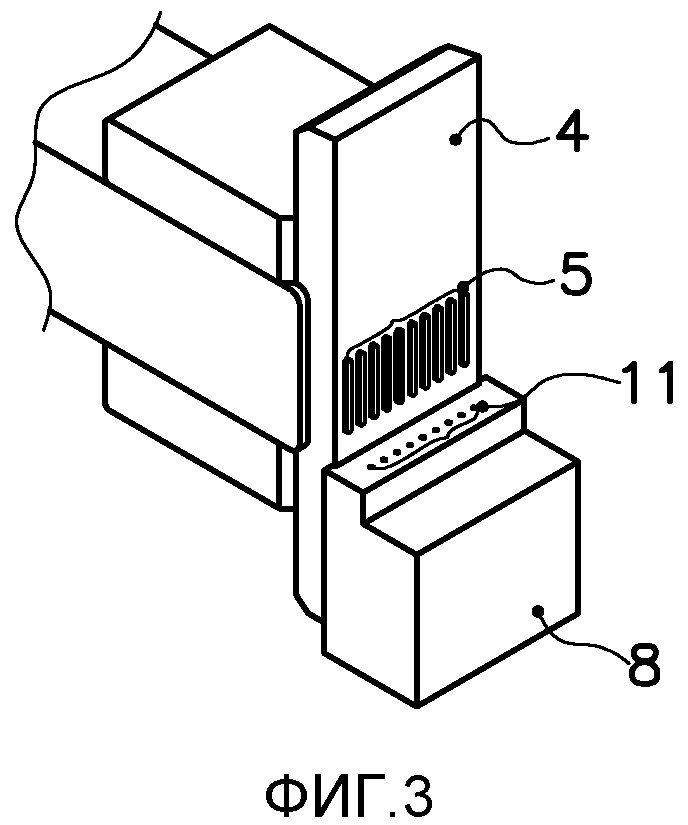
Фиг.3 - частичный вид передней части экструзионного устройства, которое в этот раз включает в себя его изоляционное покрытие, и его двух формующих узлов, при этом только нижний формующий узел показан.
В конкретном варианте осуществления экструзионного устройства, показанного на фигурах, композиция на основе пластика, предназначенная для экструзии, с целью образовать ячеистую структуру питает щелевую экструзионную головку через входное коническое сопло 1 экструзионной головки и питающий канал расплавленной композицией 2 по направлению к увеличенному отверстию 3. Расплавленная композиция проходит (вдоль направления экструзии, представленного осью X) через щели 5, выполненные на передней поверхности 4 экструзионной головки, по металлическим ножам 6, определяющим каналы 7 для истечения, которые продолжаются металлическими краями (смотрите фиг.2), имеющими прямую часть 7a и предназначенными для введения в изоляционное покрытие (смотрите фиг.3).
Два формующих узла 8, которые помещены на переднюю поверхность 4 экструзионной головки, имеют две камеры 9, из которых начинаются трубчатые каналы 10, заканчивающиеся круглыми выходными отверстиями 11, выходящими рядом с изоляционным покрытием. Как упомянуто выше, каждая камера 9 поочередно соединяется с вакуумным насосом и контуром сжатого газа (они не показаны) с тем, чтобы подвергнуть, с последовательным чередованием, области, располагающиеся между двумя соседними экструдируемыми пластинами, инжектированию сжатым газом и разрежению, при этом из двух сторон любой данной пластины первую подвергают действию сжатого газа, а вторую действию разрежения и наоборот при следующем чередовании с тем, чтобы деформировать пластины и соединить их друг с другом в пары с формированием ячеистой структуры.
В способе в соответствии с изобретением форма и размер ячеек могут регулироваться изменением вязкости расплава полимера, скорости экструзии, продолжительности циклов давления/разрежения и т.д.
Форма ячеек этой структуры может быть приблизительно круглой, эллиптической (когда скорости экструзии и/или отвода изделия из экструдера выше), многоугольной (когда перепады прилагаемого давления более резкие) и т.д.
Эти ячейки обычно имеют длину L (в направлении экструзии), которая больше, чем их ширина l (в плоскости экструзии, но в направлении, перпендикулярном направлению экструзии). В общем, отношение геометрических размеров (L/l) ячеек поэтому больше 1 или даже больше 1,5, но обычно меньше 2.
