Область техники
Настоящее изобретение относится к упаковке, содержащей боковую стенку, выполненную из ламинатной пленки, и основание, приваренное к указанной стенке.
Предшествующий уровень техники
Упаковки, соответствующие определению, приведенному в предшествующем абзаце, известны.
В качестве примера можно привести патентные публикации AT 293944 и ЕР 1362797.
В изделиях такого типа основание должно обеспечивать устойчивость, механическое сопротивление и герметичность упаковки. В особенности оно должно обеспечивать хорошее сопротивление деформации при приложении усилия к его центру.
Сущность изобретения
Задачей настоящего изобретения является внесение усовершенствований в известные решения.
Решение этой задачи достигается с помощью жесткой или полужесткой пластмассовой детали, предназначенной для формирования основания упаковки, боковая стенка которой выполнена из ламинатной (слоистой) пленки, причем указанная деталь отцентрирована вокруг оси и имеет следующие отличия:
a) периферическая зона сварки, предназначенная для контакта с внутренней поверхностью боковой стенки и прикрепления к ней с помощью сварки;
b) выпуклая внутренняя и вогнутая наружная поверхности;
c) как внутренняя, так и наружная поверхность содержит зону, центрированную вокруг указанной оси, предназначенную для контакта с инструментом, используемым для прикрепления детали к боковой стенке;
d) профиль, по меньшей мере, частично определенный кривой, которая может являться дугой окружности, радиус которой больше или равен половине полудиаметра детали.
Другие предпочтительные варианты осуществления настоящего изобретения описаны в зависимых пунктах формулы изобретения.
Предпочтительно деталь в соответствии с настоящим изобретением имеет следующие характеристики:
- минимальный вес;
- минимальный потерянный объем;
- отсутствие или малое количество швов;
- малая деформация основания при усилии 40 Н;
- отсутствие поворота зоны сваривания;
- хорошая прочность при сжатии 3 бар.
Краткое описание графических материалов
Ниже настоящее изобретение будет описано более подробно с помощью примеров и со ссылками на прилагаемые чертежи.
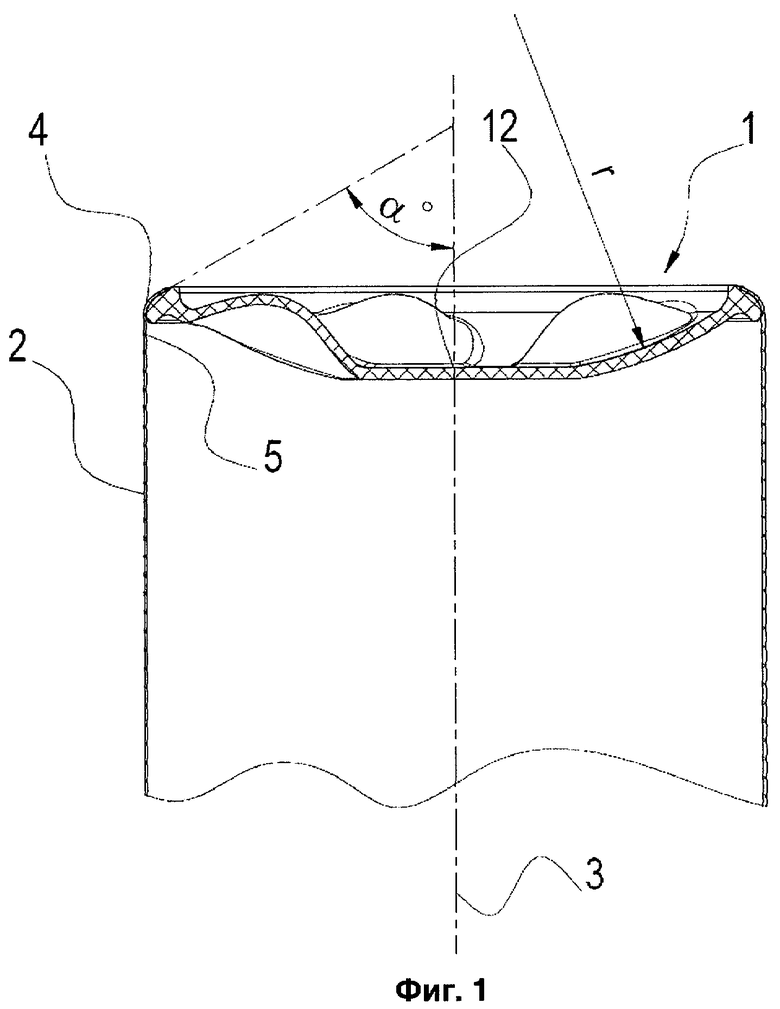
На Фиг.1 представлена часть упаковки, содержащая основание в соответствии с настоящим изобретением.
