Изобретение относится к обработке металлов давлением, в частности к способам и устройствам для ротационной вытяжки цилиндрических оболочек, полых изделий и давильной обработки.
Известен способ ротационной вытяжки, осуществляемый с помощью оправки, содержащей корпус, элемент крепления заготовки на оправке винтами, при этом на прижиме соосно с оправкой установлен упругий элемент в виде кольца, например, из полиуретана, причем кольцо закреплено на прижиме винтами, посредством которых возможна регулировка поперечного сечения упругого элемента [1].
Известный способ реализуется с помощью оправки, которая имеет в своей конструкции быстро изнашивающее упругое кольцо, не обеспечивающее надежного контакта давильного ролика с обрабатываемой заготовкой, при этом конструкция не исключает затекания упругого кольца под давильный ролик, а это влечет за собой выровы металла в процессе врезания давильного ролика в заготовку, что приводит к сокращению производительности и срока службы оправки и быстрого износа рабочей поверхности инструмента, при этом для получения высокого качества необходимо создание больших усилий упругого элемента на ролик, а это требует использование роликов с большим радиусом профиля, что отрицательно влияет на массогабаритные параметры и не всегда осуществимо.
Задачей изобретения является расширение технологических возможностей ротационной вытяжки, повышение качества и производительности при обработке, улучшение условий деформирования и течение металла, а также снижение вероятности расширения, вспучивания металла и возникновения задиров на обрабатываемой поверхности, обеспечения надежного контакта давильного ролика с упругим кольцом, исключения затекания кольца под давильный ролик и исключения вырывов металла в процессе врезания давильного ролика в заготовку.
