Настоящее описание относится к способу понижения содержания кислорода для порошка, например металлического порошка, регулируемым образом, порошок находится в замкнутом контейнере. Настоящее описание также относится к получению плотных изделий и к уплотненному продукту, получаемому посредством способа. В частности оно относится к способу понижения содержания кислорода металлических порошков, имеющих высокое содержание хрома и низкое содержание углерода.
Уровень техники и предпосылки изобретения
При получении порошков, в частности металлических порошков, часто происходит непреднамеренное окисление поверхностей порошков во время получения. Кроме того, кислород может присутствовать внутри самого порошка, либо в растворе, либо в виде частиц оксидов. В этом последнем случае кислород обычно генерируется в течение процесса плавления, при установлении равновесия с окалиной и футеровкой печи.
Оксиды, в частности оксиды поверхностей порошка, могут приводить к ухудшению механических свойств компонента, получаемого с формой, близкой к заданной (NNS), из порошка посредством уплотнения. В случае оксидов на поверхности решетка с включениями оксидов будет формироваться там, где до уплотнения находились поверхности порошка.
Один из примеров порошка, который страдает от сформулированных выше проблем, представляет собой порошок из супердуплексных нержавеющих сталей (SDSS). Плотные изделия из SDSS могут использоваться в разнообразных различных окружающих средах. Одно из применений соответствует нефтяной и газовой промышленности. Однако плотные изделия из SDSS, получаемые посредством порошковой металлургии, как правило, страдают от низкой ударной прочности. Одна из теорий причины этой проблемы заключается в том, что интерметаллические соединения осаждаются на включениях оксидов. Другая теория заключается в том, что осаждения как интерметаллических соединений, так и оксидов понижают ударную прочность, однако, по отдельности. В любом случае, имеется необходимость в понижении содержания кислорода в порошке.
Однако даже другие порошковые материалы, такие как металлические порошки или тяжелые материалы могут иметь слишком высокое содержание кислорода для достижения хорошей механической прочности, такой как ударная прочность, после уплотнения до плотного изделия. Это особенно важно для материалов, которые легко окисляются во время формирования порошка, даже если предпринимаются предупредительные меры.
Ранее было известно использование геттера для сведения к минимуму содержания кислорода, когда получают плотные продукты посредством технологии порошковой металлургии. Например, патент США №3992200 описывает использование геттера, состоящего из Ti, Zr, Hf и их смесей, для предотвращения образования оксида в конечном уплотненном изделии. Этот способ используется, например, на высокоскоростных инструментальных сталях и суперсплавах. Кроме того, патент США №6328927 описывает использование геттера при получении уплотненных материалов из вольфрама. В этом случае, капсула для порошка изготавливается из материала геттера, такого как титан или его сплавы.
Однако само по себе, использование материала геттера не понижает в достаточной степени содержание кислорода до желаемых низких уровней у всех порошков, в частности, у всех порошков из сталей. Это особенно сложно для порошков, где содержание углерода является низким, таким как ≤0,1%. Время понижения, а следовательно, и результат трудно достигнуть регулируемым образом и экономичным путем.
Как следствие, имеется необходимость в способе понижения содержания кислорода для порошка регулируемым образом перед уплотнением, в частности для низких содержаний кислорода.
Также, имеется необходимость в понижении содержания кислорода для низкоуглеродистых сталей, имеющих высокое содержание Сr, до очень низких уровней, таких как меньшие, чем 100 млн д.
Сущность изобретения
Предлагается способ понижения содержания кислорода в порошке. Получают контейнер с геттером, заполненный порошком, который должен уплотняться, вакуумироваться и герметизироваться. Контейнер подвергают воздействию атмосферы водорода при температуре 900-1200°С, что приводит к диффузии водорода в контейнер через его стенки. Водород образует влажность, когда взаимодействует с кислородом порошка, и влажность затем взаимодействует с геттером для удаления кислорода из порошка в геттер. Затем атмосферу снаружи контейнера заменяют инертной атмосферой или вакуумом, при этом водород диффундирует из контейнера.
