Изобретение относится к области изготовления стержня из композиционного материала, представляющего собой армирующие волокна, пропитанные термореактивным связующим, с отверждением изделия вне зоны контакта с формообразующими поверхностями. Стержень может быть использован в строительстве как гибкая связь в теплоизоляции, распорный элемент стеновых и кровельных дюбелей, для силового армирования бетонных и каменных конструкций; применен в горнодобывающей промышленности как основной элемент анкера шахтной крепи и по т.п. назначению.
Из уровня техники известны решения с отверждением изделия вне зоны контакта с формообразующими поверхностями.
Известна установка для изготовления арматуры на основе полимерных материалов (полезная модель РФ №14443, опубл. 27.07.2000 г.), включающая шпулярник, узел ориентирования армирующих волокон, узел пропитки волокон термореактивным связующим с отжимным устройством, оплеточное устройство, полимеризационные камеры, выполненные с возможностью принудительной вентиляции, протяжный и отрезной механизмы.
Известное решение малопроизводительное и энергоемкое (используются источники инфракрасного нагрева), получаемое изделие имеет низкую плотность, т.к. только усилия натяжения нити при поперечной оплетке недостаточно, а других узлов для уплотнения внутренней структуры стержня конструкция известной установки не предусматривает. К тому же, указанное усилие прилагают к уже частично отвержденному изделию, что не может обеспечить равномерность структуры по сечению стержня и, соответственно, ее эксплуатационной устойчивости.
Известно (патент РФ №2210501, опубл. 20.08.2003 г.) устройство для изготовления длинномерных профильных изделий из композиционного материала, включающее шпулярник, узел ориентирования армирующих волокон, узел пропитки волокон термореактивным связующим с отжимным устройством, оплеточное устройство, полимеризационные камеры, протяжный и отрезной механизмы.
Известное устройство громоздко, в зависимости от используемого связующего предусматривает изменение набора необходимых узлов (узел формирования профиля представляет собой устройство продольно-поперечной обмотки или обогреваемую фильеру), что создает неудобства в процессе эксплуатации установки, удорожает процесс производства. Устройство оснащено дополнительным узлом пропитки связующим, камерой вакуумирования, что увеличивает его энергоемкость, имеет низкую производительность из-за низкой скорости нагрева (передача тепла осуществляется за счет поглощения поверхностью изделия лучистой энергии и перенос его к внутренним слоям за счет теплопроводности, а композиционный материал имеет низкий коэффициент поглощения и теплопроводности) при использовании инфракрасного нагрева, а при использовании высокочастотного нагрева, кроме длительности нагрева порядка 30 минут (обусловливающего порообразование в структуре изготавливаемого стержня) появляется необходимость работы в условиях значительного градиента напряжения, что существенно ухудшает функциональность устройства с точки зрения техники безопасности.
Известно (патент РФ №2241318, дата публикации 27.11.2004 г.) устройство для термообработки диэлектрического материала, в частности для полимеризации, в электромагнитном СВЧ-поле, содержащее источник СВЧ-излучения, волноводные отрезки, через которые протягивают объект термообработки.
Известное устройство предназначено для термообработки диэлектрика из мономатериала с высоким влагосодержанием с обеспечением пропуска СВЧ-волн поперек изделия одновременно от одного источника энергии к разным участкам изделия. Известное техническое решение имеет узкий диапазон использования и не может применяться для отверждения изделий именно из разнородных материалов с разными диэлектрическими характеристиками, таких как стеклопластиковые, базальтопластиковые стержни или стержни из других композиционных материалов, т.к. будет иметь низкую эффективность, обусловленную конструктивным воплощением устройства и низким коэффициентом поглощения СВЧ-излучения вышеперечисленными материалами. В известном решении исключена возможность постадийного регулирования процесса отверждения, т.к. делитель распределяет энергию СВЧ-излучения между параллельно размещенными волноводными отрезками, в которых ведут термообработку диэлектрического материала, равномерно. Кроме того, известное устройство громоздко, после делителя мощности на каждом ответвлении СВЧ-тракта предполагает наличие волноводного перехода, вентиля, трансформатора поляризации, которые увеличивают потери энергии.
Известна (а.с. РФ №1735533, опубл. 23.05.1992) установка, реализующая способ изготовления стержня для армирования бетона, принятая за прототип, которая включает шпулярник, узел ориентирования армирующих волокон, узел пропитки волокон термореактивным связующим с отжимным устройством, формующую фильеру, оплеточное устройство, полимеризационные камеры, протяжный и отрезной механизмы.
