Изобретение относится к металлообработке, а именно к обработке изделий методом пластического деформирования.
Известен инструмент для чистовой обработки тел вращения методом пластического деформирования, содержащий корпус, снабженный внутренней полостью, и кольцевую канавку, где размещено кольцо, в котором с внешней стороны выполнены сферические гнезда для свободного размещения деформирующих элементов, а с внутренней оно оснащено лопатками (авторское свидетельство СССР №1047668, кл. B24B 39/02, 1983).
Корпус инструмента в приведенном описании приводится в круговое движение посредством подачи сжатого воздуха в кольцевую канавку, а усилие воздействия деформирующих элементов на обрабатываемую поверхность достигается центробежными силами, развиваемыми деформирующими элементами. При этом для достижения необходимого усилия воздействия деформирующих элементов на обрабатываемую поверхность, развиваемого центробежными силами, как указано в авт. свид. №1047668, необходима окружная скорость 25…50 м/с, при которой в процессе пластического деформирования резко повышается температура как на поверхности обрабатываемого материала, так и на деформирующих элементах. Очевидно, что для создания вышеприведенных скоростей необходимо специальное оборудование и технологическая оснастка. Из описания видно, что деформирующие элементы в соответствии с конструкцией рассмотренного инструмента могут быть только шарообразной формы, что не позволяет осуществлять выбор параметров их формы и размеров. Кроме того, как показывает опыт, процесс пластического деформирования со скоростями 25…50 м/с обладает высокой динамикой и не обеспечивает стабильность главных технологических параметров процесса - заданного усилия деформирования и подачи. Следовательно, технологические возможности рассмотренного инструмента ограничены, как и возможность получения необходимого качества обработанной поверхности.
Наиболее близким к предлагаемому изобретению является инструмент для обработки тел вращения методом пластического деформирования, содержащий корпус, снабженный внутренней полостью, в которой располагаются инерционные узлы для создания усилия деформирования, каждый из которых включает два опорных катка, которые выполнены составными, их внутренняя часть изготовлена из металла, обладающего большим удельным весом, а наружная часть изготовлена из стали, установленных с помощью подшипников в ползунах, размещенных в радиальных пазах корпуса таким образом, что на каждую пару опорных катков опирается деформирующий элемент, имеющий с ними идентичную форму наружной образующей поверхности и установленный вместе с ними под углом самозатягивания по отношению к оси вращения, кроме того, на корпусе посредством подшипника крепится базирующее устройство, выполненное в виде обоймы, внутренняя поверхность которой охватывает наружное подвижное кольцо подшипника, а его внутреннее кольцо закреплено на корпусе, при этом внешняя поверхность обоймы снабжена направляющими ребрами, наружная поверхность которых имеет диаметральный размер и форму обработанной поверхности (патент на изобретение РФ №2219041, кл. 7 B24B 39/02, 2002).
Из приведенного описания видно, что в результате вращения корпуса инструмента вместе с инерционными узлами возникают центробежные силы, развиваемые массами опорных катков, установленных с помощью подшипников в ползунах, перемещая их вдоль радиальных пазов к периферии корпуса инструмента вместе с деформирующими элементами, при этом на деформирующие элементы действуют как центробежные силы, развиваемые их собственной массой, так и центробежные силы двух смежных опорных катков, обладающих по сравнению с ними более значительной массой, как указано в патенте РФ №2219041, которые и является определяющими при обеспечении усилия деформирования. При этом расчет усилий деформирования, достаточных для качественного процесса раскатывания, и их графическая зависимость от скорости вращения инструмента, как указано в патенте, выполнены для обработки отверстия диаметром 160 мм. Следует отметить, что исходя из конструкции инструмента диаметр 160 мм продиктован необходимостью размещения в инструменте опорных катков, обладающих значительными размерами, а следовательно, и массами. Однако наиболее востребованные в среднем машиностроении являются детали с размерами диаметров обработки в диапазоне 80…120 мм, успешное раскатывание которых инструментом, взятом за прототип, затруднено, т.к. потребует скорости его вращения 2000 и более оборотов в минуту. Как показывает опыт, процесс пластического деформирования при таких окружных скоростях является более сложным в технологическом обеспечении, обладает высокой динамикой и, как правило, не обеспечивает главных технологических параметров стабильного процесса раскатывания - заданного постоянного усилия деформирования и равномерной подачи. Кроме того, конструкция инструмента, где в радиальных пазах установлены ползуны, на которых с помощью подшипников закреплены опорные катки, предполагает, что при его вращении под действием центробежных сил они перемещаются к периферии. При этом под воздействием осевых и радиальных составляющих усилий раскатывания на деформирующие элементы и далее от них на опорные катки и ползуны, которые имеют возможность перекашиваться в радиальных пазах корпуса за счет зазоров их скользящей посадки, а следовательно, стопориться. Это будет создавать неравномерность их радиального перемещения, а значит, нестабильность заданного усилия деформирования и величины подачи. Следовательно, технологические возможности рассматриваемого инструмента ограничены, как и возможность получения необходимого качества обработанной поверхности.
Задачей изобретения является создание инструмента для чистовой обработки тел вращения методом пластического деформирования, обеспечивающего постоянство заданного усилия деформирования и величины осевой подачи инструмента.
Техническим результатом изобретения является расширение технологических возможностей инструмента для обработки тел вращения методом пластического деформирования при обеспечении качества обработанной поверхности.
