Изобретение относится к способу нанесения печатного рисунка на облицовочную панель, в частности на облицовочную панель для облицовки основания, к примеру пола, причем облицовочная панель включает в себя:
- предназначенную для установки на основание опорную поверхность и обращенную от опорной поверхности лицевую поверхность,
- две пары противолежащих друг другу боковых кромок, из которых, по меньшей мере, одна снабжена стыковочными средствами для соединения двух, выполненных идентично в отношении стыковочных средств панелей,
причем, по меньшей мере, один лицевой участок поверхности стыковочных средств имеет нормаль к поверхности, которая включает в себя компоненту, ориентированную в том же направлении, что и нормаль к лицевой поверхности, и
причем этот, по меньшей мере, один лицевой участок в направлении по высоте панели располагается между лицевой поверхностью и опорной поверхностью,
причем при осуществлении способа:
- облицовочная панель для нанесения на нее печатного рисунка проводится под печатающим агрегатом, причем на лицевую поверхность бесконтактно наносится первый заданный рисунок, и
- по меньшей мере, на одну часть лицевого участка поверхности стыковочного средства наносится второй заданный рисунок.
Затем, когда множество таких облицовочных панелей соединены друг с другом, можно увидеть только лицевую поверхность панелей, а не те участки поверхности стыковочных средств, которые наблюдатель может увидеть на неуложенной панели с того же направления, с которого он может увидеть и лицевую поверхность, то есть те участки поверхности, нормали к которым имеют компоненту, ориентированную в том же направлении, что и нормаль к лицевой поверхности. Правда, в последнее время на этих участках поверхности предусматривают дополнительную информацию, к примеру название или логотип изготовителя. Эта дополнительная информация наносится на стыковочные средства на независимом от рабочего этапа нанесения первого заданного печатного рисунка на лицевую поверхность панели рабочем этапе, к примеру, после того, как декоративная бумага была спрессована с материалом основы панели, и стыковочные средства были образованы посредством фрезерования.
Использование бесконтактного способа печати в принципе известно из уровня техники. В частности, следует сослаться на общеизвестный струйный способ печати, при котором работающий бесконтактным способом печатающий агрегат, то есть печатающий агрегат, который не вступает в контакт с предназначенной для нанесения на нее печатного рисунка поверхностью, с помощью большого количества распыляющих элементов выдает рабочую среду, к примеру чернила, в направлении предназначенной для нанесения на нее печатного рисунка поверхности.
Исходя из описанного ранее уровня техники, задачей изобретения является упрощение представленного в начале способа.
Эта задача решается в соответствии с изобретением посредством способа ранее указанного типа, при котором первый заданный рисунок и второй заданный рисунок за один этап процесса печати бесконтактным способом наносятся на облицовочную панель, причем принимается в расчет различный зазор от лицевой поверхности и, по меньшей мере, одной части лицевого участка поверхности стыковочных средств до печатающего агрегата посредством учитывающей соответствующий зазор выработки подающихся на печатающий агрегат для его регулировки управляющих сигналов.
Благодаря тому, что и второй заданный рисунок наносят на панель бесконтактным способом, оба рисунка могут наноситься на панель за один и тот же рабочий ход. Чтобы иметь возможность предотвратить при этом то обстоятельство, что отличие зазора от поверхности панели, на которую наносится первый заданный рисунок, до печатающего агрегата и зазора до поверхности панели, на которую наносится второй заданный рисунок, приводит к искажению общего рисунка, образованного посредством первого заданного рисунка и второго заданного рисунка, подаваемые на печатающий агрегат с целью его регулировки управляющие сигналы могут регулироваться с учетом соответствующего зазора.
В соответствии с первым вариантом предлагается, чтобы печатающий агрегат выдавал рабочую среду для нанесения первого заданного рисунка и рабочую среду для нанесения второго заданного рисунка с различной регулировкой по времени. Эта различная регулировка по времени может задаваться печатающему агрегату либо извне, к примеру от управляющего печатающим агрегатом устройства управления (децентрализованный интеллектуальный терминал), либо генерироваться самим печатающим агрегатом (центральный интеллектуальный терминал). Как правило, печатающий агрегат должен выдать рабочую среду тем быстрее, чем больше зазор между предназначенной для нанесения на нее печатного рисунка поверхностью и печатающим агрегатом. Другим параметром, который должен учитываться при регулировке по времени печатающего агрегата, является скорость подачи, с которой панель продвигается мимо печатающего агрегата. Чем выше эта скорость подачи, тем раньше печатающий агрегат должен выдать рабочую среду. В предпочтительном варианте панель, проходящая мимо печатающего агрегата, осуществляет абсолютно линейное перемещение с постоянной скоростью подачи.
Дополнительно или в качестве альтернативы к первому варианту возможно, однако, также снабдить подаваемый на печатающий агрегат общий рисунок обратным искажением первого заданного рисунка и второго заданного рисунка, которое выполнено таким образом, что оно выравнивает искажение при печати, так что, в общем и целом, получается желаемый общий рисунок. Если в данном случае работают с жестко заданным обратным искажением, то панель должна перемещаться мимо печатающего агрегата со скоростью подачи, соответствующей данному обратному искажению.
Как уже упоминалось ранее, при выработке подаваемых на печатающий агрегат для его регулировки управляющих сигналов может учитываться, по меньшей мере, один следующий параметр, к примеру скорость подачи, с которой панель продвигается мимо печатающего агрегата.
Чтобы иметь возможность придать устройству для осуществления способа в соответствии с изобретением как можно более простую конструкцию, в варианте осуществления изобретения предлагается, чтобы печатающий агрегат во время осуществления процесса печати сохранял постоянное относительное положение по отношению к предназначенной для нанесения на нее печатного рисунка панели, в предпочтительном варианте был расположен стационарно.