Установка, реализующая известный способ, содержит узел предварительного обжига базальтового ровинга, дополнительные фильеры, установленные после первой термокамеры и после оплеточного устройства, предполагает оснащение каждой из 8 термокамер индивидуальным источником нагрева, что обусловливает ее громоздкость, высокую энергоемкость и низкую производительность из-за низкой скорости нагрева (передача тепла осуществляется за счет поглощения поверхностью изделия лучистой энергии и перенос его к внутренним слоям за счет теплопроводности, а композиционный материал имеет низкий коэффициент поглощения и теплопроводности). Известное техническое решение характеризуется низкими эксплуатационными возможностями, обусловленными необходимостью подбора конкретного состава связующего, ограничением по используемому армирующему волокну (только базальтовое волокно) и по диаметру стержня. При ламповом нагреве с поверхности получают высокие термические напряжения, что приводит к появлению микротрещин и снижению монолитности изделия. Кроме того, низкая скорость пошагового, послойного нагрева стержня по его сечению (в каждой камере индивидуальная температура), тепловая инерционность процесса предполагает активное, длительное, дискретное по времени выделение летучих компонентов связующего, способствует порообразованию на поверхности стержня, приводящее к снижению прочностных и других характеристик качества изделия при эксплуатации в агрессивной среде и приводит к снижению эффективности известной установки. К тому же, к уже частично отвержденному изделию прилагают дополнительные усилия (обжимают в фильерах, затем оплетают), что не может обеспечить равномерность структуры по сечению стержня и, соответственно, ее эксплуатационной устойчивости.
Задачей заявляемого технического решения является создание установки для непрерывного изготовления стержня из композиционного материала, эффективной в эксплуатации и экономически привлекательной за счет реализации условий по созданию монолитной и равномерной по сечению структуры стержня из разнородных материалов с разными диэлектрическими характеристиками независимо от типов используемых армирующих волокон и термореактивного связующего путем обеспечения возможности регулирования процесса отверждения в соответствии с существующей потребностью при снижении верхней границы используемых температур, мощности источника энергии и минимизации потерь затраченной энергии.
Поставленная задача решается предлагаемой установкой для непрерывного изготовления стержня из композиционного материала, включающей шпулярник, узел ориентирования армирующих волокон, узел пропитки волокон термореактивным связующим с отжимным устройством, формующую фильеру, оплеточное устройство, полимеризационные камеры, протяжный и отрезной механизмы. Особенность заключается в том, что полимеризационные камеры сгруппированы по стадиям изменения состояния связующего от жидкого до твердого с возможностью варьирования количеством камер в группе и расстоянием между группами камер, причем камеры соединены волноводами и последовательно запитаны в каждой группе, по меньшей мере, от одного источника СВЧ-излучения, выполнены в виде волноводных отрезков, размещенных с обеспечением расположения армирующих волокон протягиваемого через них стержня параллельно силовым линиям СВЧ-поля, каждая группа камер оснащена вытяжной вентиляцией и, в соответствии с количеством источников СВЧ-излучения, снабжена поглощающей нагрузкой, в СВЧ пропускающем проеме которой размещена диафрагма, при этом через все камеры пропущена труба с расположенным в ней ленточным транспортером, выполненные из СВЧ прозрачного материала.
Проведенный сопоставительный анализ показывает, что заявляемая установка отличается от прототипа наличием, по меньшей мере, одного источника нагрева для группы камер (в прототипе используют индивидуальный источник нагрева для каждой камеры); иной компоновкой узлов установки, позволяющей организовать процесс отверждения непрерывно (в прототипе процесс отверждения прерывают - после первой камеры частично отвержденный стержень пропускают через фильеру, оплеточное устройство и снова через фильеру и только затем через остальные камеры); группированием набора камер по стадиям изменения состояния связующего от жидкого до твердого и пространственным рассредоточением постадийно сгруппированных камер (в прототипе камеры размещают одну за другой и только первую отделяют от последующих); иным источником нагрева - источник СВЧ-излучения (в прототипе - ламповый нагрев); возможностью регулирования процесса отверждения в широком диапазоне номенклатуры изготавливаемых стержней (в прототипе такая возможность исключена); отсутствием необходимости применения дополнительных узлов для осуществления дополнительных технологических операций после начала процесса отверждения (в прототипе снимают избыточное связующее, пропуская стержень через две фильеры после частичного отверждения изделия в первой камере); наличием ленточного транспортера для удаления из камер капель связующего и вытяжной вентиляцией.
