Изобретение относится к области защиты металлов от коррозии и предназначено для применения в трубопроводном строительстве при сооружении подземных и надземных трубопроводов, в том числе - скважин при добыче нефти и газа.
Внутреннее силикатно-эмалевое покрытие используется для увеличения производительности трубопроводов, защищая их внутреннюю поверхность, предотвращая образование отложений от агрессивного коррозионного и абразивного воздействия транспортируемого продукта.
Известен широко используемый в различных отраслях промышленности способ эмалирования металлоизделий, при котором предусмотрены различные методы подготовки поверхности - печной черновой отжиг, пескоструйная или дробеструйная очистка, нанесение шликера грунтовой эмали, сушка и печной обжиг шликерного грунтового покрытия с последующим нанесением, сушкой и обжигом покровной эмали - А. Петцольд «Эмаль», пер. с немецкого, ГНТИ, М., 1958 г., стр.133-137, 161-162, 195-215.
Недостаток этого способа - низкая производительность технологии эмалирования, являющаяся следствием несогласованности продолжительности по времени процессов отжига, очистки, нанесения, сушки и обжига шликерных покрытий, а также - высокие энергоматериальные затраты.
Прототипом изобретения является способ эмалирования металлоизделий, при котором наносят только однослойную покровную эмаль с последующим обжигом - Варгин В.В., Антонова Е.А., Мазурек Ю.В., Сендерович В.Я., Серебрякова М.В., Гуторова Л.Л., Литвинова Е.И., Лучинский В.В. «Технология эмали и эмалирования металлов», Государственное издательство литературы по строительству, архитектуре и строительным материалам, М., 1958 г., стр.325-326.
Недостаток прототипа состоит в области его применения, ограниченной возможности эмалирования только плоских и мелких стальных металлоизделий.
Невозможность широкого внедрения способа ограничивали следующие факторы:
- сложная предварительная подготовка поверхности стали, т.е. ее высокая степень очистки для хорошего сцепления эмали со сталью, состоящая в глубоком травлении и никелировании;
- использование дефицитной обезуглероженной стали, не приводящей к образованию дефектов в покрытии после ее эмалирования;
- использование дорогих белых и цветных титаносодержащих эмалей с умеренной температурой обжига 820-850°С.
Выполнение всех вышеуказанных условий не представляется технически возможным из-за высоких материальных затрат и потери при этом трубной сталью определенных механических свойств. Это препятствует производству и использованию стальных труб с внутренним безгрунтовым силикатным покрытием при сооружении подземных и надземных трубопроводов различного назначения.
Таким образом, техническая задача, решаемая предлагаемым изобретением, состоит в создании новой технологии внутреннего безгрунтового эмалирования стальной трубы.
Эта задача решена в способе безгрунтового эмалирования внутренней поверхности стальной трубы, включающем черновой индукционный отжиг трубы со скоростью перемещения в индукторе 0,17-2 м/мин при температуре 600-750°С, дробеструйную очистку внутренней поверхности стальной трубы, обеспечивающую ее профиль с выступами и углублениями не менее 20 мкм, с технологической скоростью 1-2 м/мин с последующим обеспыливанием, осуществляемым или сжатым воздухом, или вакуумированием внутренней поверхности, или промывкой водой с просушкой воздухом температурой не менее 95°С, контроль качества поверхности, нанесение шликерного покрытия методом внутреннего заполнения с регулировкой скорости истечения шликера 0,065-0,1 м/с при кроющей способности 9,0-11,5 г/дм2, плотности 1,79-1,82 кг/дм2, температуре 18-20°С, сушку в течение 15-58 мин при температуре 100-120°С и скорости 0,17-0,67 м/мин, индукционный обжиг в течение 15-30 мин при температуре 800-930°С и скорости 0,33-0,67 м/мин и охлаждение, при этом нанесение шликерного покрытия, сушку, индукционный обжиг и охлаждение производят при вертикальном положении трубы.
Частными случаями реализации способа являются следующие:
- после контроля качества поверхности трубу, выступы и углубления на которой не превышают значения 20 мкм, возвращают на дополнительную подготовку профиля ее внутренней поверхности;
- дробеструйную очистку внутренней поверхности трубы производят с использованием высококремнеземистого песка с фракцией 0,8-1,4 мм, вылетающего со скоростью 70-80 м/мин при угле атаки 30-45°;
- технологические операции по нанесению шликерного покрытия, сушке, индукционному обжигу с последующим охлаждением проводят одновременно при поточном эмалировании труб.
