Изобретение относится к черной металлургии, в частности к производству электротехнической изотропной стали (ЭИС).
Известны различные способы производства холоднокатаной ЭИС. Большинство их включает выплавку, разливку, горячую прокатку, нормализационную обработку или без нее, холодную прокатку и заключительный рекристаллизационный или совмещенный обезуглероживающе-рекристаллизационный отжиг. Нормализация горячекатаных полос является одной из основных в технологии производства ЭИС, так как позволяет формировать на последующих переделах оптимальные структурные параметры для получения ЭИС с высоким уровнем магнитных свойств. Нормализационный отжиг также оказывает влияние на уровень механических свойств готовой ЭИС, что обусловлено действием механизма наследования структуры. Температура нормализационного отжига назначается в зависимости от различных факторов. Как правило, учитываются химический состав стали (патент РФ 1700066; патент РФ 1601148), степень рекристаллизации горячекатаной полосы (патент РФ 1740453; патент РФ 1836447), параметры горячей прокатки (патент РФ 2078145). Недостатком всех перечисленных способов является то, что при определении температуры нормализационного отжига используются только средние значения технологических параметров, без учета их изменения по длине полос. Вследствие этого не обеспечивается равномерность как магнитных, так и механических свойств по длине полос.
Результаты исследований [Причины неоднородности магнитных свойств в изотропной электротехнической стали / А.Е.Чеглов, Д.А.Кондратков, Н.Ю.Слюсарь, А.А.Заверюха // Сталь. 2003. №9. С.87-92; Закономерности распределения механических и электромагнитных свойств в холоднокатаных полосах. Сообщение 1. / Настич В.П., Божков А.И., Чеглов А.Е., Титов Е.В., Попов Н.Е., Дегтев С.С. // Производство проката. - 2005. - №5. - С.12-18] показали, что изменение магнитных свойств в полосах ЭИС (в рамках рулона) может достигать 10%, а в отдельных случаях и более, что приводит к нестабильности эксплуатационных характеристик готовых изделий. Аналогичная картина наблюдается и при испытаниях механических свойств, разность уровня которых на отдельных участках по длине полос может достигать 5-7%. В результате затрудняется вырубка деталей магнитопроводов на высокоскоростном оборудовании, происходит его преждевременный износ и ухудшаются геометрические характеристики готовых изделий.
Одним из важнейших факторов, определяющих формирование свойств ЭИС, является температурный режим горячей прокатки, в том числе температуры конца прокатки и смотки горячекатаных полос [Влияние технологических параметров горячей прокатки на состояние подката и уровень магнитных свойств готовой высоколегированной изотропной электротехнической стали / П.П.Чернов, А.П.Долматов, А.А.Милованов, М.В.Ожегов // Производство проката. 2006. №3. С.14-21; Влияние параметров горячей прокатки на пластические свойства горячекатаных полос изотропной электротехнической стали 2-4 групп легирования / Л.А.Кузнецов, О.Ф.Антонов, Т.В.Кожевникова, Е.Я.Спевак, А.П.Игнатьев, С.М.Аросламова // Девятое всесоюзное совещание по физике и металловедению электротехнических сталей и сплавов. Тезисы докладов. Минск 1991. С.84-85; Оптимальные режимы производства подката для холодной прокатки низкокремнистой стали / В.В.Кузнецов, В.А.Масленников, Д.Л.Гринберг, И.Г.Дубовой, А.Г.Ноговицын // Сталь. 1982. №12. С.58-61; Алешин Д.Н. Влияние химического состава, режимов выплавки и горячей прокатки на пластичность сплавов Fe-Si / Д.Н.Алешин, А.М.Глезер, В.Е.Громов, В.В.Коваленко // Материаловедение. 2004. №10. С.43-47]. Согласно данным [Исследование распределения магнитных и механических свойств в полосах электротехнической изотропной стали (Сообщение 2) / А.Е.Чеглов, А.И.Божков, С.С.Дегтев, Д.А. Кондратков, И.И.Шопин // Производство проката, 2009 г., №6, с.11-18] изменение температуры конца горячей прокатки по длине полос составляет 30-40°С. Минимальная температура наблюдается на концевых участках полосы, максимальная - на центральных. Температура смотки изменяется по длине полосы на 10-20°С за исключением концевых участков, которые не душируются на отводящем рольганге стана (разница может составлять до 50-60°С). Авторами данной работы подтверждено наличие статистически значимой связи между степенью охлаждения на отводящем рольганге (равной разности температур конца прокатки и смотки) и уровнем магнитных и механических свойств готовой ЭИС. Влияние температуры конца прокатки на свойства ЭИС обусловлено изменением параметров структуры. Известно, что структура готовой стали вследствие действия механизма наследования определяется структурой горячекатаной полосы, то есть меньшему среднему размеру зерна после горячей прокатки соответствует меньший размер зерна в готовой стали, что приводит к увеличению удельных магнитных потерь, временного сопротивления и предела текучести. Более низкая температура конца прокатки концевых частей полосы приводит к менее полному протеканию процессов возврата и рекристаллизации в этих частях полосы. Это приводит к получению меньшей степени рекристаллизации горячекатаной полосы и меньшего среднего размера зерна в поверхностной рекристаллизованной зоне. Следует отметить, что оптимальная для получения высокого уровня магнитных свойств температура конца прокатки [Самордин П.