Длина (L) ячеек обычно, по меньшей мере, 4 мм или даже, по меньшей мере, 10 мм, но обычно она не превышает 30 мм или даже 20 мм. Сама ширина (l) обычно, по меньшей мере, 2 мм или даже, по меньшей мере, 5 мм, но обычно она не превышает 15 мм или даже 10 мм.
Что касается толщины стенки ячеек, она определяется толщиной щелей, через которые пластины расплавленного пластика экструдируются, и коэффициентом вытягивания, установленным для расплавленных пластин. На практике толщина обычно, по меньшей мере, 100 мкм или даже, по меньшей мере, 200 мкм, или, по меньшей мере, 250 мкм. Однако предпочтительно она не превышает 1 мм или даже 0,8 мм и предпочтительно не превышает 0,6 мм из-за опасения изготовить структуру слишком тяжелой. Фактически нижняя граница зависит от варианта осуществления экструзионной головки. Если это монолитная экструзионная головка, в которой щели были обработаны на станке (например, электроэрозионной обработкой или посредством лазерного луча), в общем, будет необходимо, чтобы щели были шире, чем когда указанная экструзионная головка состоит из пластин.
Размер ячеистых структур, полученных способом в соответствии с изобретением, ограничен размером технологического оборудования. В сущности, термин «размер» следует понимать для обозначения только ширины и высоты (измеряемой перпендикулярно к плоскости экструзии), а не длины, так как последняя определяется продолжительностью экструзии и периодичностью, с которой отрезается экструдируемый лист. Высота этих структур обычно, по меньшей мере, 1 мм или даже 2 мм и предпочтительно 5 мм; обычно не превышает 70 мм или даже 60 мм.
Из вышеизложенного следует, что настоящее изобретение дает возможность получить цельные ячеистые структуры бесконечной длины или точнее структуры, длину которых можно изменять вплоть до бесконечности, и в широких пределах композиций на основе пластика.
Ячеистые структуры, полученные способом в соответствии с изобретением, преимущественно используются в строительной промышленности (легкие потолочные покрытия, перегородки, двери, бетонные блоки и т.д.), в мебели, в упаковке (боковая защита, обертка предметов и т.д.), в автомобилях (полка багажника, обивки дверей и т.д.), в авиационной промышленности и т.д.
Как общее правило, эти структуры особенно подходят для мебели и зданий и сооружений, например, для строительства постоянных укрытий (жилища) или временных укрытий (жесткие палатки или гуманитарные укрытия, например).
Когда пластик представляет собой полиарилэфирсульфон, эти структуры особенно подходят для применения в авиации.
Они могут быть использованы в ней как таковые или в составе многослойных панелей, в которых они помещены между двумя листами, называемыми защитными слоями. Последний вариант является предпочтительным, и в этом случае возможно изготовлять указанную многослойную панель свариванием, склеиванием и т.д. или любым другим способом соединения защитных слоев и внутреннего слоя (применяемого холодным или горячим, сразу после экструзии), который является подходящим для пластиков. Один предпочтительный способ изготовления указанной многослойной панели заключается в соединении защитных слоев с ячеистым внутренним слоем. Любой способ соединения может быть подходящим для этой цели, при этом способы, использующие электромагнитное излучение, дают хорошие результаты в случае структур/защитных слоев, которые, по меньшей мере, частично проницаемые для электромагнитного излучения. Подобный способ описан в заявке FR 03/08843, содержание которой включено в настоящую заявку для этой цели в качестве ссылки.
Способ в соответствии с изобретением очень подходит для получения сотовых структур большой ширины, которые можно намотать на барабан для формирования из них рулонов (например, диаметром один метр), которые, когда размотаны, дают сотообразные листы несколько сотен метров в длину. Например, для изготовления наматываемых листов четыре метра в ширину, способ их получения представляет собой следующее:
- отправная точка - сотовая структура, имеющая ячейки, у которых длина L больше ширины l (например, L=2l). Для этого типа сотовой структуры жесткость в направлении обработки намного больше, чем в поперечном направлении, и, следовательно, ячейки можно изгибать только поперек;
- экструдируется лист 4 м в длину;
- этот лист склеивается или соединяется в поперечном направлении с помощью своего бокового края к боковому краю другого листа и т.д.; и
- между каждой операцией склеивания/соединения полученный таким образом лист наматывается на вал с минимальным размером 4 м, размещенный вдоль по оси экструзии первой полосы. Склеивание/соединение выполняется автоматически посредством робота.
