Изобретение относится к обработке металлов давлением, в частности к устройствам для ротационной вытяжки цилиндрических оболочек, полых изделий и давильной обработки.
Известна оправка, содержащая корпус, элемент крепления заготовки на оправке винтами, при этом на прижиме соосно с оправкой установлен упругий элемент в виде кольца, например, из полиуретана, причем кольцо закреплено на прижиме винтами, посредством которых возможна регулировка поперечного сечения упругого элемента [1].
Известная оправка имеет в своей конструкции быстро изнашивающее упругое кольцо, не обеспечивающее надежного контакта давильного ролика с обрабатываемой заготовкой, при этом конструкция не исключает затекания упругого кольца под давильный ролик, а это влечет за собой выровы металла в процессе врезания давильного ролика в заготовку, что приводит к сокращению производительности и срока службы оправки и быстрого износа рабочей поверхности инсгрумента, при этом для получения высокого качества необходимо создание больших усилий упругого элемента на ролик, а это требует использования роликов с большим радиусом профиля, что отрицательно влияет на массогабаритные параметры и не всегда осуществимо.
Задачей изобретения является расширение технологических возможностей, повышение качества и производительности при обработке, улучшение условий деформирования и течение металла, а также снижение вероятности расширения, вспучивания металла и возникновения задиров на обрабатываемой поверхности, обеспечения надежного контакта давильного ролика с упругим кольцом, исключения затекания кольца под давильный ролик и исключения вырывов металла в процессе врезания давильного ролика в заготовку
Поставленная задача решается с помощью предлагаемого устройства для ротационной вытяжки полых изделий, содержащего оправку, выполненную с возможностью вращения, элемент крепления заготовки на оправке и прижим с установленным и закрепленным на нем соосно оправке упругим кольцом, выполненным с возможностью регулирования размера его поперечного сечения, а также давильный