Изобретение относится к металлообработке, а именно к обработке изделий методом пластического деформирования.
Известна раскатка для обработки отверстий, содержащая сепаратор с деформирующими элементами, контактирующими с опорным конусом, размещенным на оправке с возможностью радиального перемещения (авторское свидетельство СССР 9444899, кл. В 24 В 39/02, 1982).
Недостатком приведенной конструкции является то, что для настройки роликов на диаметральный размер их перемещают вдоль опорного конуса, при этом настройка должна быть достаточно точной, чтобы соответствовать глубине внедрения деформирующего элемента в обрабатываемую поверхность, которая соизмерима с допуском на размер, что снижает технологические возможности раскатки. Также к недостаткам можно отнести жесткую связь опорного конуса и деформирующих элементов с обрабатываемой деталью, создающую непостоянство усилия деформирования и высокую динамику процесса раскатывания, что ведет к снижению качества обработанной поверхности.
Наиболее близким к предлагаемому изобретению является инструмент для чистовой обработки тел вращения методом пластического деформирования, содержащий корпус, снабженный внутренней полостью, и кольцевую канавку, где размещено кольцо, в котором с внешней стороны выполнены сферические гнезда для свободного размещения деформирующих элементов, а с внутренней оно оснащено лопатками (авторское свидетельство СССР 1047668, кл. В 24 В 39/02, 1983).
Корпус инструмента в приведенном описании приводится в круговое движение посредством подачи сжатого воздуха в кольцевую канавку, а усилие воздействия деформирующих элементов на обрабатываемую поверхность достигается центробежными силами, развиваемыми деформирующими элементами. При этом для достижения необходимого усилия воздействия деформирующих элементов на обрабатываемую поверхность, развиваемого центробежными силами, как указано в авт. свид. 1047668, необходима окружная скорость 25...50 м/с, при которой в процессе пластического деформирования резко повышается температура как на поверхности обрабатываемого материала, так и на деформирующих элементах. Очевидно, что для создания вышеприведенных скоростей необходимо специальное оборудование и технологическая оснастка. Из описания видно, что деформирующие элементы в соответствии с конструкцией рассмотренного инструмента могут быть только шарообразной формы, что не позволяет осуществлять выбор параметров их формы и размеров. Кроме того, как показывает опыт, процесс пластического деформирования со скоростями 25...50 м/с обладает высокой динамикой и не обеспечивает стабильность главных технологических параметров процесса - заданного усилия деформирования и подачи. Следовательно, технологические возможности рассмотренного инструмента ограничены как и возможность получения необходимого качества обработанной поверхности.
Задачей изобретения является создание инструмента для чистовой обработки тел вращения методом пластического деформирования, обеспечивающего постоянство заданного усилия деформирования и величины осевой подачи инструмента.
Техническим результатом изобретения является расширение технологических возможностей инструмента для обработки тел вращения методом пластического деформирования при обеспечении качества обработанной поверхности.
Указанный технический результат достигается тем, что в инструменте для обработки тел вращения методом пластического деформирования, содержащем корпус, снабженный внутренней полостью и деформирующие элементы, во внутренней полости располагаются инерционные узлы для создания усилия деформирования, каждый из которых включает два опорных катка, установленных с помощью подшипников в ползунах, размещенных в радиальных пазах корпуса таким образом, что на каждую пару опорных катков опирается деформирующий элемент, имеющий с ними идентичную форму наружной образующей поверхности и установленный вместе с ними под углом самозатягивания по отношению к оси вращения, кроме того, на корпусе посредством подшипника крепится базирующее устройство, выполненное в виде обоймы, внутренняя поверхность которой охватывает наружное неподвижное кольцо подшипника, а его внутреннее кольцо закреплено на корпусе, при этом внешняя поверхность обоймы снабжена направляющими ребрами, наружная поверхность которых имеет диаметральный размер и форму обработанной поверхности.
Кроме того, опорные катки инерционного узла выполнены составными, внутренняя часть которых изготовлена из металла, обладающего большим удельным весом, а наружная часть изготовлена из стали.