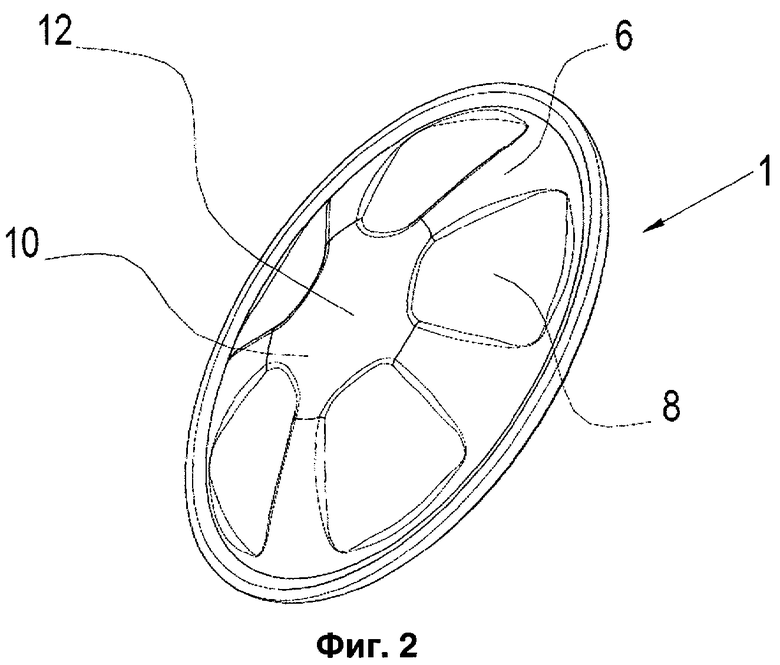
На Фиг.2 представлена внутренняя поверхность основания в соответствии с настоящим изобретением.
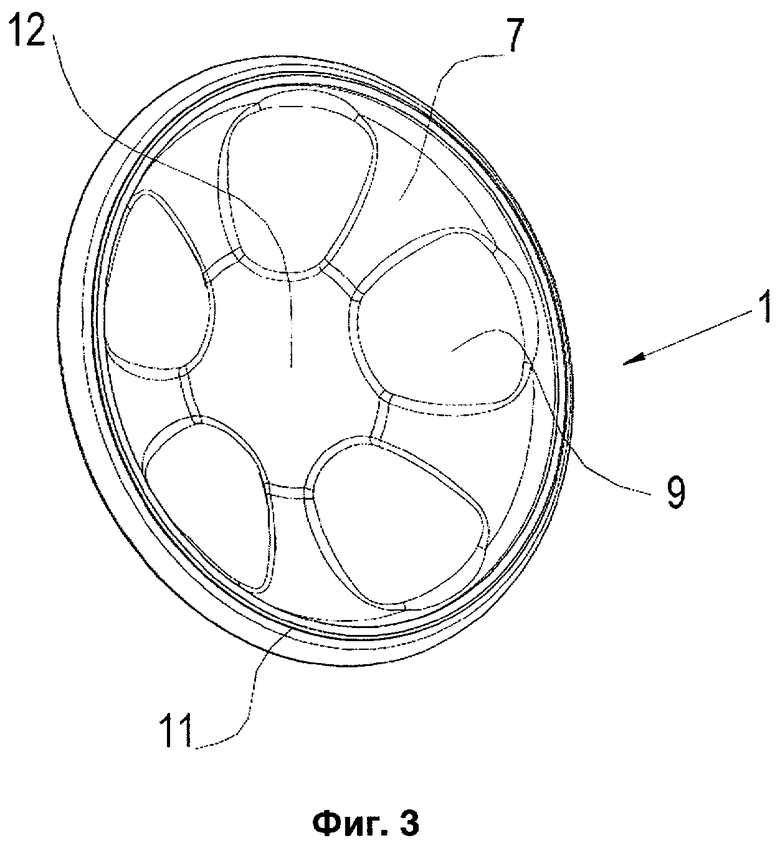
На Фиг.3 представлена наружная поверхность основания по Фиг.2.
Описание примеров осуществления изобретения
Перечень используемых позиций.
1 - основание,
2 - боковая стенка,
3 - ось,
4 - зона сваривания,
5 - внутренняя поверхность боковой стенки,
6 - выпуклая внутренняя поверхность,
7 - вогнутая наружная поверхность,
8 - углубление,
9 - выступ,
10 - зона контакта внутренней поверхности,
11 - зона контакта наружной поверхности,
12 - центр детали.
Основание 1, представленное на чертежах, имеет круглую форму, и его наружный диаметр составляет 35-63,3 мм. Обычно его высота меньше 35 мм.
Очевидно, что основание может иметь различные формы, например овальную или многоугольную.
