Изобретение относится к металлургической промышленности, в частности к термической обработке литых стальных деталей, а именно деталей автосцепки, применяемой для автоматического сцепления железнодорожного подвижного состава.
Автосцепка (автосцепное устройство) представляет собой устройство для автоматического сцепления железнодорожного подвижного состава, передачи и смягчения действия продольных усилий, развиваемых при движении и остановке поезда, а также при маневровой работе. Обеспечивает автоматическое сцепление подвижного состава при соударении, автоматическое возвращение деталей механизма в положение готовности к сцеплению после разведения подвижного состава и возможность работы "на буфер", когда при соударении автосцепки их сцепления не требуется. Одним из элементов (деталей) автосцепки является корпус автосцепки, который предназначен для передачи ударно-тяговых усилий упряжному устройству и для размещения механизма, вместе с которым осуществляется сцепление и расцепление вагонов. Корпус автосцепки представляет собой пустотелую фасонную отливку, состоящую из головной части и хвостовика. Внутри головной части размещаются детали механизма автосцепки.
В настоящее время в вагоноремонтных депо после плановых видов ремонта, связанных с наплавкой, применяется способ термической обработки деталей автосцепки, который предусматривает печной нагрев корпуса автосцепки целиком до температуры 930°С в течение 2 часов и его последующее охлаждение на воздухе. Для указанной термообработки используется шахтная печь. Основным недостатком существующего способа является получение низкой твердости хвостовой части корпуса автосцепки (130-150 НВ), которая не соответствует требованиям СТО РЖД 1.05.003-2006 «Детали литые автосцепного устройства подвижного состава железных дорог общего пользования».
Известен также способ термической обработки литых деталей из низкоуглеродистых и низколегированных сталей, применяемых в автосцепках железнодорожного подвижного состава (Патент РФ №2100451 Cl, C21D 1/56, опубл. 27.12.1997), включающий нагрев и последующее охлаждение потоком воды, по меньшей мере, части корпуса автосцепки. В данном способе нагрев деталей осуществляют в печи до температуры 950°С, а охлаждение - потоком воды, находящимся под избыточным давлением 0,1-0,2 МПа и движущимся с определенной скоростью.
Недостатками данного способа являются использование печного нагрева до температуры 950°С, что приводит к росту зерен и снижению характеристик ударной вязкости и пластичности стали, а также отсутствие ограничения по времени охлаждения детали, что может привести к значительному повышению твердости и снижению хрупкой прочности.
Техническим результатом заявленного изобретения является повышение твердости и циклической долговечности материала деталей автосцепки, в частности хвостовика автосцепки.
Указанный технический результат достигается тем, что способ восстановления корпуса автосцепки железнодорожного состава включает наплавку изношенных поверхностей, индукционный нагрев хвостовика корпуса автосцепки при температуре 890-940°С в течение 5-30 минут и охлаждение корпуса автосцепки потоком воды, циркулирующим по замкнутому контуру, в течение 0,4-2,5 минут.
Осуществление индукционного нагрева только хвостовой части (хвостовика) корпуса автосцепки при температуре 890-940°С в течение 5-30 минут и дальнейшее охлаждение корпуса автосцепки потоком воды, циркулирующей по замкнутому контуру, в течение 0,4-2,5 минут позволяет повысить твердость материала хвостовика автосцепки до 192 - 262 НВ, что соответствует нормативным требованиям, а также повысить циклическую долговечность в 1,4 раза по сравнению с известными способами термической обработки.
Выбор интервала температуры (890-940°С) индукционного нагрева хвостовика корпуса автосцепки обусловлен тем, что при температуре ниже 890°С в исходной структуре стального материала остаются участки избыточного феррита, что приведет к снижению твердости после термической обработки ниже нормативных требований. При индукционном нагреве свыше 940°С происходит рост зерна аустенита и ухудшение характеристик пластичности.
Время индукционного нагрева составляет 5-30 минут и зависит от мощности используемой установки, определяемой возможностями силовой подстанции депо. При индукционном нагреве менее 5 мин автосцепка не достигает требуемой температуры 890°С, что приводит к сохранению участков избыточного феррита и низкой твердости после закалки, а более 30 мин происходит рост зерна аустенита и уменьшение пластичности и ударной вязкости.
Охлаждение корпуса автосцепки осуществляют потоком воды, циркулирующей по замкнутому контуру, в течение 0,4-2,5 минут. При охлаждении потоком воды менее 0,4 мин происходит отпуск поверхностного упрочненного слоя металла за счет тепла глубинных слоев и снижается его твердость, при охлаждении более 2,5 мин металл приобретает повышенную твердость, что в процессе дальнейшей эксплуатации автосцепки может привести к образованию трещин в хвостовике автосцепки.
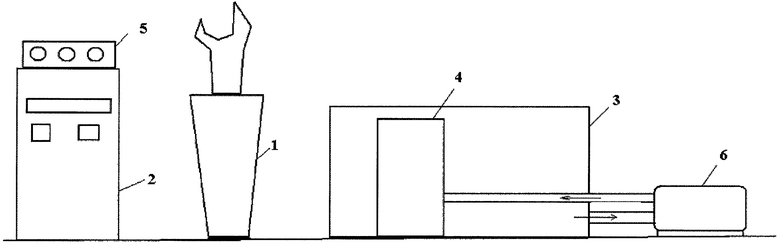
На чертеже схематично показано оборудование для осуществления термической обработки деталей автосцепки.
Оборудование для реализации заявленного способа термической обработки деталей автосцепки может состоять из индуктора 1 для нагрева хвостовика автосцепки, источника питания 2, например УИН622-200/Р, закалочного бака 3, закалочного устройства 4, блока согласующих трансформаторов 5, насоса 6.