В принципе, посредством способа в соответствии с изобретением печатный рисунок может наноситься на все без исключения стыковочные средства панели, то есть как на те стыковочные средства, которые сопряжены с последующими или предыдущими боковыми кромками в направлении перемещения панели, так и на те стыковочные средства, которые сопряжены с обеими боковыми кромками в направлении перемещения панели. У стыковочных средств, сопряженных с последующей боковой кромкой в направлении перемещения панели, может, правда, появиться проблема «затенения», по меньшей мере, одного участка поверхности этих стыковочных средств посредством последующей боковой кромки в направлении перемещения панели. Чтобы можно было нанести максимально полноценный печатный рисунок и на сопряженное с последующей боковой кромкой в направлении перемещения панели стыковочное средство, в варианте осуществления изобретения предлагается установить печатающий агрегат таким образом, чтобы он придавал выходящей из него рабочей среде компоненту скорости, ориентированную в направлении перемещения панели относительно печатающего агрегата в процессе печати. Таким образом, относительная скорость между рабочей средой и панелью в направлении перемещения панели может быть, по меньшей мере, снижена, если не полностью сведена к нулю или, тем самым, скомпенсирована. Таким образом, «затененный» последующей боковой кромкой панели участок поверхности сопряженного с этой боковой кромкой стыковочного средства может, по меньшей мере, уменьшиться, если не полностью исчезнуть.
Следует добавить также, что лицевая поверхность проходит, в принципе, в основном, по плоскости, однако, она может, все же, иметь иной контур за счет углублений и выпуклостей, к примеру, чтобы придать панели структуру поверхности, которая оптически или/и органолептически соответствует первому заданному рисунку. К примеру, благодаря этому можно повторить узорчатость заданного типа древесины или структуру поверхности каменной плитки, включая предусмотренные между ними стыки.
Панель может иметь сердцевину, которая снабжена имеющим лицевую поверхность декоративным слоем и имеющим опорную поверхность обратным слоем. Сердцевина может быть образована, к примеру, из МДФ-плиты или/и ХДФ-плиты, или/и ОСБ-плиты, или/и фанерной плиты, или/и многослойной плиты, или/и древесно-стружечной плиты. Декоративный слой может быть образован, к примеру, посредством ламината или/и фанеры, включающих в себя, по меньшей мере, один бумажный слой, или может быть слоем, содержащим пробку, или/и, по меньшей мере, один текстильный материал, или/и, по меньшей мере, один синтетический материал, и/или, по меньшей мере, один минерал, или/и может быть образован из линолеума, или/и из каучука, или/и из резины, причем лицевая поверхность выполнена, соответственно, с возможностью нанесения на нее печатного рисунка. Обратный слой может быть также выполнен в виде одного или нескольких слоев пропитанной искусственной смолой бумаги или/и как слой, включающий фанеру, или/и пробку, или/и, по меньшей мере, один текстильный материал, или/и, по меньшей мере, один синтетический материал, и/или, по меньшей мере, один минерал, или/и может быть образован из линолеума, или/и из каучука, или/и из резины.
Следует добавить к тому же, что при помощи способа в соответствии с изобретением на панели могут быть нанесены не только вторые заданные рисунки, которые не зависят от первого заданного рисунка, но и возможно обеспечить переход первого заданного рисунка и второго заданного рисунка друг в друга. Таким образом, возможно, к примеру, наносить на стыковочные средства и печатный рисунок древесной структуры, в результате чего панель, в общем и целом, приобретает внешний вид панели из древесного массива.
Изобретение разъясняется далее на основании приложенных чертежей, на которых изображено:
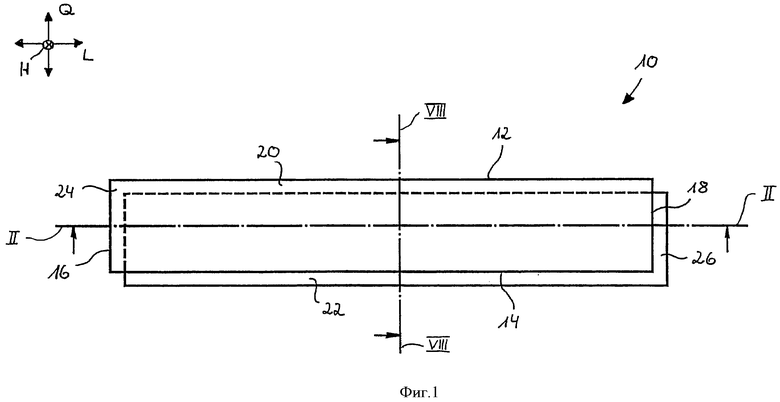