Наличие в предлагаемом инструменте инерционных узлов для создания усилия деформирования, каждый из которых включает два опорных катка, на которые опирается деформирующий элемент, имеющий с ними идентичную форму наружной образующей поверхности, причем опорные катки обладают необходимыми расчетные размерами и массой и вращаются вместе с корпусом с заданными окружными скоростями, образует диапазон центробежных сил, обеспечивающих расчетные усилия деформирования для обработки материалов с различными физико-механическими свойствами и микрогеометрическими параметрами. При этом постоянство необходимого усилия деформирования и скорости подачи за счет того, что деформирующий элемент установлен вместе с опорными катками под углом самозатягивания по отношению к оси вращения, создают условия для стабильного процесса пластического деформирования, что является главным фактором обеспечения качества обработанной поверхности, в том числе и глубины упрочненного слоя материала.
Конструкция рассматриваемого инструмента позволяет применять деформирующие элементы с оптимальными геометрическими параметрами формы и размеров, посредством которых происходит процесс пластического деформирования, что существенно расширяет технологические возможности инструмента и повышает качество обработанной поверхности, в том числе и глубины упрочненного слоя материала.
Наличие в предлагаемом инструменте базирующего устройства, установленного на корпусе инструмента посредством подшипника и выполненного в виде обоймы, внутренняя поверхность которой охватывает наружное неподвижное кольцо подшипника, а его внутреннее кольцо закреплено на корпусе, при этом внешняя поверхность обоймы снабжена направляющими ребрами, наружная поверхность которых имеет диаметральный размер и форму обработанной поверхности, позволяет в процессе работы осуществлять его координацию по чистой обработанной поверхности, является дополнительной опорой, придает устойчивость и снижает динамику процесса пластического деформирования, что повышает качество обработанной поверхности.
Конструкция инструмента позволяет выполнять опорные катки инерционного узла составными, внутренняя часть которых изготовлена из металла, обладающего большим удельным весом, а наружная часть изготовлена из стали. Это позволяет увеличить массу опорных катков, а следовательно, и центробежные силы, развиваемые инерционными узлами, что ведет к увеличению усилия пластического деформирования, расширяет технологические возможности инструмента и повышает качество обработанной поверхности, в том числе и глубину упрочненного слоя материала.
На фиг. 1 изображен общий вид предлагаемого инструмента в осевом сечении; на фиг. 2 - радиальное сечение А-А на фиг.1; на фиг. 3 показан вид Б на фиг. 1; на фиг. 4 - вид В на фиг.1; на фиг. 5 представлена расчетная схема определения усилия деформирования; на фиг. 6 показана графическая зависимость влияния окружной скорости инструмента на величину создаваемого усилия деформирования.
Инструмент для обработки тел вращения состоит из корпуса 1 (см. фиг.1), снабженного внутренней полостью 2, где располагаются инерционные узлы 3 (см. фиг. 2) для создания усилия деформирования, каждый из которых включает два опорных катка 4, имеющих необходимые размеры и массу и установленных с помощью подшипников 5 в ползунах 6, размещенных в радиальных пазах 7 корпуса 1 таким образом, что на каждую пару опорных катков 4 опирается деформирующий элемент 8, имеющий с ними идентичную форму наружной образующей поверхности.
Наличие инерционных узлов 3 для создания усилия деформирования, элементы которых имеют необходимые геометрические размеры и массу и вращаются вместе с корпусом 1 с заданными окружными скоростями, образует диапазон центробежных сил, обеспечивающих расчетные усилия деформирования для обработки материалов с различными физико-механическими свойствами и микрогеометрическими параметрами. При этом постоянство необходимого усилия деформирования является главным фактором обеспечения качества обработанной поверхности, в том числе и глубины упрочненного слоя материала.
В рассматриваемом инструменте направления осей радиальных пазов 7, ползунов 6, опорных катков 4, деформирующих элементов 8 и шпилек 9 совпадают и выполнены под углом самозатягивания α (см. фиг.3) по отношению к оси вращения инструмента. Это обеспечивает постоянство скорости подачи и создает условие для стабильного процесса пластического деформирования, что обеспечивает качество обработанной поверхности.