Порошок, имеющий низкое содержание кислорода, может затем подвергаться воздействию обычных технологий порошковой металлургии с получением формы, близкой к заданной, таких как горячее изостатическое прессование (HIP) или холодное изостатическое прессование (CIP), при этом получается уплотненный продукт, имеющий регулируемое содержание включений оксидов.
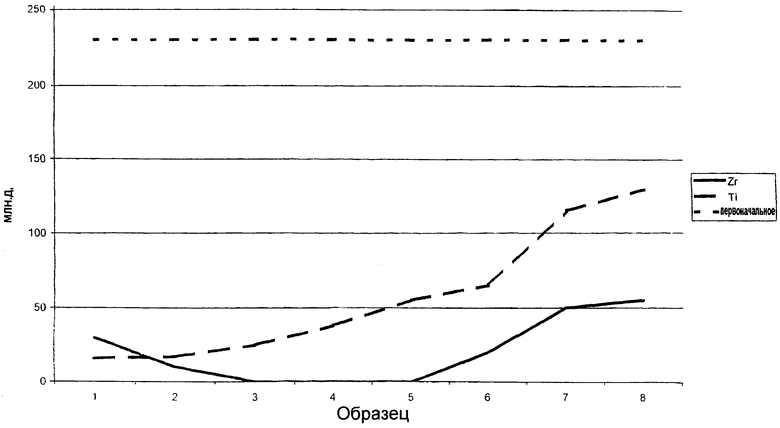
Чертеж показывает профиль содержания кислорода для уплотненного изделия из нержавеющей стали.
Подробное описание изобретения
Проблемы, сформулированные выше, теперь решаются с помощью нового способа, использующего селективную диффузию водорода через стенки контейнера в сочетании с геттером для достижения регулируемого восстановления кислорода внутри замкнутого контейнера.
Сначала, в контейнер, предпочтительно, из мягкой стали, подается материал геттера. Материал геттера может вводиться в контейнер, например, посредством снабжения стенок контейнера тонкой фольгой из материала геттера. Однако может использоваться любой способ введения материала геттера в контейнер, такой, например, как формирование контейнера из материала геттера. Геттер предпочтительно выбирается из группы Ti, Zr, Hf, Та, REM или сплава или соединения на основе любых из этих элементов. Более предпочтительно, геттер представляет собой Ti или Zr. Является важным, чтобы геттер имел настолько высокую температуру плавления, чтобы он не плавился в течение процедуры, и чтобы он распределялся таким образом, чтобы расстояние для диффузии в геттер не было слишком большим. Предпочтительно, геттер распределяется, по меньшей мере, вдоль самой длинной стенки контейнера, более предпочтительно, геттер распределяется вдоль всех стенок контейнера.
В некоторых случаях может быть желательным получение уплотненного изделия, где различные части материала имеют различные свойства. В таком случае, геттер, очевидно, помещается в контейнер в тех положениях, где является желательным более низкое содержание кислорода в конечном продукте. Это может применяться, например, при получении уплотненных изделий больших размеров, поскольку расстояние диффузии в геттер может быть очень большим.
После этого, контейнер заполняют порошком. Это порошок, у которого должно понижаться содержание кислорода, а затем он уплотняется до формы, близкой к заданной (NNS), посредством обычных технологий порошковой металлургии, таких как HIP или CIP. После этого контейнер вакуумируют и герметизируют в соответствии с обычной процедурой.
Контейнер нагревают до температуры 900-1200°С в атмосфере водорода. Предпочтительно, контейнер нагревают до температуры 1000-1150°С. Посредством воздействия на контейнер этой термической обработки водород получает возможность для диффузии в контейнер через его стенки. Предпочтительно, нагрев осуществляется при скорости 0,5-5°С/мин, более предпочтительно, при скорости 1-3°С/мин. Как скорость нагрева, так и температура предпочтительно подбираются для материала порошка и, очевидно, также и для получения желаемого результата. Водород будет диффундировать в контейнер до тех пор, пока парциальное давление водорода по обе стороны стенок контейнера по существу не уравновесится, что означает приблизительно 1 бар внутри контейнера. Водород и оксид порошка будут взаимодействовать и тем самым устанавливать парциальное давление влажности внутри контейнера.