Указанный технический результат достигается тем, что в инструменте для обработки методом пластического деформирования отверстий деталей, содержащем корпус с внутренней полостью, базирующее устройство в виде обоймы с внешней поверхностью с направляющими ребрами и наружной поверхностью, имеющей диаметральный размер и форму обрабатываемой поверхности, и расположенные во внутренней полости корпуса инерционные узлы для создания усилия деформирования, каждый из которых содержит два опорных катка, выполненных составными, с внутренней частью из металла и наружной частью из стали и деформирующий элемент, опертый на два опорных катка, имеющий с ними идентичную форму наружной образующей поверхности, при этом деформирующий элемент и два опорных катка каждого инерционного узла установлены под углом самозатягивания относительно оси инструмента, обойма закреплена на корпусе посредством подшипника, ее внутренняя поверхность охватывает наружное подвижное кольцо подшипника, а внутреннее кольцо подшипника закреплено на корпусе, при этом в корпусе выполнена дополнительная внутренняя полость, опорные катки и деформирующие элементы выполнены с цилиндрической формой наружной образующей поверхности, каждый инерционный узел снабжен рычагом, установленным в дополнительной внутренней полости в плоскости, расположенной под углом самозатягивания относительно оси инструмента, и инерционным грузом, выполненным в форме кругового сектора в радиальном сечении, причем один конец рычага закреплен на корпусе посредством шарнира, ось которого перпендикулярна плоскости, расположенной под углом самозатягивания относительно оси инструмента, а на другом его конце закреплен опорный каток, который установлен соосно с рычагом с помощью подшипника, а инерционный груз закреплен на рычаге между шарниром и опорным катком.
Наличие в предлагаемом устройстве дополнительной внутренней полости, в которой установлены рычаги, лежащие в плоскостях, располагающихся под углом самозатягивания относительно оси инструмента, которые одним концом закреплены на корпусе посредством шарниров, оси которых перпендикулярны плоскостям, установленным под углом самозатягивания, а на другом конце рычагов закреплены опорные катки, имеющие цилиндрическую форму наружной образующей поверхности, которые установлены соосно с рычагом с помощью подшипников, причем на них опираются деформирующие элементы, имеющие цилиндрическую форму наружной образующей поверхности, позволяет опорным каткам и деформирующим элементам перемещаться плавно по дуге, в сторону обрабатываемой поверхности, при этом величина радиуса дуги зависит от расчетной длины рычагов. Таким образом, конструкция инструмента предполагает получать расчетные усилия деформирования, приложенные к деформирующим элементам, как действие моментов от суммы величин центробежных сил, обеспечиваемых массами двух опорных катков, опирающегося на них деформирующего элемента и распределенной по длине массой самого рычага на расчетных величинах плеч - расстояний по длине рычага от центров тяжести опорных катков, деформирующих элементов и самого рычага до его крепления в шарнире. Следовательно, рассматриваемая конструкция позволяет получать значительные усилия деформирования за счет моментов от возникающих центробежных сил, что обеспечивает заданные усилия пластического деформирования. Кроме того, опорные катки и опирающиеся на них деформирующие элементы перемещаются в сторону обрабатываемой поверхности плавно по дуге с помощью рычагов, без каких-либо дополнительных направляющих элементов. Это является одним из главных факторов обеспечения стабильности усилия деформирования и подачи, а следовательно, и обеспечения качества обработанной поверхности, существенно расширяет технологические возможности инструмента, в том числе и глубину упрочненного слоя материалов с различными физико-механическими свойствами и микрогеометрическими параметрами.
Конструкция рассматриваемого инструмента, где в дополнительной внутренней полости установлены рычаги, лежащие в плоскостях, располагающихся под углом самозатягивания относительно оси инструмента, которые одним концом закреплены на корпусе посредством шарниров, оси которых перпендикулярны плоскостям, установленным под углом самозатягивания, а на другом конце рычагов закреплены опорные катки, имеющие цилиндрическую форму наружной образующей поверхности, которые установлены соосно с рычагами с помощью подшипников, причем на них опираются деформирующие элементы, имеющие цилиндрическую форму наружной образующей поверхности, позволяет опорным каткам и деформирующим элементам перемещаться плавно по дуге, в сторону обрабатываемой поверхности, при этом цилиндрические деформирующие элементы одним из своих торцов внедряются в поверхность обрабатываемого материала под определенным заданным углом ε, величина которого обуславливается расчетной длиной рычага, осуществляя процесс раскатывания. При этом обеспечивается образование необходимого заданного по площади, наиболее рационального каплевидного пятна контакта в зоне пластического деформирования обрабатываемой поверхности. Кроме того, использование опорных катков, имеющих цилиндрическую форму наружной образующей поверхности и деформирующих элементов, также имеющих цилиндрическую форму наружной образующей поверхности, гарантирует равнозначную скорость во всех точках их контакта по длине, что значительно уменьшает эффект проскальзывания и снижает динамику процесса пластического деформирования. Вышесказанное позволяет сделать вывод, что возможность применения опорных катков, имеющих цилиндрическую форму наружной образующей поверхности и опирающихся на них деформирующих элементов, также имеющих цилиндрическую форму наружной образующей поверхности, ведет к повышению качества обработанной поверхности и существенному расширению технологических возможностей инструмента.
Наличие в рассматриваемом инструменте инерционных грузов, закрепленных в дополнительной внутренней полости на рычагах между шарнирами и опорными катками, имеющих в радиальном сечении форму кругового сектора и выполненных из металла, обладающего большим удельным весом, способствует возникновению при вращении инструмента дополнительных центробежных сил. Следовательно, будут возникать значительные дополнительные моменты сил, создаваемые центробежными силами, обеспечиваемые значительными массами инерционных грузов на расчетных величинах плеч - от центров тяжести инерционных грузов по длине рычагов до их крепления в шарнирах, которые посредством рычагов будут передаваться на опорные катки и далее на опирающиеся на них деформирующие элементы. Это будет создавать значительное дополнительное усилие деформирования, суммирующееся с усилием деформирования от моментов инерционных сил, создаваемых массами опорных катков, деформирующих элементов и самого рычага. Кроме того, конструкция инструмента позволяет использовать инерционные грузы с заданной массой, регулируя ее величину длиной инерционного груза по образующей сектора вдоль его оси. Причем форма поперечного сечения инерционных грузов, в виде кругового сектора, позволяет наиболее рационально использовать все полезное пространство дополнительной внутренней полости инструмента в радиальном сечении. Таким образом, наличие инерционных грузов значительно увеличивает усилие деформирования и стабильность подачи, что повышает качество обработанной поверхности, в том числе и глубину упрочненного слоя материала, с различными физико-механическими свойствами и микрогеометрическими параметрами, что существенно расширяет технологические возможности инструмента.