Шпильки 9 служат для удержания деформирующих элементов 8 от выпадения при неработающем инструменте (см. фиг.1). Кроме того, на корпусе 1 инструмента посредством подшипника 10 крепится базирующее устройство, выполненное в виде обоймы 11, внутренняя поверхность которой охватывает наружное неподвижное кольцо 12 подшипника 10, закрепленного на корпусе 1 посредством внутреннего кольца 13. Внешняя поверхность обоймы 11 снабжена направляющими ребрами 14, наружная поверхность которых имеет диаметральный размер и форму обработанной поверхности (см. фиг. 4). Наличие в предлагаемом инструменте базирующего устройства позволяет в процессе работы осуществлять его координацию по чистовой обработанной поверхности, является дополнительной опорой, придает устойчивость и снижает динамику процесса пластического деформирования, что повышает качество обработанной поверхности.
Корпус инструмента имеет также радиальные отверстия 15 для подачи смазывающе-охлаждающей жидкости в зону пластического деформирования (см. фиг.2).
Как видно из фиг.1, 2, опорные катки 4 инерционного узла 3 могут быть выполнены составными, внутренняя часть 16 которых изготовлена из металла, обладающего большим удельным весом, а наружная часть 17 изготовлена из стали. Это позволяет увеличивать массу опорных катков 4, а следовательно, и центробежные силы, развиваемые инерционными узлами 3, что ведет к увеличению усилия пластического деформирования, расширяет технологические возможности инструмента и повышает качество обработанной поверхности, в том числе и глубину упрочненного слоя материала.
Устройство работает следующим образом.
Инструменту сообщается вращение и он вводится в обрабатываемое отверстие детали 18 (см. фиг.1). В результате вращения корпуса 1 вместе с инерционными узлами 3 возникают центробежные силы, развиваемые массами опорных катков 4, установленных с помощью подшипников 5 в ползунах 6, перемещая их вдоль радиальных пазов 7 к периферии корпуса 1 инструмента вместе с деформирующими элементами 8. При этом на деформирующие элементы 8 действуют как центробежные силы, развиваемые их собственной массой, так и центробежные силы двух смежных опорных катков 4, обладающих по сравнению с ними более значительной массой (см. фиг.2). Поэтому деформирующие элементы 8, совершая движение по круговой траектории, внедряются в обрабатываемый материал детали 18 за счет развиваемых центробежных сил инерционных узлов 3 (см. фиг.2), осуществляя пластическое деформирование ее поверхности. Наличие инерционных узлов 3 для создания усилия деформирования, вращающихся с заданными окружными скоростями, образует диапазон центробежных сил, обеспечивающих расчетные усилия деформирования для обработки материалов с различными физико-механическими свойствами и микрогеометрическими параметрами. При этом постоянство необходимого усилия деформирования является главным фактором обеспечения качества обработанной поверхности, в том числе и глубины упрочненного слоя.
При работе инструмента деформирующие элементы 8, вращаясь с заданной окружной скоростью с инерционными узлами 3 (см. фиг.2), за счет сил трения, возникающих при их контакте с обрабатываемой поверхностью 18 в процессе пластического деформирования, получают вращение вокруг собственной оси. При этом каждый деформирующий элемент 8 опирается на пару опорных катков 4, имеющих с ним идентичную форму наружной образующей поверхности и установленных с помощью подшипников 5 и ползунов 6 в радиальных пазах 7 корпуса 1 (см. фиг. 1) под углом самозатягивания α по отношению к оси вращения. Следовательно, деформирующий элемент 8 в процессе работы инструмента также будет устанавливаться под углом самозатягивания α, осуществляя процесс самоподачи инструмента. Постоянство скорости подачи создает условие для стабильного процесса пластического деформирования, что обеспечивает необходимое качество обработанной поверхности. При работе инструмента шпильки 9 за счет гарантированного зазора не соприкасаются с деформирующими элементами 8. Кроме того, в процессе работы инструмент, перемещаясь в осевом направлении, самоустанавливается (базируется) за счет базирующего устройства, установленного на корпусе 1 инструмента посредством подшипника 10 (см. фиг.1). Базирующее устройство выполнено в виде обоймы 11, внутренняя поверхность которой охватывает наружное невращающееся в процессе работы кольцо 12 подшипника 10. Внутреннее кольцо 13 подшипника 10 закреплено на корпусе 1 и вращается вместе с ним в процессе работы. Внешняя поверхность обоймы 11 снабжена направляющими ребрами 14, наружная поверхность которых имеет диаметральный размер и форму обработанной поверхности (см. фиг.4).