Предпочтительно основание 1 имеет профиль, кривая которого является дугой окружности, радиус r которой составляет от одного до двух наружных радиусов основания 1. Его высота в общем случае составляет от 10 до 25% его диаметра. Предпочтительно указанный профиль усечен в центре и переходит в плоскую зону, диаметр которой составляет от 30 до 50% его наружного диаметра, для того, чтобы упростить обращение с деталью с внутренней стороны. Выступы 9, если они необходимы, предпочтительно составляют от 30 до 60% его проецируемой поверхности. Зона наружного захвата может являться центральным диском или центрированным ободком шириной приблизительно 0,5 мм, и внутренний радиус составляет приблизительно от 85 до 90% наружного диаметра основания. Определенное таким образом основание имеет характерную толщину приблизительно от 0,8 до 1,5 мм в зависимости от его наружного диаметра и высоты. Выступы 9 могут быть тоньше, приблизительно на 20%. Угол α сварки в характерном случае составляет от 45 до 75°.
Основание, имеющее наружный диаметр 49,1 мм, высоту 7,5 мм, угол сварки α=60°, дугу окружности с радиусом r=30 мм, усеченную плоскую центральную зону диаметром 20 мм, ободок на нижней части с внутренним диаметром 43,5 мм при ширине 0,5 мм и выступы 9 приблизительно на 50% его окружности, соответствует приведенному ранее набору технических характеристик. Это основание 1 имеет общую толщину 1 мм, и толщина выступов 9 составляет 0,8 мм.
Основание также содержит на нижнем конце плоскую зону, обеспечивающую устойчивость упаковки. В указанном основании эта устойчивость обеспечивается ободком, служащим для наружного захвата основания 1.
Описанное выше основание 1 обычно изготавливается способом литья под давлением. Оно также может изготавливаться способом компрессионного формования или термоформования.
Основание 1 изготавливается из термопластов, например полиэтилена (РЕ), полипропилена (РР) или полиэтилентерфталата (ПЭТ). Оно также может быть многослойным для улучшения общих барьерных свойств упаковки.
Основание 1 прикрепляется к пленке, составляющей корпус упаковки, с помощью сварки горячим воздухом и/или индукционной сварки, в зависимости от того, содержится ли алюминий в пленке, использованной для изготовления корпуса.
Полученная упаковка имеет превосходную устойчивость. Она обладает хорошими статическими механическими свойствами (прочность при центральной нагрузке 40Н, прочность при сжатии) и при ударе (испытание на падение). Она также обладает необходимыми свойствами для стерилизации жидкостью или воздухом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВКА КОНТАКТНЫХ ЛИНЗ С ОДНИМ КАСАНИЕМ | 2021 |
|
RU2837604C1 |
| ПОРЦИОННАЯ КАПСУЛА ДЛЯ ПРИГОТОВЛЕНИЯ ЗАВАРНОГО ПРОДУКТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2664314C2 |
| СПОСОБ И ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ УСИЛЕННОГО САШЕ | 2021 |
|
RU2834764C1 |
| РАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО КОСМЕТИЧЕСКИХ СРЕДСТВ | 2005 |
|
RU2350238C2 |
| ГАЗОГЕНЕРАТОР, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, А ТАКЖЕ МОДУЛЬ С ГАЗОГЕНЕРАТОРОМ | 2009 |
|
RU2518795C2 |
| КОРПУС И СПОСОБ ДЕЙСТВИЯ РАСПРЕДЕЛИТЕЛЬНОГО УСТРОЙСТВА ДЛЯ КОСМЕТИЧЕСКОГО СРЕДСТВА | 2005 |
|
RU2363364C2 |
| УЛУЧШЕННАЯ ГИБКАЯ УПАКОВКА ДЛЯ ПРИГОТОВЛЕНИЯ ПИЩЕВОГО ИЛИ ПИТЬЕВОГО ПРОДУКТА, ИМЕЮЩАЯ ЖЕСТКУЮ ЧАСТЬ | 2021 |
|
RU2839785C1 |
| ЭЛЕМЕНТ КОНСТРУКЦИИ ДЛЯ СОЕДИНЕНИЯ КОЛЕНЧАТОГО ВАЛА С МАХОВИКОМ, А ТАКЖЕ СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА КОНСТРУКЦИИ | 1999 |
|
RU2237830C2 |
| ГИБКАЯ УПАКОВКА ДЛЯ ПРИГОТОВЛЕНИЯ ПИЩЕВОГО ИЛИ ПИТЬЕВОГО ПРОДУКТА, ИМЕЮЩАЯ ЖЕСТКУЮ ЧАСТЬ | 2021 |
|
RU2839784C1 |
| СПОСОБ СОЕДИНЕНИЯ ПО МЕНЬШЕЙ МЕРЕ ОДНОГО ПРОВОДА С КОНТАКТ-ДЕТАЛЬЮ | 2005 |
|
RU2337442C1 |
Изобретение относится к жесткой или полужесткой пластмассовой детали, предназначенной для формирования основания упаковки, боковая стенка которой изготовлена из ламинатной пленки. Деталь отцентрирована вокруг оси и содержит периферическую зону сварки, предназначенную для контакта с внутренней поверхностью боковой стенки упаковки и прикрепления к ней с помощью сварки, выпуклую внутреннюю поверхность и вогнутую наружную поверхность. Деталь также имеет расположенную как на внутренней поверхности, так и на наружной поверхности зону, центрированную вокруг указанной оси, предназначенную для контакта с инструментом, используемым для прикрепления детали к боковой стенке упаковки. Профиль детали по меньшей мере частично определен кривой. Изобретение также относится к упаковке, имеющей основание, изготовленное из указанной детали. Изобретение обеспечивает устойчивость, механическое сопротивление и герметичность упаковки. 2. н. и 13 з.п. ф-лы, 3 ил.