ролик, при этом упругое кольцо выполнено из пучков ворса из металлической проволоки, расположенных продольно и соединенных друг с другом упругой массой, и установлено с обеспечением натяга относительно торца давильного ролика, ось давильного ролика расположена под углом скрещивания α=2…5° относительно оси заготовки, а оправка выполнена с возможностью выбора направления ее вращения из условия обеспечения касания и входа в контакт торца давильного ролика с упругим кольцом со стороны угла (90°-α) между продольной осью заготовки и торцом давильного ролика.
Сущность конструкции предлагаемого устройства и его работа поясняются чертежами.
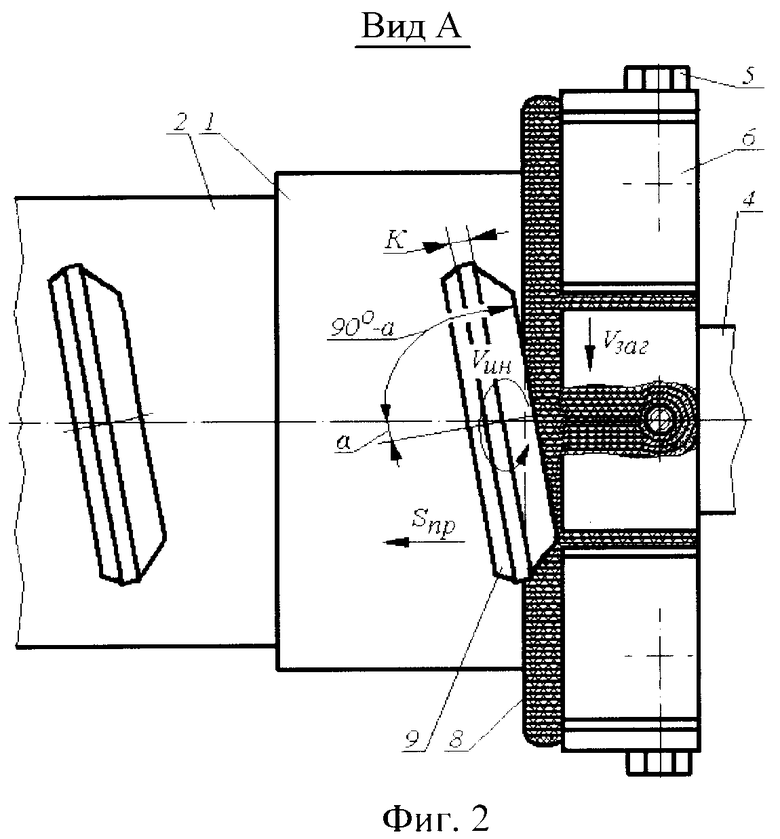
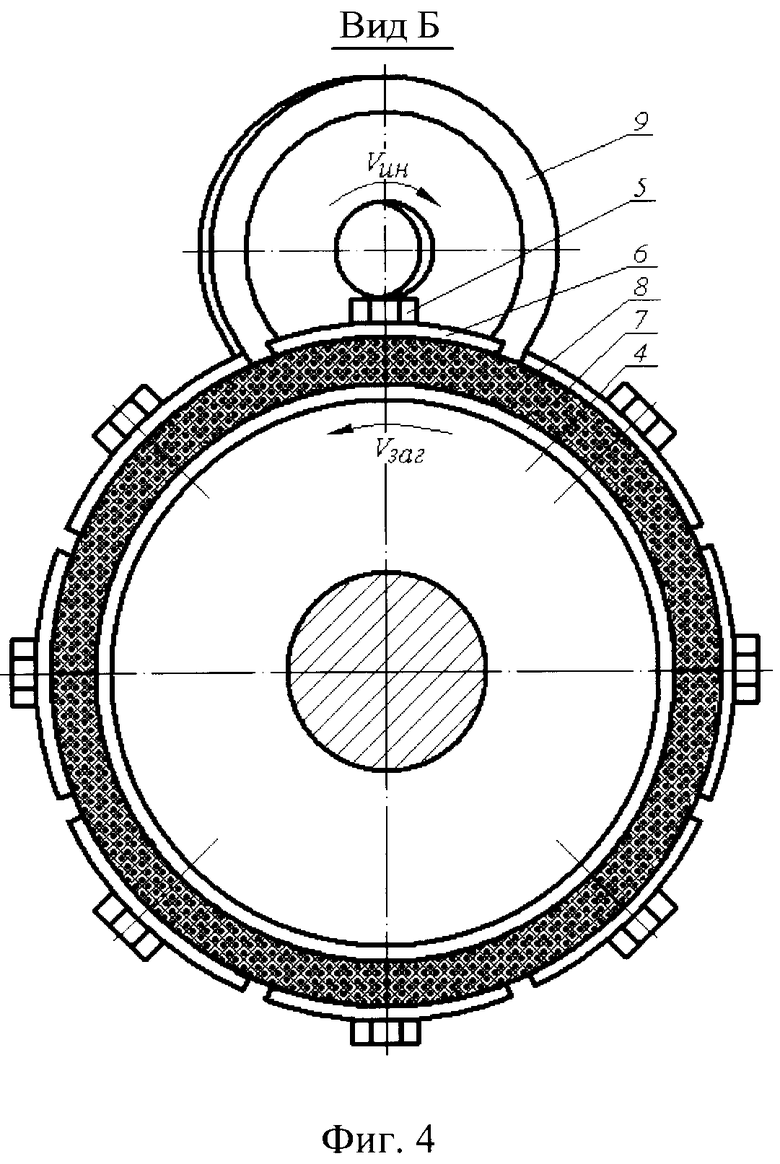
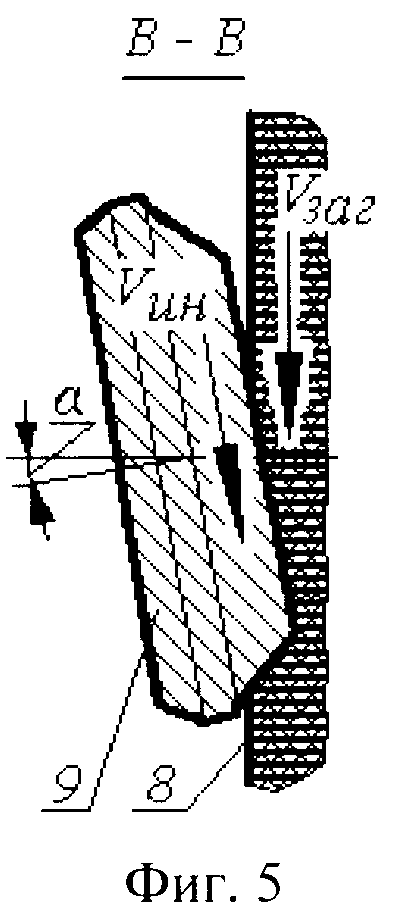
На фиг.1 изображено предлагаемое устройство, продольный разрез, давильный ролик вне зоны обработки; на фиг.2 - вид сверху по А на фиг.1, слева - давильный ролик в конечном рабочем положении; на фиг.3 - предлагаемое устройство, продольный разрез, давильный ролик в момент внедрения в заготовку, слева - давильный ролик в конечном рабочем положении; на фиг.4 - вид справа по Б на фиг.1; на фиг.5 - сечение по В-В на фиг.3, где показано движение упругого кольца и инструмента в одном направлении, исключающее проскальзывание и затекание кольца под давильный ролик.
Устройство предназначено для ротационной вытяжки полых изделий 1 и содержит оправку 2 и элемент 3 крепления заготовки 1 на оправке. Со стороны переднего торца оправки 2 соосно с ней расположен прижим 4, на котором с помощью винтов 5 между кольцевыми сегментами 6 и кольцом 7 установлено упругое кольцо 8.
Упругое кольцо 8 выполнено из пучков ворса 8′ из металлической проволоки, расположенных продольно относительно оси кольца и соединенных друг с другом упругой массой 8′′, например из полиуретана СКУ-7Л или резины, которая при вулканизации прочно соединяется с металлической проволокой.
При изготовлении упругого кольца 8 плотность расположения металлической проволоки должна предусматривать зазоры, которые заполняются упругой массой.