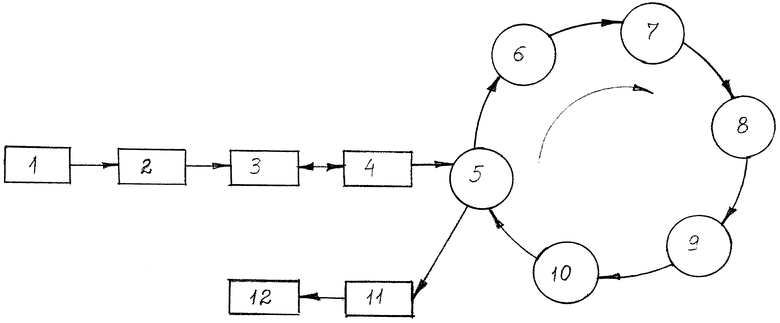
На чертеже представлена блок-схема линии эмалирования, с помощью которой реализуется описываемый способ.
Линия содержит склад 1, с которого трубы поступают на обработку. Черновой индукционный отжиг стальной трубы производят в индукторе 2, после которого труба поступает в устройство 3 дробеструйной очистки и обеспыливания. Далее - на стенде 4 производят контроль качества поверхности трубы: если выступы и углубления на ее обработанной поверхности не превышают значения 20 мкм, то производят дополнительную подготовку профиля внутренней поверхности, т.е. возвращают ее в устройство 3. Если труба прошла контроль качества на стенде 4, то с помощью механизма 5 ее устанавливают вертикально и подают в устройство 6 для нанесения шликерного покрытия на внутреннюю поверхность. В сушках 7 и 8 труба подвергается сушке, а затем проходит обжиг в индукторе 9. После охлаждения трубы в устройстве 10 механизмом 5 она возвращается в горизонтальное положение и проходит окончательный контроль качества на стенде 11, после чего транспортируется на склад 12 готовой продукции.
Представленная линия позволяет производить поточное эмалирование стальных труб с одновременным проведением технологических операций по нанесению шликерного покрытия, сушке и индукционному отжигу с последующим их охлаждением.
После нанесения шликерного покрытия первая труба из устройства 6 транспортируется в сушки 7, 8. Одновременно с этим, вторая труба, прошедшая контроль качества на стенде 4 и установленная механизмом 5 в вертикальное положение, поступает в устройство 6 для нанесения шликерного покрытия. Таким образом трубы последовательно одна за другой проходят ряд операций. В одном цикле эмалирования может быть задействовано как минимум до шести труб.
Технология эмалирования внутренней поверхности стальной трубы по приведенной схеме осуществляется следующим образом.
Черновой индукционный отжиг в индукторе 2 трубы, поступившей со склада 1, происходит при частоте 2,4-10 кГц со скоростью ее перемещения 0,17-2 м/мин при температуре 600-750°С. Процесс сопровождается сгоранием на поверхности трубы органических соединений (масел, жиров и т.п.), снятием напряжений, возникающих при изготовлении стальных труб, а также образованием окалины, состоящей из оксидов железа с целью ее лучшего отделения при последующей дробеструйной очистке.
В устройстве 3 дробеструйной очистки с обеспыливанием внутренней поверхности трубы происходит очистка с технологической скоростью 1-2 м/мин. Эта скорость зависит от диаметра труб и окалины в результате чернового отжига. Обеспыливание трубы может производиться различными методами, осуществляемыми или сжатым воздухом под давлением не менее 0,55-0,65 МПа, или вакуумированием внутренней поверхности, или промывкой водой с последующей просушкой воздухом температурой не менее 95°С.
Подготовка профиля внутренней поверхности трубы дробеструйной очисткой в устройстве 3 заключается в требовании соблюдения высоты выступов и углублений, которые должны быть не менее 20 мкм. При условии несоблюдения указанных значений, определяемого на стенде 4, требуется повторная обработка в устройстве 3.
В качестве обеспечения необходимых параметров очистки используется высококремнеземистый песок с фракцией 0,8-1,4 мм, вылетающий из сопел со скоростью 70-80 м/мин при угле атаки 30-45°.
Устройство 6 для нанесения шликерного покрытия является основным в технологической линии эмалирования. При известности конструкций таких устройств, они не позволяли получать качественные покрытия по причине отсутствия технологических параметров, которые были получены в результате опытных работ в заводских условиях производства по нанесению эмалевого шликера на внутреннюю поверхность труб.