Наличие базирующего устройства позволяет в процессе пластического деформирования осуществлять координацию инструмента по обработанной чистовой поверхности детали. Оно является дополнительной опорой, придает устойчивость и снижает динамику процесса, что повышает качество обработанной поверхности.
Как было сказано выше, опорные катки 4 инерционного узла 3 могут быть выполнены составными (см. фиг.1, 2), внутренняя часть 16 которых изготовлена из металла, обладающего большим удельным весом, а наружная часть 17 изготовлена из стали. При вращении инерционных узлов 3 составные опорные катки 4 развивают большие центробежные силы, чем цельные опорные катки, выполненные из стали и вращающиеся с той же окружной скоростью. Это позволяет увеличить усилие пластического деформирования, существенно расширяет технологические возможности инструмента и повышает качество обработанной поверхности, в том числе и глубину упрочненного слоя.
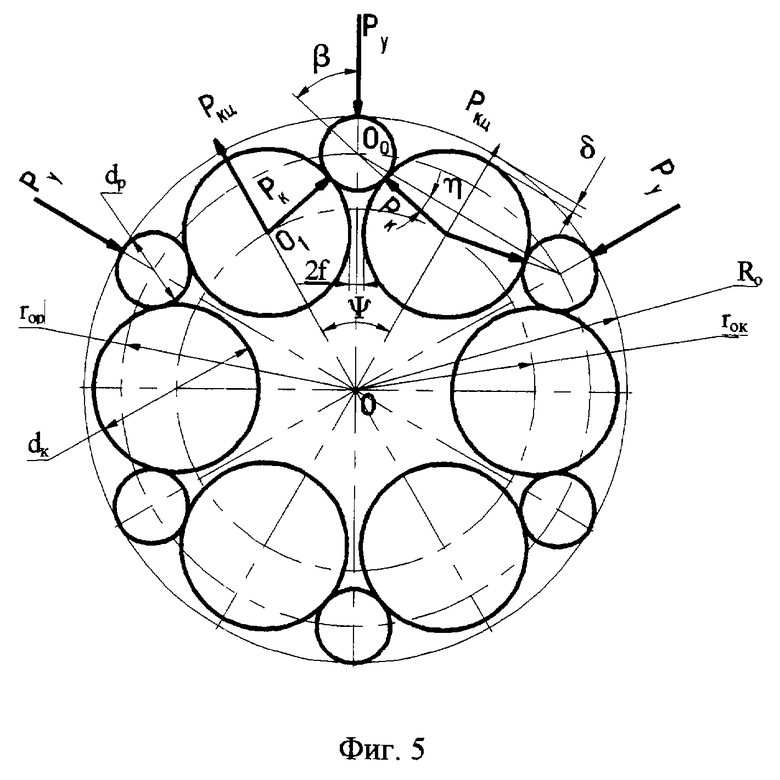
Для подтверждения принципиальной работоспособности предлагаемой конструкции и выявления диапазона центробежных сил, создаваемых инерционными узлами 3, разработана расчетная схема определения усилий деформирования, показанная на фиг. 5, где введены следующие условные обозначения: ϕ- угол между двумя смежными деформирующими элементами; η- угол между направлением силы, действующей на деформирующий элемент со стороны опорного катка и хордой, соединяющей центры деформирующих элементов; β- угол между направлением усилия деформирования и хордой, соединяющей центры деформирующего элемента и опорного катка; δ- зазор между опорным катком и диаметром обрабатываемого отверстия; 2f - зазор между смежными опорными катками инерционного узла; dр - диаметр деформирующих элементов; rор - радиус окружности,описываемой центрами деформирующих элементов; dк - диаметр опорных катков; R0 - радиус обработанного отверстия детали; rок- радиус окружности, описываемой центрами опорных катков; Ркц - центробежная сила, развиваемая массой опорного катка; Рк - сила, действующая на деформирующий элемент со стороны опорного катка; Ррц- центробежная сила, развиваемая массой деформирующего элемента; Ру - полное усилие деформирования.
Усилие деформирования, развиваемое инерционными узлами 3, складывается из центробежной силы, развиваемой массой опорного катка ,
,
и центробежной силы, развиваемой массой деформирующего элемента
где mк - масса опорного катка; mp - масса деформирующего элемента; Vк - окружная скорость вращения опорного катка; Vp - окружная скорость вращения деформирующего элемента.