Поставленная задача решается предлагаемым способом ротационной вытяжки полых изделий, включающий закрепление обрабатываемой заготовки в устройстве, содержащем оправку, элемент крепления заготовки на оправке, прижим, установленное и закрепленное на прижиме соосно оправке упругое кольцо, выполненное с возможностью регулирования размера его поперечного сечения, сообщение обрабатываемой заготовки принудительного вращательного движения, сообщение давильному ролику поперечной подачи для обеспечения касания его торца с упругим кольцом устройства и входа с ним в контакт, и продольной подачи для осуществления ротационной вытяжки, причем ось давильного ролика располагают под углом скрещивания α=2…5° относительно оси заготовки, а направление вращения оправки выбирают из условия обеспечения касания и входа в контакт торца давильного ролика с упругим кольцом со стороны угла (90°-α) между продольной осью заготовки и торцом давильного ролика, при этом для закрепления заготовки используют устройство, упругое кольцо которого выполнено из пучков ворса из металлической проволоки, расположенных продольно, соединенных друг с другом упругой массой и установленных с возможностью обеспечения натяга относительно торца давильного ролика.
Сущность предлагаемого способа поясняется чертежами.
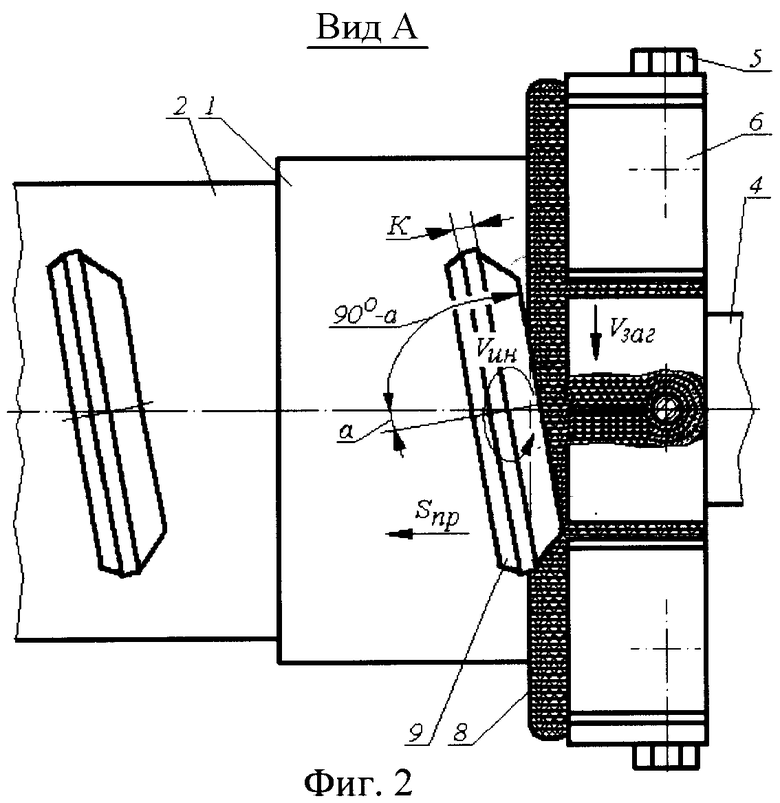
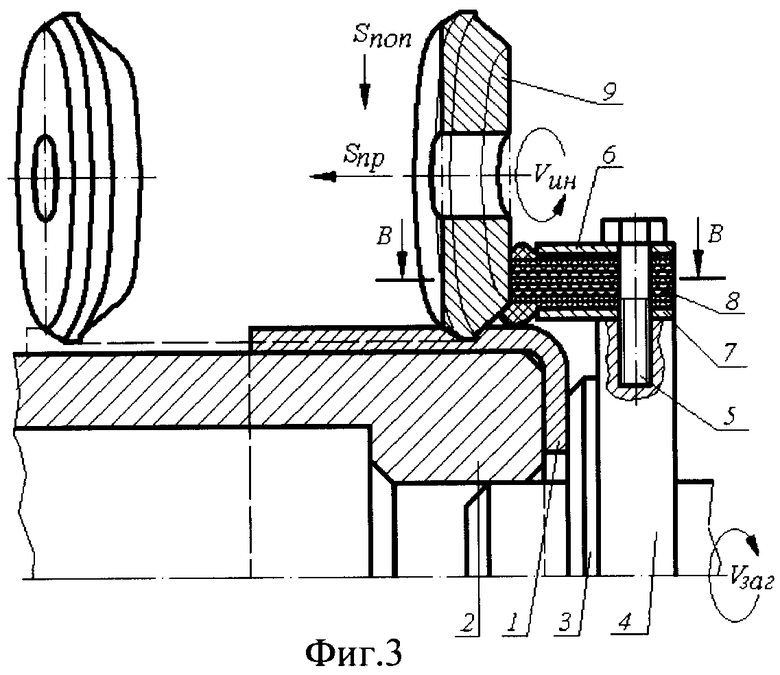
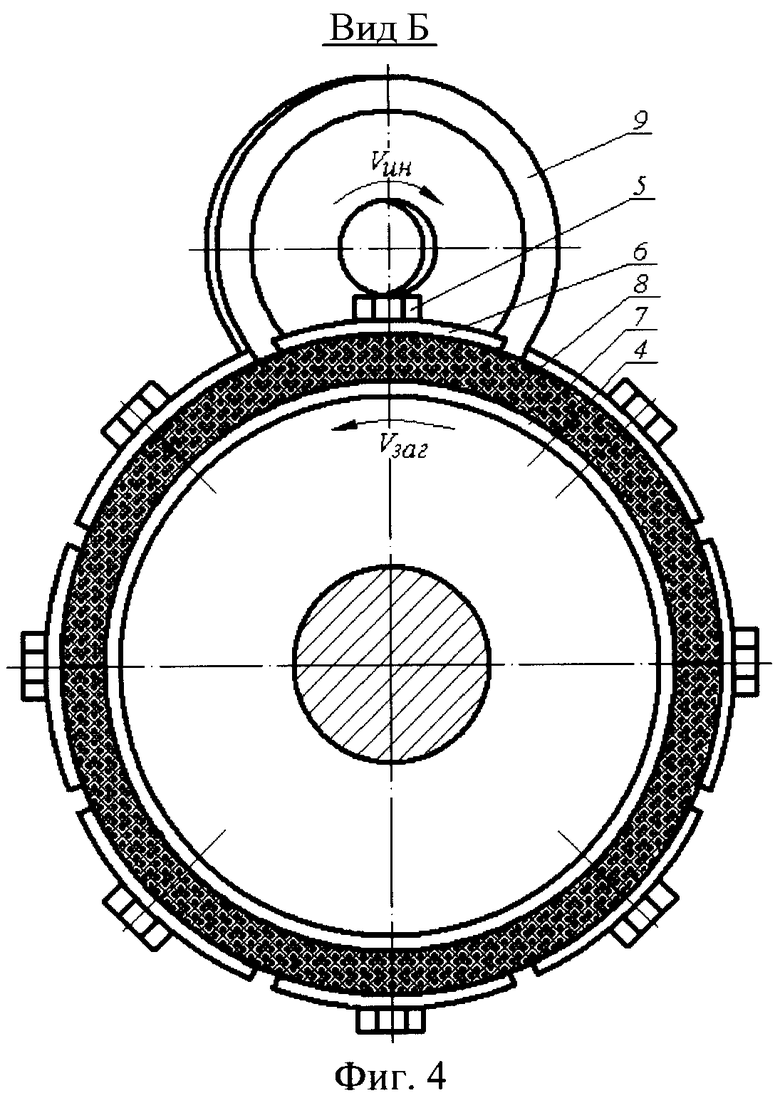
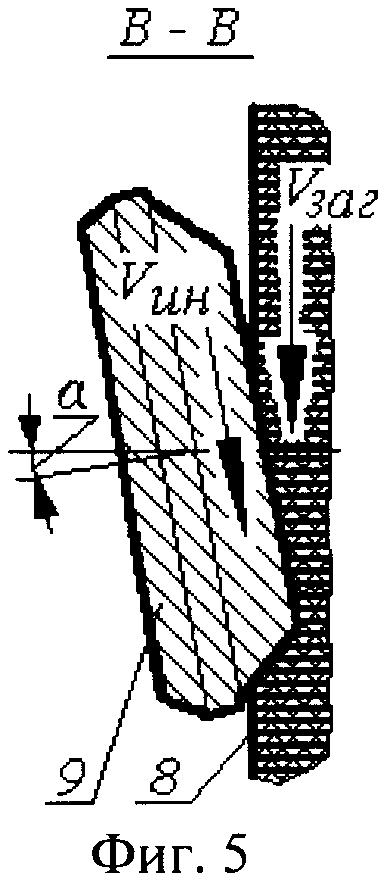