Восстановление кислорода осуществляется посредством влажности внутри контейнера, взаимодействующей с материалом геттера в соответствии со следующей формулой:
Н2O+М→МОX+Н2,
где М представляет собой материал геттера или его активной части. При этом кислород переносится из объема порошка в геттер.
Восстановление кислорода порошка может осуществляться в течение процесса нагрева. Однако оно может также осуществляться в течение времени выдерживания при постоянной температуре или при ступенчатом повышении температуры, с использованием времени выдерживания на каждой температурной ступени.
Время восстановления кислорода с помощью термической обработки, описанной выше, подбирается для материала порошка, размера контейнера, то есть количества порошка и уровня кислорода, который должен быть достигнут. Кроме того, предпочтительно, время может в некоторых случаях адаптироваться для выбранного материала геттера. Предпочтительно, в случаях, когда используются времена выдерживания, общее время для восстановления составляет, по меньшей мере, один час, более предпочтительно, 3-15 часов, а наиболее предпочтительно, 5-10 часов. Однако общее время восстановления должно адаптироваться к температуре, а также к размеру контейнера, то есть к максимальному расстоянию для диффузии кислорода и/или влажности в геттер.
После осуществления восстановления кислорода окружающая среда снаружи контейнера заменяется инертной атмосферой или вакуумом. Предпочтительно, инертная атмосфера получается посредством протекания газа, такого как Аr или N2. Водород в результате изменения окружающей среды будет диффундировать из контейнера через его стенки для установления по существу состояния равновесия между внутренним пространством контейнера и внешней средой, то есть парциальное давление водорода внутри контейнера приблизительно равно нулю.
После диффузии водорода в контейнер и из него контейнеру необязательно дают возможность для охлаждения до комнатной температуры. Предпочтительно, это процедура охлаждения является медленной. Она может осуществляться в то же время, когда контейнер подвергается воздействию инертной атмосферы, для диффузии водорода из контейнера. Однако в соответствии с предпочтительным вариантом осуществления настоящего изобретения способ уплотнения, такой, например, как HIP, осуществляется в то время, когда контейнер является по-прежнему горячим, то есть способ уплотнения осуществляется непосредственно после диффузии водорода в контейнер и из него.
После этого порошок является готовым для уплотнения посредством обычных технологий порошковой металлургии, таких как HIP или CIP, до формы, близкой к заданной. В дополнение к этому, описанный выше способ может использоваться также, когда уплотненные порошки присоединяются к подложке.
Параметры, которые рассматриваются в качестве параметров, влияющих на результат описанного выше способа, представляют собой время заполнения контейнера водородом, температуру и время восстановления кислорода, и время эвакуации водорода из контейнера после понижения содержания. Очевидно, все параметры должны подбираться в зависимости от состава материала порошка и результата, который должен быть достигнут.
Время заполнения контейнера, очевидно, зависит от толщины стенок контейнера, а также температуры. В некоторых случаях это может применяться для получения контейнера, который имеет некоторые части стенок, которые также облегчают диффузию водорода. Это может осуществляться, например, посредством создания более тонких стенок контейнера в этих частях или выбора другого материала с более быстрой диффузией водорода для этих частей стенок контейнера. С другой стороны, наоборот, некоторые части стенок можно, по потребности, сделать более толстыми для противостояния искажению размеров из-за термического размягчения.
Посредством использования способа уровень кислорода для порошка может понижаться контролируемым образом, по меньшей мере, до уровней ниже 100 млн д. Это приводит к тому, что можно получать уплотненное изделие (материал), которое имеет хорошие механические свойства, в частности, хорошую ударную прочность и низкую температуру перехода от вязкого к хрупкому состоянию.
Одно из преимуществ способа, описанного выше, заключается в том, что присутствие газообразного водорода внутри контейнера увеличивает скорость нагрева, по сравнению с тем, когда внутри контейнера был бы вакуум. Это связано с тем, что водород проводит тепло лучше, чем это делает вакуум. Другое преимущество способа заключается в том, что содержание азота в порошке после восстановления кислорода является по существу таким же, как в исходном порошке. Как следствие, способ преимущественно используется для порошков, где содержание азота является важным для свойств.