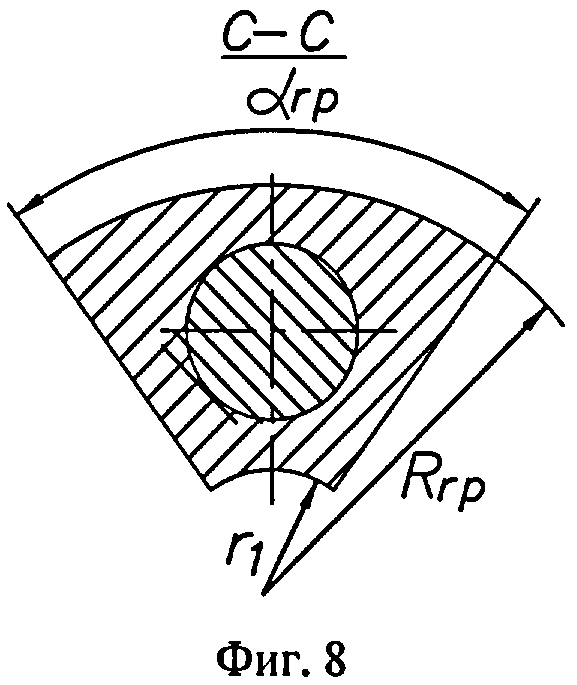
На фиг.1 изображен общий вид предлагаемого инструмента в осевом сечении; на фиг.2 - радиальное сечение А-А на фиг.1; на фиг.3 показано радиальное сечение Б-Б на фиг.1; на фиг.4 - вид В на фиг.1; на фиг.5 - вид Г на фиг.1; на фиг.6 - расчетная схема в поперечном сечении инструмента; на фиг.7 - расчетная схема рычага с установленными на нем опорным катком и инерционным грузом; на фиг.8 - расчетная схема, радиальное сечение С-С на фиг.7; на фиг.9 - показана графическая зависимость влияния окружных скоростей инструментов, для обработки деталей различных диаметров, на величину создаваемого усилия деформирования.
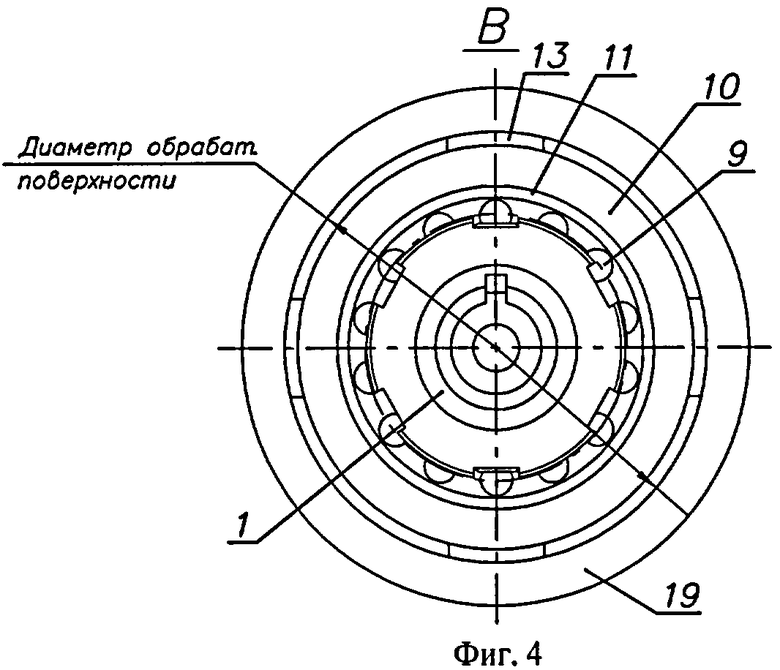
Инструмент для обработки тел вращения состоит из корпуса 1 (см. фиг.1), снабженного внутренней полостью 2, где располагаются инерционные узлы 3 (см. фиг.2) для создания усилия деформирования, каждый из которых включает два опорных катка 4, имеющих цилиндрическую форму наружной образующей поверхности, которые выполнены составными, их внутренняя часть 5 изготовлена из металла, обладающего большим удельным весом, а наружная часть 6 изготовлена из стали, которые имеют необходимые размеры и массу и установлены таким образом, что на каждую пару опорных катков 4 опирается деформирующий элемент 7, также имеющий цилиндрическую форму наружной образующей поверхности. Шпильки 8 служат для удержания деформирующих элементов 7 от выпадения при неработающем инструменте (см. фиг.1). Кроме того, на корпусе 1 инструмента посредством подшипника 9 крепится базирующее устройство (см. фиг.1), выполненное в виде обоймы 10, внутренняя поверхность которой охватывает наружное неподвижное кольцо 11 подшипника, закрепленного на корпусе 1 посредством внутреннего кольца 12. Внешняя поверхность обоймы 10 снабжена направляющими ребрами 13, наружная поверхность которых имеет диаметральный размер и форму обработанной поверхности (см. фиг.4.). Корпус инструмента также имеет радиальные отверстия 14 для подачи смазывающе-охлаждающей жидкости в зону пластического деформирования (см. фиг.1).