В. Прогнозирование магнитных свойств при производстве проката изотропной электротехнической стали / П.В.Самордин // Автореферат на соискание ученой степени кандидата технических наук. Липецк, ЛипПИ, 1993. 19 с.; Совершенствование технологии термической обработки горячекатаного подката высоколегированной электротехнической изотропной стали / А.Е.Чеглов, Б.И.Миндлин // Сталь. 1999. №10. С.62-65] соответствует центральной части по длине полосы, где и наблюдаются лучшие магнитные свойства. Влияние температуры смотки на свойства готовой стали проявляется через выделение нитридных фаз. Увеличение температуры смотки горячекатаной полосы в интервале, характерном для используемой технологии, приводит к увеличению дисперсности частиц AlN, которые тормозят рост зерна. Вследствие этого рекомендуется при увеличении температуры смотки горячекатаной полосы соответственно увеличивать температуру нормализационного отжига (патент РФ 2078145). Это позволяет снизить дисперсность выделившихся частиц вследствие развития процесса коалесценции.
В качестве прототипа выбран способ производства холоднокатаной ЭИС, включающий выплавку, горячую прокатку, нормализацию горячекатаной полосы, холодную прокатку, обезуглероживающий и рекристаллизационный отжиги, отличающийся тем, что назначение температуры нормализации отжига производится с учетом температурных параметров горячей прокатки (температуры смотки) [патент РФ 2078145, C21D 8/12]. Недостатком данного способа является то, что при определении температуры нормализации используется только среднее значение температуры смотки, без учета его изменения по длине полосы, а температура конца прокатки не учитывается вообще. Вследствие этого не обеспечивается равномерность магнитных и механических свойств по длине полос ЭИС.
Техническая задача изобретения - снижение неравномерности распределения магнитных и механических свойств по длине полос готовой ЭИС.
Решение поставленной задачи достигается тем, что в способе производства полос изотропной электротехнической стали, включающем выплавку, внепечную обработку или без нее, разливку стали, низкотемпературный нагрев слябов перед горячей прокаткой, горячую прокатку, подготовку, нормализацию горячекатаных полос, травление, холодную прокатку, совмещенный обезуглероживающе-рекристаллизационный отжиг или рекристаллизационный отжиг, скорость транспортировки полосы в линии агрегата нормализации (АН) на каждом ее участке по длине устанавливается в зависимости от степени охлаждения ее на отводящем рольганге после горячей прокатки, соответствующей конкретному участку.
В качестве управляющих факторов нормализационного отжига, влияющих на процесс формирования свойств ЭИС, используются скорость транспортировки полосы (определяет длительность выдержки при отжиге) и температура отжига в АН. Ввиду того что инерционность процесса изменения температуры в печах проходного типа слишком велика, в качестве управляющего фактора формированием свойств ЭИС целесообразно использовать скорость транспортировки полосы в линии АН, а в качестве параметра, определяющего скорость транспортировки полосы, - степень охлаждения полосы на отводящем рольганге (ΔТ), которая учитывает изменение по длине полосы температур конца прокатки и смотки.
Для определения скорости транспортировки полосы предлагается использовать следующую формулу:
V(L)=V0-k·(ΔTопт-ΔT(L)),
где V(L) - текущая скорость полосы при нормализационном отжиге (L - координата по длине полосы, м), м/с;
V0 - регламентируемая скорость полосы при отжиге (задается для каждой группы типоразмеров полос в соответствии с технологией обработки на агрегате нормализации, например по нормативно-технической документации), м/с;
ΔT(L) - степень охлаждения горячекатаной полосы на отводящем рольганге, °С, ΔT(L)=Ткп(L)-Тсм(L), где Ткп(L), Тсм(L) - температуры конца прокатки и смотки соответственно;
ΔТопт - оптимальное значение параметра ΔT (при скорости полосы в линии АН, равной V0), обеспечивающее получение наилучшего уровня магнитных и механических свойств, которое определяется экспериментально для каждой группы типоразмеров и химического состава полос, °С;
k - коэффициент пропорциональности, определяемый с помощью вычислений или экспериментально для каждой группы типоразмеров и химического состава полос, м/(с·°С).