С целью исключения затекания упругого кольца 8 под давильный ролик 9 его ось развернута под углом скрещивания α=2…5° относительно оси заготовки 1. Направление вращения Vзаг оправки 2 выбирают таким образом, чтобы касание и вход в контакт упругого кольца 8 с торцом давильного ролика 9 было бы со стороны угла (90°-α) между продольной осью заготовки и торцом ролика (см. фиг.2, 5). Согласно фиг.4 вращение Vзаг заготовки с оправкой должно быть против часовой стрелки, а ролика - по часовой.
Устройство работает следующим образом.
Заготовку 1 устанавливают на оправку 2 и с помощью элемента 3 и прижима 4 крепят заготовку на оправке с усилием Рзаж. Включают вращение шпинделя давильного станка (не показан), на котором установлена оправка 2. После этого включают поперечную подачу Sпоп суппорта, на котором установлен давильный ролик 9. При подходе к заготовке 1 давильный ролик 9 касается задним углом упругого кольца 8, которое вращается от оправки 2 через прижим 4. При дальнейшем поперечном движении давильного ролика 9 площадь контакта его с кольцом 8 за счет упругих сил последнего увеличивается и вращение от кольца 8 передается давильному ролику 9, вследствие этого выравниваются окружные скорости вращения Vзаг заготовки и давильного ролика Vин и при врезании его не происходит проскальзывания относительно заготовки. Пучки ворса, находящиеся в кольце и установленные с натягом i относительно торца ролика, будут прогибаться и улучшать сцепляемость с роликом, препятствуя проскальзывание его относительно заготовки.
После врезания давильного ролика 9 на необходимую глубину включают продольную подачу Sпр и производят ротационную вытяжку изделия, вращение давильного ролика 9 осуществляется за счет сил трения, возникающих на поверхности контакта последнего с заготовкой.
Для обеспечения надежного контакта давильного ролика 9 с упругим кольцом 8 и исключения затекания кольца под давильный ролик регулировка поперечного сечения упругого кольца осуществляется винтами 5, момент затяжки которых определяется опытным путем.