фиг.1 схематичный вид сверху облицовочной панели;
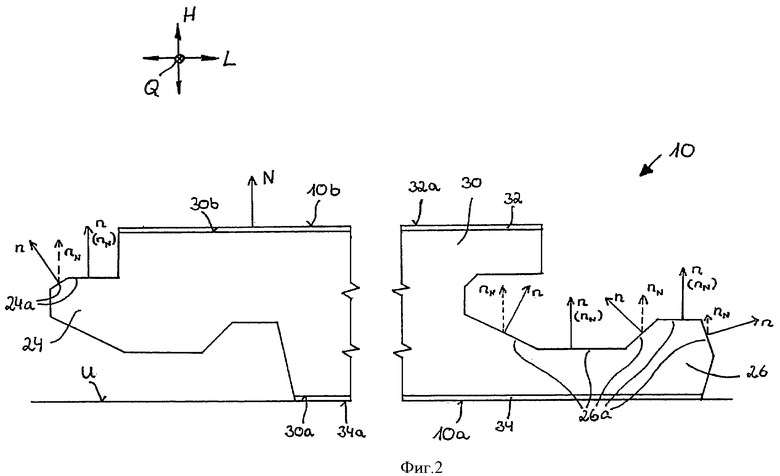
фиг.2 разрез вдоль линии II-II с фиг.1 взятой в качестве примера осуществления изобретения облицовочной панели;
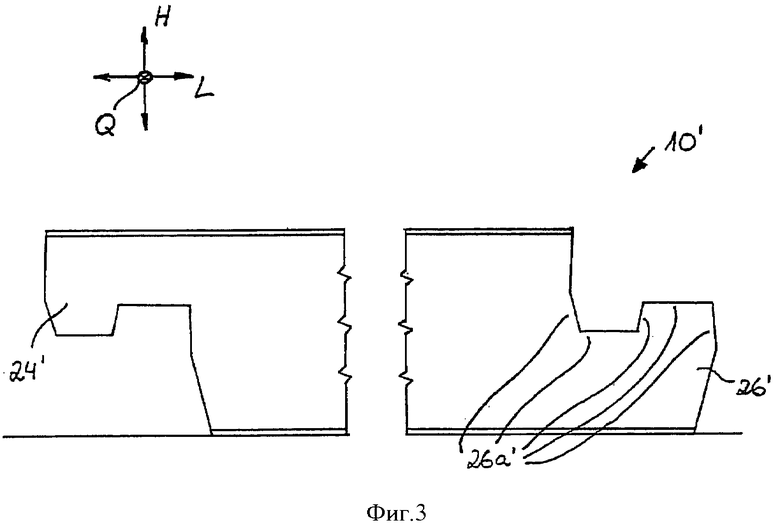
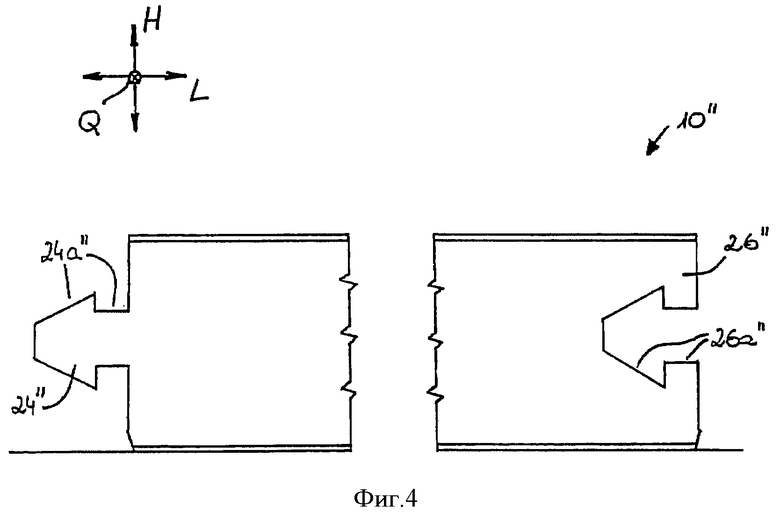
фиг.3 и 4 аналогичные фиг.2 виды облицовочных панелей альтернативных вариантов осуществления;
фиг.5 аналогичный фиг.2 вид, который представляет схематичный упрощенный вариант осуществления облицовочной панели;
фиг.6 аналогичный фиг.5 вид для разъяснения способа в соответствии с изобретением;
фиг.7 аналогичный фиг.6 вид, причем изображено лишь последующее стыковочное средство для пояснения измененного варианта осуществления способа в соответствии с изобретением;
фиг.8 схематичный разрез облицовочной панели вдоль линии VIII-VIII с фиг.1 во время осуществления процесса печати.
На фиг.1 представлена облицовочная панель 10. Панель 10 выполнена прямоугольной и имеет две расположенные параллельно друг другу боковые кромки 12 и 14 проходящих в продольном направлении L длинных сторон панели 10, а также две расположенные параллельно друг другу боковые кромки 16 и 18 проходящих в поперечном направлении Q коротких сторон панели 10. Обе пары 12/14 и 16/18 боковых кромок снабжены стыковочными средствами 20 и 22 или 24 и 26.
Фиг.2 демонстрирует продольный разрез облицовочной панели 10 вдоль линии II-II на фиг.1. Как можно увидеть на фиг.2, стыковочные средства 24 и 26 панели 10 могут быть выполнены в виде так называемых угольниковых стыковочных средств типа «Angling», которые посредством поворота вокруг оси, проходящей, в основном, параллельно соответствующей боковой кромке, с заходом друг в друга могут соединяться между собой. Панель 10 имеет предназначенную для установки на основание U опорную поверхность 10а и обращенную от опорной поверхности 10а лицевую поверхность 10b. Далее панель 10 включает в себя сердцевину 30, изготовленную, к примеру, с использованием древесных волокон или/и древесной стружки, и может быть образована, к примеру, из МДФ-плиты, ХДФ-плиты, ОСБ-плиты, фанерной плиты, многослойной плиты, древесно-стружечной плиты или тому подобное. На относящейся к лицевой поверхности 10b поверхности 30b сердцевина 30 покрыта декоративным слоем 32, поверхность которого 32а образует лицевую поверхность 10b панели 10. Аналогичным образом на относящейся к опорной поверхности 10а поверхности 30а сердцевина 30 покрыта обратным слоем 34, поверхность которого 34а образует опорную поверхность 10а панели 10.
Декоративный слой 32 может быть образован, к примеру, посредством ламината или/и фанеры, включающих в себя, по меньшей мере, один предпочтительно пропитанный искусственной смолой бумажный слой, или может быть слоем, содержащим пробку, или/и, по меньшей мере, один текстильный материал, или/и, по меньшей мере, один синтетический материал, и/или, по меньшей мере, один минерал, или/и может быть образован из линолеума, или/и из каучука, или/и из резины. Обратный слой 34 может быть также выполнен в виде одного или нескольких слоев пропитанной искусственной смолой бумаги или/и как слой, содержащий фанеру, или/и пробку, или/и, по меньшей мере, один текстильный материал, или/и, по меньшей мере, один синтетический материал, и/или, по меньшей мере, один минерал, или/и может быть образован из линолеума, или/и из каучука, или/и из резины. Кроме того, декоративный слой 32 может иметь профиль, который позволяет представить панель оптически и органолептически в более привлекательном виде, к примеру, посредством того, что имитируется естественная узорчатость древесины или камня. Несмотря на такое возможное оконтуривание, декоративный слой 32 может рассматриваться, в основном, как плоский и проходящий параллельно обратному слою 34. Таким образом, возможно соотносить, в основном, плоскую и проходящую параллельно лицевой поверхности 10b поверхность с нормалью N к поверхности.