Кроме того, другое преимущество заключается в том, что способ делает возможным использование порошков, которые не могли бы использоваться до этого, из-за слишком высокого содержания кислорода. Например, порошки, получаемые посредством распыления в воде, могут использоваться для получения уплотненных продуктов вместо более дорогостоящих порошков, распыленных в инертном газе, при этом, по-прежнему достигая хороших свойств. Как следствие, могут использоваться более дешевые материалы, что приводит к получению более экономичного конечного уплотненного продукта.
Кроме того, специалист в данной области обнаружит, что способ, описанный выше, также дает дополнительный полезный эффект, поскольку ингибируется окисление стенок контейнера, в особенности, снаружи стенок контейнера. При этом риск протечки контейнера во время, например, следующего процесса HIP, сводится к минимуму. Кроме того, риск повреждения или износа определенных печей, таких как графитовые или Мо печи, из-за оксидов на контейнерах понижается.
Способ в соответствии с настоящим описанием, в частности, разрабатывается для использования для материалов порошков нержавеющих сталей, в частности супердуплексных нержавеющих сталей (SSDS) и 316L. Однако является также возможным использование этого способа для других материалов порошков, когда содержание кислорода должно понижаться, а также, при получении тяжелых материалов.
Необязательно, восстановление кислорода внутри контейнера может дополнительно ускоряться посредством использования дополнительных восстанавливающих агентов помимо водорода. Такие восстанавливающие агенты предпочтительно основываются на углероде. Углерод может вводиться, например, посредством создания углеродной поверхности на порошке, смешивания графита с порошком или даже использования содержания углерода самого порошка. В этом случае является важным, чтобы геттер мог также понижать содержание углерода. По этой причине материалы, пригодные для использования в качестве геттеров, представляют собой в этом случае Ti, Zr или Та.
Настоящее описание будет теперь описываться более подробно с помощью некоторых иллюстративных примеров.
Пример 1
Исследуют два порошка, полученные посредством распыления в газообразном азоте. Композиции порошков перечислены в таблице 1, все, в процентах массовых, за исключением кислорода, для которого приведены миллионные доли.
Используют контейнеры из 2-мм мягкой стали размерами 92х26х150 мм. К внутренним стенкам контейнеров 92×150 мм присоединяются посредством точечной сварки 0,125 мм металлическая фольга из Ti.
Все контейнеры заполняют порошком, эвакуируют и герметизируют в соответствии со стандартной процедурой. Контейнеры с геттером из Ti-фольги обрабатывают в соответствии со способом, описанным выше. Сначала быстро осуществляют нагрев до 500°С, затем со скоростью 5°С/мин до заранее выбранной температуры восстановления со временем удерживания 60 минут. После этого, температуру устанавливают на 900°С и окружающую среду снаружи контейнеров заменяют аргоном, вместо водорода. Через 1 час, нагрев печи отключают и контейнерам дают возможность для охлаждения до комнатной температуры внутри печи. После этого, порошки подвергаются воздействию HIP. Таблица 2 иллюстрирует различные составы металлического порошка для контейнеров и параметры, воздействию которых подвергаются контейнеры.
Срезы толщиной 3 мм вырезаются из средней части контейнеров через малое поперечное сечение (92×26, перед HIP), и образцы для химического анализа вырезают из этих срезов. Стенки с прикрепленной фольгой не включаются в образцы. Результаты также представлены в таблице 2, где значения для кислорода представляют собой средние по двум образцам, за исключением трех образцов для контейнера А.
Пример 2
Получают два больших контейнера из 2 мм пластины из мягкой стали с диаметром 133 мм и высотой 206 мм. В этом случае, титановая фольга толщиной 0,125 мм и циркониевая фольга толщиной 0,025 мм прикрепляются внутри цилиндрических стенок соответственно. Контейнеры заполняют сплавом 1 таблицы 1, эвакуируют и герметизируют в соответствии со стандартной процедурой. Контейнеры подвергают воздействию способа, описанного выше, со следующими параметрами: нагрев при 1,4°С/мин в водороде до 1100°С; выдерживание при 1100°С в течение 9 часов; замена потока аргоном и медленное охлаждение до комнатной температуры (скорость охлаждения равна 1,3-1,7°С/мин до 700°С).