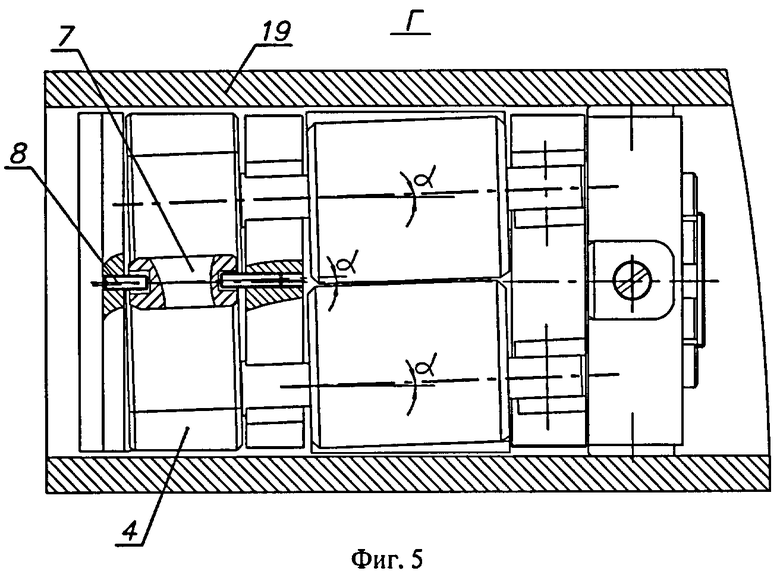
В корпусе 1 также располагается дополнительная полость 15, где в плоскостях, располагающихся под углом самозатягивания α относительно оси инструмента, установлены рычаги 16, закрепленные одним концом на корпусе посредством шарниров 17, чьи оси перпендикулярны плоскостям, установленным под углом самозатягивания, а на другом их конце соосно с рычагом с помощью подшипников 18 установлены опорные катки 4, имеющие цилиндрическую форму наружной образующей поверхности, на которые опираются деформирующие элементы 7, также имеющие цилиндрическую форму наружной образующей поверхности (см. фиг.2). В рассматриваемом инструменте направления осей рычагов 16, опорных катков 4, деформирующих элементов 7 и шпилек 8 совпадают и выполнены под углом самозатягивания α по отношению к оси вращения инструмента и к оси обрабатываемой детали 19 (см. фиг.5). Кроме того, в дополнительной внутренней полости 15 на рычагах 16 между шарнирами 17 и опорными катками 4 крепятся инерционные грузы 20, имеющие в радиальном сечении форму кругового сектора, как показано на фиг.1 и фиг.3, и выполненные из металла, обладающего большим удельным весом.
Конструкция рассматриваемого инструмента позволяет опорным каткам 4, опирающимся на них деформирующим элементам 7 и инерционным грузам 20 перемещаться вместе с рычагом по дуге в сторону обрабатываемой поверхности 19, при этом величина радиуса дуги зависит от расчетной длины рычагов 16. Таким образом, рассматриваемый инструмент предполагает получать расчетные усилия деформирования, приложенные к деформирующим элементам 7, как действие моментов от величин центробежных сил, обеспечиваемых массами опорных катков 4, опирающихся на них деформирующих элементов 7, инерционных грузов 20 и распределенными по длине массами самих рычагов 16 на расчетных величинах плеч - расстояний по длине рычага от центров тяжести опорных катков, деформирующих элементов, инерционных грузов и самого рычага до его крепления в шарнире 17. Следовательно, рассматриваемая конструкция позволяет получать значительные усилия деформирования за счет моментов от возникающих центробежных сил, что обеспечивает заданные усилия пластического деформирования. Кроме того, конструкция инструмента позволяет использовать инерционные грузы 20 с заданной массой, регулируя ее величину длиной самого инерционного груза по образующей сектора вдоль его оси (см. фиг.5). Причем форма поперечного сечения инерционных грузов 20, в виде кругового сектора, позволяет наиболее рационально использовать все полезное пространство дополнительной внутренней полости 15 инструмента в радиальном сечении (см. фиг.3). Таким образом, наличие инерционных грузов значительно увеличивает усилие деформирования, что повышает качество обработанной поверхности, в том числе и глубину упрочненного слоя материала с различными физико-механическими свойствами и микрогеометрическими параметрами. Также опорные катки 4, опирающиеся на них деформирующие элементы 7 и инерционные грузы 20 перемещаются в сторону обрабатываемой поверхности 19 плавно по дуге с помощью рычагов 16, без контакта с какими-либо дополнительными направляющими элементами. Это является одним из главных факторов обеспечения стабильности процесса пластического деформирования - усилий деформирования и подачи, а следовательно, и обеспечения качества обработанной поверхности, что также существенно расширяет технологические возможности инструмента.
Кроме того, наличие в дополнительной внутренней полости 15 рычагов 16, которые одним концом закреплены на корпусе посредством шарниров 17, а на другом их конце с помощью подшипников 18 установлены опорные катки 4, имеющие цилиндрическую форму наружной образующей поверхности (см. фиг.1), как и опирающихся на них деформирующих элементов 7, также имеющих цилиндрическую форму наружной образующей поверхности, позволяет им перемещаться плавно по дуге, в сторону обрабатываемой поверхности 19. При этом деформирующие элементы 7, имеющие цилиндрическую форму наружной образующей поверхности, одним из своих торцов внедряются в поверхность обрабатываемого материала 19, под определенным заданным углом ε (см. фиг.1), осуществляя процесс раскатывания. При этом обеспечивается образование необходимого заданного по площади, наиболее рационального каплевидного пятна контакта в зоне пластического деформирования обрабатываемой поверхности. Кроме того, использование опорных катков 4, имеющих цилиндрическую форму наружной образующей поверхности, и деформирующих элементов 7, также имеющих цилиндрическую форму наружной образующей поверхности и установленных под углом самозатягивания α, обеспечивает самоподачу инструмента и гарантирует при его вращении равнозначную скорость во всех точках их контакта по длине. Это значительно уменьшает эффект проскальзывания и снижает динамику процесса пластического деформирования. Следовательно, возможность применения опорных катков и деформирующих элементов, имеющих цилиндрическую форму наружной образующей поверхности, ведет к повышению качества процесса пластического деформирования, что ведет к существенному расширению технологических возможностей инструмента.
Устройство работает следующим образом.