Однако если ширина ячейки больше ее длины (l=2L), сотовая структура будет иметь возможность наматываться в направлении обработки; поэтому ее можно экструдировать и сразу же наматывать без склеивания/соединения, что, несомненно, проще. Эту особенность можно получить по способу, образующему объект изобретения.
Смотанные сотовые структуры являются полезными во многих промышленных секторах вследствие возможности:
- производства покрытий в качестве элементов усиления;
- разворачивания ковровых подстилающих слоев для настилов во время званых вечеров; и
- разворачивания непрерывных листов для укрепления грунтов и т.д.
Настоящее изобретение будет проиллюстрировано неограничивающим образом нижеследующими примерами:
Пример 1 (в соответствии с изобретением)
Ячеистая структура 4 см в ширину и 12 мм в высоту экструдировалась при условиях и с помощью устройства, которые описаны ниже:
- экструдер SCAMEX 45, предусмотренный с пятью отдельными нагревающими зонами (Z1-Z5) и оснащенный экструзионной головкой, описанной выше, оснащенной полиимидными ножами с армированием стекловолокном (на передней поверхности экструзионной головки, не покрытой изоляционным материалом), формующими узлами из нержавеющей стали 18 мм в длину, устройством создания сжатого воздуха и вакуумным насосом и имеющей три нагревающие зоны, нагреваемые до 200°C. Расстояние между ножами было 0,3 мм;
- Профиль температур в экструдере:
Z1: 115°C
Z2: 160°C
Z3: 185°C
Z4: 190°C
Z5: 195°C
- Композиция: на основе ПВХ, продаваемая Solvin под наименованием BENVIC® IR047;
- Температура материала на входе экструзионной головки: 200°C;
- Давление экструзии: 67,5 бар;
- Частота вращения шнека: 7 об/мин;
- Давление сжатого воздуха: 1,7 бар в абсолютном значении;
- Разрежение: 400 мм рт. ст.;
- Продолжительность циклов давления/разрежения: 0,6 с/0,8 с; и
- Коэффициент вытягивания: 55%.
Была получена ячеистая структура, обладающая следующими свойствами:
- Высота: 12 мм; и
- Объемная плотность: 0,143 кг/дм3.
Пример 2 (в соответствии с изобретением)
Ячеистая структура 4 см в ширину и 10 мм в высоту экструдировалась при условиях и с помощью устройства, которые описаны ниже:
- экструдер SCAMEX 45, предусмотренный с пятью отдельными нагревающими зонами (Z1-Z5) и оснащенный экструзионной головкой, описанной выше, оснащенной ножами из дисперсионно-твердеющей стали 17,4, и формующими узлами из нержавеющей стали 18 мм в длину, устройством создания сжатого воздуха и вакуумным насосом и имеющей три нагревающие зоны, нагреваемые до 185°C. Передняя поверхность экструзионной головки покрыта теплоизоляцией (полиимид, армированный стекловолокном). Расстояние между ножами было 0,45 мм;
- Профиль температур в экструдере:
Z1: 110°C
Z2: 155°C
Z3: 185°C
Z4: 185°C
Z5: 185°C
- Композиция: на основе ПВХ, продаваемая Solvin под наименованием BENVIC® IR047;
- Температура материала на входе экструзионной головки: 190°C;
- Давление экструзии: 96 бар;
- Частота вращения шнека: 9,5 об/мин;
- Давление сжатого воздуха: 1,5 бар;
- Разрежение: 400 мм рт. ст.;
- Продолжительность циклов давления/разрежения: 0,6 с/0,6 с; и
- Коэффициент вытягивания: 70%.
Была получена ячеистая структура, обладающая следующими свойствами:
- Высота: 10 мм; и
- Объемная плотность: 0,154 кг/дм3.
