Изобретение относится к панели для облицовки основания, включающей лицевую поверхность, которая ограничена множеством боковых кромок, поверхность прилегания, проходящую главным образом параллельно лицевой поверхности, которая в уложенном состоянии предназначена для прилегания к основанию, и множество боковых поверхностей, проходящих главным образом ортогонально к лицевой поверхности и к поверхности прилегания, причем для образования этого скоса на переходе от лицевой поверхности к, по меньшей мере, одной из боковых поверхностей образовано множество углублений, которые исходят от лицевой поверхности, проходят под наклоном относительно лицевой поверхности и заканчиваются в одной из боковых поверхностей.
Документ CN 103 233 568 A раскрывает панели, у которых в ровную скошенную поверхность, простирающуюся по всей длине боковой поверхности, соединяющую лицевую поверхность с боковой поверхностью, включено множество отделенных друг от друга углублений.
Из WO 2006/066776 A2 известна панель, чья общая лицевая поверхность трехмерно структурирована вплоть до ее боковых кромок с помощью сложной обработки.
ЕР 1 898 024 А1 раскрывает панели, у которых на переходе от лицевой поверхности к, по меньшей мере, одной из боковых поверхностей образован скос, который включает два простирающихся по всей длине боковой поверхности участка. Первый участок заканчивается на боковой поверхности и образован ровным, в то время как расположенный между первым участком и лицевой поверхностью второй участок выполнен волнистым.
На фоне этого уровня техники задачей настоящего изобретения является создание панелей с улучшенным рустикальным внешним видом, которые могут изготавливаться простым способом.
Согласно изобретению эта задача решается с помощью панели, у которой скос образован исключительно множеством углублений, причем углубления включают, по меньшей мере, первую группу углублений и вторую группу углублений, причем углубления первой группы все проходят под наклоном под первым углом наклона относительно к лицевой поверхности, и причем углубления второй группы все проходят под наклоном под вторым углом наклон относительно к лицевой поверхности, и причем первый угол наклона и второй угол наклона отличаются друг от друга.
Благодаря тому, что скос образован исключительно множеством углублений, добиваются двух эффектов. Во-первых, упрощается изготовление, так как отпадает предшествующий созданию углублений этап изготовления простирающейся по всей длине рассматриваемой боковой поверхности, ровной скошенной поверхности. И во-вторых, благодаря отсутствию ровной скошенной поверхности получается еще более реалистичный рустикальный внешний вид панелей.
По меньшей мере, две группы углублений могут изготавливаться на панели, например, с помощью того, что применяется два снимающих материал инструмента, резцы которых на переходе от лицевой поверхности в соответствующую боковую поверхность врезаются в панель с отличающимися друг от друга углами наклона. Это может простым способом реализоваться с помощью того, что оси обоих снимающих материал инструментов проходят относительно панели под отличающимися друг от друга углами наклона, в то время как резцы обоих снимающих материал инструментов проходят параллельно относительно оси предназначенного инструмента. Однако также возможно, что резец, по меньшей мере, одного инструмента проходит под наклоном относительно его оси. В этом случае оси обоих снимающих материал инструментов могут проходить также параллельно. Дальше снимающие материал инструменты могут быть расположены таким образом, что конфигурация хвостовика инструмента расположена полностью вне конфигурации двигающейся мимо него панели, и только отстоящий от хвостовика резец, по меньшей мере частично, расположен внутри конфигурации панели, движущейся мимо инструмента.
Угол наклона одной группы углублений может составлять между примерно 3° и примерно 35°, преимущественно примерно 12°, в то время как угол наклона соответственно другой группы углублений может составлять между примерно 5° и примерно 50°, преимущественно примерно 23°, причем разность обоих углов наклона может составлять между примерно 2° и примерно 47°, преимущественно между примерно 5° и примерно 20°.
По меньшей мере, один из снимающих материал инструментов может быть фрезой. Преимущественно все снимающие материал инструменты являются фрезами. Используемая для изготовления первой группы углублений фреза может иметь диаметр примерно 10 мм и приводиться в движение с числом оборотов примерно 10 000 об/мин, в то время как используемая для изготовления второй группы углублений фреза может иметь диаметр примерно 10 мм и приводиться в движение с числом оборотов примерно 8 500 об/мин.
Скорость подачи панели может составлять между примерно 100 м/мин и примерно 120 м/мин, преимущественно 108 м/мин. Дальше направление подачи панели может проходить в противоположном направлении к направлению перемещения находящегося соответственно в процессе резания панели участка периметра снимающего материал инструмента.
