11355643
Изобретение относится к защите изделий от коррозии,
Цель изобретения - повышение качества покрытия эмалированных труб за счет исключения их деформации.
Изобретение может быть проиллюстрировано следуюпщми примерами.
Для эмалирования берут шликер марки 54БФ.
и
л
10 с
Трубы диаметра 25x2,5 мм предварительно подвергают дробеструйной обработке, затем заполняют трубу стекло- эмалевым шликером при комнатной температуре. Затем проводят сушку воздухом при 50-60 С,
После сушки трубы помещают в печь, нагретую до 600°С (до температуры ниже точки обжига на 160-180 С) и проводят нагрев до температуры обжига 760-780 С
-vt
со
220скоростью
, затем при 760-780°С в течение 2-4 мин проводят обжиг, а затем трубы охлаждают в печи со скоростью 120-125°С/ч до 250°С, т.е. до температуры, ниже температуры обжига на 530-510°С.
Трубы вынимают из печи и дальнейшее охлаждение ведут на воздухе.
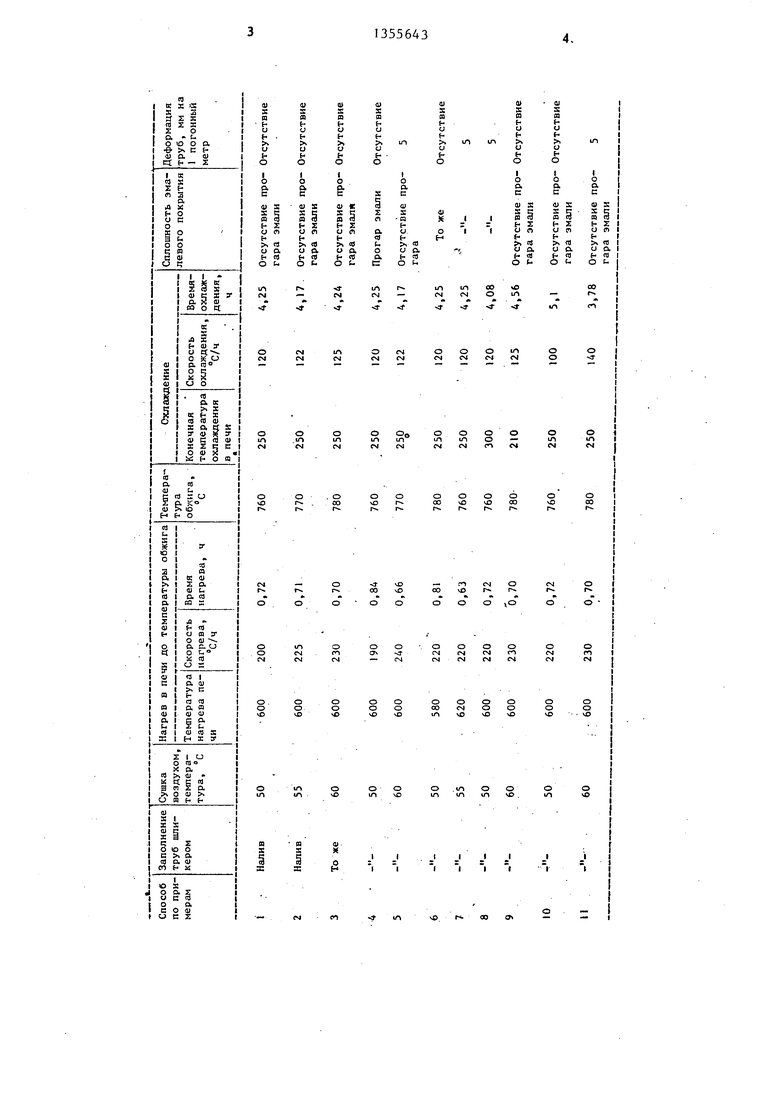
Технологические режимы процесса и качество полученных труб при ведены в таблице.
Из данных таблицы видно, что предлагаемый способ позволяет получать трубы со стеклоэмалевым покрытием хорошего качества без прогаров и пор и устраняет деформацию труб, в то вре10 ся, как в известном способе деформа- 15 мм на один погонный
ция достигает метр.
Формула изобретения
Способ нанесения стеклоэмалевого покрытия на внутреннюю поверхность труб малого диаметра, включающий заполнение эмалевым шликером внутреннего пространства трубы,сушку воздухом, нагрев до температуры обжига, обжиг и последующее охлаждение, о т личающийся тем, что, с целью повышения качества эмалированных труб за счет исключения их деформации, нагрев труб от температуры на 160-180 С ниже температуры обжига ведут со скоростью 220-230°С/ч, а охлаждение после обжига до температуры ниже температуры обжига на 510- 530 С ведут со скоростью 120-125 С/ч.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СУШКИ ШЛИКЕРА ЭМАЛИ, НАНЕСЕННОГО НА ПОВЕРХНОСТЬ ТРУБЫ | 1997 |
|
RU2146306C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЕРОХОВАТОГО СТЕКЛОЭМАЛЕВОГО ПОКРЫТИЯ | 1997 |
|
RU2123541C1 |
| СПОСОБ ДВУСТОРОННЕГО ЭМАЛИРОВАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1997 |
|
RU2121523C1 |
| СПОСОБ ДВУСТОРОННЕГО БЕЗГРУНТОВОГО ЭМАЛИРОВАНИЯ ФИГУРНЫХ ТРУБ МАЛОГО ДИАМЕТРА С РЕЗЬБОВЫМИ КОНЦАМИ | 1997 |
|
RU2136780C1 |
| Способ эмалирования внутренней поверхности металлической трубы | 1985 |
|
SU1289911A1 |
| СПОСОБ ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТАЛЬНЫХ ТРУБ | 1992 |
|
RU2034930C1 |
| Эмалевый шликер для грунтового покрытия | 1988 |
|
SU1668325A1 |
| СПОСОБ ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ИЗГОТОВЛЕНИЯ И МОНТАЖА ТРУБОПРОВОДОВ С ПОМОЩЬЮ СВАРКИ | 1991 |
|
RU2053313C1 |
| СПОСОБ ОБШГА ЭМАЛЕВЫХ ПОКРЫТИЙ .. БйК'Ш'^ТЕл^ | 1979 |
|
SU825668A1 |
| ЭМАЛЕВЫЙ ШЛИКЕР ГРУНТОВОГО ПОКРЫТИЯ, СПОСОБ ЭМАЛИРОВАНИЯ И ЭМАЛЕВОЕ ПОКРЫТИЕ МЕТАЛЛОИЗДЕЛИЯ, ВЫПОЛНЕННОЕ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2004 |
|
RU2264359C1 |
Изобретение относится к защите металлов от коррозии. Цель изобретения - повьшение качества эмалированных труб за счет исключения их дефор- нации, нагрев труб от температуры на 160-180°С ниже температуры отжига ведут СО) скоростью 220-230 С/ч, а охлаждение после обжига до температуры ниже температуры обжига на 510- ведогт со скоростью 120-125°С/ч. Способ включает заполнение эмалевым шликером внутреннего пространства трубы, сушку воздухом, нагрев до температуры обжига, обжиг и последующее охлаждение. Повьппение качества покрытия эмалированных труб достигается за счет исключения их деформации, нагрев труб от температуры на 160- 180°С ниже температуры обжига ведут со скоростью 220-230 с/ч, а охлаждение после обжига до температуры ниже температуры обжига на 510-530 С ведут со скоростью 120-125 С/ч. 1 табл. с (О ел со СП ел Oi 4 00