Пример 3R (сравнительный пример, не в соответствии с изобретением)
Была предпринята попытка экструдировать ячеистую структуру 4 см в ширину при условиях и с помощью устройства, которые описаны ниже:
- экструдер SCAMEX 45, предусмотренный с пятью отдельными нагревающими зонами (Z1-Z5) и оснащенный экструзионной головкой, описанной выше, металлическими ножами и металлическими формующими узлами 18 мм в длину - ни передняя поверхность ножей, ни передняя поверхность экструзионной головки не покрыты теплоизоляцией - оснащенный устройством создания сжатого воздуха и вакуумным насосом, и при этом экструзионная головка имеет три нагревающие зоны, нагреваемые до 200°C;
- Профиль температур в экструдере:
Z1: 110°C
Z2: 155°C
Z3: 185°C
Z4: 185°C
Z5: 185°C
- Композиция: на основе ПВХ, продаваемая Solvin под наименованием BENVIC® IR047;
- Температура материала на входе экструзионной головки: 190°C;
- Давление экструзии: 96 бар; и
- Частота вращения шнека: 9,5 об/мин.
Как только были включены системы давления/разрежения, материал затвердел на выходе ножей, и никакая сотовая структура не могла быть изготовлена.
Пример 4R (сравнительный пример, не в соответствии с изобретением)
Ячеистая структура 4 см в ширину и 10 мм в высоту экструдировалась при условиях и с помощью устройства, которые описаны ниже:
- экструдер SCAMEX 45, предусмотренный с пятью отдельными нагревающими зонами (Z1-Z5) и оснащенный экструзионной головкой, описанной в документе EP-B-1009625 и имеющей три нагревающие зоны, нагреваемые до 210°C. Экструзионная головка выходила непосредственно в охлаждающую воду и была оснащена системой давления/разрежения на основе воды для соединения, как описано в заявке FR 2760999;
- Профиль температур в экструдере:
Z1: 111°C
Z2: 158°C
Z3: 194°C
Z4: 194°C
Z5: 204°C
- Композиция: на основе ПВХ, продаваемая Solvin под наименованием BENVIC® IR047;
- Температура материала на входе экструзионной головки: 211°C;
- Давление экструзии: 43 бар;
- Частота вращения шнека: 13 об/мин;
- Давление воды: 1,5 бар;
- Разрежение: 400 мм рт. ст.;
- Продолжительность циклов давления/разрежения: 0,75 с/0,75 с;
- Коэффициент вытягивания: 60%; и
- Температура охлаждающей воды: 60°C.
Была получена ячеистая структура, обладающая следующими свойствами:
- Высота: 10 мм; и
- Объемная плотность: 0,590 кг/дм3.
Результаты этого примера показывают, что, когда в качестве охлаждающей текучей среды применялась вода, причем все другие условия аналогичные, полученная ячеистая структура обладала намного более высокой объемной плотностью. Цель уменьшения массы ячеистой структуры и ее следствие, а именно оптимизация механических свойств/массового отношения указанной структуры, следовательно, не были достигнуты.

Настоящее изобретение относится к способу изготовления ячеистых структур, основанных на пластике, а также к устройству для реализации этого способа. Техническим результатом заявленной группы изобретений является получение ячеистых структур на основе пластика, которые являются легкими и обладают соединениями высокого качества, при широком диапазоне вязкостей и температур, при этом экструзионная головка может быть упрощена. Технический результат достигается способом изготовления ячеистой структуры на основе пластика, в котором параллельные пластины композиции, основанной на пластике, непрерывно экструдируются в горизонтальном направлении через экструзионную головку. Головка имеет переднюю поверхность, выполненную со множеством параллельных щелей и изоляционным материалом на поверхности. На выходе экструзионной головки области, располагающиеся между двумя соседними пластинами, подвергаются, с последовательным чередованием и между двумя формующими узлами, длина которых является достаточно малой для того, чтобы пластиковая композиция оставалась расплавленной, инжектированию сжатого газа и разрежению. При этом из двух сторон данной пластины одну подвергают действию сжатого газа, а другую подвергают действию разрежения и наоборот при следующем чередовании с тем, чтобы деформировать пластины и соединить их друг с другом в пары с формированием в плоскости, приблизительно параллельной к направлению экструзии, ячеистой структуры, чьи составляющие ячейки простираются перпендикулярно к направлению экструзии. 2 н. и 6 з.п. ф-лы, 3 ил.
