Изобретение относится к устройствам для электроэрозионного и электрохимического прошивания отверстий малых диаметров 0,2-0,7 мм в электропроводящих материалах и изделиях, например в лопатках газотурбинных двигателей.
Из способа электроэрозионного прошивания глубоких отверстий известно устройство с электродом-инструментом, помещенным с зазором в оболочку и выступающим из нее. Электроду-инструменту сообщают поступательное и вращательное движение (а.с. №1514534, кл. В23Н 9/14 за 1989 г.). Недостатки этого способа следующие. Оболочка не обеспечивает устранение колебаний тонкого электрода-инструмента по всей его длине. Из-за отсутствия отверстия в электроде-инструменте подача жидкости через него отсутствует. В полости электрода-инструмента отсутствует нагрев рабочей жидкости для стабилизации ее температуры.
Наиболее близким техническим решениям, взятыми за прототип, является устройство для электроэрозионной обработки глубоких отверстий, содержащее стойку, выполненную с опорой, кондукторной втулкой и направляющими, в которых установлен ползун со шпинделем и электрод-инструмент, закрепленный в шпинделе и размещенный в кондукторной втулке, а также узел ограничения осевого отклонения электрода-инструмента (Jp пат. №3111423, кл. В23Н 9/14 за 1991 г.).
Недостатки этого устройства заключаются в следующем.
Узел ограничения осевого отклонения электрода-инструмента уменьшает эти колебания лишь по центру инструмента. Этому узлу необходим привод. Амплитуда колебаний средней части электрода-инструмента достигает 50 мм, что приводит к его «затиранию» в деталь, а следовательно, к нарушению формы и чистоты обрабатываемого отверстия. При этом не исключена возможность поломки его на входе в кондукторную втулку.
Предложенное техническое решение отличается от известного тем, что узел ограничения осевого отклонения трубчатого электрода-инструмента, с наружным диаметром ⌀0,1=0,6 мм и длиной до 400 мм, выполнен в виде подвижного кронштейна, установленного в направляющих стойки с возможностью взаимодействия с ползуном и опорой, и пружины, закрепленной концами к опоре и подвижному кронштейну соосно трубчатому электроду-инструменту.
При этом пружина выполнена в диэлектрической оболочке, а ползун и неподвижный кронштейн оснащены фиксаторами подвижного кронштейна.
Задача достигается осуществлением технического результата, заключающегося в повышении производительности обработки отверстий малого диаметра, за счет повышения жесткости электрода-инструмента.
Технический результат достигается тем, что в устройстве для электроэрозионной обработки глубоких отверстий малого диаметра, содержащем стойку, выполненную с опорой, кондукторной втулкой и направляющими, в которых установлен ползун со шпинделем, и электрод-инструмент, закрепленный в шпинделе и размещенный в кондукторной втулке, а также узел ограничения осевого отклонения электрода-инструмента, узел ограничения осевого отклонения электрода-инструмента выполнен в виде подвижного кронштейна, установленного в направляющих стойки с возможностью взаимодействия с ползуном и опорой, и пружины, закрепленной концами к опоре и подвижному кронштейну соосно электроду-инструменту.
При этом пружина выполнена в диэлектрической оболочке, установлена с возможностью подключения к регулируемому источнику тока, а ползун и опора оснащены фиксаторами подвижного кронштейна.
Размещение электрода-инструмента внутри пружины позволяет существенно снизить его колебания при обработке глубоких отверстий в заготовках. Такое выполнение устройства позволяет использовать в нем электроды длиной до 400 мм, повышая его производительность. Пропускание тока через изолированную пружину позволит нагреть рабочую жидкость до необходимой температуры и стабилизировать процесс обработки отверстий.
Размещение электрода-инструмента в пружине с небольшим зазором позволяет значительно уменьшить его колебания в процессе работы и вследствие этого улучшить качество обрабатываемых отверстий.
