Изобретение относится к области машиностроения и ремонту машин, в частности к восстановлению изношенных внутренних цилиндрических поверхностей.
Известен способ восстановления гильз цилиндров путем получения покрытий из порошков на внутренней поверхности изделий. На внутреннюю поверхность вращающейся гильзы равномерно насыщается металлический порошок, а внутрь гильзы вводят источник нагрева. При нагреве поверхности гильзы осуществляется напекание порошка [1].
Полученные покрытия имеют высокую твердость, плохо поддаются механической обработке, а в эксплуатационных условиях, сопряженные с поршневыми тельцами, вызывают их интенсивный износ.
Также известен способ восстановления гильз цилиндров двигателей внутреннего сгорания, при котором осуществляют термопластическое деформирование, растачивание и хонингование под номинальный или ремонтный размер, а затем нанесение покрытия на внутреннюю поверхность одновременно с обкатыванием [2] .
Однако данный способ не позволяет получить восстановленные гильзы с высоким послеремонтным ресурсом, без дополнительной упрочняющей обработки зеркала гильзы поверхностно-пластической деформацией.
Наиболее близким к предлагаемому способу по технической сущности и достигаемому результату является способ восстановления изношенной внутренней цилиндрической поверхности преимущественно стальных и чугунных деталей типа гильз цилиндров двигателей внутреннего сгорания, включающий создание непрерывно-последовательного вдоль оси детали градиента температуры посредством нагрева токами высокой частоты (ТВЧ) окружной, локальной зоны стенки гильзы и охлаждение ее струями воды в процессе перемещения детали относительно источников нагрева и охлаждения [3].
Однако данный способ не позволяет получить материал с высокими физико-механическими свойствами пластичности и вязкости, что приводит к пониженной прочности.
Задачей изобретения является повышение качества изделия за счет увеличения долговечности восстановленных гильз цилиндров.
Поставленная задача достигается тем, что в способе восстановления гильз цилиндров автотракторных дизелей из чугуна, включающем создание непрерывно-последовательного вдоль оси детали градиента температуры посредством нагрева токами высокой частоты окружной локальной зоны стенки гильзы и охлаждения ее струями воды в процессе перемещения детали относительно источников нагрева и охлаждения, согласно изобретению перемещение гильзы относительно источников нагрева и охлаждения для создания непрерывно- последовательного градиента температуры осуществляют за два прохода, в первом из которых окружную локальную зону стенки гильзы нагревают до температуры ниже точки фазовых превращений Ас1 на 10...130oC, а во втором - до температуры выше фазовых превращений Ас1 на 30...80oC, затем гильзу охлаждают на воздухе до температуры ниже точки Ar1 на 30...50oC, после чего осуществляют термоциклическую обработку (ТЦО) путем многократного нагрева выше точки Ac1 на 30... 80oC и охлаждения ниже точки Ar1 на 30...50oC локальной окружной зоны стенки гильзы.
При восстановлении гильзы цилиндра гильзу восстанавливают за два прохода - за первый гильзу нагревают до температуры ниже точки фазовых превращений на Ac1 на 10...130oC, а за второй проход нагрев гильзы осуществляют до температуры выше точки фазовых превращений Ac1 на 30...80oC, а затем гильзу охлаждают на воздухе до температуры ниже точки Ar1 на 30... 50oC, после чего осуществляют термоциклическую обработку, заключающуюся в многократном нагреве локальной окружной зоны стенки гильзы до температуры выше точки Ас1 на 30. . .80oC, и охлаждение ниже точки Ar1 на 30...50oC не перегревает металл, т.е. не наблюдается роста зерна аустенита. В результате получается структура безыгольчатого мартенсита твердостью 51...56 HRC, что удовлетворяет техническим требованиям к гильзам цилиндров дизелей и позволяет получить необходимые припуски на механическую обработку 0,7...1,0 мм. А также при термоупругопластическом деформировании, ТЦО и закалке в металле гильз цилиндров формируется мелкозернистая структура, что повышает пластичность и вязкость материала, а следовательно, увеличивается прочность изделия в целом.
Нагрев гильзы цилиндра за первый проход до температуры выше точки Ac1 - 10oC, нагрев локальной окружной зоны стенки гильзы при восстановлении за второй проход до температуры выше точки Ас1 + 80oC и дополнительное охлаждение ее на воздухе до температуры ниже точки Ar1 - 50oC, проведение термоциклической обработки, заключающейся в многократном нагреве выше точки Ac1+80oC и охлаждении ниже точки Ar1 - 50oC, проводить нежелательно из-за перерасхода электрической энергии и чрезмерного увеличения остаточной упругопластической деформации, что приведет к дополнительному снятию припуска при механической обработке гильзы.