1. Способ изготовления ячеистой структуры на основе пластика, при котором:
непрерывно экструдируют параллельные пластины композиции, основанной на, по меньшей мере, одном пластике, в приблизительно горизонтальном направлении через экструзионную головку, имеющую переднюю поверхность, выполненную со множеством параллельных щелей и изоляционным материалом, по меньшей мере, на поверхности; и
на выходе экструзионной головки области, расположенные между двумя соседними пластинами, с последовательным чередованием и между двумя формующими узлами, длина которых является достаточно малой для того, чтобы пластиковая композиция оставалась расплавленной, подвергают инжектированию сжатым газом и разрежению, при этом из двух сторон данной пластины одна подвергается действию сжатого газа, а другая подвергается действию разрежения и наоборот при следующем чередовании с тем, чтобы деформировать пластины и сварить их друг с другом в пары с формированием, в плоскости, приблизительно параллельной к направлению экструзии, ячеистой структуры, чьи составляющие ячейки простираются перпендикулярно к направлению экструзии.
2. Способ по п.1, отличающийся тем, что пластик выбирают из: полиолефинов, основанных на пропилене или этилене; полиарилэфирсульфонов, таких как полифенилсульфоны; полиамиды; ПВХ; термопластичных фторполимеров; и сшиваемых термопластичных смол.
3. Способ по п.1 или п.2, отличающийся тем, что композиция обладает вязкостью (измеряемой в соответствии с ISO 6721-10 (1999) при температуре обработки и при 0,1 рад/с), по меньшей мере, 2500 Па·с.
4. Способ по п.1, отличающийся тем, что сжатый газ является воздухом.
5. Способ по п.1, отличающийся тем, что ячеистая структура подвергается, сразу же после ее формования, действию охлаждающей текучей среды.
6. Устройство для реализации способа по любому из пп.1-5, содержащее:
(a) щелевую экструзионную головку;
(b) множество параллельных ножей, приблизительно равноудаленных друг от друга, и определяющие между ними проточные каналы, имеющие сужающуюся первую часть и затем, по существу, прямую часть, при этом прямые части каналов образуют боковые стенки параллельных щелей и имеющие, по меньшей мере, свой нижний по потоку конец, выполненный из теплоизоляционного материала или введенный в него; и
(c) два коротких формующих узла, помещенных с обеих сторон щелей экструзионной головки и в которых выполнены две камеры, при этом трубчатые каналы начинаются от указанных камер и заканчиваются, в основном, круглыми отверстиями, находящимися рядом с областями, располагающимися между щелями экструзионной головки, при этом каждая камера из этих формующих узлов поочередно соединяется с вакуумным насосом и контуром сжатого газа;
(d) средства для нагнетания холодного воздуха, при этом они в основном размещены непосредственно на выходе формующих узлов.
7. Устройство по п.6, отличающееся тем, что ножи выполнены из теплопроводящего материала и продолжаются на своем нижнем по потоку конце кромками, которые также выполнены из теплопроводящего материала и предназначены для введения в изоляционное покрытие и расположенные на одном уровне с передней поверхностью экструзионной головки.
8. Устройство по п.6, отличающееся тем, что ножи выполнены из теплоизоляционного материала.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОЙ СТРУКТУРЫ ИЗ ТЕРМОПЛАВКОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2197382C2 |
| Способ диагностики туберкулезного мезаденита | 1991 |
|
SU1779330A1 |
| DE 3909189 A1, 02.11.1989 | |||
| DE 3225764 A1, 12.01.1984 | |||
| Устройство доворота и фиксации борштанги | 1984 |
|
SU1228977A1 |
| US 3557271 A, 19.01.1971 | |||
| ЭКСТРУЗИОННАЯ НАСАДКА ДЛЯ ФОРМОВАНИЯ ТОНКОСТЕННОГО СОТОВОГО ИЗДЕЛИЯ | 1992 |
|
RU2015905C1 |