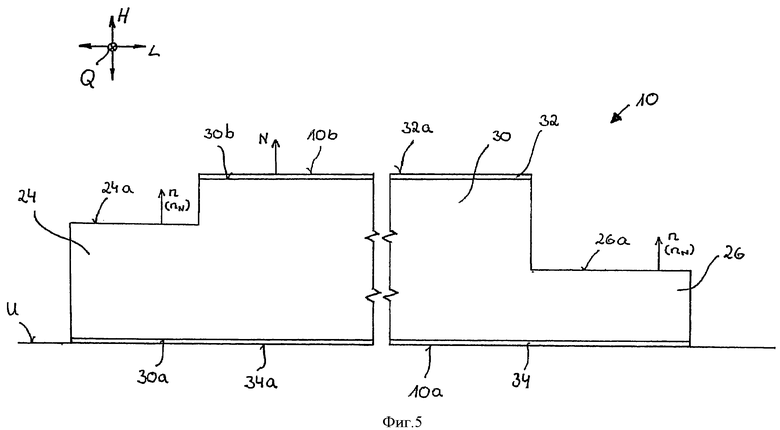
Панель 10 имеет на поверхностях стыковочных средств 24, 26, по меньшей мере, один лицевой участок 24а, 26а, отличающийся тем, что нормаль n к его поверхности включает в себя компоненту nN, которая ориентирована в том же направлении, что и нормаль N к лицевой поверхности 10b. Под термином «направление» при этом следует понимать одинаковое направление (на фиг.2 вверх). Кроме того, следует указать на то, что «лицевой участок» согласно определенному ранее значению термина «направление» не обязательно фактически должен быть виден для наблюдателя.
На фиг.3 и 4 представлены два следующих примера осуществления облицовочных панелей 10' (фиг.3) или 10" (фиг.4), которые выполнены с использованием другого типа стыковочных средств 24', 26' (фиг.3) или 24", 26" (фиг.4). В частности, стыковочные средства 24', 26' в соответствии с фиг.3 выполнены как стыковочные средства типа «Fold down», то есть как стыковочные средств, которые посредством простого сцепления друг с другом в направлении Н (см. фиг.1), в основном ортогональной плоскости панели, могут соединяться между собой. В то время как стыковочное средство 26' имеет несколько лицевых участков 26а', согласно определенному ранее значению термина, стыковочное средство 24' не имеет таких лицевых участков. Стыковочные средств 24", 26" в соответствии с фиг.4 выполнены как стыковочные средства типа «Snap», то есть как стыковочные средства, которые посредством, в основном, плоскостного вхождения друг в друга и стопорения могут соединяться между собой. Оба стыковочных средства 24", 26" имеют лицевые участки 24а", 26а", причем лицевые участки 26а" не полностью видимы для наблюдателя.
Не изображенные на фиг.2-4 стыковочные средства 20, 22 на длинных сторонах 12, 14 панели 10 могут быть также выполнены в виде стыковочных средств типа «Angling», «Fold Down» или «Snap», причем стыковочные средства 20, 22 на длинных сторонах 12, 14 и стыковочные средства 24, 26 на коротких сторонах 16, 18 панели 10 не обязательно должны быть выполнены идентичными друг другу. Известны, правда, такие панели, у которых как длинные стороны 12, 14, так и короткие стороны 16, 18 снабжены стыковочными средствами типа «Angling» или типа «Snap». Однако известны и такие панели, у которых длинные стороны 12, 14 снабжены стыковочными средствами типа «Angling» или типа «Snap», а короткие стороны 16, 18, напротив, снабжены стыковочными средствами типа «Fold Down». Решающим является, однако, то, что множество выполненных идентично в отношении стыковочных средств панелей могут образовать стабильную облицовку основания U.
Фиг.5 демонстрирует вид панели 10, аналогичный виду, представленному на фиг.2, причем стыковочные средства 24, 26 изображены лишь очень схематично, то есть с сильно упрощенной геометрией профиля. В частности, оба стыковочных средства 24, 26 имеют, соответственно, лишь один единственный лицевой участок 24а, 26а, нормаль n к поверхности которого проходит к тому же параллельно нормали N к лицевой поверхности 10b панели 10. Правда, как можно легко увидеть, посредством стыковочных средств 24, 26, так как они изображены на фиг.5, а также и на последующих фиг.6, 7 и 8, нельзя добиться никакого соединения. Упрощенное изображение этих стыковочных средств служит, однако, для того, чтобы лучше пояснить описанную выше проблему и решение в соответствии с изобретением. Разъясненный далее принцип может применяться также и при более сложной геометрии профиля, к примеру, представленной в вариантах осуществления на фиг.2, 3 и 4.
Фиг.6 демонстрирует панель 10 в упрощенном изображении, в соответствии с фиг.5, когда она с постоянной скоростью vp линейно проводится в продольном направлении L панели 10 под работающим бесконтактным методом печатающим агрегатом 36, который может быть, к примеру, струйным печатающим агрегатом. На практике оказалось предпочтительно, если панель 10 в положении «лежа» проводится в горизонтальной плоскости, в то время как печатающий агрегат 36 располагается с возможностью прохождения над этой горизонтальной плоскостью и обычно параллельно ей (сравнить с фиг.8). Печатающий агрегат 36 смонтирован при этом неподвижным образом на жесткой раме и имеет большое количество распыляющих форсунок (сравнить с фиг.8), из которых на фиг.6 схематично представлена лишь одна распыляющая форсунка 36а.
На фиг.6 изображен, кроме того, (направленный влево) временной луч t. На этом временном луче отображены различные моменты времени от Т1 до Т5, на которые даются ссылки в ходе последующего обсуждения. При этом для двух моментов времени Т2, Т4 процесса печати относительное положение печатающего агрегата 36 представлено относительно панели 10.