После этого осуществляют HIP при 1150°С и 100 МПа в течение 3 часов.
Срезы по 5 мм вырезают из уплотненных контейнеров, приблизительно за 4 см от верха. Затем по восемь двойных образцов вырезают в радиальном направлении от поверхности к центру срезов. Результаты для контейнера с Zr геттером представлены в таблице 3, а результаты для контейнера с Ti геттером представлены в таблице 4. Образец 1 находится ближе всех к поверхности и, следовательно, образец 8 представляет собой центр. Кроме того, распределение кислорода показано на чертеже, где прерывистая линия иллюстрирует содержание кислорода для порошка перед использованием способа.
Очевидно, что использование различных геттеров приводит к различным распределениям кислорода и полному восстановлению кислорода после процедуры селективной диффузии водорода. Zr работает лучше чем титан, относительно общего восстановления кислорода. Однако имеется увеличение содержания кислорода вблизи поверхности и вблизи геттера. Как предполагается, это является результатом поддерживания на поверхности более низкой температуры, чем в сердцевине, во время охлаждения, при этом появляется сдвиг от восстановительных условий к окислительным в холодных областях.
Кроме того, анализируют содержание азота для образцов. Потери азота являются скорее низкими, и Zr геттер работает чуть лучше, чем Ti геттер. Это является результатом того, что тонкая Zr фольга становится насыщенной азотом, в то же время, продолжая понижать содержание кислорода, то есть действовать в качестве материала геттера.
Пример 3
Ударная прочность различных образцов из Примеров 1 и 2 исследуется вместе с двумя сравнительными образцами, где способ не осуществлялся. Образцы 10×10×55 вырезают из полученных исследуемых материалов. Из контейнера Примера 2 с Zr фольгой, образцы вырезают из радиальной области, имеющей приблизительно ноль млн д. кислорода.
Образцы сплава 2 отжигают при 1050°С в течение 60 минут, а затем закаляют в воде. Образцы сплава 1 отжигают при 1080°С в течение 60 минут. Некоторые из этих образцов закаляют в воде, а другие охлаждают при контролируемой скорости 1-2,3°С/секунд в температурном интервале 900-700°С.
Осуществляют нарезание разреза и ударное испытание с надрезом по Чарпи. Для образцов сплава 2 температура ударных испытаний составляет -196°С, а температура для сплава 1 равна -50°С. Результаты представлены в таблице 5, где энергия ударного испытания с надрезом по Чарпи представлена как средняя для двух образцов, и Q стоит для закалки, а ССТ стоит для регулируемой скорости охлаждения.
Ясно, что при увеличении содержания кислорода, сплав 1 демонстрирует переход от вязкого состояния к хрупкому, подобный переходу при изменении температуры. Переход для закаленного сплава 1 находится в интервале содержания кислорода 100-150 млн д.