Именно совокупность отличительных от прототипа признаков с остальными существенными признаками позволила достичь вышеуказанный результат и решить поставленную задачу.
Предлагаемая установка для непрерывного изготовления стержня из композиционного материала иллюстрируется графическим изображением.
На чертеже показана принципиальная схема компоновки установки, являющаяся одним из воплощений заявляемого технического решения.
Установка для непрерывного изготовления стержня из композиционного материала включает шпулярник 1, узел ориентирования армирующих волокон 2, узел пропитки волокон термореактивным связующим 3 с отжимным устройством 4, формующую фильеру 5, оплеточное устройство 6, полимеризационные камеры 7, протяжный механизм 8 и отрезной механизм 9. Каждая группа камер 7 оснащена, по меньшей мере, одним источником СВЧ-излучения 10 (например, магнетроном), вытяжной вентиляцией 11. Через все камеры пропущена труба 12 с расположенным в ней ленточным транспортером (условно не показан), выполненные, например, из фторопласта. Каждому источнику СВЧ-излучения 10 соответствует диафрагмированная поглощающая нагрузка 13 (например, водяная или в виде металлокерамических поглотителей. Каждая группа камер 7 или весь СВЧ-тракт имеет защитный кожух (условно не показан).
Предлагаемая установка для непрерывного изготовления стержня из композиционного материала с регулируемым в соответствии с существующей потребностью числом полимеризационных камер, сгруппированных по стадиям отверждения связующего, и варьируемым расстоянием между группами камер работает следующим образом.
Для получения стержня армирующее волокно (например, ровинг из стеклянных нитей ГОСТ 17139-79, ровинг из базальтовых нитей ТУ 6-48-05786904-200-03) после шпулярника 1, узла ориентирования волокон 2, пропускают через пропиточную ванну с термореактивным связующим (например, связующе ЭДИ на основе эпоксидной смолы ЭД-20 ГОСТ.10587-84, полиэфирная смола ГОСТ 27952-88). Пропитанные связующим волокна пропускают через отжимное устройство 4, затем через фильеру 5, в которой формуют профиль стержня. Затем в оплеточном устройстве 6 фиксируют геометрию стержня и направляют в трубу 12, проходящую через камеры 7, в которые подают СВЧ-излучение от источника (источников) 10. Образующиеся в процессе полимеризации капли связующего выносят из камер 7 ленточным транспортером (условно не показан), расположенным в трубе 12, газообразные продукты полимеризации удаляют вытяжной вентиляцией 11, протяжку изготавливаемого стержня осуществляют протяжным механизмом 8, после протяжного механизма 8 изготавливаемый стержень направляют на отрезной механизм 9.
Выбор количества камер в группе и расстояния между группами камер показаны на примере.
Пример
Рассмотрим изготовление стержня, в частности, диаметром 5 мм и степенью наполнения не менее 80% при подаче СВЧ-излучения частотой 2450 МГц.
В рамках существующей теории диэлектрического нагрева мощность тепловой энергии, выделяемая в единице объема диэлектрика электромагнитным полем, равна
P=0,555·εм·tg·δм·f·Eм 2·10-12 (Вт/м3), где
εм - относительная диэлектрическая проницаемость материала,
tg·δм - тангенс угла диэлектрических потерь материала,
f - частота генерации,
Eм - напряженность поля в материале.
Как видно из формулы, мощность тепловой энергии, выделяемая в объеме материала под действием СВЧ-поля с одной стороны, зависит от частоты и напряженности этого же поля, с другой стороны зависит от диэлектрических параметров нагреваемого материала. Частота тока для источника СВЧ-излучения является постоянной величиной. Она выбирается из разрешенных для промышленного применения частот, а также с учетом глубины проникновения электромагнитных волн СВЧ-диапазона в материал. Напряженность поля является управляемой величиной и зависит от исходной мощности источника СВЧ-излучения. Электрическая характеристика диэлектрика (у нас это композиционный материал из связующего и армирующих волокон) определяется диэлектрической проницаемостью материала e и тангенсом угла потерь tg d. Величины е и tg d являются справочными характеристиками материала. Произведение диэлектрической проницаемости на тангенс угла потерь называется коэффициентом диэлектрических потерь и характеризует свойства материала при СВЧ-нагреве. Диэлектрические параметры связующего ЭДИ изменяются в процессе отверждения стержня:
- диэлектрическая проницаемость - от 4 до 3;
- тангенс угла диэлектрических потерь - от 0,1 до 0,01.