Инструменту сообщается вращение и он вводится в обрабатываемое отверстие детали 19 (см. фиг.1). В результате вращения корпуса 1 вместе с ним получают вращение рычаги 16, установленные в дополнительной полости 15, лежащие в плоскостях, располагающихся под углом самозатягивания α относительно оси инструмента, закрепленные одним концом на корпусе посредством шарниров 17, чьи оси перпендикулярны плоскостям, установленным под углом самозатягивания α относительно оси инструмента. Вместе с рычагами вращение также получают опорные катки 4, имеющие цилиндрическую форму наружной образующей поверхности, которые установлены соосно с рычагом с помощью подшипников 18, а также деформирующие элементы 7, имеющие цилиндрическую форму наружной образующей поверхности, каждый из которых опирается на пару опорных катков 4, как показано на фиг.2. При этом в соответствии с конструкцией рассматриваемого инструмента вращение получают и инерционные грузы 20, которые закреплены на рычагах 16 между шарнирами 17 и опорными катками 4. Следовательно, при вращении инструмента будут возникать инерционные силы, прикладываемые к центрам тяжести деформирующих элементов 7, опорных катков 4, инерционных грузов 20 и самих рычагов 16. Это позволяет деформирующим элементам 7, опирающимся на опорные катки 4, совершая движение по круговой траектории, перемещаться по дуге в сторону обрабатываемой поверхности 19 и за счет возникающих усилий деформирования внедряться в обрабатывающий материал, осуществлять пластическое деформирование (см. фиг.1). Таким образом, расчетное усилие деформирования образуется как действие суммы моментов от величин центробежных сил, обеспечиваемых массами опорных катков 4, массой опирающегося на них деформирующего элемента7, массой инерционного груза 20 и распределенной по длине массой самого рычага 16, на расчетных величинах плеч - расстояний по длине рычага от центров тяжести опорных катков, деформирующего элемента, инерционного груза 20 и самого рычага 16 до его крепления в шарнире 17. Кроме того, конструкция инструмента позволяет использовать инерционные грузы 20, выполненные из металла, обладающего большим удельным весом, с расчетной массой, величину которой устанавливают длиной самого инерционного груза по образующей сектора вдоль его оси (см. фиг.1). Причем форма поперечного сечения инерционных грузов 20, в виде кругового сектора, позволяет наиболее рационально использовать все полезное пространство дополнительной внутренней полости 15 инструмента в радиальном сечении (см. фиг.3). Таким образом, при вращении корпуса 1 рассматриваемого инструмента возникают значительные по величине расчетные усилия пластического деформирования, что повышает качество обработанной поверхности, в том числе и глубину упрочненного слоя материала, с различными физико-механическими свойствами и микрогеометрическими параметрами, а следовательно, существенно расширяет технологические возможности инструмента.
При вращении инструмента деформирующие элементы 7, опирающиеся на пару опорных катков 4, вместе с рычагом 16 и закрепленным на нем инерционным грузом 20 перемещаются по дуге в сторону обрабатываемой поверхности 19, осуществляя процесс раскатывания. Это происходит благодаря конструктивной особенности рассматриваемого инструмента, при шарнирно закрепленных на корпусе 1 рычагов 16, когда они вместе с опорными катками и деформирующими элементами перемещаются под воздействием инерционных сил плавно по дуге в сторону обрабатываемой поверхности 19, без контакта с какими-либо направляющими приспособлениями. Это обеспечивает стабильность процесса раскатывания, а значит, и постоянство необходимого усилия деформирования и подачи инструмента, что является главным фактором обеспечения качества обработанной поверхности.
Кроме того, под действием инерционных сил деформирующие элементы 7, опирающиеся на опорные катки 4, вместе инерционными грузами 20, установленными на рычагах 16, осуществляя вращательное движение, перемещаются в плоскостях, располагающихся под углом самозатягивания α относительно оси инструмента, по дуге в сторону обрабатываемой поверхности 19 (см. фиг.5). При этом деформирующие элементы 7, имеющие цилиндрическую форму наружной образующей поверхности, одним из своих торцов внедряются в поверхность обрабатываемого материала под определенным заданным углом ε, величина которого зависит от расчетной длины рычага 16, и осуществляют ее пластическое деформирование (см. фиг.1). При этом за счет цилиндрической формы наружной образующей поверхности деформирующих элементов 7 обеспечивается образование необходимого по величине и заданного по форме, наиболее рационального каплевидного пятна контакта в зоне пластического деформирования обрабатываемой поверхности 19. При этом за счет сил трения, возникающих в процессе пластического деформирования, при контакте деформирующих элементов 7 с обрабатываемой поверхностью они получают дополнительное вращение вокруг собственной оси, которое также за счет сил трения передается опорным каткам 4. Кроме того, деформирующие элементы 7, опираясь на опорные катки 4, которые с помощью подшипников 18 крепятся на рычагах 16, вместе с ними установлены под углом самозатягивания α по отношению к оси вращающегося инструмента (см. фиг.5). Следовательно, деформирующий элемент 7 в процессе вращения инструмента также будет устанавливаться под углом самозатягивания α, осуществляя процесс самоподачи инструмента. Кроме того, использование деформирующих элементов 7 и опорных катков 4, имеющих цилиндрические формы наружных образующих поверхностей, обеспечивает равнозначные окружные скорости во всех точках по длине их контакта при работе инструмента. Это значительно уменьшает эффект их проскальзывания относительно друг друга, снижает динамику процесса пластического деформирования, а также обеспечивает постоянство скорости подачи инструмента. Это ведет к существенному повышению качества обработанной поверхности, создает условие для стабильного процесса пластического деформирования и расширяет технологические возможности инструмента.