Техническое решение поясняется фигурами, где изображено следующее:
1 - амплитуда колебаний тонкого электрода-инструмента без узла ограничения осевого отклонения электрода-инструмента;
2 - трубчатый электрод-инструмент малого диаметра для электроэрозионного и электрохимического прошивания отверстий в начале работы;
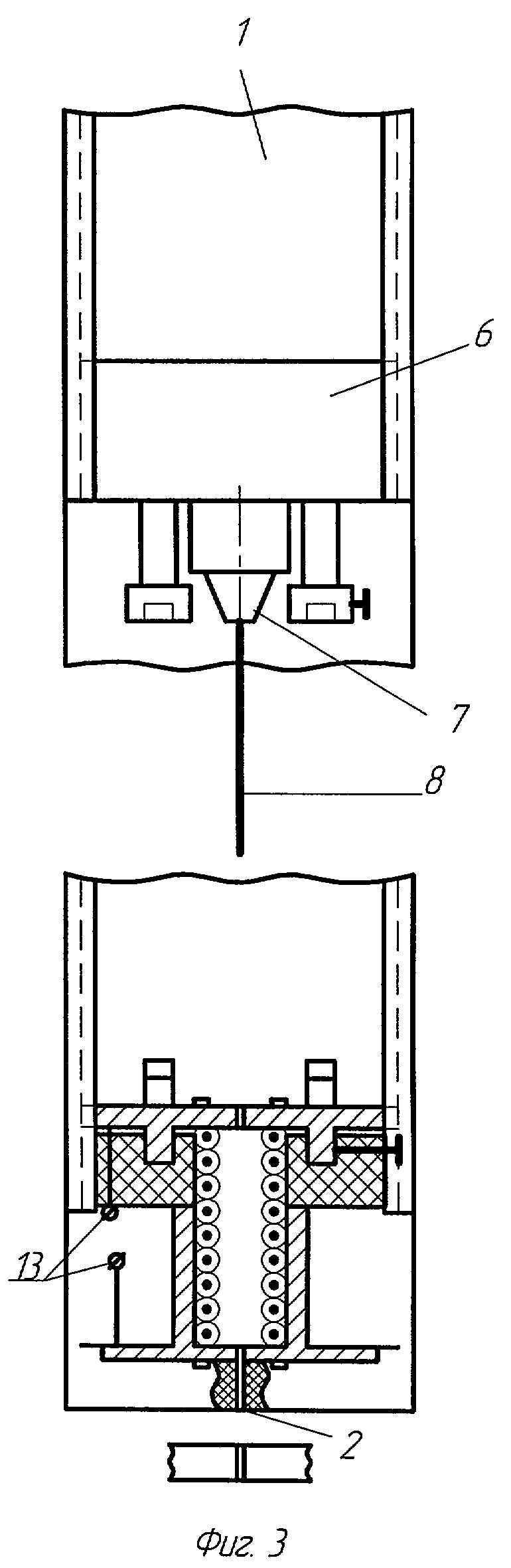
3 - положение пружины в устройстве при замене электрода-инструмента.
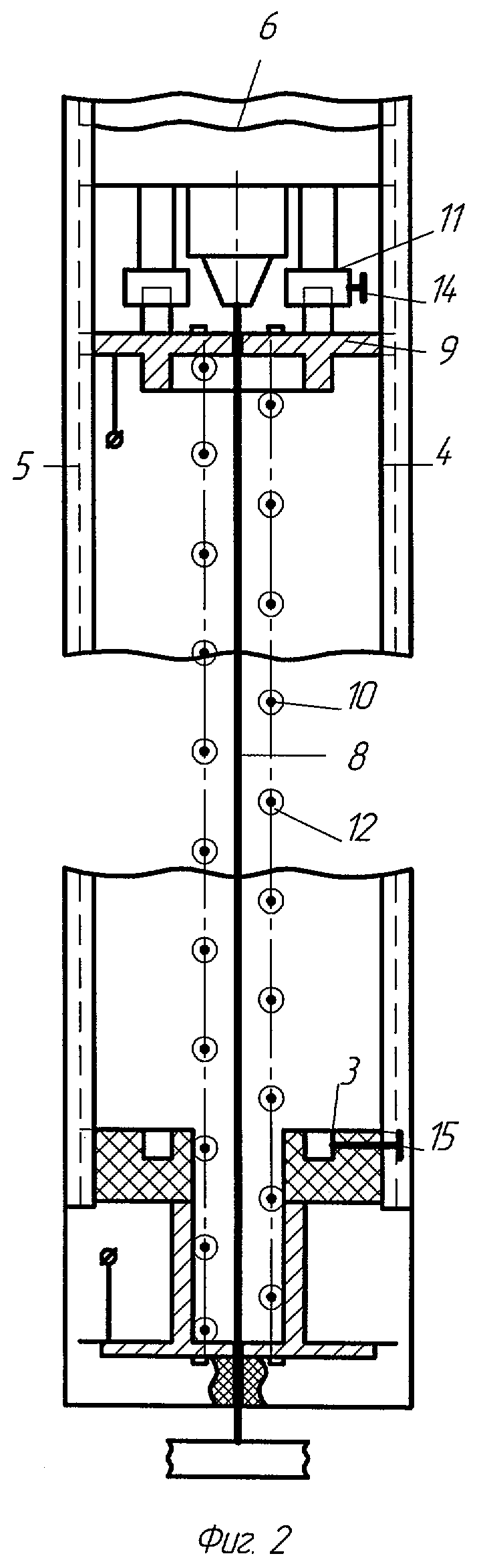
Устройство содержит стойку 1, выполненную с кондукторной втулкой 2. Кондукторная втулка 2 выполнена с опорой 3. Стойка 1 содержит направляющие 4, 5. В направляющих 4, 5 установлен ползун 6 со шпинделем 7, в котором закреплен трубчатый электрод-инструмент малого диаметра ⌀0,1-0,7 мм 8, размещенный в кондукторной втулке 2. Узел ограничения осевого отклонения электрода-инструмента 8 выполнен в виде подвижного кронштейна 9 и пружины 10. Подвижный кронштейн 9 установлен в направляющих 4, 5 с возможностью взаимодействия с подвижной опорой 11 ползуна 6 и опорой 3. Пружина 10 установлена соосно электроду-инструменту 8 в подвижном кронштейне 9 и опоре 3. Пружина 10 выполнена в диэлектрической оболочке 12 с контактами 13 для подключения к источнику тока. Подвижная опора 11 и опора 3 оснащены фиксаторами 14 и 15 соответственно.