Ротационная вытяжка заготовок полых изделий предлагаемым скрещивающимся давильным роликом выполняют на токарных станках, имеющих привод продольной подачи, необходимую частоту вращения шпинделя и достаточную жесткость технологической системы: станок, приспособление, инструмент, заготовка. В этом случае общими требованиями к форме и геометрии давильных роликов являются большая ширина (10...30 мм) прилегания ролика к обрабатываемой поверхности, минимальная шероховатость Ra=0,32...0,080 мкм закаленной и отполированной рабочей поверхности ролика и большая жесткость технологической системы.
Однако с увеличением ширины К цилиндрического пояска на ролике уменьшается давление выглаживания и увеличивается шероховатость; в результате для достижения требуемой шероховатости необходимо осуществлять обработку с большими усилиями, что не всегда возможно из-за недостаточной жесткости технологической системы. Предлагаемые скрещивающиеся ролики с цилиндрическим пояском требуют тщательной установки относительно продольной оси заготовки.
Продольную подачу при ротационной вытяжке предлагаемым скрещивающимся роликом определяют по формуле
Sпр=(0,2…0,5)K/cosα,
где К - ширина цилиндрического пояска на ролике, мм;
α - угол скрещивания продольных осей заготовки и ролика, град.
При условии правильной установки такие ролики могут работать при продольных подачах в пределах 3…10 мм/об, что делает процесс ротационной вытяжки очень производительным.
В качестве ворса применяют стальную пружинную проволоку, например, диаметром 0,5…1,0 мм из стали 65Г, при этом натяг устанавливают i=1,2…1,5 мм.
Усилие прижатия упругого иглокольца к торцу ролика составляет 200…300 Н и зависит от глубины внедрения ролика в заготовку.
Выбор соответствующего давления зависит от физико-механических свойств материала проволочного ворса, от жесткости и плотности последнего, а также от натяга i.
Использование предлагаемого устройства позволяет расширить технологические возможности ротационной вытяжки, повысить качество и производительность обработки, улучшить условий деформирования и течение металла, при этом снизить вероятность расширения, вспучивания металла и возникновения задиров на обрабатываемой поверхности, обеспечить надежность контакта давильного ролика с упругим кольцом, исключить затекание кольца под давильный ролик и вырывы металла в процессе врезания давильного ролика в заготовку, а также прогнозировать шероховатость и качество обрабатываемой поверхности.
Источники информации, принятые во внимание
1. Авторское свидетельство SU №1593737, МКИ В21D 22/16. Назаров В.И., Зубарев В.В., Сорокин Ю.Г., Хмелев С.В., Гладких А.А., Мальков В.П. Оправка для ротационной вытяжки полых изделий. Заявка №4466461/25-27. 26.07.88; 23.09.90. Бюл. №35.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2413586C1 |