При вращении инструмента шпильки 8 за счет гарантированного зазора не соприкасаются с деформирующими элементами 7, кроме того, в процессе работы инструмент, перемещаясь в осевом направлении, самоустанавливается (базируется) за счет базирующего устройства, располагающегося на корпусе 1 посредством подшипника 9 (см. фиг.1). Базирующее устройство выполнено в виде обоймы 10, внутренняя поверхность которой охватывает наружное невращающееся в процессе работы инструмента кольцо 11 подшипника 9. Внутреннее кольцо 12 подшипника 9 закреплено на корпусе 1 и вращается вместе с ним в процессе раскатывания. Внешняя поверхность обоймы 10 снабжена направляющими ребрами 13, наружная поверхность которых имеет диаметральный размер и форму обработанной поверхности (см. фиг.4).
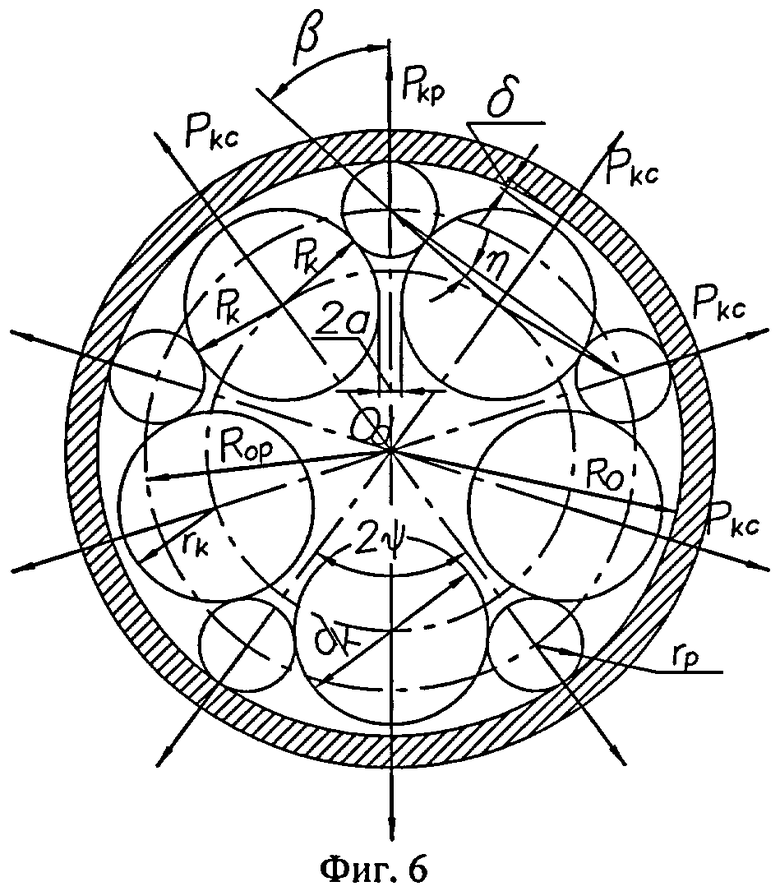
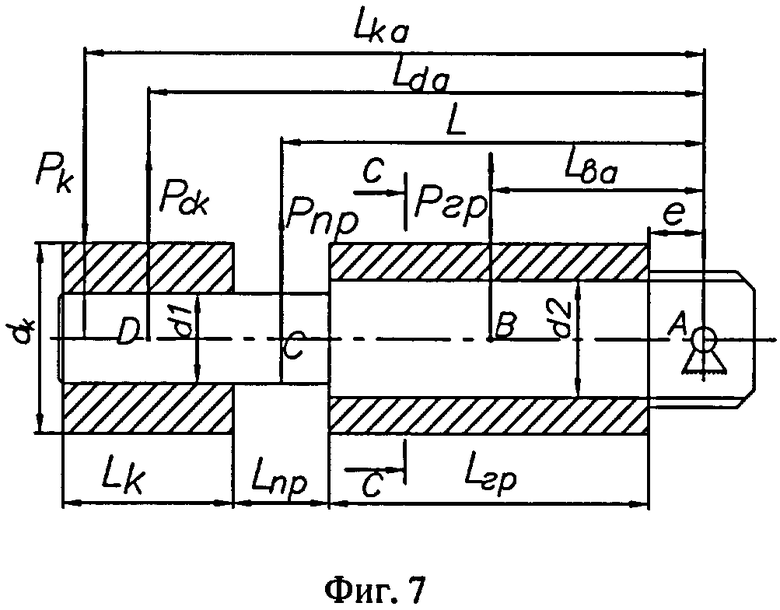
Для подтверждения эффективности работы предлагаемой конструкции инструмента и выявления диапазона создаваемых им усилий деформирования разработаны расчетные схемы, показанные на фиг.6, фиг.7 и фиг.8, где введены следующие условные обозначения: Pк - усилие, действующее со стороны опорного катка на деформирующий элемент; Pkc - центробежное усилие, действующее на опорный каток; Pрс - центробежное усилие, действующее на деформирующий элемент; Pпр - центробежное усилие, обеспечиваемое массой участка рычага, расположенного между опорным катком и инерционным грузом; Pгр - центробежное усилие, обеспечиваемое массами инерционного груза и участком рычага, на котором установлен инерционный груз; αгр - угол кругового сектора инерционного груза; Dгр - наружный диаметр кругового сектора; dгр - внутренний диаметр кругового сектора; Lгр - длина инерционного груза; rk, rp - радиусы опорного катка и деформирующего элемента; lk - длина опорного катка; ρк, ρp - удельный вес материала опорного катка и деформирующего элемента; δ - зазор между поверхностью обрабатываемой детали и опорным катком; 2ψ - угол между смежными деформирующими элементами и опорными катками; 2α - зазор между смежными опорными катками; Rо - радиус обрабатываемого отверстия; Rok - радиус окружности, описываемой осями опорных катков; Rop - радиус окружности, описываемой осями деформирующих элементов.
При работе инструмента центробежные силы, развиваемые опорными катками и деформирующими элементами, будут (см. фиг.6)
 ;
;
 .
.