Для облегчения изготовления в усовершенствованном варианте изобретения предлагается, что углубления первой группы выполнены в панели с главным образом постоянной, первой длиной периода, что углубления второй группы образованы в панели с главным образом постоянной, второй длиной периода и что первая длина периода и вторая длина периода отличаются друг от друга. Предпочтительно одна длина периода не получается также в виде целочисленного кратного соответственно другой длине периода. Если длина углублений одной группы, замеренная в направлении продольного простирания боковой поверхности, меньше, чем длина периода этой группы, то следующие друг за другом углубления этой группы расположены с расстоянием друг от друга.
Технологически это может реализоваться, например, с помощью того, что панель движется мимо снимающих материал инструментов с главным образом постоянной скоростью подачи, в то время как снимающие материал инструменты вращаются вокруг своих осей с главным образом постоянными, но отличающимися друг от друга числами оборотов.
В принципе, тем не менее, также возможно, что длина периода первой группы углублений или/и длина периода второй группы удлинений соответственно варьируются от пары углублений к паре углублений. Это еще больше повышает вариабельность расположения углублений и таким образом также близкое к реальности впечатление от рустикального внешнего вида.
Технологически этого можно добиться, например, с помощью того, что панель движется мимо снимающих материал инструментов с главным образом постоянной скоростью подачи, в то время как снимающие материал инструменты вращаются вокруг своих осей с варьирующимися числами оборотов. Дальнейший эффект, который достигается с помощью вариации чисел оборотов снимающих материал инструментов, это привходящая таким образом вариация формы углублений. Если повышается число оборотов инструмента, то форма углублений в продольном направлении соответственно рассматриваемой боковой поверхности расплющивается, так как резец инструмента после врезания в панель быстрее снова выходит из зацепления с ней. Соответственно форма углубления при более низком числе оборотов вытягивается. Также этот эффект способствует тому, что вариабельность расположения углублений и таким образом еще больше повышается близкое к реальности впечатление от рустикального внешнего вида.
Близкое к реальности впечатление от рустикального внешнего вида панелей может еще более повышаться с помощью того, что углубления расположены на более чем 95%, преимущественно на более чем 98%, еще предпочтительнее главным образом на 100% продольного простирания боковой поверхности с перекрытием внахлестку друг друга. Таким образом, в значительной мере, если не полностью, могут избегаться области, в которых лицевая поверхность и боковая поверхность встречаются главным образом ортогонально друг к другу и вследствие чего нарушают рустикальный внешний вид.
Технологически этого можно добиться, например, с помощью того, что один из снимающих материал инструментов имеет, по меньшей мере, два резца, причем скорость подачи панели, число оборотов снимающего материал инструмента, направление относительного перемещения снимающего материал инструмента и панели в области их врезания друг с другом и глубина врезания резцов в панель таким образом согласованы друг с другом, что углубления на более чем 95%, преимущественно на более чем 98%, еще предпочтительнее главным образом на 100% продольного простирания боковой поверхности расположены с перекрытием внахлестку друг друга.
Если резцы рассматриваемого снимающего материал инструмента образованы идентично, то все образованные этим инструментом углубления имеют одинаковую форму и могут рассматриваться таким образом в качестве принадлежащих к одной и той же группе углублений. С помощью упомянутого согласования скорости подачи панели, числа оборотов инструмента, направления относительного перемещения инструмента и панели в области их врезания друг с другом (панель и резец инструмента в области их врезания могут перемещаться относительно друг друга как в одном направлении, так и противоположном направлении) и глубина врезания резцов в панель углубления могут образовываться непосредственно следующими друг за другом, так что их соответствующая длина одновременно соответствует равно периоду их последовательности. Конечно, даже возможно позволить им перекрывать внахлестку друг друга. В обоих случаях расстояние между следующими друг за другом углублениями равно нулю.
В принципе, тем не менее, также возможно, что резцы рассматриваемого снимающего материал инструмента выполнены отличающимися друг от друга. В этом случае образованные другими резцами углубления образуют, по меньшей мере, другую группу углублений. Тем не менее, с помощью согласования скорости подачи панели, числа оборотов инструмента, направления относительного перемещения инструмента и панели и глубины врезания резцов в панель и в этом случае может достигаться, что углубления перекрывают друг друга внахлестку или следуют непосредственно друг за другом, так что углубления предусмотрены на всем продольном простирании боковой поверхности.
В усовершенствованном варианте изобретения может быть предусмотрено, что углубления одной из групп углублений выполнены глубже, чем углубления соответственно другой группы углублений. Технологически это может реализоваться, например, с помощью того, что, по меньшей мере, один из резцов предназначенного одной группе углубления инструмента врезается в панель глубже, чем, по меньшей мере, один резец предназначенного соответственно другой группе углублений инструмента. Например, по меньшей мере один резец предназначенного одной группе углублений инструмента может врезаться панель на глубину примерно 0,8 мм, в то время как, по меньшей мере, один резец предназначенного соответственно другой группе углублений может врезаться в панель на глубину только примерно 0,6 мм.