Способ восстановления корпуса автосцепки железнодорожного состава, включающий термическую обработку одной из ее деталей, а именно корпуса автосцепки, осуществляется следующим образом.
Термическая обработка корпуса автосцепки осуществляется на сети железных дорог, в основном, после плановых видов ремонта автосцепки, включающих наплавку перемычки и восстановление изношенных поверхностей от балочки, заварку трещин и поверхностных дефектов, восстановление перемычки методом электрошлакового переплава. После ремонта корпуса автосцепки осуществляют индукционный нагрев хвостовика корпуса автосцепки устройства в индукторе 1 при температуре 890-940°С в течение 5-30 минут. После этого корпус автосцепки из индуктора 1 переносят в закалочный бак 3. Далее с помощью закалочного устройства 4 осуществляют охлаждение корпуса автосцепки потоком воды, циркулирующим по замкнутому контуру, в течение 0,4-2,5 мин. После окончательного остывания корпуса автосцепки производят контроль твердости материала на предварительно зачищенных участках хвостовика автосцепки на соответствие требованиям СТО РЖД 1.05.003-2006.
В табл.1 приведены примеры осуществления различных режимов термообработки деталей автосцепки.
п/п
индукционного
нагрева
хвостовика, °С
Из приведенных выше примеров следует, что для получения качественных деталей автосцепки (в частности, хвостовиков) необходимо при проведении термической обработки использовать заявленные режимы (№2, 10 в табл.1), поскольку выход за любые указанные режимы (№1, 3-9 в табл.1) при проведении термической обработки приводит к получению деталей автосцепки, обладающих существенными недостатками и физико-химические параметры материала которых не соответствуют требованиям нормативных документов РЖД.
Таким образом, заявленный способ позволяет упрочнить детали автосцепки и повысить срок эксплуатации всего автосцепного устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЗДАНИЯ ТВЁРДОГО ПОВЕРХНОСТНОГО СЛОЯ НА ДЕТАЛИ АВТОСЦЕПКИ ГРУЗОВОГО ВАГОНА | 2018 |
|
RU2673437C1 |
| СПОСОБ УПРОЧНЕНИЯ КОРПУСА АВТОСЦЕПКИ И КОРПУС АВТОСЦЕПКИ, УПРОЧНЕННЫЙ ЭТИМ СПОСОБОМ | 2020 |
|
RU2755188C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИТЫХ ДЕТАЛЕЙ ИЗ НИЗКОУГЛЕРОДИСТЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2017 |
|
RU2639082C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2504597C1 |
| Способ термической обработки цельнокатаных железнодорожных колес | 2016 |
|
RU2632507C1 |
| ЧУГУН И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2432412C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОТЛИВКИ ИЗ ВЫСОКОПРОЧНОЙ ИЗНОСОСТОЙКОЙ СТАЛИ (ВАРИАНТЫ) | 2019 |
|
RU2750299C2 |
| Способ термической обработки крупногабаритных литых деталей тележек грузовых вагонов | 2016 |
|
RU2631781C1 |
| СТАЛЬ СРЕДНЕУГЛЕРОДИСТАЯ, НИЗКОЛЕГИРОВАННАЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОРПУСОВ ПОГЛОЩАЮЩЕГО АППАРАТА, СЦЕПНОГО И АВТОСЦЕПНОГО УСТРОЙСТВ ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА | 2021 |
|
RU2796884C1 |
| СПОСОБ РЕГУЛИРУЕМОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИТЫХ СТАЛЬНЫХ ДЕТАЛЕЙ | 2015 |
|
RU2606665C1 |
Изобретение относится к металлургической промышленности, в частности к термической обработке литых стальных деталей, а именно деталей автосцепки, применяемой для автоматического сцепления железнодорожного подвижного состава. Способ термической обработки деталей автосцепки включает индукционный нагрев хвостовика корпуса автосцепки и последующее охлаждение корпуса автосцепки. Индукционный нагрев хвостовика корпуса автосцепки осуществляют при температуре 890-940°С в течение 5-30 минут. Охлаждение корпуса автосцепки осуществляют потоком воды, циркулирующей по замкнутому контуру, в течение 0,4-2,5 минут. Заявленное техническое решение позволяет повысить твердость и циклическую долговечность материала деталей автосцепки, в частности хвостовика автосцепки. 1 табл., 1 ил.
Способ восстановления корпуса автосцепки железнодорожного состава, включающий наплавку изношенных поверхностей, индукционный нагрев хвостовика корпуса автосцепки при температуре 890-940°С в течение 5-30 мин и охлаждение корпуса автосцепки потоком воды, циркулирующим по замкнутому контуру, в течение 0,4-2,5 мин.
| СПОСОБ ВОССТАНОВЛЕНИЯ КОРПУСА АВТОСЦЕПКИ | 1992 |
|
RU2066693C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИТЫХ ДЕТАЛЕЙ ИЗ МАЛОУГЛЕРОДИСТОЙ И НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 1995 |
|
RU2100451C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛКОВ ИЗ ЗАЭВТЕКТОИДНЫХ СТАЛЕЙ | 1986 |
|
RU2066695C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ГИЛЬЗ ЦИЛИНДРОВ АВТОТРАКТОРНЫХ ДИЗЕЛЕЙ ИЗ ЧУГУНА | 1998 |
|
RU2151678C1 |
| СПОСОБ ПРАВКИ ПОГНУТЫХ ХВОСТОВИКОВ АВТОСЦЕПОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2210451C2 |