| СПОСОБ ДАВИЛЬНОЙ УПРУГОЙ ОБРАБОТКИ | 2009 |
|
RU2416478C1 |
| ДАВИЛЬНЫЙ УПРУГИЙ ИНСТРУМЕНТ | 2009 |
|
RU2416479C1 |
| ДАВИЛЬНЫЙ ОХВАТЫВАЮЩИЙ ИНСТРУМЕНТ - КОЛЬЦО | 2009 |
|
RU2411100C1 |
| СПОСОБ ДАВИЛЬНОЙ ОХВАТЫВАЮЩЕЙ ОБРАБОТКИ ИНСТРУМЕНТОМ-КОЛЬЦОМ | 2009 |
|
RU2414981C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2416480C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННОГО ИЗДЕЛИЯ (ВАРИАНТЫ) | 2019 |
|
RU2700225C2 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННОГО ИЗДЕЛИЯ | 2019 |
|
RU2708806C1 |
| ДАВИЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2415727C1 |
| СПОСОБ ДАВИЛЬНОЙ ОБРАБОТКИ | 2009 |
|
RU2416477C1 |

Изобретение относится к обработке металлов давлением, в частности для ротационной вытяжки полых изделий. Устройство содержит оправку, выполненную с возможностью вращения, элемент крепления заготовки на оправке и прижим с установленным и закрепленным на нем соосно оправке упругим кольцом, выполненным с возможностью регулирования размера его поперечного сечения, а также давильный ролик. Упругое кольцо выполнено из пучков ворса из металлической проволоки, расположенных продольно и соединенных друг с другом упругой массой, и установлено с обеспечением натяга относительно торца давильного ролика, ось давильного ролика расположена под углом скрещивания относительно оси заготовок. Оправка выполнена с возможностью выбора направления ее вращения из условия обеспечения касания и входа в контакт торца давильного ролика с упругим кольцом со стороны угла между продольной осью заготовки и торцом давильного ролика. Расширяются технологические возможности, повышается качество деталей. 5 ил.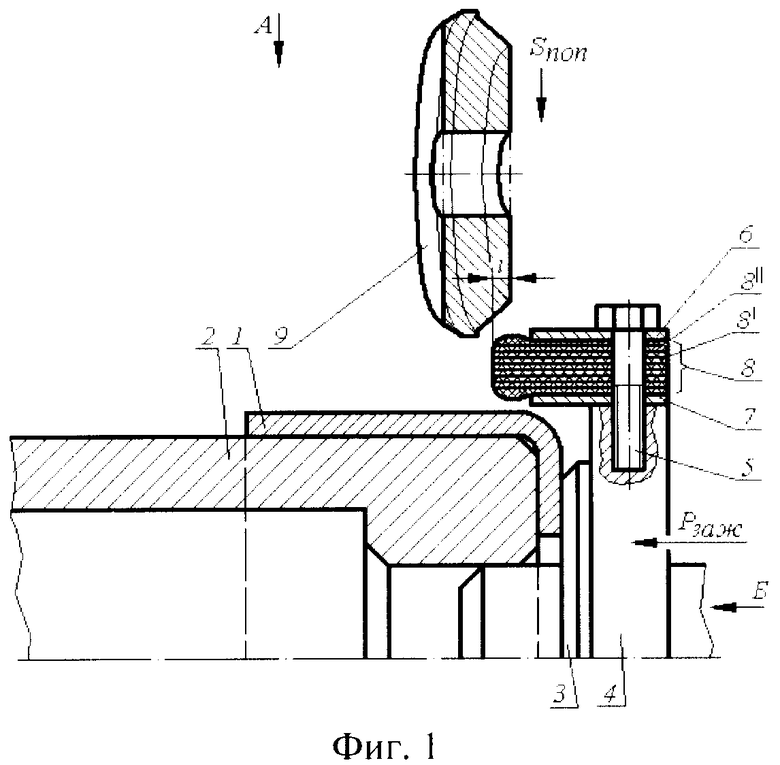
Устройство для ротационной вытяжки полых изделий, содержащее оправку, выполненную с возможностью вращения, элемент крепления заготовки на оправке и прижим с установленным и закрепленным на нем соосно оправке упругим кольцом, выполненным с возможностью регулирования размера его поперечного сечения, а также давильный ролик, отличающееся тем, что упругое кольцо выполнено из пучков ворса из металлической проволоки, расположенных продольно и соединенных друг с другом упругой массой, и установлено с обеспечением натяга относительно торца давильного ролика, ось давильного ролика расположена под углом скрещивания α=2…5° относительно оси заготовки, а оправка выполнена с возможностью выбора направления ее вращения из условия обеспечения касания и входа в контакт торца давильного ролика с упругим кольцом со стороны угла (90°-α) между продольной осью заготовки и торцом давильного ролика.
| Оправка для ротационной вытяжки полых изделий | 1988 |
|
SU1593737A1 |
| ДАВИЛЬНЫЙ РОЛИК | 2002 |
|
RU2212299C1 |
| ИНСТРУМЕНТ ДЛЯ ОБКАТЫВАНИЯ | 2004 |
|
RU2277039C1 |
| DE 3843211 А1, 28.06.1990. | |||