Исходя из компоновки инструмента (см. фиг.6) радиусы опорного катка rk и деформирующего элемента rp могут быть определены из зависимостей
 ,
,
где ψ - угол между смежными деформирующими элементами (опорными катками); δp - зазор между смежными опорными катками; Ro - радиус отверстия обрабатываемой детали,
 .
.
Центробежные силы, развиваемые массой участка рычага между опорным катком и инерционным грузом
 ,
,
где hn - ширина паза, в котором установлен рычаг; ln - длина паза; dl - диаметр рычага, на котором крепится опорный каток.
Инерционный груз представляет собой в поперечном сечении круговой сектор (см. фиг.8) с длиной по его образующей, равной Lгр (см. фиг.7). Следовательно, центробежная сила, развиваемая инерционным грузом, будет равна
 ,
,
где rс - центр тяжести сечения кругового сектора, расположенного от оси инструмента на расстоянии
 .
.
Площадь поперечного сечения инерционного груза Fгр определяется как
 .
.
Составим и решим уравнение равновесия относительно усилия Pк, действующего со стороны опорного катка на деформирующий элемент
 .
.
Усилие деформирования будет складываться из суммы всех сил, действующих на деформирующий элемент. Исходя из схемы, представленной на фиг.7, будем иметь значение усилия раскатывания
 ,
,
где β=90-ψ;  .
.
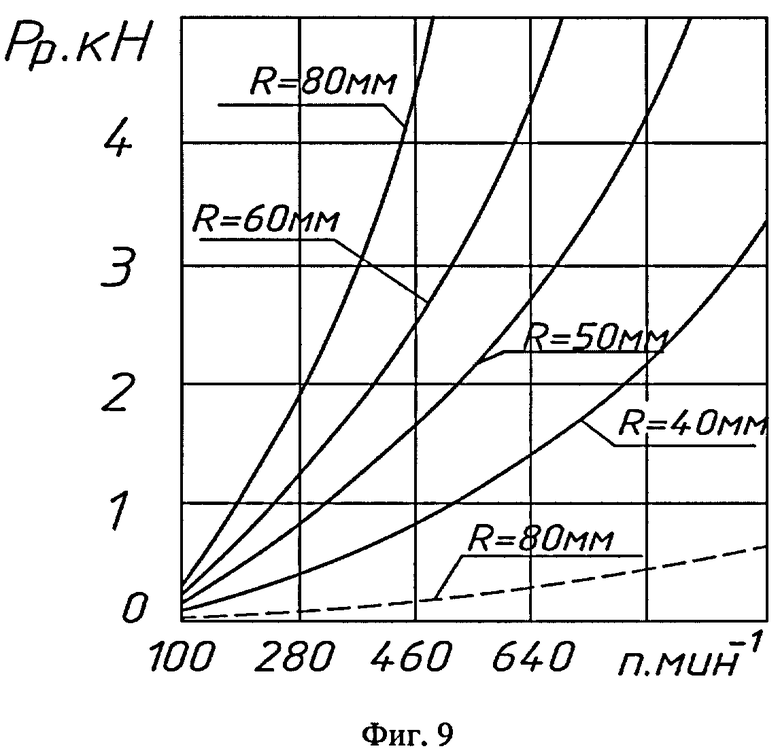
Примем количество деформирующих элементов устройства равное пяти. Для примера расчета и построения графической зависимости величины создаваемого усилия деформирования от скорости вращения инструмента при обработке отверстия диаметром 100 мм примем следующие размеры деталей: диаметр деформирующего элемента 14 мм, его длина 50 мм; диаметр цельного опорного катка из стали 72 мм, его длина 50 мм; диаметр рычага 20 мм; длины плеч от центров тяжестей до оси шарнира крепления рычага к корпусу инструмента деформирующего элемента, опорного катка, перемычки между грузом и опорным катком и инерционного груза соответственно 141 мм, 139 мм, 96 мм и 54 мм. Также произведем расчеты и построим графические зависимости величины создаваемого усилия деформирования от скорости вращения инструмента при обработке детали диаметром 160 мм, 120 мм и 80 мм (см. фиг.9).
Как видно из графических зависимостей, создаваемые усилия деформирования при обработке отверстий деталей с диаметрами 160 мм, 120 мм, 100 мм и 80 мм достаточны для широкого диапазона технологических параметров, обеспечивающих качество обработанной поверхности, в том числе и глубину упрочненного слоя материала. Так для обработки детали с диаметром 100 мм и ориентировочным обеспечением глубины упрочненного слоя материала 0,15 мм необходимая окружная скорость составляет 700 мин-1, для обработки детали диаметром 160 мм, 120 мм и 100 мм необходимая окружная скорость будет соответственно 530 мин-1, 370 мин-1 и 180 мин-1 (см. фиг.9).
Для сравнения эффективности предлагаемого устройства и инструмента, взятого за прототип (патент на изобретение РФ №2219041), на графике (см. фиг.9) пунктирной линией показана графическая зависимость величины создаваемого усилия деформирования от скорости вращения инструмента при обработке детали с диаметром 160 мм. Как видно из графических зависимостей, прототип существенно уступает в технологических возможностях предлагаемому инструменту.
Таким образом, инерционный раскатывающий инструмент предлагаемой конструкции способен обеспечить необходимые усилия деформирования при диапазоне частот вращения 700 мин-1, 530 мин-1, 370 мин-1 и 180 мин-1 (см. фиг.9), находятся в пределах допустимых, не требующих специальной технологической оснастки. При этом очевидно, что конструкция инструмента принципиально работоспособна.