Полное усилие деформирования определяется из выражения
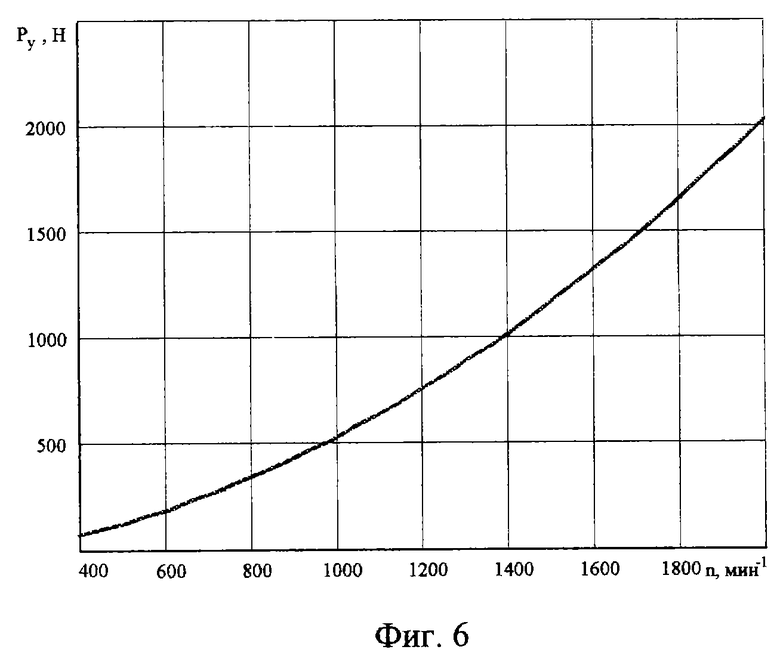
Примем количество деформирующих элементов пять, размеры деформирующего элемента dр= 24 мм, длина l=45 мм; размеры несоставного опорного катка из стали dк= 56 мм, l= 45 мм, тогда при обработке отверстия диаметром 160 мм графическая зависимость величины создаваемого усилия деформирования от скорости вращения инструмента, имеет вид, показанный на фиг. 6.
Как видно из графической зависимости, создаваемые центробежные усилия деформирования достаточны для широкого диапазона технологических параметров, обеспечивающих качество обработанной поверхности, а конструкция инструмента является принципиально работоспособной.
Следовательно, предлагаемый инструмент для обработки тел вращения методом пластического деформирования обеспечивает постоянство необходимого усилия деформирования и осевой подачи, создает условие для стабильного процесса пластического деформирования при обработке материалов, обладающих различными физико-механическими свойствами и микрогеометрическими параметрами, что расширяет технологические возможности инструмента и обеспечивает качество обработанной поверхности, в том числе и глубины упрочненного слоя материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ МЕТОДОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2009 |
|
RU2414341C2 |
| Способ прокатки колец шарикоподшипников и устройство для его осуществления | 1980 |
|
SU967636A1 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483857C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483858C1 |
| ИНСТРУМЕНТ ДЛЯ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2009 |
|
RU2425745C2 |
| ОХВАТЫВАЮЩИЙ ДЕФОРМИРУЮЩИЙ ИНСТРУМЕНТ | 2004 |
|
RU2275288C1 |
| СПОСОБ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2009 |
|
RU2428298C2 |
| ОХВАТЫВАЮЩЕЕ КОЛЬЦО ДЛЯ УПРОЧНЯЮЩЕЙ ОБКАТКИ | 2004 |
|
RU2275290C1 |
| УСТРОЙСТВО ДЛЯ ВИБРОНАКАТЫВАНИЯ ВАЛОВ И ВИНТОВ | 2009 |
|
RU2409462C1 |
| СПОСОБ ВИБРОНАКАТЫВАНИЯ ВАЛОВ И ВИНТОВ | 2009 |
|