В то время, когда панель 10 проводится под печатающим агрегатом 36, печатающий агрегат сначала наносит обозначенный штрихпунктирной линией (штрих - точка - точка - штрих) рисунок на лицевой участок 26а стыковочного средства 26, затем обозначенный штрихпунктирной линией (штрих - точка - штрих) рисунок на лицевую поверхность 10b панели 10 и в заключение обозначенный пунктирной линией (длинный штрих - короткий штрих) рисунок на лицевой участок 24а стыковочного средства 24. В процессе печати капельки чернил выходят из распыляющих форсунок 36а печатающего агрегата 36 (в неподвижной относительно печатающего агрегата 36 системе координат) с постоянной скоростью vT в направлении, перпендикулярном горизонтальной плоскости, в которой линейно проводится панель. Смотря со стороны панели 10, то есть в неподвижной относительно панели 10 системе координат, капельки чернил попадают на лицевой участок 26а или на лицевую поверхность 10b, или на лицевой участок 24а, однако, не ортогонально, а под углом α, который меньше 90°. Этот угол а в значительной степени зависит от соотношения между скоростью vT чернил, которая задана конструктивным исполнением печатающего агрегата 36, и скоростью vP панели 10, которая при известных условиях может регулироваться.
Чтобы нанести печатный рисунок на лицевой участок 26а стыковочного средства 26, печатающий агрегат начинает процесс печати в момент времени Т1, то есть с опережением по времени ZV1 по отношению к самой крайней боковой кромке 38 стыковочного средства 26, которая к моменту времени Т1 еще не находится вертикально под распыляющей форсункой 36а печатающего агрегата 36. Величина данного опережения по времени ZV1 зависит от угла α и от зазора Н2 между лицевым участком 26а и распылительной форсункой 36а. Печатающий агрегат 36 заканчивает процесс нанесения печатного рисунка на лицевом участке 26а в момент времени Т2, причем момент времени Т2 применительно к кромке 40 имеет уже упомянутое ранее опережение по времени ZV1.
Так как лицевая поверхность 10b панели 10, на которую затем наносится печатный рисунок, имеет меньший зазор H1 относительно распылительной форсунки 36а, чем лицевой участок 26а стыковочного средства 26, на который только что был нанесен печатный рисунок, опережение во времени ZV2 для нанесения печатного рисунка на лицевую поверхность 10b, начинающуюся на кромке 42, меньше, чем опережение во времени ZV1. Следовательно, нанесение печатного рисунка на лицевую поверхность 10b следует начинать лишь в момент времени Т3. Таким образом, возникает пауза. Эта пауза может быть использована при известных условиях для того, чтобы нанести печатный рисунок еще и на вертикальные боковые поверхности между лицевым участком 26а и лицевой поверхностью 10b.
В таком случае к моменту времени Т4 на всю лицевую поверхность 10b нанесен печатный рисунок, причем момент времени Т4 применительно к кромке 44, на которой лицевая поверхность 10b заканчивается, имеет уже упомянутое выше опережение по времени ZV2. Непосредственно после этого печатающий агрегат 36 начинает с того, что наносит печатный рисунок на лицевой участок 24а стыковочного средства 24 и продолжает этот процесс печати до тех пор, пока к моменту времени Т5 не будет достигнута кромка 46, на которой заканчивается лицевой участок 24а. При этом момент времени Т5 применительно к кромке 46 имеет опережение по времени ZV3.
Так как лицевой участок 24а имеет зазор Н3 относительно распылительной форсунки 36а, который больше, чем зазор H1, то и опережение по времени ZV3, которое может относиться к лицевому участку 24а, больше, чем опережение по времени ZV2. Нанесение печатного рисунка на лицевой участок 24а должно было бы начинаться, таким образом, в момент времени, когда нанесение печатного рисунка на лицевую поверхность 10b еще не закончено. Это, само собой разумеется, невозможно. У последующего стыковочного средства в варианте осуществления, представленном на фиг.6, невозможно предотвратить образование «затененной» зоны S на лицевом участке 24а стыковочного средства 24.
Размер «затененного» участка S зависит при этом, наряду с углом α, в значительной степени от разности между зазором H1 (зазор между лицевой поверхностью 10b и распылительной форсункой 36а) и зазором Н3 (зазор между лицевым участком 24а и распылительной форсункой 36а). Чем больше разность между зазором H1 и зазором Н3, тем больше затененная зона S. Поэтому для того, чтобы затененная зона S оставалась по возможности небольшой, рекомендуется при проведении панели 10 под печатающим агрегатом 36 следить за тем, чтобы стыковочное средство 24, 26, лицевой участок 24а, 26а которого имеет наименьший зазор Н3, Н2 по отношению к распылительной форсунке 36а, выбиралось как последующее стыковочное средство, а соответственно, другое стыковочное средство как предыдущее стыковочное средство. На основании этого (Н2>Н3) в соответствии с фиг.6 стыковочное средство 26 было выбрано как предыдущее стыковочное средство, а стыковочное средство 24 как последующее стыковочное средство.
Основываясь на аналогичных рассуждениях, в случае стыковочного средства типа «Angling» в соответствии с фиг.2 стыковочное средство 26 выбрали бы поэтому как предыдущее стыковочное средство, а стыковочное средство 24 как последующее стыковочное средство.