Это является особым преимуществом, когда используемый для изготовления одной группы углублений инструмент образован с, по меньшей мере, двумя резцами, чтобы образовать преимущественно полностью не имеющую промежутков последовательность углублений друг за другом. С помощью более глубоко врезания резца (резцов) используемого для изготовления соответственно другой группы углублений инструмента углубления остаются практически различимыми только еще в промежуточных пространствах между углублениями другой группы. Если к тому же другая группа углублений имеет длину периода, которая отличается от длины периода одной группы углублений, то изменяется остающийся от углублений одной группы внешний вид. Таким образом, получается в целом очень близкий к реальности рустикальный внешний вид сформированного исключительно углублениями скоса.
Другая возможность для повышения близости к реальности рустикального внешнего вида панели заключается в том, что первая группа углублений или/и вторая группа углублений образована с варьирующейся максимальной глубиной. Для этого во время обработки может варьироваться расстояние используемых для изготовления первой группы углублений или/и второй группы углублений снимающих материал инструментов от панели. Но, в принципе, обработка может осуществляться также с постоянным расстоянием.
Чтобы иметь возможность предотвратить, что снимание при образовании углублений панелей затруднит дальнейшую обработку панелей, предлагается, что панели при изготовлении углублений обрабатываются со съемом материала с лицевой стороной вниз.
В усовершенствованном варианте изобретения предлагается, что на панель после изготовления углублений методом печати наносится имитационная отделка. Таким образом, простым способом может обеспечиваться, что изображение близко к реальности непрерывно простирается и в углубления. Для случая, когда необходимо нанесение грунтовки на панель перед осуществлением печати, чтобы улучшить ее способность к восприятию печати, это нанесение грунтовки предпринимается предпочтительным образом точно так же после изготовления углублений, чтобы иметь возможность улучшения восприимчивости углублений к печати.
Нанесение печатного изображения может осуществляться, например, цифровым способом печати, преимущественно с помощью инъекционного способа печати, как это само по себе известно из уровня техники.
Панели могут быть образованы, на базе: древесноволокнистой плиты средней плотности, или/и древесноволокнистой плиты высокой плотности, или/и древесностружечной плиты с ориентированным расположением стружки, или/и древесностружечной плиты, или/и плиты из слоеной клееной древесины, или/и плиты из многослойной фанеры. Предпочтительным образом нанесение печатного изображения может осуществляться непосредственно на поверхность этой плиты, причем она, как упомянуто выше, при необходимости может быть заранее подвергнута грунтованию. Однако также возможно снабжение этой плиты на поверхности, образующей лицевую поверхность, пригодным для печати слоем или/и на поверхности, образующей опорную поверхность, слоем для противодействия. Пригодный для печати слой может быть представлен, например, включающим, по меньшей мере, слой бумаги ламинатом или шпоном, или/и пробкой, или/и включающим, по меньшей мере, текстиль, или/и, по меньшей мере, синтетический материал, или/и, по меньшей мере, минерал слоем. Он может быть образован также из линолеума или/и из каучука, или/и из резины.
После нанесения печатного изображения панель может снабжаться известным самим по себе способом защитным слоем. Этот защитный слой образованный предпочтительно прозрачным, чтобы через него было видно напечатанный декор, защищает лицевую сторону от истирания, например, вследствие ходьбы по используемым в качестве половых панелей. Для образования защитного слоя могут применяться материалы или сочетания материалов известные из уровня техники.
Как это известно само по себе, и в предложенной в соответствии с изобретением панели, на по меньшей мере, одной боковой поверхности, преимущественно, по меньшей мере, паре лежащих друг против друга боковых поверхностей, еще предпочтительнее на всех боковых поверхностях может быть предусмотрен соединительный элемент, который образован и предназначен для соединения с идентично образованной другой панелью. Соединительные элементы могут быть образованы при этом с панелью предпочтительно в виде целого. Преимущественно соединительные элементы могут быть соединительными элементами, образованными наподобие элементов соединений паз-гребень.
Следует добавить, что образованный в соответствии с изобретением скос может быть выполнен не только на одной из боковых поверхностей панели. Напротив, образованные в соответствие с изобретением скосы можно предусмотреть на, по меньшей мере, паре лежащих напротив друг друга боковых поверхностей, преимущественно, по меньшей мере, образующих обе продольные стороны панели боковых поверхностях. Наконец, образованные в соответствие с изобретением скосы также можно предусмотреть на всех боковых поверхностях панели.
Дальше следует добавить, что основанием может быть пол или/и стена, или/и потолок. Таким образом, панель может быть половой панелью, или/и облицовочной панелью для стены, или/и облицовочной панелью для потолка.