Нагрев гильзы цилиндра за первый проход до температуры ниже точки Ac1 -130oC и нагрев локальной, окружной зоны стенки гильзы при восстановлении за второй проход до температуры ниже точки Ac1 + 30oC и дополнительное охлаждение ее на воздухе до температуры выше ниже точки Ar1 - 30oC, проведение термоциклической обработки, заключающейся в многократном нагреве ниже выше точки Ac1 +30oC и охлаждении выше ниже точки Ar1 - 30oC, проводить нецелесообразно из-за того, что металл не успевает претерпеть переход из α -железо в γ-железо состояние, а также уменьшается величина остаточной упругопластической деформации.
На фиг.1 изображена схема термической обработки восстановления изношенных гильз цилиндров;
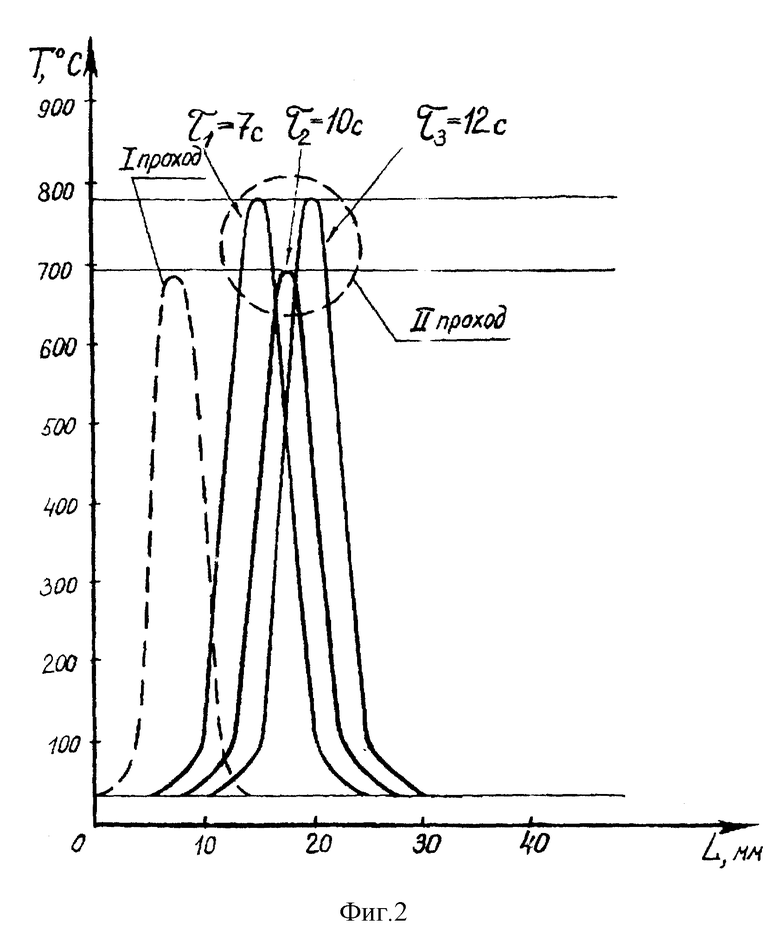
на фиг. 2 - эпюра температурного градиента, создаваемого вдоль оси восстанавливаемой гильзы цилиндра.
Способ осуществляется следующим образом.
Изношенную гильзу цилиндра автотракторного дизеля, изготовленную из серого чугуна, устанавливают на стол устройства вращения и перемещения. Затем относительно индуктора гильза перемещается с прерывисто последовательным нагревом внутренней поверхности до температуры в пределах ниже точки фазовых превращений Ac1 на 10...130oC, осуществляя ТЦО локальной окружной зоны стенки гильзы и поддержание градиента температуры вдоль оси вращения гильзы цилиндра путем охлаждения нагретой зоны струями воды. При этом величина радиальной деформации составляет 0,8...1,0 мм на диаметр. За второй проход гильзы относительно индуктора проводят закалку внутренней рабочей поверхности, осуществляя нагрев выше точки фазовых превращений Ac1 на 30...80oC и термоциклическую обработку локальной окружной зоны стенки гильзы.
Пример конкретного выполнения способа.