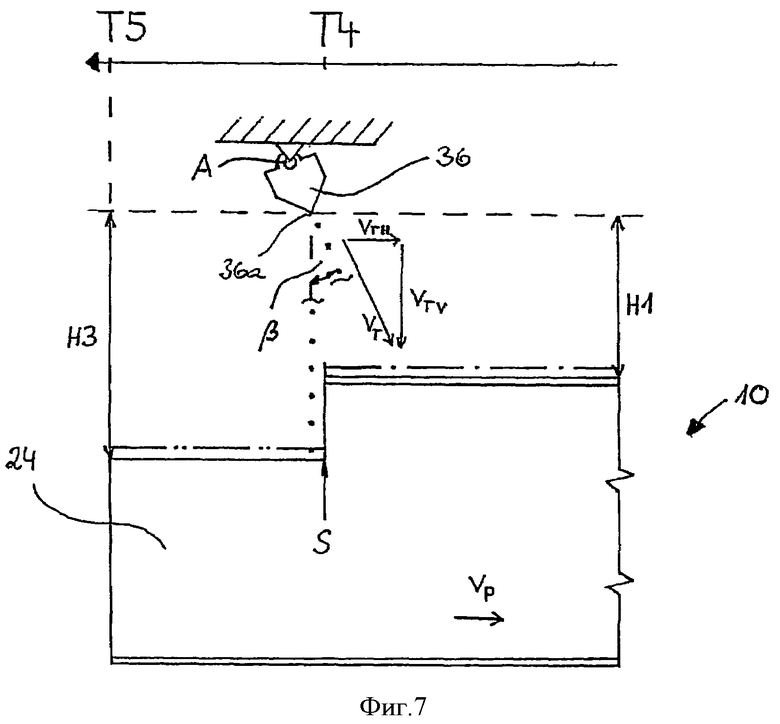
На фиг.7 представлен лишь конец последующего стыковочного средства 24, при этом за счет простого изменения расположения печатающего агрегата 36 можно добиться уменьшения затененного участка S и возможно даже его исчезновения. Ссылаясь на фиг.7, следует отметить, что в этом случае участок S имеет ширину, сводимую к нулю, что показано стрелкой S. При упомянутом изменении печатающий агрегат 36 ориентируется таким образом, что чернила не подаются более в направлении точно ортогонально горизонтальной плоскости, в которой при нанесении печатного рисунка проводится панель 10, а подаются в направлении под углом β, то есть в направлении, которое имеет компоненту в направлении перемещения панели 10. В зависимости от поворота печатающего агрегата 36 вокруг оси А (см. фиг.7) относительная скорость между чернилами и панелью 10 может уменьшаться в направлении перемещения панели 10, может полностью сводиться к нулю или даже быть перекомпенсирована. Перекомпенсация может иметь смысл в том случае, если последующее стыковочное средство имеет находящиеся в углублениях лицевые участки, на которые, однако, также должен быть нанесен печатный рисунок.
На фиг.7 представлено расположение печатающего агрегата 36, повернутого вокруг оси А точно настолько, что затем, когда скорость vT чернил векторно раскладывают на горизонтальную компоненту vTH скорости и вертикальную компоненту vTV скорости, величина и направление горизонтальной компоненты vTH скорости оказываются идентичными величине и направлению скорости vP панели. Вследствие этого более не имеется никакого затененного участка S, так как чернила в неподвижной относительно панели системе координат попадают на панель точно ортогонально плоскости панели и притом со скоростью vTV. Кроме того, значения опережения во времени ZV1, ZV2 и ZV3 сводятся к нулю.
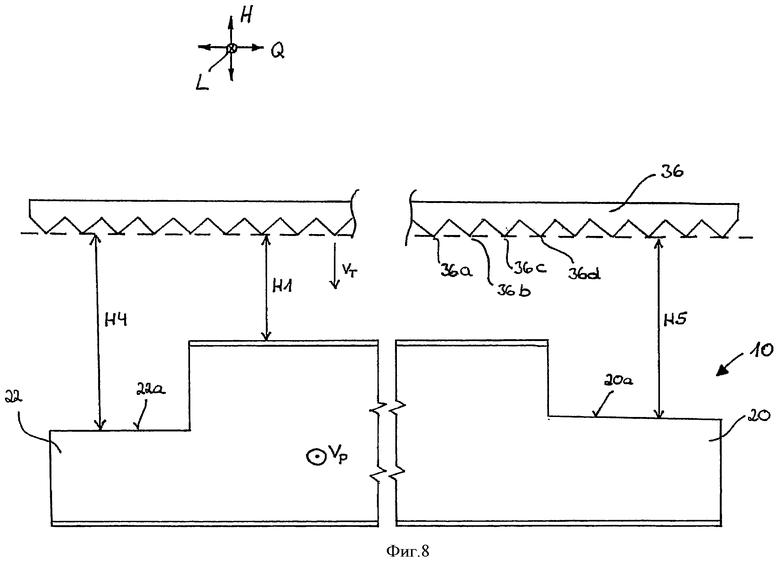
Как уже упомянуто выше, печатающий агрегат 36 включает в себя большое количество распылительных форсунок 35а, 36b, 36с, 36d и т.д. Фиг.8 представляет очень схематичное изображение (с уже известной на основании фиг.5 упрощенной геометрией профиля), которое показывает, каким образом на панель 10 по всей ее ширине в поперечном направлении Q одновременно может наноситься печатный рисунок посредством распылительных форсунок 36а, 36b, 36с, 36d и т.д., когда панель проводится под печатающим агрегатом 36. При нанесении печатного рисунка на стыковочные средства 20, 22 на соответствующих боковых кромках 12, 14, расположенных в продольном направлении L длинных сторон панели 10, необходимо учитывать зазоры Н4 и, соответственно, Н5 между соответствующими лицевыми участками 22а, 20а стыковочных средств 22, 20 и находящимися над этими лицевыми участками 22а, 20а распылительными форсунками печатающего агрегата 36.
Оговоренные и прокомментированные ранее параметры, а именно:
- зазоры Н1-Н5 между предназначенными для нанесения на них печатного рисунка лицевыми участками 20а, 22а, 24а, 26а стыковочных средств 20, 22, 24, 26 или лицевыми поверхностями 10b панели 10 и распылительными форсунками 36а, 36b, 36с, 36d и т.д.
- скорость vT чернил в момент выхода из печатающего агрегата 36,
- скорость vP панели в то время, когда она линейно проводится под печатающим агрегатом 36, а также
- при известных условиях, угол β поворота печатающего агрегата 36 вокруг оси А, подаются на устройство управления (не показано), соединенное с печатающим агрегатом 36. С помощью устройства управления осуществляется регулирование на базе этих параметров отдельных распылительных форсунок 36а, 36b, 36с, 36d печатающего агрегата 36 точно по времени таким образом, что на лицевую сторону панели 10 и на лицевые участки 20а, 22а, 24а, 26а стыковочных средств 20, 22, 24, 26 наносится соответствующий желаемый рисунок. Расчет параметров регулировки может осуществляться при этом либо с помощью соответствующего расчета устройства управления в реальном времени, причем возможно, к примеру, измерять некоторые упомянутые ранее параметры в реальном времени в процессе печати, либо он может осуществляться заранее при условии, что параметры (к примеру, геометрия профиля предназначенной для нанесения на нее печатного рисунка панели) уже заранее известны. К тому же возможно устройство управления встраивать в печатающий агрегат 36.