Дальше изобретение относится к способу изготовления снабженной образованным в соответствие с изобретением скосом панели. Относительно деталей и возможностей усовершенствования этого способа, а также получаемых с ним преимуществ, следует сослаться на приведенное выше обсуждение.
Ниже изобретение поясняется более подробно на примере осуществления с помощью чертежей, на которых представлено следующее:
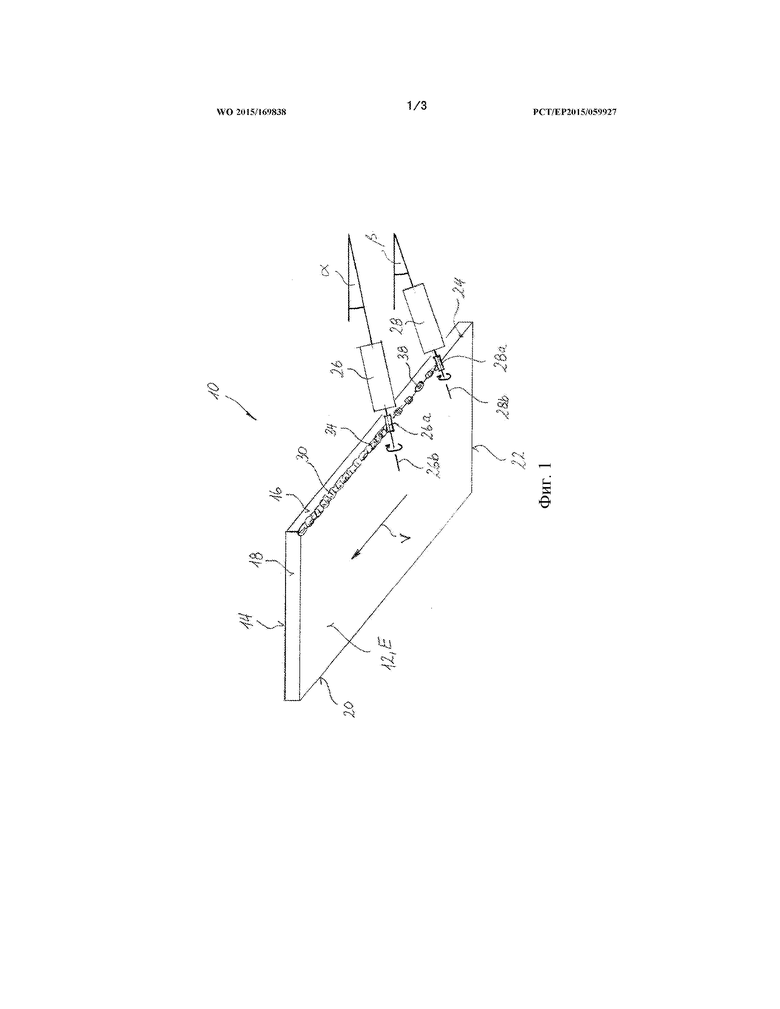
фигура 1 - схематичный вид в перспективе для пояснения конструкции устройства для изготовления предложенной в соответствии с изобретением панели соответственно для осуществления предложенного в соответствии с изобретением способа;
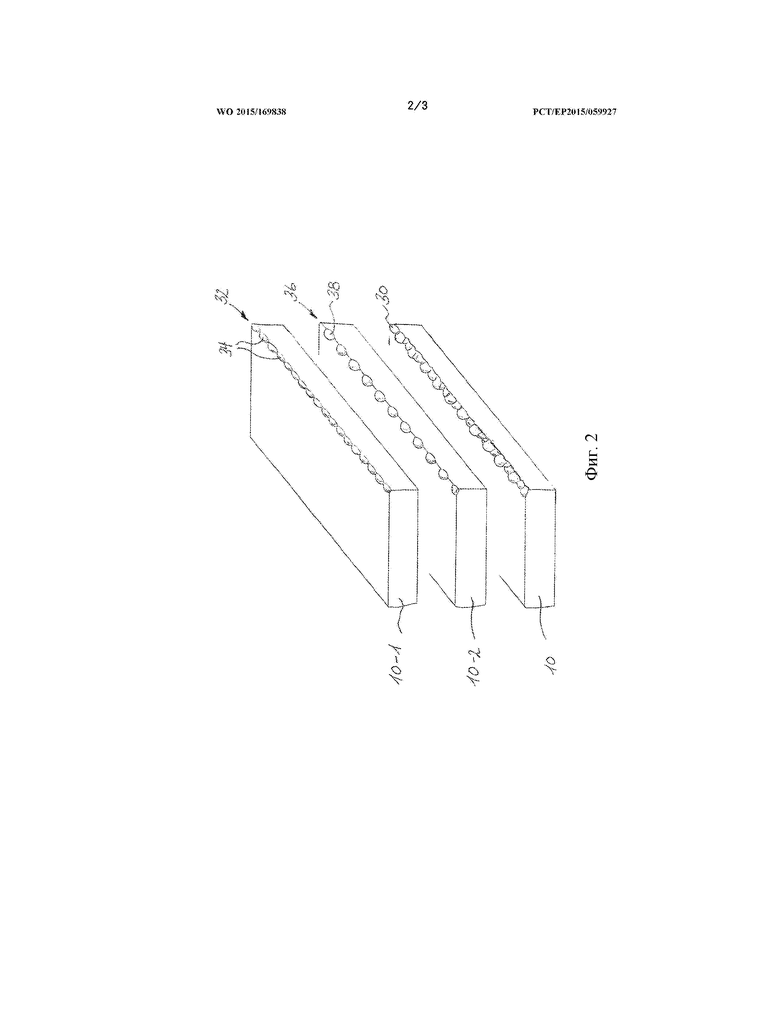
фигура 2 - схематичный вид в перспективе трех панелей для пояснения изготовления предложенного в соответствии с изобретением скоса, и
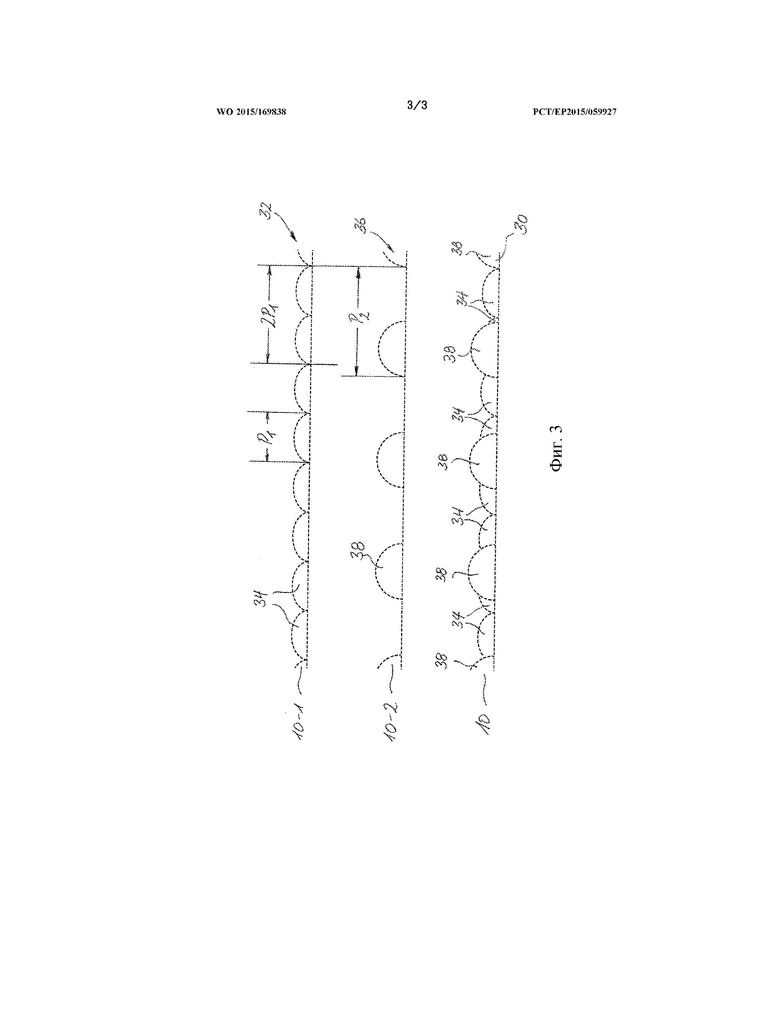
фигура 3 - другое схематичное изображение для пояснения изготовления предложенного в соответствии с изобретением скоса.
На фигуре 1 предложенная в соответствии с изобретением, предназначенная для облицовки основания, например, пола, панель в целом обозначена позицией 10. Она включает лицевую сторону 12, которая на фигуре 1 является нижней поверхностью, так как панель 10 обрабатывается именно в перевернутой ориентировке. Дальше панель 10 включает предназначенную для опосредованного и непосредственного опирания на основание опорную поверхность 14 и четыре боковых поверхности 16, 18, 20 и 22.
На фигуре 1 изображено, как продольная кромка 24, соединяющая лицевую поверхность 12 с боковой поверхностью 16, обрабатывается с помощью двух фрезеровальных агрегатов 26 и 28 для образования предложенного в соответствии с изобретением скоса 30, в то время как панель 10 перемещается мимо них в направлении подачи V. Фрезерные инструменты 26а и 28а фрезеровальных агрегатов 26 и 28 приводятся во вращение, таким образом, их находящийся с панелью 10 в состоянии врезания участок периметра движется в противоположном направлении по отношению к перемещению подачи панели 10.