Чугунные гильзы цилиндров автотракторных дизелей ЯМЗ-236, ЯМЗ-238 и ЯМЗ-240 с внутренним диаметром 130 мм, толщиной стенки 9 мм, высотой 287 мм устанавливают на стол устройства вращения и перемещения. Затем со скоростью 1,0 мм/с относительно индуктора гильза перемещается с прерывисто последовательным нагревом внутренней цилиндрической поверхности до температуры в пределах 680. ..810oC, осуществляя при этом ТЦО локальной окружной зоны стенки гильзы от 2 до 4 раз за время перекрещения индуктирующего провода относительно нагретой локальной зоны стенки гильзы и поддержание градиента температуры вдоль оси вращения гильзы цилиндра путем охлаждения нагретой зоны струями воды с температурой 18...30oC, с расходом 15 л/мин, что позволяет создать перемещающийся во времени градиент температуры вдоль оси гильзы (показан на фиг. 2 за время τ1, τ2 и τ3). При этом величина радиальной деформации составляет 0,8...1,0 мм на диаметр.
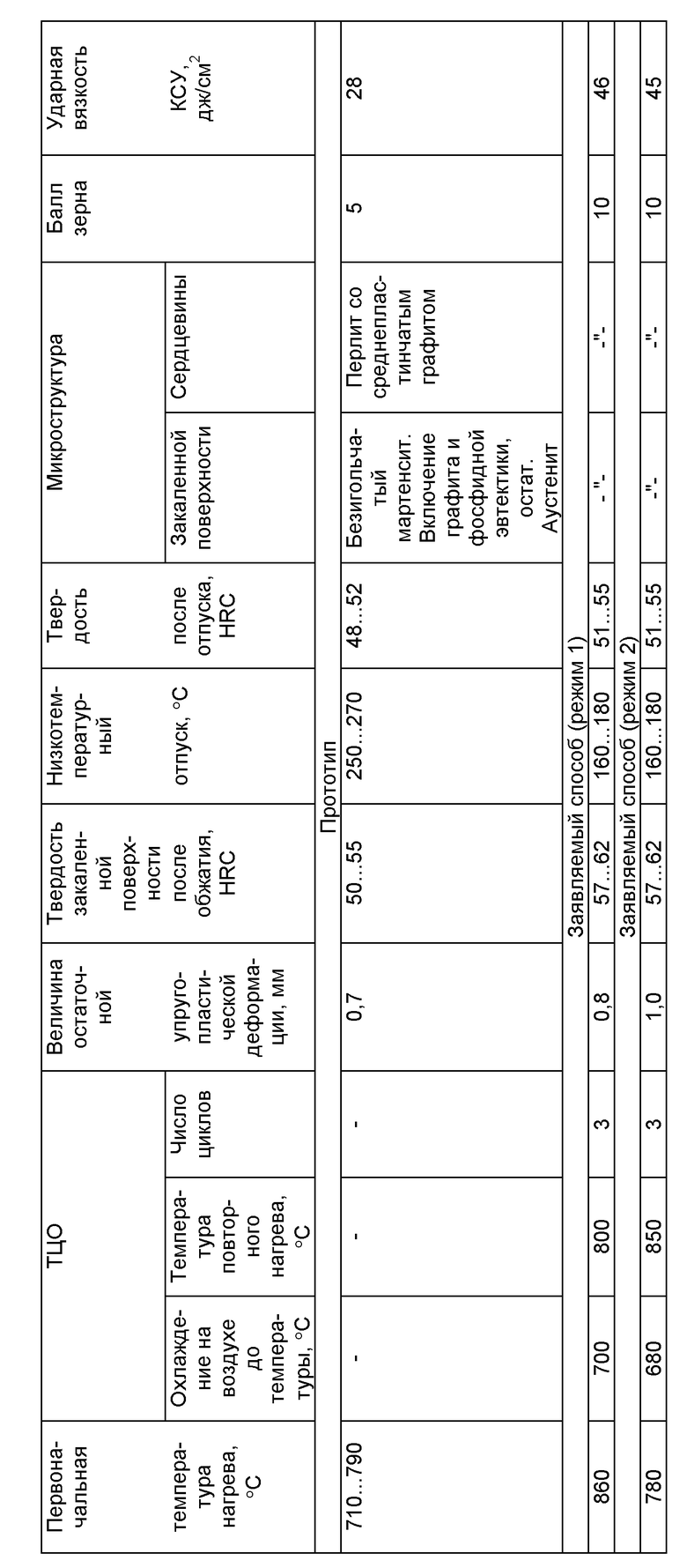
После окончания совмещенного технологического процесса восстановления гильзы цилиндра методом термоупругопластической деформации и термоциклической обработки металла получают необходимые величину обжатия и высокие физико-механические свойства металла (см.табл.).