Такое регулирование скорости транспортировки полос в линии АН позволяет существенно снизить неравномерность магнитных и механических свойств по длине полос готовой ЭИС при сохранении их высокого уровня.
Способ может применяться при обработке металла, как подвергающегося обезуглероживающему отжигу, так и прошедшего внепечную обработку и подвергающегося только рекристаллизационному отжигу.
Анализ патентной литературы показывает отсутствие совпадения отличительных решений заявляемого способа с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию «изобретательский уровень». Ниже приведен пример реализации предложенного способа.
Пример
При обработке ЭИС 4-й группы легирования типоразмера 0,50×1030 мм, прокатанных с толщины 2,0 мм, экспериментальным способом было получено распределение магнитных и механических свойств по длине полос. Отбирали карты на различных участках по длине готовых полос и измеряли магнитные и механические свойства.
Экспериментальным путем была получена формула для расчета скорости транспортировки полосы в АН:

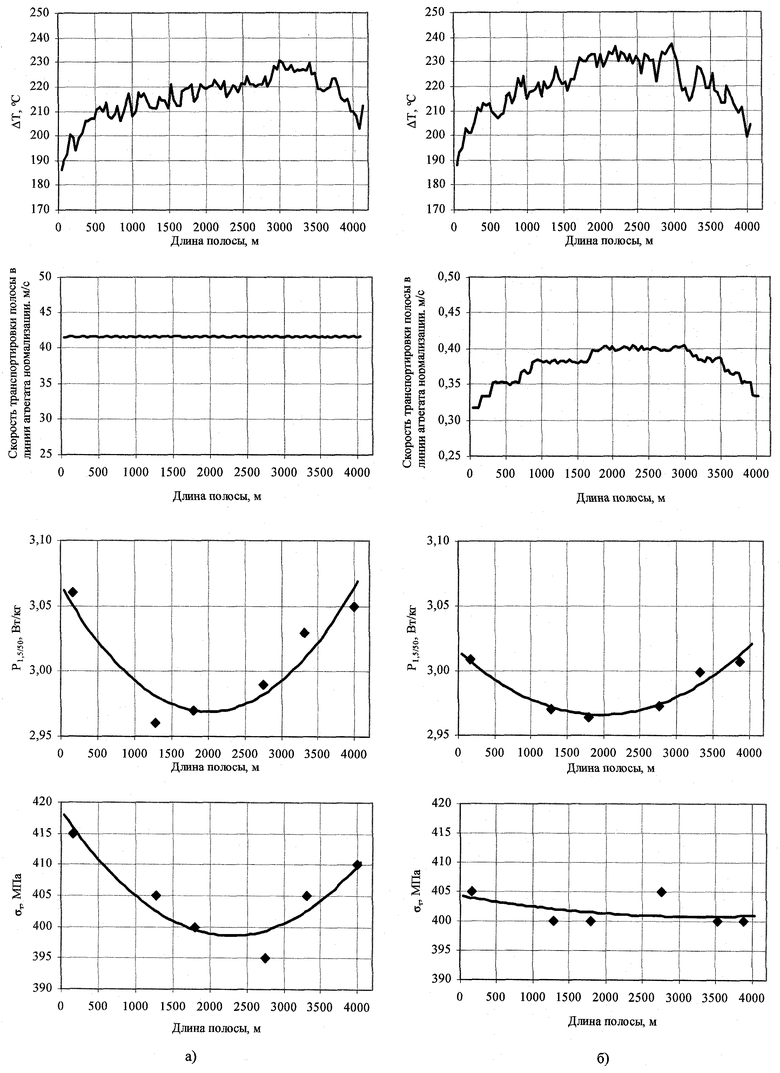
На чертеже приведены графики изменения степени охлаждения на отводящем рольганге (ΔT), скорости транспортировки полосы в линии АН, магнитных (P1,5/50 - удельные магнитные потери) и механических (σт - предел текучести) свойств по длине полос ЭИС 4-й группы легирования типоразмера 0,50×1030 мм с содержанием Si 3,05%, Al 0,38%. Кривые изменения степени охлаждения на отводящем рольганге и скорости транспортировки полосы в линии АН на чертеже представлены в зависимости от координаты по длине готовой полосы с учетом вытяжки при холодной прокатке.