Как уже разъяснялось ранее, возможные стыковочные средства панели 10 имеют более сложную геометрию профиля по сравнению с той, которая описывалась со ссылкой на фиг.5 для лучшего наглядного пояснения способа в соответствии с изобретением. В частности, не все различные лицевые участки 20а, 22а, 24а, 26а стыковочных средств 20, 22, 24, 26 должны располагаться параллельно верхней лицевой поверхности 10b панели 10 (см., к примеру, фиг.2, 3, 4), а напротив, в случае, если соответствующие лицевые участки 20а, 22а, 24а, 26а являются плоскими, то они могут проходить с изгибом, или, в случае, если лицевые участки 20а, 22а, 24а, 26а изогнуты, иметь, по меньшей мере, один радиус кривизны. В таких случаях соответствующие лицевые участки 20а, 22а, 24а, 26а могут рассматриваться в аппроксимации, которая осуществляется предпочтительным образом посредством устройства управления, как множество более мелких лицевых участков, которые ориентированы почти параллельно лицевой поверхности 10b панели 10 и которые имеют, таким образом, точно определенный зазор относительно соответствующих распылительных форсунок, с помощью которых печатный рисунок должен быть нанесен на участок. Разрешающая способность такого дробления ориентирована при этом предпочтительным образом на разрешающую способность печатающего агрегата 36.
К тому же следует заметить, что для нанесения печатного рисунка на лицевые участки 20а, 22а, 24а, 26а в зависимости от геометрии, в принципе, имеются определенные ограничения. Это относится в особенности к лицевым участкам 20а, 22а, 24а, 26а, которые частично или полностью находятся в углублениях, так что чернила, подающиеся из печатающего агрегата 36 почти или вообще не могут попасть на эти участки (к примеру, левый лицевой участок 26а профиля типа «Angling» на фиг.2 или лицевой участок 26а" профиля типа «Snap» на фиг.4). У стыковочных средств 24, 26 последующих или предыдущих боковых кромок 16, 18 описанный ранее угол α или при известных условиях угол β поворота печатающего агрегата 36 вокруг оси А может использоваться для нанесения печатного рисунка на такие лицевые участки 24а, 26а при определенных ограничениях.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАНЕЛЬ И ПАНЕЛЬНАЯ СВЯЗКА | 2016 |
|
RU2683970C1 |
| ОБРАБАТЫВАЮЩАЯ СИСТЕМА | 2012 |
|
RU2614493C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ИЗОБРАЖЕНИЯ НА ИЗДЕЛИИ И ИЗДЕЛИЕ С НАНЕСЕННОЙ ПЕЧАТЬЮ | 2003 |
|
RU2311302C2 |
| ОБРАБАТЫВАЮЩАЯ СИСТЕМА | 2013 |
|
RU2649917C2 |
| МОДУЛЬ КРЕПЛЕНИЯ РАБОЧЕГО ИНСТРУМЕНТА РУЧНОЙ МАШИНЫ | 2014 |
|
RU2666196C2 |
| СПОСОБ СОЗДАНИЯ ИЗОБРАЖЕНИЯ НА ИЗДЕЛИИ, УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ИЗДЕЛИЕ, ПОЛУЧАЕМОЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2379191C2 |
| РУЧНАЯ МАШИНА С УЗЛОМ ВСАСЫВАНИЯ | 2007 |
|
RU2464131C2 |
| БЫСТРОЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ ПЕРЕНОСНОЙ ТЕХНОЛОГИЧЕСКОЙ МАШИНЫ, ИМЕЮЩЕЙ ПО МЕНЬШЕЙ МЕРЕ ОДИН ПРИВОДИМЫЙ ВО ВРАЩЕНИЕ ВЫХОДНОЙ ВАЛ, В ЧАСТНОСТИ УГЛОВОЙ ШЛИФОВАЛЬНОЙ МАШИНЫ | 2017 |
|
RU2752491C2 |
| ПАНЕЛЬ С РУСТИКАЛЬНЫМ СКОСОМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2641139C1 |
| КОНТРОЛЬНЫЙ ЭЛЕМЕНТ ДЛЯ ПЕЧАТНЫХ ОБЪЕКТОВ | 2002 |
|
RU2286260C2 |
Для упрощения бесконтактного нанесения на лицевую поверхность (10b) облицовочной панели (10) первого заданного печатного рисунка и нанесения, по меньшей мере, на один лицевой участок (24а, 26а) поверхности стыковочных средств (24, 26), служащих для соединения двух таких панелей (10), второго заданного печатного рисунка, согласно изобретению первый и второй заданные печатные рисунки бесконтактно наносятся на панель (10) за один этап процесса печати. При этом принимается в расчет различный зазор (H1, H2, Н3) от лицевой поверхности (10b) и, по меньшей мере, от одного лицевого участка (24а, 26а) до печатающего агрегата (36) посредством учитывающей этот зазор (H1, H2, Н3) выработки подающихся на печатающий агрегат (36) для его регулировки управляющих сигналов. 12 з.п. ф-лы, 8 ил.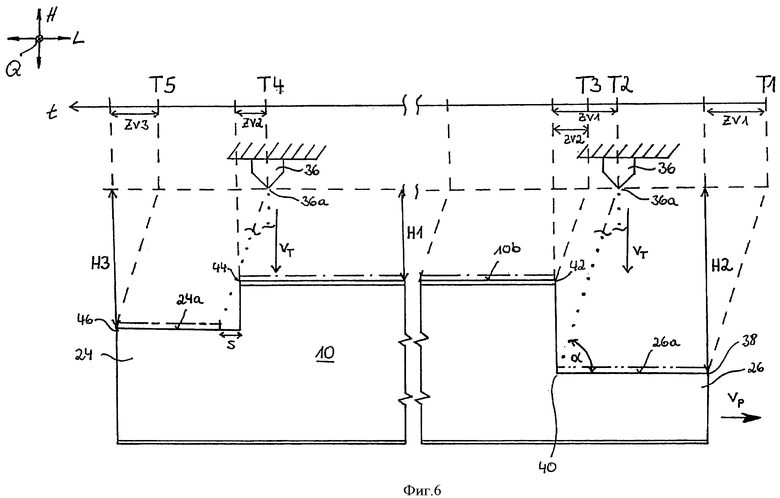
1. Способ нанесения печатного рисунка на облицовочную панель (10), в частности на облицовочную панель для облицовки основания (U), к примеру, пола, причем облицовочная панель (10) включает в себя:
- устанавливаемую на основание (U) опорную поверхность (10а) и обращенную от опорной поверхности (10а) лицевую поверхность (10b),
- две пары противолежащих друг другу боковых кромок (12/14, 16/18), из которых, по меньшей мере, одна снабжена стыковочными средствами (20, 22, 24, 26) для соединения двух выполненных идентично в отношении стыковочных средств (20, 22, 24, 26), панелей (10),