По результатам таблицы видно, что наиболее оптимальными режимами нагрева и ТЦО гильз цилиндров с точки зрения получения необходимых величин обжатия (величина остаточной упругопластической деформации) и улучшения механических свойств являются режимы 1 и 2.
Использование предлагаемого решения по сравнению с прототипом позволяет проводить нагрев гильзы цилиндра в температурном интервале, целесообразном для закалки чугунов, рационально использовать ТЦО в технологическом процессе восстановления полых деталей из чугуна. А совокупность применяемых приемов в технологическом процессе дает качественно новые свойства восстановленных гильз цилиндров, что значительно повышает их долговечность после ремонта.
Источники информации, принятые во внимание при экспертизе
1. Авт. св. 1289608, B 22 F 7/04, опубл. в БИ N6, 1987.
2. Авт. св. 1637998, B 22 F 6/00, опубл. в БИ N33 1989.
3. Aвт. cв. 969495, B 23 P 6/00, опубл. в БИ N40, 1982 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОРШНЕВЫХ ПАЛЬЦЕВ АВТОТРАКТОРНЫХ ДИЗЕЛЕЙ ИЗ ЦЕМЕНТУЕМЫХ МАРОК СТАЛИ | 1996 |
|
RU2122588C1 |
| СПОСОБ УСКОРЕННОЙ ЦЕМЕНТАЦИИ СТАЛИ | 2004 |
|
RU2283893C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЗАКАЛЕННЫХ ГИЛЬЗ ЦИЛИНДРОВ | 2000 |
|
RU2181649C2 |
| СПОСОБ УСКОРЕННОЙ ЦЕМЕНТАЦИИ СТАЛЬНЫХ ДЕТАЛЕЙ | 2007 |
|
RU2355816C2 |
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛИ АЛЮМИНИЕМ | 2009 |
|
RU2431696C2 |
| СПОСОБ ВНЕСЕНИЯ ЖИРОВЫХ ДОБАВОК В КОРМ ЖИВОТНЫХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2130741C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ГИЛЬЗ ЦИЛИНДРОВ ТРАКТОРНЫХ ДВИГАТЕЛЕЙ | 2001 |
|
RU2215630C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2020 |
|
RU2738870C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИТЫХ ДЕТАЛЕЙ ИЗ НИЗКОЛЕГИРОВАННЫХ И УГЛЕРОДИСТЫХ СТАЛЕЙ | 2015 |
|
RU2672718C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ВНУТРЕННИХ И НАРУЖНЫХ ПОВЕРХНОСТЕЙ ПУСТОТЕЛЫХ И ДРУГИХ ДЕТАЛЕЙ | 1998 |
|
RU2139177C1 |