Устройство для электроэрозионной обработки глубоких отверстий малого диаметра работает следующим образом:
Перед началом работы пружину 10 приводят в сжатое состояние. При этом подвижный кронштейн 9 закрепляют фиксатором 15 (см. фиг.3). Ползун 6 со шпинделем 7 перемещают в крайнее верхнее положение (фиг.2). Вводят нижний конец трубчатого электрода-инструмента 8 в кондукторную втулку 2, а верхний - в шпиндель 7. После этого освобождают подвижный кронштейн 9 от фиксатора 15 и по направляющим 4 и 5 перемещают его с пружиной 10, растягивая последнюю, в верхнее положение. Закрепляют подвижный кронштейн 9 на подвижной опоре 11 фиксатором 14. Включают нагрев пружины 10 посредством контактов 13 и стабилизируют температуру рабочей жидкости до 26…30°С в трубчатом электроде-инструменте 8. Вращают шпиндель 7 и трубчатый электрод-инструмент 8 обрабатывает отверстие детали. По мере выработки трубчатого электрода-инструмента 8 ползун 6 со шпинделем 7 опускается по направляющим 4 и 5. После обработки ряда отверстий пружина 10 сжимается до полного соприкосновения витков. При этом подвижный кронштейн 9 закрепляют фиксатором 15 в опоре 3 и отсоединяют его от подвижной опоры 11 ползуна 6. Ползун 6 со шпинделем 7 перемещают в крайнее верхнее положение. После этого заменяют изношенный трубчатый электрод-инструмент 8 на новый, и рабочий цикл продолжается.
Пример выполнения рабочей операции:
Обрабатывают деталь - турбинную лопатку из жаропрочного сплава.
Электрод-инструмент - латунная трубка с наружным диаметром 0,3 мм. Рабочая жидкость - электролит - водный раствор нейтральных солей. Трубчатый электрод-инструмент устанавливают в шпиндель станка и кондукторную втулку. При этом пружина растягивается подвижным кронштейном, который в свою очередь закрепляют на подвижной опоре фиксатором. Включают вращение шпинделя с закрепленным в нем трубчатым электродом-инструментом n=120 об/мин. Включают прокачку рабочей жидкости через внутреннее отверстие трубчатого электрода-инструмента и нагрев пружины. Осуществляют рабочую подачу электрода-инструмента. Скорость подачи - 9 мм/мин. Врезанием трубчатого электрода-инструмента в поверхность детали и производится обработка (прошивка) отверстия на глубину 7 мм. Диаметр полученного отверстия 0,6 мм.