Металл подвергался нормализационному отжигу после горячей прокатки. Плавка была разделена, три рулона были обработаны по существующей технологии, остальные четыре - в соответствии с предлагаемым способом. На чертеже а представлены данные для рулона, обработанного по существующей технологии, на чертеже б - для рулона, обработанного в соответствии с предлагаемым способом. Из чертежа видно, что технический результат изобретения достигнут: разброс магнитных свойств по длине полосы составил при обработке по предлагаемой технологии ~1,6%, тогда как при обработке по существующей технологии ~4%. Неравномерность механических свойств составила соответственно ~1,25% и ~5%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ С УЛУЧШЕННЫМИ СВОЙСТВАМИ | 2009 |
|
RU2413007C1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2001 |
|
RU2203332C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ | 2010 |
|
RU2424329C1 |
| Способ производства холоднокатаной изотропной электротехнической стали | 1989 |
|
SU1717649A1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2010 |
|
RU2427654C1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2001 |
|
RU2217509C2 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОКРЕМНИСТОЙ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2010 |
|
RU2442832C1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2002 |
|
RU2230801C2 |
| СПОСОБ ПРОИЗВОДСТВА ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1998 |
|
RU2133285C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ | 1999 |
|
RU2155233C1 |
Изобретение относится к черной металлургии, в частности к производству электротехнической изотропной стали (ЭИС), применяющейся для изготовления вращающихся частей электрических машин. Для достижения равномерности магнитных и механических свойств по длине ЭИС осуществляют выплавку стали, внепечную обработку или без нее, разливку стали, низкотемпературный нагрев слябов перед горячей прокаткой, горячую прокатку, подготовку, нормализацию горячекатаных полос, травление, холодную прокатку, совмещенный обезуглероживающе-рекристаллизационный отжиг или рекристаллизационный отжиг, при этом скорость транспортировки полосы в линии агрегата нормализации (АН) определяется по формуле: V(L)=V0-k·(ΔTопт-ΔT(L)), где V(L) - текущая скорость полосы при нормализации (L - координата по длине полосы, м), м/с; V0 - регламентируемая скорость полосы при отжиге, м/с; ΔT(L) - степень охлаждения горячекатаной полосы на отводящем рольганге, °С, равная ΔT(L)=Tкп(L)-Tсм(L), где Tкп(L), Tсм(L) - температуры конца прокатки и смотки соответственно; ΔТопт - оптимальное значение параметра ΔT при скорости полосы в линии АН, равной V0, °C; k - коэффициент пропорциональности, определяемый с помощью вычислений или экспериментально для каждой группы типоразмеров и химического состава полос, м/(с·°С). Способ позволяет снизить неравномерность магнитных и механических свойств в полосах ЭИС. 1 ил.
Способ производства полос изотропной электротехнической стали, включающий выплавку, внепечную обработку или без нее, разливку стали, низкотемпературный нагрев слябов перед горячей прокаткой, горячую прокатку, смотку горячекатаных полос в рулон, нормализационный отжиг горячекатаных полос, травление, холодную прокатку, совмещенный обезуглероживающе-рекристаллизационный отжиг или рекристаллизационный отжиг, отличающийся тем, что нормализационный отжиг горячекатаных полос производят с переменной скоростью транспортировки по их длине в зависимости от изменения степени охлаждения на отводящем рольганге после горячей прокатки по формуле
V(L)=V0-k·{ΔTопт-AT(L)},
где V(L) - текущая скорость транспортирования полосы при нормализацинном отжиге, L - координата по длине полосы, м/с;
V0=0,42 - регламентируемая скорость транспортирования полосы при нормализационном отжиге, м/с;
ΔT(L) - степень охлаждения горячекатаной полосы на отводящем рольганге, °С, ΔT(L)=Tкп(L)-Tсм(L),
где Tкп(L), Tсм(L) - температуры конца прокатки и смотки соответственно;
ΔТопт=240°С - оптимальное значение параметра ΔT при скорости транспортирования полосы, равной V0, которое определяется экспериментально для каждой группы типоразмеров и химического состава полос, °С;
k=2,25·10-3 - коэффициент пропорциональности, определяемый с помощью вычислений или экспериментально для каждой группы типоразмеров и химического состава полос, м/(с·°С).
| СПОСОБ ПРОИЗВОДСТВА ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1993 |
|
RU2078145C1 |
| Способ производства холоднокатаной изотропной электротехнической стали | 1989 |
|
SU1717649A1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2002 |
|
RU2215796C1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2001 |
|
RU2217509C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ | 1999 |
|
RU2155233C1 |
| DE 3538609 A1, 07.05.1986. | |||