1. Жесткая или полужесткая пластмассовая деталь, предназначенная для формирования основания (1) упаковки, боковая стенка (2) которой изготовлена из ламинатной пленки, причем указанная деталь отцентрирована вокруг оси (3), характеризующаяся тем, что содержит:
a) периферическую зону (4) сварки, предназначенную для контакта с внутренней поверхностью (5) боковой стенки (2) и прикрепления к ней с помощью сварки;
b) выпуклую внутреннюю поверхность (6) и вогнутую наружную поверхность(7);
c) расположенную, как на внутренней поверхности (6), так и на наружной поверхности (7) зону (10, 11), центрированную вокруг оси (3), предназначенную для контакта с инструментом, используемым для прикрепления детали к боковой стенке (2); и
d) профиль, по меньшей мере, частично определенный кривой, усеченной в центре и переходящей в плоскую зону, диаметр которой составляет от 30 до 50% наружного диаметра профиля, для упрощения обращения с деталью с внутренней стороны.
2. Деталь по п.1, отличающаяся тем, что ее профиль, по меньшей мере, частично определен дугой окружности, радиус которой (г) больше или равен половине полудиаметра детали.
3. Деталь по п.1, отличающаяся тем, что содержит выступы (9) на наружной поверхности (11).
4. Деталь по п.3, отличающаяся тем, что выступы (9) распределены на кольцевой зоне, центрированной вокруг оси (3).
5. Деталь по п.4, отличающаяся тем, что содержит нечетное число выступов (9).
6. Деталь по п.5, отличающаяся тем, что количество выступов равно 3, 5 или 7.
7. Деталь по п.3, отличающаяся тем, что отношение поверхности, занятой выступами (9), к общей поверхности детали составляет от 0 до 70%.
8. Деталь по п.1, отличающаяся тем, что имеет жесткость, обеспечивающую, по меньшей мере, частичное превращение вогнутой поверхности в выпуклую и наоборот, в зависимости от усилия и/или давления, прилагаемого к одной из поверхностей.
9. Деталь по п.1, отличающаяся тем, что зона (4) сваривания содержит часть, формирующую угол от 5 до 150° по отношению к оси (3).
10. Деталь по п.1, отличающаяся тем, что указанная зона наружного контакта представляет собой плоский ободок с минимальной шириной 0,3 мм.
11. Деталь по п.1, отличающаяся тем, что внутренняя поверхность в части, предназначенной для контакта с продуктом, имеет кривую, производная которой в любой точке является непрерывной.
12. Деталь по п.1, отличающаяся тем, что ее периметр имеет круглую форму.
13. Деталь по п.1, отличающаяся тем, что ее периметр имеет овальную форму.
14. Деталь по п.1, отличающаяся тем, что ее периметр имеет форму многоугольника.
15. Упаковка, содержащая боковую стенку, состоящую из свернутой ламинатной пленки, и основание, состоящее из детали по любому из пп.1-14.
| FR 1593395 A, 25.05.1970 | |||
| US 6176382 B1, 23.01.2001 | |||
| ШТАММ ВИРУСА ГРИППА А/17/Техас/2012/30 (H3N2) ДЛЯ ПРОИЗВОДСТВА ЖИВОЙ ГРИППОЗНОЙ ИНТРАНАЗАЛЬНОЙ ВАКЦИНЫ ДЛЯ ВЗРОСЛЫХ И ДЛЯ ДЕТЕЙ | 2013 |
|
RU2563352C2 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННОГО БУТАДИЕНОВОГО ПОЛИМЕРА, СОДЕРЖАЩЕГО ДИХЛОРЦИКЛОПРОПАНОВЫЕ ГРУППЫ | 1992 |
|
RU2076112C1 |
| Аппарат для испытания водолазных рубах | 1929 |
|
SU25882A1 |