Следовательно, предлагаемый инструмент для обработки тел вращения методом пластического деформирования обеспечивает постоянство необходимого усилия деформирования и осевой подачи, создает условие для стабильного процесса пластического деформирования при обработке материалов, обладающих различными физико-механическими свойствами и микрогеометрическими параметрами, что расширяет технологические возможности инструмента и обеспечивает качество обработанной поверхности, в том числе и глубину упрочненного слоя материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ МЕТОДОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2002 |
|
RU2219041C1 |
| СПОСОБ РАСКАТЫВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2457096C1 |
| ЖЕСТКАЯ МНОГОШАРИКОВАЯ РАСКАТКА | 2010 |
|
RU2456149C1 |
| РАСКАТКА ДЛЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2013 |
|
RU2541220C2 |
| СПОСОБ РАСКАТЫВАНИЯ ОТВЕРСТИЙ С НЕПРЕРЫВНЫМ КАЧЕНИЕМ ШАРИКОВ | 2010 |
|
RU2452608C1 |
| СПОСОБ ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2012 |
|
RU2522996C2 |
| УСТРОЙСТВО ДЛЯ РАСКАТЫВАНИЯ ОТВЕРСТИЙ С НЕПРЕРЫВНЫМ КАЧЕНИЕМ ШАРИКОВ | 2010 |
|
RU2452609C1 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483857C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483858C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННИХ КАНАВОК | 2005 |
|
RU2285601C1 |
Изобретение относится к металлообработке, а именно к обработке отверстий деталей методом пластического деформирования. Инструмент содержит корпус с внутренней полостью и дополнительной внутренней полостью, базирующее устройство в виде обоймы с внешней поверхностью с направляющими ребрами и расположенные во внутренней полости корпуса инерционные узлы для создания усилия деформирования. Каждый из инерционных узлов содержит два цилиндрических опорных катка и цилиндрический деформирующий элемент, опертый на два упомянутых опорных катка. Деформирующий элемент и два опорных катка каждого инерционного узла установлены под углом самозатягивания относительно оси инструмента. В дополнительной внутренней полости в плоскостях, расположенных под углом самозатягивания относительно оси инструмента, установлены рычаги. Рычаги одним концом закреплены на корпусе посредством шарниров, оси которых перпендикулярны плоскостям, расположенным под углом самозатягивания относительно оси инструмента, а на другом их конце закреплены упомянутые опорные катки. Опорные катки установлены соосно с рычагами. На рычагах между шарнирами и опорными катками закреплены инерционные грузы. В результате расширяются технологические возможности и обеспечивается высокое качество обработанной поверхности. 9 ил.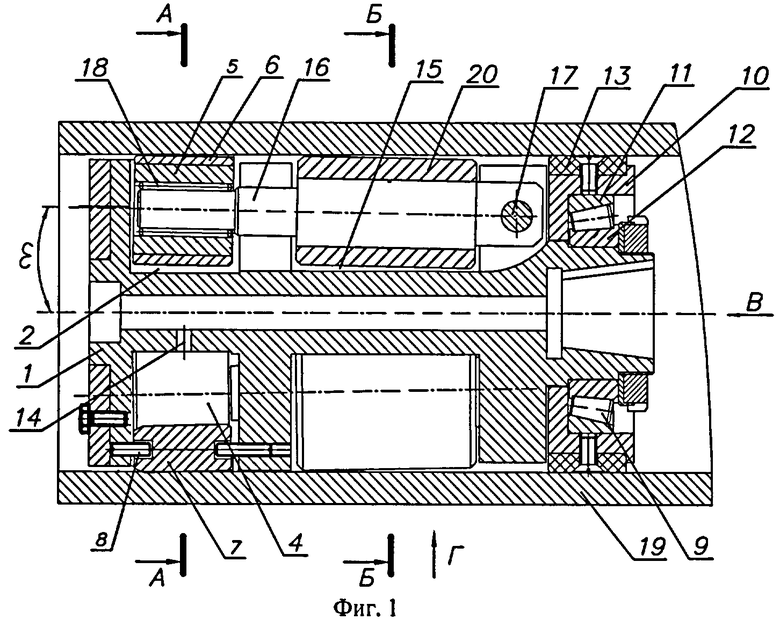
Инструмент для обработки методом пластического деформирования отверстий деталей, содержащий корпус с внутренней полостью, базирующее устройство в виде обоймы с внешней поверхностью с направляющими ребрами, наружная поверхность которых имеет диаметральный размер и форму обработанной поверхности, и расположенные во внутренней полости корпуса инерционные узлы для создания усилия деформирования, каждый из которых содержит два опорных катка, выполненных составными, с внутренней частью из металла и наружной частью из стали, и деформирующий элемент, опертый на два опорных катка, имеющий с ними идентичную форму наружной образующей поверхности, при этом деформирующий элемент и два опорных катка каждого инерционного узла установлены под углом самозатягивания относительно оси инструмента, обойма закреплена на корпусе посредством подшипника, ее внутренняя поверхность охватывает наружное подвижное кольцо подшипника, а внутреннее кольцо подшипника закреплено на корпусе, отличающийся тем, что он снабжен рычагами и инерционными грузами, выполненными в форме кругового сектора в радиальном сечении, в корпусе выполнена дополнительная внутренняя полость, опорные катки и деформирующие элементы выполнены с цилиндрической формой наружной образующей поверхности, рычаги установлены в дополнительной внутренней полости в плоскостях, расположенных под углом самозатягивания относительно оси инструмента, причем рычаги одним концом закреплены на корпусе посредством шарниров, оси которых перпендикулярны плоскостям, расположенным под углом самозатягивания относительно оси инструмента, а на другом их конце закреплены упомянутые опорные катки, которые установлены соосно с рычагами с помощью подшипников, а инерционные грузы закреплены на рычагах между шарнирами и опорными катками.
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ МЕТОДОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2002 |
|
RU2219041C1 |
| Способ бесстружечного формообразования цилиндрических поверхностей деталей и инструмент для его осуществления | 1991 |
|
SU1790462A3 |
| Инструмент для чистовой обработки тел вращения методом пластической деформации | 1982 |
|
SU1047668A2 |
| Раскатка | 1974 |
|
SU841937A1 |
| ПРИВОД УПРАВЛЕНИЯ ФРИКЦИОННОЙ МУФТЫ | 1997 |
|
RU2117833C1 |