Характеристики наполнителя:
- диэлектрическая проницаемость - 6,1;
- тангенс угла диэлектрических потерь 0,004.
Теперь рассчитаем энергетический баланс для конкретного техпроцесса. Примем скорость движения стержня - 3000±50 мм/мин. При данной скорости процесс отверждения стержня должен происходить по следующему температурному режиму:
I стадия - нагрев сырого стержня до температуры реакции полимеризации связующего, t=100±10°C.
II стадия - переход связующего в высокоэластичное состояние, t=30±5°C, температура ограничена температурой кипения связующего.
III стадия - переход связующего из высокоэластичного состояния в твердое состояние t=15±5°C, температура ограничена температурой деструкции.
Подставляя в вышеприведенную формулу значения диэлектрических параметров материала с учетом его объема, получаем тепловую мощность, выделяемую стержнем:
для первой стадии (сырой стержень) - P1=450 Вт;
для второй стадии (эластичный стержень) - P2=180 Вт;
для третьей стадии (твердый стержень) - P3=700 Вт.
То есть суммарно необходимо 1330 Вт.
Распределение энергии по стадиям отверждения изделия производят, регулируя количество камер на каждой стадии. Поглощение энергии сырым стержнем диаметром 5 мм около 5%, эластичным стержнем 2,5-3%, твердым стержнем 0,5-1%. В соответствии с поглощением энергии в одной камере вычисляем количество камер для каждой стадии: для первой стадии 6 шт., для второй - 5 шт. и для третьей стадии - 100 шт.
Конечно ставить 100 камер нерационально, поэтому берем более мощный источник СВЧ-излучения, а в конце СВЧ-тракта ставим диафрагму в пропускающем проеме поглощающей нагрузки с коэффициентом пропускания 30%, дозирующую мощность СВЧ-энергии, волна которой отразится от диафрагмы (70%) и пойдет обратно, складываясь с прямой волной и увеличивая КПД нагрева. Оснащение последней камеры поглощающей нагрузкой необходимо, чтобы обезопасить магнетрон от перегрева при отсутствии стержня в камерах, так как вся не поглощенная энергия возвращается на него и вызывает его перегрев или возникновение разряда в волноводе. В известных из уровня техники решениях в таких случаях ставят дорогостоящие вентили-циркуляторы, которые поглощают отраженную волну энергии, но они снижают КПД, поглощая также и излучаемую магнетроном энергию.
Берем источник СВЧ-излучения мощностью 3 кВт или источники суммарной мощностью 3 кВт и вычисляем количество камер для каждой стадии: для первой стадии - 3 шт., для второй - 3 шт., для третьей стадии - 20 шт.
В связи с тем, что стержень состоит из материалов с разными диэлектрическими характеристиками (в рассматриваемом примере - стеклянное волокно и эпоксидная смола), неравномерность их прогрева может привести к появлению термических напряжений на границе раздела фаз и, соответственно, к снижению качественных характеристик получаемого стержня. Для обеспечения равномерности прогрева необходимо время, чтобы температура от связующего передалась волокнам за счет теплопроводности. Скорость выравнивания температуры зависит от разницы диэлектрических параметров материалов, от теплопроводности волокон и от диаметра волокон (17 мкм). В нашем примере из-за низкого КПД нагрева и большого количества камер (а каждая имеет длину 60 мм), расстояние между сгруппированными по I и II стадиям камерами составляет 500 мм. Дальнейшее увеличение расстояния приведет к охлаждению стержня и увеличению габаритов.
При максимальной температуре нагрева на II стадии - 130°C реакция идет примерно 30 сек. При заданной скорости расстояние между сгруппированными по II и III стадиями камерами составляет 1500 мм.
Общая длина тракта отверждения составляет 3500 мм.
Для сравнения длина тракта отверждения установки по прототипу при изготовлении стержня аналогичного диаметра должна иметь длину 10 м и потреблять мощность 30-50 кВт.
Вышеприведенный пример осуществления заявляемой установки не является исчерпывающим воплощениями изобретения. В конкретных условиях производства конфигурация СВЧ-тракта может варьироваться. Кроме того, в качестве армирующих волокон используют органоволокно, углеродные, стеклянные, базальтовые волокна, а в качестве термореактивного связующего - эпоксидную, полиэфирную, эпоксиэфирную, фенолформальдегидную, меламиноформальдегидные, фурановые смолы или иные волокна и связующие, приемлемые для изготовления стержней.