Фрезерный инструмент 26а первого фрезеровального агрегата 26 располагает двумя идентично образованными резцами, которые образуют первую группу 32 углублений 34 (см. фигуру 2). Углубления 34 при этом примыкают друг к другу таким образом или перекрывают внахлестку друг друга таким образом, что образованной примыкающими ортогонально друг к другу поверхностями 12 и 16 продольной кромки 24 на обработанной полностью панели 10 больше не имеется ни в одном месте. Фрезерный инструмент 28а второго фрезеровального агрегата 28 напротив располагает только одним-единственным резцом, который образует вторую группу 36 углублений 38 (см. фигуру 2). Углубления 38 расположены на расстоянии друг от друга.
Резцы фрезерного инструмента 26а проходят главным образом параллельно к оси 26b вращения и врезаются в панель 10 на глубину, замеренную от продольной кромки 24, примерно 0,6 мм. Далее ось 26b заключает с образованной лицевой поверхностью плоскостью Е угол α, который в представленном примере осуществления составляет примерно 23°. Резец фрезерного инструмента 28а проходит главным образом параллельно к оси 28b вращения и врезается в панель 10 на глубину, замеренную от продольной кромки 24, примерно 0,8 мм. 10. Дале ось 28b вращения заключает с плоскостью Е угол β, который в представленном примере осуществления составляет примерно 12°.
Для лучшего понимания вверху на фигуре 2 изображена панель 10-1, в которой с помощью фрезерного инструмента 26а фрезеровального агрегата 26 были выполнены углубления 34 первой группы 32 углублений, ниже изображена панель 10-2, в которой с помощью фрезерного инструмента 28а фрезеровального агрегата 28 были выполнены только углубления 38 первой группы 36 углублений. На фигуре 2 совсем внизу, наконец, изображена полностью обработанная панель 10 согласно фигуре 1.
На фигуре 3 схематично в виде сверху на лицевую поверхность 12 еще раз изображены углубления 34 и 38, чтобы пояснить, как с помощью взаимодействия обоих фрезеровальных агрегатов 26 и 28 образуется первый скос 30 с близким к реальности рустикальным внешним видом.
Как уже пояснялось, углубления 34 расположены с первой длиной периода Р1, в то время как углубления 38 расположены со второй длиной периода Р2. Обе длины периода Р1 и Р2 не только отличаются друг от друга (Р1 ≠ Р2), длина периода Р2 также отличается от удвоенной длины периода Р1 (Р2 ≠ 2хР1). Если бы оба фрезерных инструмента 26а и 28а вращались бы с одинаковым числом оборотов, то длина периода Р2 была бы равна удвоенной длине периода Р1 (Р2 = 2хР1), так как фрезерный инструмент 26 имеет два резца, в то время как фрезерный инструмент 28а располагает только одним-единственным резцом. Отсюда фрезерный инструмент 26а может вращаться с числом оборотов, например, около 10000 об/мин, которое отличается от числа оборотов фрезерного инструмента 28а, которое составляет примерно 8500 об/мин.
В наложении углублений 34 и 38 углубления 34 в силу более глубокого врезания резца фрезерного инструмента 28а могут различаться только еще в промежуточных пространствах между углублениями 38. И благодаря отличающимся друг от друга длинам периода Р1 и Р2 между углублениями 38 получается постоянно разный фрагмент из образованного углублениями 34 рисунка углублений. Это усиливает созданный разными углами наклона фрезерных инструментов 26а, 28а эффект и во взаимодействии с этим ведет к неправильному и таким образом близкому к реальности рустикальному внешнему виду скоса 30.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗЕРНАЯ НАСАДКА ДЛЯ РЕЗЦА СО ВСТАВКАМИ ИЗ ПОЛИКРИСТАЛЛИЧЕСКОГО АЛМАЗНОГО КОМПОЗИТА | 2010 |
|
RU2528349C2 |
| УСТРОЙСТВО ОТКЛОНИТЕЛЯ ДЛЯ НЕПОДВИЖНОЙ БУРОВОЙ ИЛИ ФРЕЗЕРНОЙ РЕЖУЩЕЙ КОРОНКИ | 2010 |
|
RU2527048C2 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРНОЙ ОБРАБОТКИ ГОРНОЙ ПОРОДЫ И ДРУГИХ МАТЕРИАЛОВ, А ТАКЖЕ СПОСОБ ФРЕЗЕРОВАНИЯ ГОРНОЙ ПОРОДЫ ИЛИ ПОДОБНЫХ МАТЕРИАЛОВ С ПРИМЕНЕНИЕМ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2358104C1 |