Устройство для электроэрозионной обработки глубоких отверстий за счет ограничения осевого отклонения обеспечивает качественную обработку отверстий малого диаметра с использованием длинных электродов-инструментов. При этом повышается производительность труда за счет сокращения частоты замены электрода-инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Устройство для многоэлектродной электроэрозионной обработки | 1979 |
|
SU931341A2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2008 |
|
RU2378089C1 |
| Приспособление для электроэрозионной обработки | 1977 |
|
SU707747A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Станок для электроэрозионной обработки прецизионных отверстий | 1976 |
|
SU865588A1 |
| СПОСОБ ГЛУБОКОЙ ПЕРФОРАЦИИ ОБСАЖЕННЫХ СКВАЖИН И ПЕРФОРАЦИОННОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2286442C1 |
| Устройство для размерной электрохимической обработки винтовых поверхностей | 1988 |
|
SU1535682A1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088381C1 |
| Станок для сверления глубоких отверстий | 1986 |
|
SU1349889A1 |
Изобретение относится к устройствам для электроэрозионного и электрохимического прошивания отверстий малых диаметров в электропроводящих материалах и изделиях, например в лопатках газотурбинных двигателей. Устройство содержит стойку, выполненную с опорой, кондукторной втулкой и направляющими, в которых установлен ползун со шпинделем, и электрод-инструмент, закрепленный в шпинделе и размещенный в кондукторной втулке, а также узел ограничения осевого отклонения электрода-инструмента. Узел ограничения осевого отклонения электрода-инструмента выполнен в виде подвижного кронштейна, установленного в направляющих стойки с возможностью взаимодействия с ползуном и опорой, и пружины, закрепленной концами к опоре и подвижному кронштейну соосно электроду-инструменту. При этом пружина выполнена в диэлектрической оболочке и установлена с возможностью подключения к регулируемому источнику тока. Ползун и опора оснащены фиксаторами подвижного кронштейна. Изобретение позволяет ограничить осевые отклонения используемых длинных электродов-инструментов, повысить производительность обработки отверстий малого диаметра и обеспечивает качественную обработку отверстий малого диаметра. 3 з.п. ф-лы, 3 ил.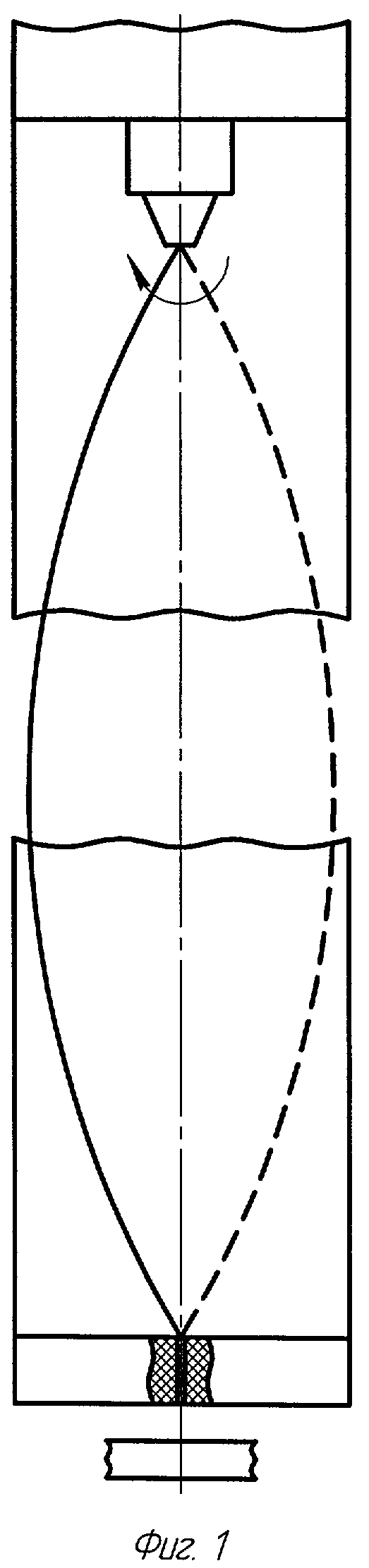
1. Устройство для электроэрозионной обработки глубоких отверстий малого диаметра, содержащее стойку, выполненную с опорой, кондукторной втулкой и направляющими, в которых установлен ползун со шпинделем, и электрод-инструмент, закрепленный в шпинделе и размещенный в кондукторной втулке, а также узел ограничения осевого отклонения электрода-инструмента, отличающееся тем, что узел ограничения осевого отклонения электрода-инструмента выполнен в виде подвижного кронштейна, установленного в направляющих стойки с возможностью взаимодействия с ползуном и опорой, и пружины, закрепленной концами к опоре и подвижному кронштейну соосно электроду-инструменту.
2. Устройство по п.1, отличающееся тем, что пружина выполнена в диэлектрической оболочке.
3. Устройство по п.1 или 2, отличающееся тем, что пружина установлена с возможностью подключения к регулируемому источнику тока.
4. Устройство по п.1, отличающееся тем, что ползун и опора оснащены фиксаторами подвижного кронштейна.
| JP 3111423 В2, 20.11.2000 | |||
| Устройство для электроэрозионной прошивки отверстий | 1986 |
|
SU1664484A1 |
| SU 1514534 А, 15.10.1989 | |||
| Приспособление для электроэрозионной обработки | 1977 |
|
SU707747A1 |
| JP 60255322 A, 17.12.1985. | |||