RU2412041C1 |
Изобретение относится к металлообработке, а именно к обработке изделий методом пластического деформирования. Сущность: инструмент для обработки тел вращения методом пластического деформирования содержит корпус, снабженный внутренней полостью, и деформирующие элементы, при этом во внутренней полости располагаются инерционные узлы для создания усилия деформирования, каждый из которых включает два опорных катка, установленных с помощью подшипников в ползунах, размещенных в радиальных пазах корпуса таким образом, что на каждую пару опорных катков опирается деформирующий элемент, имеющий с ними идентичную форму наружной образующей поверхности и установленный вместе с ними под углом самозатягивания по отношению к оси вращения, кроме того, на корпусе посредством подшипника крепится базирующее устройство, выполненное в виде обоймы, внутренняя поверхность которой охватывает наружное подвижное кольцо подшипника, а его внутреннее кольцо закреплено на корпусе, при этом внешняя поверхность обоймы снабжена направляющими ребрами, наружная поверхность которых имеет диаметральный размер и форму обработанной поверхности, опорные катки инерционного узла выполнены составными, их внутренняя часть изготовлена из металла, обладающего большим удельным весом, а наружная часть изготовлена из стали. Изобретение обеспечивает расширение технологических возможностей данного инструмента при обеспечении качества обработанной поверхности. 1 з.п.ф-лы, 6 ил.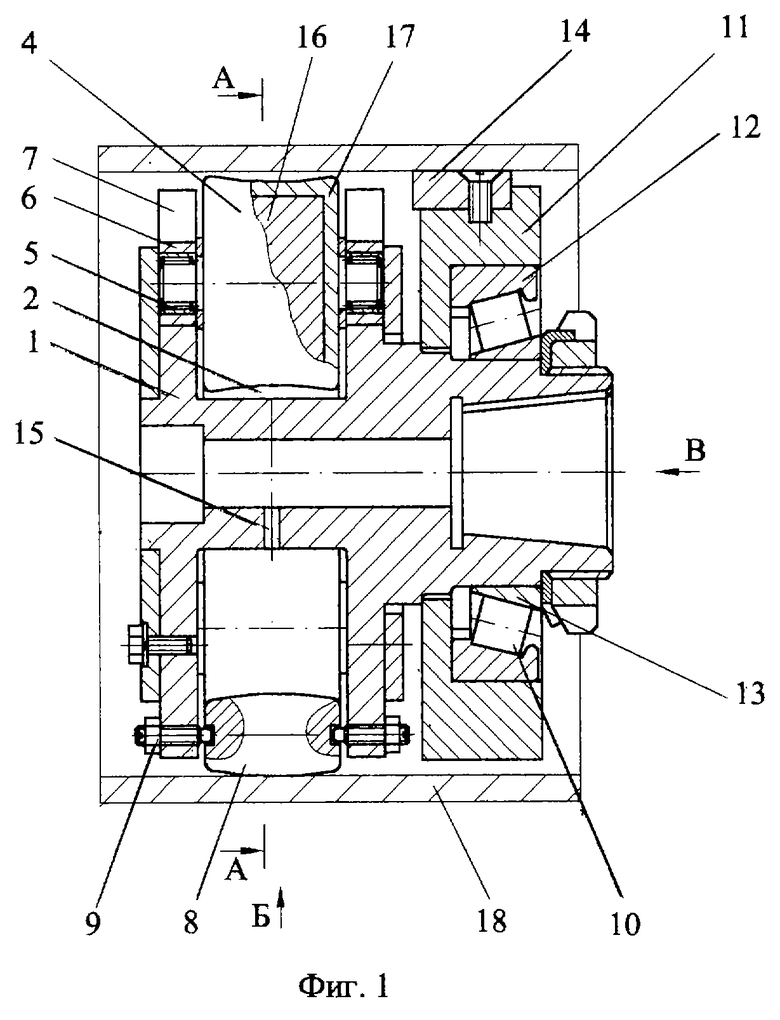
| Инструмент для чистовой обработки тел вращения методом пластической деформации | 1982 |
|
SU1047668A2 |
| УСТРОЙСТВО для УПРОЧНЕНИЯ НАКЛЕПЫВАНИЕМ ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ | 0 |
|
SU197653A1 |
| Раскатка | 1974 |
|
SU841937A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2009862C1 |
| RU 92015356 А,27.07.1995 | |||
| ИНСТРУМЕНТ ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 1989 |
|
RU2068764C1 |
| Шихта для изготовления огнеупоров | 1982 |
|
SU1024440A1 |
| US 3656333, 18.04.1972. | |||