| ВЫБРАСЫВАТЕЛЬ ИЛИ ВЫБРАСЫВАЮЩИЙ УЗЕЛ ДОРОЖНО-ФРЕЗЕРНОЙ МАШИНЫ ИЛИ Т.П. | 2010 |
|
RU2491383C2 |
| СПОСОБ ОБРАБОТКИ ПОСАДОЧНЫХ МЕСТ ПОДШИПНИКОВ ВАЛОВ | 2005 |
|
RU2387529C2 |
| ФРЕЗЕРНЫЙ РЕЗЕЦ | 2019 |
|
RU2791897C2 |
| РЕЗЕЦ И ФРЕЗЕРНАЯ ГОЛОВКА | 2007 |
|
RU2424878C2 |
| РЕЗЦЕДЕРЖАТЕЛЬ И СИСТЕМА РЕЗЦЕДЕРЖАТЕЛЯ С РЕЗЦЕДЕРЖАТЕЛЕМ И КОРПУСОМ | 2011 |
|
RU2567256C2 |
| РЕЗЦЕДЕРЖАТЕЛЬ И СИСТЕМА РЕЗЦЕДЕРЖАТЕЛЯ С РЕЗЦЕДЕРЖАТЕЛЕМ И КОРПУСОМ | 2011 |
|
RU2563008C2 |
| ДЕРЖАВКА ИНСТРУМЕНТА, В ЧАСТНОСТИ ПРОРЕЗНОГО РЕЗЦА, А ТАКЖЕ РЕЖУЩИЙ ЭЛЕМЕНТ ДЛЯ НЕЕ | 2007 |
|
RU2440871C2 |
Изобретение относится к области строительства, в частности к панели для облицовки. Технический результат изобретения заключается в снижении трудозатрат при изготовлении. В панели облицовки для формирования скоса на переходе от лицевой поверхности к по меньшей мере одной из боковых сторон образовано множество углублений, которые исходят от лицевой поверхности, проходят под наклоном (α, β) относительно к лицевой поверхности и заканчиваются в соответствующей боковой поверхности. Углубления включают по меньшей мере первую группу углублений и вторую группу углублений. Углубления первой группы проходят под первым углом (α) наклона относительно к лицевой поверхности. Углубления второй группы проходят под вторым углом (β) наклона относительно к лицевой поверхности. Первый угол (α) наклона и второй угол (β) наклона отличаются друг от друга. Раскрыт способ изготовления подобного рода панели. 2 н. и 17 з.п. ф-лы, 3 ил.
1. Панель (10) для облицовки основания, содержащая:
- лицевую поверхность (12), которая ограничена множеством боковых кромок,
- проходящую, в основном, параллельно к лицевой поверхности (12) поверхность (14) прилегания, которая в уложенном состоянии предназначена для прилегания к основанию, и
- множество проходящих, в основном, ортогонально к лицевой поверхности (12) и к поверхности (14) прилегания боковых поверхностей (16, 18, 20, 22), причем для образования скоса (30) на переходе от лицевой поверхности (12) к по меньшей мере одной из боковых поверхностей сформировано множество углублений (34, 38), которые исходят от лицевой поверхности (12), проходят с наклоном к лицевой поверхности (12) и заканчиваются на соответствующей боковой поверхности (16), отличающаяся тем, что скос (30) сформирован исключительно множеством углублений (34, 38), причем углубления включают по меньшей мере первую группу (32) углублений (34) и вторую группу (36) углублений (38), причем углубления (34) первой группы (32) все проходят под наклоном относительно к лицевой поверхности (12) в соответствии с первым углом (α) наклона, и причем углубления (38) второй группы (36) все проходят под наклоном относительно к лицевой поверхности (12) в соответствии со вторым углом (β) наклона, и причем первый угол (α) наклона и второй угол (β) отличаются друг от друга.
2. Панель по п. 1, отличающаяся тем, что углубления (34) первой группы (32) выполнены в панели (10) с, в основном, постоянной первой периодической протяженностью (Р1), причем углубления (38) второй группы выполнены в панели (10) с главным образом постоянной второй длиной (Р2) периода, и при этом первая длина (Р1) периода и вторая длина (Р2) периода отличаются друг от друга.
3. Панель по п. 2, отличающаяся тем, что длина (Р1) периода первой группы (32) углублений (34) и/или длина (Р2) периода второй группы (36) углублений изменяется от пары углублений к паре углублений.
4. Панель по п. 1, отличающаяся тем, что углубления (34, 38) более чем на 95% продольного простирания соответствующей боковой поверхности расположены с перекрытием внахлестку друг друга.
5. Панель по п. 4, отличающаяся тем, что углубления (34, 38) более чем на 98%, продольного простирания соответствующей боковой поверхности расположены с перекрытием внахлестку друг друга.