На фиг.1 изображено устройство, реализующее предлагаемый способ, продольный разрез, давильный ролик вне зоны обработки; на фиг.2 - вид сверху по А на фиг.1, слева - давильный ролик в конечном рабочем положении; на фиг.3 - продольный разрез устройства, давильный ролик в момент внедрения в заготовку, слева - давильный ролик в конечном рабочем положении; на фиг.4 - вид справа по Б на фиг.1; на фиг.5 - сечение по В-В на фиг.3, где показано движение упругого кольца и инструмента в одном направлении, исключающее проскальзывание и затекание кольца под давильный ролик.
Устройство, реализующее предлагаемый способ, предназначено для ротационной вытяжки полых изделий 1 и содержит оправку 2 и элемент 3 крепления заготовки 1 на оправке. Со стороны переднего торца оправки 2 соосно с ней расположен прижим 4, на котором с помощью винтов 5 между кольцевыми сегментами 6 и кольцом 7 установлено упругое кольцо 8.
Упругое кольцо 8 выполнено из пучков ворса 8′ из металлической проволоки, расположенных продольно относительно оси кольца и соединенных друг с другом упругой массой 8′′, например, из полиуретана СКУ-7Л или резины, которая при вулканизации прочно соединяется с металлической проволокой.
При изготовлении упругого кольца 8 плотность расположения металлической проволоки должна предусматривать зазоры, которые заполнены упругой массой.
С целью исключения затекания упругого кольца 8 под давильный ролик 9, его ось развернута под углом скрещивания α=2…5° относительно оси заготовки 1. Направление вращения VЗАГ оправки 2 выбирают таким образом, чтобы касание и вход в контакт упругого кольца 8 с торцом давильного ролика 9 было бы со стороны минимального угла (90°-α) между продольной осью заготовки и торцом ролика (см. фиг.2, 5). Согласно фиг.4 вращение VЗАГ заготовки с оправкой должно быть против часовой стрелки, а ролика - по часовой.