Изобретение относится к машиностроению и ремонту машин, в частности к восстановлению изношенных внутренних цилиндрических поверхностей. Способ восстановления гильзы цилиндров автотракторных дизелей из чугуна включает создание непрерывно-последовательного вдоль оси детали градиента температуры посредством нагрева токами высокой частоты окружной локальной зоны стенки гильзы и охлаждений ее струями воды в процессе перемещения детали относительно источников нагрева и охлаждения за два прохода. За первый проход окружную локальную зону стенки гильзы нагревают до температуры ниже точки фазовых превращений Ac1 на 10-130°С, а за второй проход до температуры выше точки фазовых превращений Ac1 на 30-86oC, затем охлаждают на воздухе до температуры ниже точки Ar1 на 30-50oС, после чего осуществляют термоциклическую обработку путем многократного нагрева выше точки Ac1 на 30-80°С и охлаждения ниже точки Ar1 на 30-50oC. Способ обеспечивает повышение качества изделия за счет увеличения долговечности восстановленных гильз цилиндров. 1 табл., 2 ил.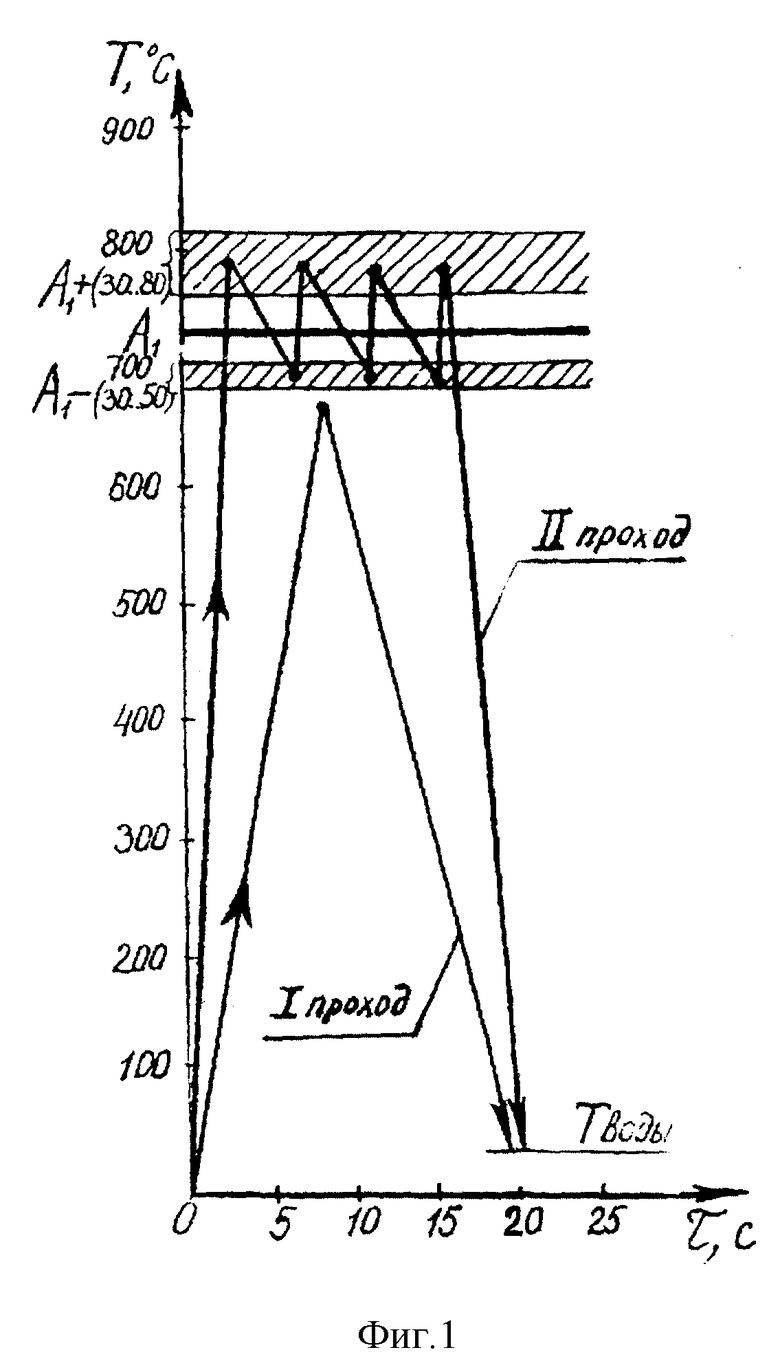
Способ восстановления гильз цилиндров автотракторных дизелей из чугуна, включающий создание вдоль оси гильзы непрерывно-последовательного градиента температуры посредством нагрева токами высокой частоты окружной локальной зоны стенки гильзы и ее охлаждения струями воды в процессе перемещения гильзы относительно источников нагрева и охлаждения, отличающийся тем, что перемещение гильзы относительно источников нагрева и охлаждения для создания непрерывно-последовательного градиента температуры осуществляют за два прохода, в первом из которых окружную локальную зону стенки гильзы нагревают до температуры ниже точки фазовых превращений Ac1 на 10 - 130oС, а во втором - до температуры выше точки фазовых превращений Ac1 на 30 - 80oС, затем гильзу охлаждают на воздухе до температуры ниже точки Ar1 на 30 - 50oС, после чего осуществляют термоциклическую обработку путем многократного нагрева локальной окружной зоны стенки гильзы выше точки Ac1 на 30 - 80oС и ее охлаждения ниже точки Ar1 на 30 - 50oС.
| Способ восстановления изношенной внутренней цилиндрической поверхности,преимущественно стальных и чугунных деталей | 1980 |
|
SU969495A1 |
| Раскатная головка | 1988 |
|
SU1637998A1 |
| Устройство для получения покрытий из порошков на внутренней поверхности изделий | 1985 |
|
SU1289608A1 |
| Способ восстановления чугунных распределительных валов | 1984 |
|
SU1371983A1 |
| SU 1917462 A, 15.05.1983 | |||
| US 3808667 07.05.1974 | |||
| DE 3711826 A1, 27.10.1988 | |||
| DE 3507293 A1, 26.09.1985. | |||