Адиабатическое тепло, генерируемое в самом изделии из композиционного материала, имеющего сложную внутреннюю структуру, при воздействии СВЧ-излучения, саморазогрев, приводит к тому, что связующее диффундирует в волокна, обеспечивается максимальная площадь контакта разнородных материалов, отсутствует порообразование.
Непрерывная протяжка стержня через набор камер, соединенных волноводами, регулирование расстояния между сгруппированными по стадиям изменения состояния связующего от жидкого до твердого камерами, перераспределение тепловой энергии в зоне отверждения, дозированный возврат не поглощенной СВЧ-энергии в процесс, позволяют осуществить мягкое, распределенное пространственно и по времени воздействие, не сжигающее верхний слой непрерывно движущего стержня. При этом экономно расходуется энергия СВЧ-поля.
Качественные характеристики, эксплуатационная устойчивость структуры стержня, изготовленного заявляемым способом, соответствуют требованиям, предъявляемым к таким изделиям.
Заявляемая установка увеличивает арсенал технических средств, практически реализуема. Эффективность установки подтверждена прямыми экспериментами по изготовлению стержней различного диаметра из различных типов волокон и связующего в соответствии с существующей потребностью, позволяет осуществлять отверждение стержня с равномерным максимальным выделением летучих на приемлемо высокой технологической скорости, что обеспечивает получение практически беспорового изделия при максимально возможном сокращении цикла термообработки.
Изобретение относится к области изготовления стержня из композиционного материала. Полимеризационные камеры сгруппированы по стадиям изменения состояния связующего от жидкого до твердого с возможностью варьирования количеством камер в группе и расстоянием между группами камер. Камеры соединены волноводами и последовательно запитаны в каждой группе, по меньшей мере, от одного источника СВЧ-излучения. Они выполнены в виде волноводных отрезков, размещенных с обеспечением расположения армирующих волокон протягиваемого через них стержня параллельно силовым линиям СВЧ-поля. Каждая группа камер оснащена вытяжной вентиляцией и, в соответствии с количеством источников СВЧ-излучения, снабжена поглощающей нагрузкой. В СВЧ пропускающем проеме нагрузки размещена диафрагма. Через все камеры пропущена труба с расположенным в ней ленточным транспортером. Камеры выполнены из СВЧ прозрачного материала. Техническим результатом изобретения является уменьшение цикла термообработки и потерь затраченной энергии, получение беспорового изделия. 1 ил.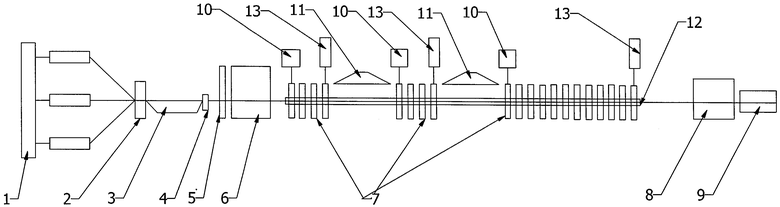
Установка для непрерывного изготовления стержня из композиционного материала, включающая шпулярник, узел ориентирования армирующих волокон, узел пропитки волокон термореактивным связующим с отжимным устройством, формующую фильеру, оплеточное устройство, полимеризационные камеры, протяжный и отрезной механизмы, отличающаяся тем, что полимеризационные камеры сгруппированы по стадиям изменения состояния связующего от жидкого до твердого с возможностью варьирования количеством камер в группе и расстоянием между группами камер, причем камеры соединены волноводами и последовательно запитаны в каждой группе, по меньшей мере, от одного источника СВЧ-излучения, выполнены в виде волноводных отрезков, размещенных с обеспечением расположения армирующих волокон протягиваемого через них стержня параллельно силовым линиям СВЧ-поля, каждая группа камер оснащена вытяжной вентиляцией и, в соответствии с количеством источников СВЧ-излучения, снабжена поглощающей нагрузкой, в СВЧ пропускающем проеме которой размещена диафрагма, при этом через все камеры пропущена труба с расположенным в ней ленточным транспортером, выполненные из СВЧ прозрачного материала.
| Способ изготовления стержня для армирования бетона | 1989 |
|
SU1735533A1 |
| Подшипниковый сплав со свинцовой основой | 1925 |
|
SU14443A1 |
| Кукурузоуборочный комбайн | 1946 |
|
SU83379A1 |
| MX 2007006448 A, 19.07.2007 | |||
| EP 1917135 A1, 07.05.2008. | |||