Работа по предлагаемому способу осуществляется следующим образом.
Заготовку 1 устанавливают на оправку 2 и с помощью элемента 3 и прижима 4 крепят заготовку на оправке с усилием РЗАЖ. Включают вращение шпинделя давильного станка (не показан), на котором установлена оправка 2. После этого включают поперечную подачу SПОП суппорта, на котором установлен давильный ролик 9. При подходе к заготовке 1 давильный ролик 9 касается задним углом упругого кольца 8, которое вращается от оправки 2 через прижим 4. При дальнейшем поперечном движении давильного ролика 9 площадь контакта его с кольцом 8 за счет упругих сил последнего увеличивается и вращение от кольца 8 передается давильному ролику 9, вследствие этого выравниваются окружные скорости вращения VЗАГ заготовки и давильного ролика VИH и при врезании его не происходит проскальзывания относительно заготовки. Пучки ворса, находящиеся в кольце и установленные с натягом i относительно торца ролика, будут прогибаться и улучшать сцепляемость с роликом, препятствуя проскальзывание его относительно заготовки.
После врезания давильного ролика 9 на необходимую глубину включают продольную подачу SПР и производят ротационную вытяжку изделия, вращение давильного ролика 9 осуществляется за счет сил трения, возникающих на поверхности контакта последнего с заготовкой.
Для обеспечения надежного контакта давильного ролика 9 с упругим кольцом 8 и исключения затекания кольца под давильный ролик регулировка поперечного сечения упругого кольца осуществляется винтами 5, момент затяжки которых определяется опытным путем.
Ротационная вытяжка заготовок полых изделий предлагаемым способом с помощью скрещивающегося давильного ролика выполняют, например, на токарных станках, имеющих привод продольной подачи, необходимую частоту вращения шпинделя и достаточную жесткость технологической системы: станок, приспособление, инструмент, заготовка. В этом случае общими требованиями к форме и геометрии давильных роликов являются большая ширина (10…30 мм) прилегания ролика к обрабатываемой поверхности, минимальная шероховатость Ra=0,32…0,080 мкм закаленной и отполированной рабочей поверхности ролика и большая жесткость технологической системы.
Однако с увеличением ширины К цилиндрического пояска на ролике уменьшается давление выглаживания и увеличивается шероховатость; в результате для достижения требуемой шероховатости необходимо осуществлять обработку с большими усилиями, что не всегда возможно из-за недостаточной жесткости технологической системы. Предлагаемые скрещивающиеся ролики с цилиндрическим пояском требуют тщательной установки относительно продольной оси заготовки.
Продольную подачу при ротационной вытяжки предлагаемым способом с помощью скрещивающегося ролика определяют по формуле:
SПР=(0,2…0,5)K/cosα,
где К - ширина цилиндрического пояска на ролике, мм;
α - угол скрещивания продольных осей заготовки и ролика, град.
При условии правильной установки такие ролики могут работать при продольных подачах в пределах 3…10 мм/об, что делает процесс ротационной вытяжки очень производительным.
В качестве ворса применяют стальную пружинную проволоку, например, диаметром 0,5…1,0 мм из стали 65Г, при этом натяг устанавливают i=1,2…1,5 мм.
Усилие прижатия упругого иглокольца к торцу ролика составляет 200...300 Н и зависит от глубины внедрения ролика в заготовку.
Выбор соответствующего давления зависит от физико-механических свойств материала проволочного ворса, от жесткости и плотности последнего, а также от натяга i.
Использование предлагаемого способа позволяет расширить технологические возможности ротационной вытяжки, повысить качество и производительность обработки, улучшить условия деформирования и течение металла, при этом снизить вероятность расширения, вспучивания металла и возникновения задиров на обрабатываемой поверхности, обеспечить надежность контакта давильного ролика с упругим кольцом, исключить затекание кольца под давильный ролик и вырывы металла в процессе врезания давильного ролика в заготовку, а также прогнозировать шероховатость и качество обрабатываемой поверхности.