причем, по меньшей мере, один лицевой участок (20а, 22а, 24а, 26а) поверхности стыковочных средств (20, 22, 24, 26) имеет нормаль (n) к поверхности, которая включает в себя компоненту (nN), ориентированную в том же направлении, что и нормаль (N) к лицевой поверхности (10b), и
причем этот, по меньшей мере, один лицевой участок (20а, 22а, 24а, 26а) в направлении по высоте (Н) панели (10) располагают между лицевой поверхностью (10b) и опорной поверхностью (10а),
причем при осуществлении способа:
- облицовочную панель (10) для нанесения на нее печатного рисунка проводят под печатающим агрегатом (36), причем на лицевую поверхность (10b) бесконтактно наносят первый заданный рисунок, и
- по меньшей мере, на одну часть лицевого участка (20а, 22а, 24а, 26а) поверхности стыковочного средства (20, 22, 24, 26) наносят второй заданный рисунок,
отличающийся тем, что первый заданный рисунок и второй заданный рисунок за один этап процесса печати бесконтактно наносят на облицовочную панель (10),
причем учитывают различный зазор (Н2, Н3, Н4, Н5) от лицевой поверхности и, по меньшей мере, от одной части лицевого участка (20а, 22а, 24а, 26а) поверхности стыковочных средств (20, 22, 24, 26) до печатающего агрегата (36) посредством учитывающего соответствующий зазор (Н2, Н3, Н4, Н5) формирования подаваемых на печатающий агрегат (36) для его регулировки управляющих сигналов.
2. Способ по п.1, отличающийся тем, что посредством печатающего агрегата (36) выдают рабочую среду для нанесения первого заданного печатного рисунка и рабочую среду для нанесения второго заданного печатного рисунка с различной регулировкой по времени.
3. Способ по п.1 или 2, отличающийся тем, что поданный на печатающий агрегат (36) общий рисунок имеет искажения первого заданного рисунка относительного второго заданного рисунка.
4. Способ по п.1 или 2, отличающийся тем, что при формировании подаваемых к печатающему агрегату (36) для его регулировки управляющих сигналов учитывают, по меньшей мере, один следующий параметр, к примеру, скорость (vP) подачи, с которой панель (10) проводят мимо печатающего агрегата (36).
5. Способ по п.3, отличающийся тем, что при формировании подаваемых к печатающему агрегату (36) для его регулировки управляющих сигналов учитывают, по меньшей мере, один следующий параметр, к примеру, скорость (vP) подачи, с которой панель (10) проводят мимо печатающего агрегата (36).
6. Способ по одному из пп.1, 2, 5, отличающийся тем, что в процессе печати сохраняют постоянное относительное положение печатающего агрегата (36) по отношению к предназначенной для нанесения на нее печатного рисунка панели (10).
7. Способ по п.3, отличающийся тем, что в процессе печати сохраняют постоянное относительное положение печатающего агрегата (36) по отношению к предназначенной для нанесения на нее печатного рисунка панели (10).
8. Способ по п.4, отличающийся тем, что в процессе печати сохраняют постоянное относительное положение печатающего агрегата (36) по отношению к предназначенной для нанесения на нее печатного рисунка панели (10).
9. Способ по одному из пп.1, 2, 5, 7, 8, отличающийся тем, что печатающий агрегат (36) устанавливают таким образом, что он придает выходящей из него рабочей среде компоненту (vTH) скорости, ориентированную в направлении перемещения панели (10) относительно печатающего агрегата (36) в процессе печати.
10. Способ по п.3, отличающийся тем, что печатающий агрегат (36) устанавливают таким образом, что он придает выходящей из него рабочей среде компоненту (vTH) скорости, ориентированную в направлении перемещения панели (10) относительно печатающего агрегата (36) в процессе печати.
11. Способ по п.4, отличающийся тем, что печатающий агрегат (36) устанавливают таким образом, что он придает выходящей из него рабочей среде компоненту (vTH) скорости, ориентированную в направлении перемещения панели (10) относительно печатающего агрегата (36) в процессе печати.
12. Способ по п.6, отличающийся тем, что печатающий агрегат (36) устанавливают таким образом, что он придает выходящей из него рабочей среде компоненту (vTH) скорости, ориентированную в направлении перемещения панели (10) относительно печатающего агрегата (36) в процессе печати.
13. Способ по п.1, отличающийся тем, что бесконтактный способ печати является струйным способом печати.
| DE 102005060753 A1, 21.06.2007 | |||
| ФЕРРИТОВЫЙ МАТЕРИАЛ ДЛЯ АКУСТОЭЛЕКТРОННЫХ УСТРОЙСТВ | 1990 |
|
SU1762671A1 |
| DE 102006034060 A1, 31.01.2008 | |||
| JP 10058668 A, 03.03.1998. | |||