Результаты показывают, что для получения вязкого поведения для сплавов 1 и 2 содержание кислорода должно быть понижено до 100 млн д. или меньше.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ НЕИСПАРЯЕМОГО ГЕТТЕРА И ГЕТТЕР, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 1997 |
|
RU2118231C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК СВЕРХУПРУГИХ ТИТАНОВЫХ СПЛАВОВ МЕДИЦИНСКОГО НАЗНАЧЕНИЯ | 2022 |
|
RU2792355C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННОГО МАГНИТА NdFeB | 2007 |
|
RU2423204C2 |
| СПЕЧЕННЫЙ НЕИСПАРЯЮЩИЙСЯ ГЕТТЕР | 2012 |
|
RU2513563C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ ПОРОШКА СПЛАВА ТИТАНА | 2016 |
|
RU2711395C2 |
| ГЕТТЕРНЫЙ СПЛАВ | 1990 |
|
RU1750256C |
| Способ изготовления неиспаряемого геттера | 2015 |
|
RU2620234C2 |
| СПЛАВ НА ОСНОВЕ НИКЕЛЯ, СПОСОБНЫЙ ОБРАЗОВЫВАТЬ ОКСИД АЛЮМИНИЯ | 2009 |
|
RU2518812C2 |
| СПОСОБ УДАЛЕНИЯ ГАЗООБРАЗНЫХ ПРИМЕСЕЙ ИЗ ПОТОКА ВОДОРОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2122518C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВ СПЛАВОВ НА ОСНОВЕ ТИТАНА, ЦИРКОНИЯ И ГАФНИЯ, ЛЕГИРОВАННЫХ ЭЛЕМЕНТАМИ Ni, Cu, Ta, W, Re, Os И Ir | 2009 |
|
RU2507034C2 |
Изобретение относится к порошковой металлургии, в частности к получению металлического порошка с пониженным содержанием кислорода. Контейнер с геттером, заполненный металлическим порошком, герметизируют и вакуумируют. Контейнер подвергают термообработке в среде газообразного водорода с обеспечением диффузии водорода внутрь контейнера через его стенки до установления равновесного парциального давления по обе стороны стенки. Водород взаимодействует с кислородом порошка и удаляет кислород из порошка в геттер. Затем вокруг контейнера создают инертную атмосферу или вакуум для обеспечения диффузии водорода из контейнера. Из порошка может быть получен уплотненный материал, имеющий контролируемое количество кислорода и обладающий высокими механическими свойствами, в частности ударной прочностью. 3 н. и 7 з.п. ф-лы, 1 ил., 5 табл.
1. Способ получения металлического порошка с пониженным содержанием кислорода, включающий размещение в контейнере геттера, размещение в контейнере металлического порошка, вакуумирование и герметизацию, термообработку контейнера в среде газообразного водорода, с обеспечением диффузии водорода внутрь контейнера через его стенки, до установления равновесного парциального давления по обе стороны стенки, восстановление кислорода и последующее создание вокруг контейнера инертной атмосферы или вакуума с целью обеспечения диффузии водорода из контейнера через его стенки.
2. Способ по п.1 отличающийся тем, что металлический порошок представляет собой нержавеющую сталь.
3. Способ по п.1 или 2, отличающийся тем, что геттер представляет собой Ti, Zr, Hf, Та, РЗМ или сплав, или соединение на основе любых из этих элементов, предпочтительно Zr или Ti, или их сплав, или соединение.
4. Способ по п.1 или 2, отличающийся тем, что температура термообработки в окружающей среде водорода равна 900-1200°С, предпочтительно 1000-1150°С.
5. Способ по п.1 или 2, отличающийся тем, что геттер распределяется однородно вдоль по меньшей мере одной стенки контейнера, где указанная стенка имеет длину, которая равна или превышает длину других стенок контейнера.
6. Способ по п.5, отличающийся тем, что геттер распределяется однородно вдоль по меньшей мере одной стенки контейнера, где указанная стенка имеет длину, которая равна или превышает длину других стенок контейнера, и имеет площадь, равную или превышающую площадь других стенок контейнера.
7. Способ по п.1 или 2, отличающийся тем, что для ускорения восстановления кислорода в контейнер вводят углерод.
8. Способ получения уплотненного порошкового материала, включающий уплотнение в контейнере порошка, полученного способом по любому из пп.1-7.
9. Способ по п.8, отличающийся тем, что уплотнение представляет собой способ горячего изостатического прессования или холодного изостатического прессования и осуществляется в том же контейнере, что и восстановление кислорода.
10. Уплотненный порошковый материал, содержащий кислород в количестве менее 100 млн.д. и азот в количестве, соответствующем содержанию азота в восстановленном порошке, и полученный способом по п.8 или 9.
| US 20040191108 A1, 30.09.2004 | |||
| ПОРОШОК ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1998 |
|
RU2195386C2 |
| SU 1106093 A1, 27.05.1995 | |||
| US 6355211 B1, 12.03.2002 | |||
| US 6328927 В1, 11.12.2001. | |||