Источники информации
1. Авторское свидетельство SU №1593737, МКИ B21D 22/16. Назаров В.И., Зубарев В.В., Сорокин Ю.Г., Хмелев С.В., Гладких А.А., Мальков В.П. Оправка для ротационной вытяжки полых изделий. Заявка №4466461/25-27. 26.07.88; 23.09.90. Бюл. №35.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РОТАЦИОННОЙ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2413587C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННОГО ИЗДЕЛИЯ (ВАРИАНТЫ) | 2019 |
|
RU2700225C2 |
| СПОСОБ ДАВИЛЬНОЙ УПРУГОЙ ОБРАБОТКИ | 2009 |
|
RU2416478C1 |
| ДАВИЛЬНЫЙ УПРУГИЙ ИНСТРУМЕНТ | 2009 |
|
RU2416479C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННОГО ИЗДЕЛИЯ | 2019 |
|
RU2708806C1 |
| ДАВИЛЬНЫЙ ОХВАТЫВАЮЩИЙ ИНСТРУМЕНТ - КОЛЬЦО | 2009 |
|
RU2411100C1 |
| СПОСОБ ДАВИЛЬНОЙ ОХВАТЫВАЮЩЕЙ ОБРАБОТКИ ИНСТРУМЕНТОМ-КОЛЬЦОМ | 2009 |
|
RU2414981C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2416480C1 |
| ДАВИЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2415727C1 |
| СПОСОБ ДАВИЛЬНОЙ ОБРАБОТКИ | 2009 |
|
RU2416477C1 |
Изобретение относится к обработке металлов давлением, в частности к способам ротационной вытяжки полых изделий. Закрепляют обрабатываемую заготовку в устройстве, содержащем оправку, элемент крепления заготовки на оправке, прижим, установленное и закрепленное на прижиме соосно оправке упругое кольцо, выполненное с возможностью регулирования размера его поперечного сечения. Сообщают обрабатываемой заготовке принудительное вращательное движение, а давильному ролику -поперечную подачу для обеспечения касания его торца с упругим кольцом устройства и входа с ним в контакт, и продольную подачу для осуществления ротационной вытяжки. Ось давильного ролика располагают под углом скрещивания α=2…5° относительно оси заготовки, а направление вращения оправки выбирают из условия обеспечения касания и входа в контакт торца давильного ролика с упругим кольцом со стороны угла (90°-α) между продольной осью заготовки и торцом давильного ролика. При этом для закрепления заготовки используют устройство, упругое кольцо которого выполнено из пучков ворса из металлической проволоки,, расположенных продольно, соединенных друг с другом упругой массой и установленных с возможностью обеспечения натяга относительно торца давильного ролика. Расширяются технологические возможности, повышается качество и производительность обработки. 5 ил.
Способ ротационной вытяжки полых изделий, включающий закрепление обрабатываемой заготовки в устройстве, содержащем оправку, элемент крепления заготовки на оправке, прижим, установленное и закрепленное на прижиме соосно оправке упругое кольцо, выполненное с возможностью регулирования размера его поперечного сечения, сообщение обрабатываемой заготовке принудительного вращательного движения, сообщение давильному ролику поперечной подачи для обеспечения касания его торца с упругим кольцом устройства и входа с ним в контакт и продольной подачи для осуществления ротационной вытяжки, отличающийся тем, что ось давильного ролика располагают под углом скрещивания α=2…5° относительно оси заготовки, а направление вращения оправки выбирают из условия обеспечения касания и входа в контакт торца давильного ролика с упругим кольцом со стороны угла (90°-α) между продольной осью заготовки и торцом давильного ролика, при этом для закрепления заготовки используют устройство, упругое кольцо которого выполнено из пучков ворса из металлической проволоки, расположенных продольно, соединенных друг с другом упругой массой и установленных с возможностью обеспечения натяга относительно торца давильного ролика.
| Оправка для ротационной вытяжки полых изделий | 1988 |
|
SU1593737A1 |
| ДАВИЛЬНЫЙ РОЛИК | 2002 |
|
RU2212299C1 |
| ИНСТРУМЕНТ ДЛЯ ОБКАТЫВАНИЯ | 2004 |
|
RU2277039C1 |
| DE 3843211 A, 28.06.1990. | |||