Установлено, что необходимая толщина силикатно-эмалевого покрытия зависит от скорости слива эмалевого шликера и его кроющей способности при постоянной температуре и плотности.
Нанесение шликерного покрытия на стальные трубы производят методом внутреннего заполнения с регулировкой скорости истечения шликера 0,065-0,1 м/с при кроющей способности шликера 9,0-11,5 г/дм2, плотности 1,79-1,82 кг/дм2 и при его температуре 18-20°С. Именно эти параметры дают возможность обеспечить необходимую толщину силикатно-эмалевого покрытия, которая в результате индукционного обжига составляет не менее 200 микрон.
Зависимость толщины покрытия от скорости истечения эмалевого шликера, его кроющей способности, плотности и температуры представлена в Таблице 1.
Примечание: параметры таблицы указаны для трубы длиной 10 пог. м.
Сушка силикатно-эмалевого шликерного покрытия, содержащего до 40% воды, производится в вертикальной камере сушек 7 и 8 и осуществляется в подачей горячего воздуха при температуре 100-120°С как на наружную поверхность трубы, так и на внутреннюю непосредственно на слой шликерного покрытия по всей длине трубы для исключения конденсации влаги на поверхность покрытия, приводящей к его браку. Скорость сушки составляет 0,17-0,67 м/мин и для ряда диаметров труб превышает продолжительность их обжига в индукторе, что может привести к снижению производительности агрегата. Для ликвидации этой задержки предусмотрены две сушки.
Сушка производится от автономного источника, например электрокалорифера, а также за счет использования утилизированного тепла, выделяющегося при обжиге шликерного покрытия в индукторе при температуре 800-930°С.
Оптимальное время сушки исключает повреждение покрытия за счет конденсации влаги, т.е. его повторного увлажнения, потеков; ускоренная сушка приводит к трещиноватости покрытия.
Оптимальное время и технологическая скорость сушки силикатноэмалевого покрытия на внутренней поверхности стальной трубы при температуре 120°С приведены в Таблице 2.
Индукционный обжиг шликерного покрытия производят в проходном индукторе 9 при вертикальном положении трубы и температуре 800-930°С.
В результате опытно-промышленного освоения производства по эмалированию стальных труб различной металлоемкости установлены технологические скорости в зависимости от металлоемкости, времени чернового отжига и температуры при индукционном отжиге шликерного покрытия толщиной не менее 200 мкм, обеспечивающие качественное покрытие. Значения этих скоростей приведены в Таблице 3.
Примечание: параметры таблицы указаны для трубы длиной 10 пог. м.
Таким образом решена техническая задача создания поточного способа эмалирования, позволяющего осуществлять промышленное безгрунтовое индукционное эмалирование внутренней поверхности стальных труб с обеспечением необходимых качества и толщины силикатно-эмалевого покрытия (не менее 200 мкм) и высокой производительности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТАЛЬНЫХ ТРУБ | 1992 |
|
RU2034930C1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| СПОСОБ ДВУСТОРОННЕГО БЕЗГРУНТОВОГО ЭМАЛИРОВАНИЯ ФИГУРНЫХ ТРУБ МАЛОГО ДИАМЕТРА С РЕЗЬБОВЫМИ КОНЦАМИ | 1997 |
|
RU2136780C1 |
| СПОСОБ СУШКИ ШЛИКЕРА ЭМАЛИ, НАНЕСЕННОГО НА ПОВЕРХНОСТЬ ТРУБЫ | 1997 |
|
RU2146306C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЕРОХОВАТОГО СТЕКЛОЭМАЛЕВОГО ПОКРЫТИЯ | 1997 |
|
RU2123541C1 |
| Способ нанесения стеклоэмалевого покрытия на внутреннюю поверхность труб малого диаметра | 1986 |
|
SU1355643A1 |
| Эмалевый шликер для грунтового покрытия | 1988 |
|
SU1671627A1 |
| Способ нанесения антикоррозионного, теплоизоляционного покрытия на внутреннюю поверхность трубы | 1991 |
|
SU1836489A3 |
| ЭМАЛЕВЫЙ ШЛИКЕР И СПОСОБ МНОГОСЛОЙНОГО ЭМАЛИРОВАНИЯ | 1993 |
|
RU2111927C1 |
| СУСПЕНЗИЯ ДЛЯ НАНЕСЕНИЯ СЦЕПЛЯЮЩЕГО ПОДСЛОЯ ПРИ БЕЗГРУНТОВОМ ЭМАЛИРОВАНИИ СТАЛИ | 1971 |
|
SU298705A1 |