6. Панель по п. 4, отличающаяся тем, что углубления (34, 38) более чем, в основном, на 100% продольного простирания соответствующей боковой поверхности расположены с перекрытием внахлестку друг друга.
7. Панель по п. 1, отличающаяся тем, что по меньшей мере один из предназначенных для формирования углублений (34, 38) инструментов (26а, 28а) имеет по меньшей мере два идентично выполненных резца.
8. Панель по п. 1, отличающаяся тем, что углубления (38) одной (36) из групп углублений выполнены глубже, чем углубления (34) соответственно другой группы (32) углублений.
9. Панель по п. 1, отличающаяся тем, что первая группа (32) углублений (34) или/и вторая группа (36) углублений (38) выполнена с переменной максимальной глубиной.
10. Способ изготовления панели (10) для облицовки основания, включающей:
- лицевую поверхность (12), которая ограничена множеством боковых кромок,
- проходящую, в основном, параллельно к лицевой поверхности (12) поверхность (14) прилегания, которая в уложенном состоянии предназначена для прилегания к основанию, и
- множество, в основном, ортогонально проходящих к лицевой поверхности (12) и к поверхности прилегания (14) боковых поверхностей (16, 18, 20, 22),
причем при способе формирования скоса (30) на переходе от лицевой поверхности (12) к по меньшей мере одной (16) из боковых поверхностей в панели изготовляется множество углублений (34, 38), которые исходят от лицевой поверхности (12), проходят под наклоном относительно к лицевой поверхности (12) и заканчиваются в соответствующих боковых поверхностях (16), отличающийся тем, что скос (30) сформирован исключительно множеством углублений (34, 38), причем применяют два снимающих материал инструмента (26а, 28а), резцы которых с отличающимися друг от друга углами (α, β) наклона врезаются в панель (10) на переходе от лицевой поверхности (12) в соответствующую боковую поверхность (16).
11. Способ по п. 10, отличающийся тем, что панель (10) перемещают, в основном, с постоянной скоростью подачи мимо снимающих материал инструментов (26а, 28а), при этом снимающие материал инструменты (26а, 28а) вращаются вокруг своих осей (26b, 28b), в основном, постоянными, но отличающимися друг от друга числами оборотов.
12. Способ по п. 10, отличающийся тем, что панель (10) перемещают, в основном, с постоянной скоростью подачи мимо снимающих материал инструментов (26а, 28а), при этом снимающие материал инструменты (26а, 28а) вращаются вокруг своих осей (26b, 28b) с изменяющимися числами оборотов.
13. Способ по п. 10, отличающийся тем, что один (26а) из снимающих инструментов имеет по меньшей мере два резца, причем скорость подачи панели, число оборотов снимающего материал инструмента (26а) направление относительного перемещения снимающего материал инструмента (26а) и панели (10) в области их врезания друг с другом и глубина врезания резцов в панель (10) таким образом согласованы друг с другом, что углубления (34, 38) на более чем 95% продольного простирания боковой поверхности расположены с перекрытием внахлестку друг друга.
14. Способ по п. 13, отличающийся тем, что углубления (34, 38) на более чем 98% продольного простирания боковой поверхности расположены с перекрытием внахлестку друг друга.
15. Способ по п. 13, отличающийся тем, что углубления (34, 38) на более чем, в основном, 100% продольного простирания боковой поверхности расположены с перекрытием внахлестку друг друга.
16. Способ по п. 10, отличающийся тем, что по меньшей мере один резец инструмента (28а), предназначенного для одной группы (36) углублений (38), врезается в панель (10) глубже, чем по меньшей мере резец инструмента (26а), предназначенного соответственно для другой группы (32) углублений (34).
17. Способ по п. 10, отличающийся тем, что расстояние используемых для изготовления первой группы (32) углублений (34) и/или второй группы (36) углублений (38) снимающих материал инструментов (26а, 28а) до панели изменяют во время обработки.
18. Способ по п. 10, отличающийся тем, что панель (10) при изготовлении углублений (34, 38) обрабатывают со снятием материала вниз лицевой поверхностью.
19. Способ по п. 10, отличающийся тем, что на панель (10) после изготовления углублений (34), 38) наносят печатное изображение и/или панель снабжают защитным слоем.
| US 2010314368 A1, 16.12.2010 | |||
| CN 103233568 A, 07.08.2013 | |||
| EP 1898024 A1, 12.03.2008 | |||
| ПАНЕЛЬ ДЛЯ НАСТИЛКИ ПОЛА, А ТАКЖЕ СПОСОБ, УСТРОЙСТВО И ПРИСПОСОБЛЕНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТАКОЙ ПАНЕЛИ | 2005 |
|
RU2358072C2 |