Изобретение относится к области защиты металлов от коррозии и предназначено для применения в трубопроводном строительстве при сооружении подземных и надземных трубопроводов, в том числе - скважин при добыче нефти и газа. Способ включает черновой индукционный отжиг трубы со скоростью перемещения в индукторе 0,17-2 м/мин при температуре 600-750°С, дробеструйную очистку внутренней поверхности стальной трубы, обеспечивающую ее профиль с выступами и углублениями не менее 20 мкм, с технологической скоростью 1-2 м/мин с последующим обеспыливанием, осуществляемым или сжатым воздухом, или вакуумированием внутренней поверхности, или промывкой водой с просушкой воздухом температурой не менее 95°С, контроль качества поверхности, нанесение шликерного покрытия методом внутреннего заполнения с регулировкой скорости истечения шликера 0,065-0,1 м/с при кроющей способности 9,0-11,5 г/дм2, плотности 1,79-1,82 кг/дм2, температуре 18-20°С, сушку в течение 15-58 мин при температуре 100-120°С и скорости 0,17-0,67 м/мин, индукционный обжиг в течение 15-30 мин при температуре 800-930°С и скорости 0,33-0,67 м/мин и охлаждение, при этом нанесение шликерного покрытия, сушку, индукционный обжиг и охлаждение производят при вертикальном положении трубы. Изобретение позволяет осуществить промышленное безгрунтовое индукционное эмалирование внутренней поверхности стальных труб с обеспечением необходимых качества и толщины силикатно-эмалевого покрытия при высокой производительности. 3 з.п. ф-лы, 1 ил., 3 табл.
1. Способ безгрунтового эмалирования внутренней поверхности стальной трубы, включающий черновой индукционный отжиг трубы со скоростью перемещения в индукторе 0,17-2 м/мин при температуре 600-750°С, дробеструйную очистку внутренней поверхности стальной трубы, обеспечивающую ее профиль с выступами и углублениями не менее 20 мкм, с технологической скоростью 1-2 м/мин с последующим обеспыливанием, осуществляемым или сжатым воздухом, или вакуумированием внутренней поверхности, или промывкой водой с просушкой воздухом температурой не менее 95°С, контроль качества поверхности, нанесение шликерного покрытия методом внутреннего заполнения с регулировкой скорости истечения шликера 0,065-0,1 м/с при кроющей способности 9,0-11,5 г/дм2, плотности 1,79-1,82 кг/дм2, температуре 18-20°С, сушку в течение 15-58 мин при температуре 100-120°С и скорости 0,17-0,67 м/мин, индукционный обжиг в течение 15-30 мин при температуре 800-930°С и скорости 0,33-0,67 м/мин и охлаждение, при этом нанесение шликерного покрытия, сушку, индукционный обжиг и охлаждение производят при вертикальном положении трубы.
2. Способ по п.1, в котором после контроля качества поверхности трубу, выступы и углубления на которой не превышают значения 20 мкм, возвращают на дополнительную подготовку профиля ее внутренней поверхности.
3. Способ по п.1, в котором дробеструйную очистку внутренней поверхности трубы производят с использованием высококремнеземнистого песка с фракцией 0,8-1,4 мм, вылетающего со скоростью 70-80 м/мин при угле атаки 30-45°.
4. Способ по п.1, в котором технологические операции по нанесению шликерного покрытия, сушке, индукционному обжигу с последующим охлаждением проводят одновременно при поточном эмалировании труб.
| ВАРГИН В.В | |||
| и др | |||
| Технология эмали и эмалирования металлов | |||
| Государственное издательство литературы по строительству, архитектуре и строительным материалам | |||
| - М., 1958, с.325-326 | |||
| СПОСОБ ДВУСТОРОННЕГО ЭМАЛИРОВАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1997 |
|
RU2121523C1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| СПОСОБ ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ИЗГОТОВЛЕНИЯ И МОНТАЖА ТРУБОПРОВОДОВ С ПОМОЩЬЮ СВАРКИ | 1991 |
|
RU2053313C1 |
| СПОСОБ ДВУСТОРОННЕГО БЕЗГРУНТОВОГО ЭМАЛИРОВАНИЯ ФИГУРНЫХ ТРУБ МАЛОГО ДИАМЕТРА С РЕЗЬБОВЫМИ КОНЦАМИ | 1997 |
|
RU2136780C1 |
| CN 1396403 А, 12.02.2003. | |||

