Изобретение относится, согласно первой идее изобретения, к подшипнику скольжения, содержащему, по меньшей мере, один состоящий из железосодержащего основного материала вкладыш подшипника, который снабжен на стороне рабочей поверхности состоящим из покрывного материала покрытием и который соединен металлургически с основным материалом через содержащую FeSn2 соединительную зону, при этом толщина содержащей FеSn2 соединительной зоны составляет максимально 10 мкм.
Другая идея изобретения относится к способу изготовления подшипника скольжения, при этом, по меньшей мере, один состоящий из железосодержащего основного материала вкладыш подшипника снабжают на стороне рабочей поверхности имеющим, по меньшей мере, один слой, состоящим, по меньшей мере, частично из подшипникового сплава покрытием, при этом, по меньшей мере, соседний с вкладышем подшипника слой состоит из содержащего Sn материала, предпочтительно баббита, который подают в твердом виде на подлежащую покрытию поверхность и наплавляют на железосодержащий основной материал.
Другая идея изобретения содержит предпочтительное применение такого подшипника скольжения.
Из WO 00/23718 известен подшипник скольжения и способ указанного в начале вида. Согласно известному предложению, на состоящую из железного материала несущую часть/вкладыш подшипника наплавляют состоящее из баббита покрытие. Образование сплава требует наличия жидких компонентов сплава. Соответственно, для этого в процессе нанесения покрытия должно высвобождаться так много тепла, что плавится не только баббит, но и на расположенной на стороне рабочей поверхности верхней стороне несущей части создается состоящая из расплавленного основного материала ванна жидкого металла. Созданные таким образом расплавы баббита и железного материала могут сплавляться друг с другом, при этом в большом объеме возникает FeSn2. При этом возникает, соответственно, относительно толстая соединительная зона, которая состоит в основном из FеSn2. Хотя эта соединительная зона создает хорошее металлургическое соединение между основным материалом и покрытием. Однако, FeSn2 является очень хрупким материалом, так что он уже при небольших нагрузках известной подшипниковой системы может приводить к образованию трещин и к хрупкому излому. Дополнительно к этому, в случае неблагоприятного охлаждения может происходить преобразование близкого к покрытию железного материала в мартенсит, который также очень хрупкий, за счет чего дополнительно усиливается указанный выше недостаток. В известной системе вследствие высокой хрупкости и небольшой возможности растяжения внутри сравнительно толстой промежуточной зоны обеспечивается лишь относительно короткий срок службы.
Известно также нанесение состоящего из баббита покрытия на несущую часть/вкладыш подшипника способом центробежного литья. При этом нет образования состоящей из расплавленного основного материала ванны жидкого металла. Однако при затвердевании нанесенного способом центробежного литься баббита может происходить разделение компонентов сплава за счет выпадания в осадок сначала состоящих из Cu6Sn6 игольчатых кристаллов, а затем состоящих из SbSn кубических кристаллов и, наконец, затвердевание остающейся, богатой оловом матрицы. Плотность Cu6Sn6 больше, а плотность SbSn меньше плотности остающейся дольше жидкой матрицы. В соответствии с этим кристаллы Cu6Sn6 перемещаются в радиальном направлении наружу и при этом ослабляют зону, которой покрытие из баббита примыкает к основному материалу, что может отрицательно сказываться на сроке службы. За счет этого возникают напряжения в наружной зоне, их распределение является неравномерным.
Подшипник скольжения такого вида известен из JP 2000017418.
Исходя из этого, задачей изобретения является такое улучшение подшипника скольжения указанного в начале вида с устранением недостатков известных систем, чтобы обеспечить большой срок службы. Другие задачи данного изобретения состоят в создании простого и экономичного способа изготовления подшипника скольжения, согласно изобретению, и в указании предпочтительного применения подшипника скольжения, согласно изобретению.
Относящаяся к подшипнику скольжения задача в соединении с известным подшипником скольжения решена тем, что толщина соединительной зоны соответствует глубине диффузии наплавленного на железосодержащий основной материал содержащего Sn слоя, предпочтительно слоя баббита.
За счет того, что состоящая из FeSn2 соединительная зона не полностью подавляется, а допускается в небольшом объеме, предпочтительным образом обеспечивается хорошее металлургическое соединение покрытия с железосодержащим основным материалом несущей части/вкладыша подшипника и тем самым высокая прочность сцепления. С другой стороны, вследствие небольшой толщины состоящей из хрупкого FеSn2 соединительной зоны обеспечивается отсутствие в целом достойного упоминания отрицательного влияния на пластичность соответствующего согласно изобретению подшипника скольжения, так что обеспечивается достаточно высокая надежность относительно хрупкого излома и образования трещин.
Относящаяся к способу задача решена в соединении с известным способом тем, что происходящий для наплавления, по меньшей мере, первого слоя покрытия перенос энергии на подлежащую покрытию поверхность и на подаваемый на нее покрывной материал осуществляют контролируемым образом так, что полностью расплавляется лишь покрывной материал, а железосодержащий основной материал остается полностью в затвердевшем состоянии.
Эти меры приводят предпочтительно к такому небольшому вводу тепла в основной материал, что не происходит образования состоящей из расплавленного основного материала ванны жидкого металла на подлежащей покрытию поверхности, а происходит наплавление покрывного материала на твердую металлическую подложку, при этом вследствие имеющегося тепла начинается диффузия, которая обеспечивает желаемое металлургическое соединение покрытия с основным материалом. Глубиной диффузии, которая зависит от нагревания основного материала, можно при этом простым образом управлять так, что получающаяся здесь вследствие диффузии соединительная зона лежит внутри желаемых пределов, составляющих максимально 10 мкм, предпочтительно 0,5-5 мкм. Одновременно можно предотвращать образование мартенсита в зоне основного материала, а также неравномерное распределение кристаллов и грубой структуры кристаллизации в зоне покрытия. Другое преимущество способа, согласно изобретению, состоит в том, что здесь можно токсичные подшипниковые металлы, такие как кадмий, заменять экологически безвредными элементами, такими как, например, серебро (Аg), цинк (Zn) или т.п. Поскольку предпочтительно не требуются добавки, то для образования покрытия можно применять, в частности, простой баббит, который содержит лишь олово, сурьму и медь и поэтому весьма экономичен.
Такие подшипники скольжения находят применение в металлургии/металлургической промышленности, например, в прокатных станах, прессах и т.д., специально для опоры валков, таких как рабочие валки, промежуточные валки, опорные валки в подшипниках прокатных клетей для обработки металлических и не металлических лент, листов и профилей, поскольку длительный срок службы экономит особенно большие расходы. При этом подшипник, соответственно, подшипники выполнены, например, в виде металлических подшипников скольжения закрытой конструкции, гидродинамических подшипников скольжения, например, подшипников для валковых цапф или гидростатических подшипников.
В одной модификации предусмотрено, что на внутреннюю окружность подшипника в заданных различных зонах подают порошок или проволоку для создания опорных поверхностей с различными свойствами. За счет этого обеспечивается минимальная ползучесть, заделывание частиц загрязнения, предотвращение кромочной нагрузки. Для различных зон предпочтительно используются различные подшипниковые сплавы для достижения различных свойств.
Предпочтительные варианты выполнения и целесообразные модификации указанных выше мер приведены в зависимых пунктах формулы изобретения.
Подлежащую покрытию поверхность основного материала можно предпочтительно перед нанесением покрытия очищать и/или шершавить. За счет этого облегчается желаемая диффузия и в соответствии с этим образование получаемой за счет диффузии соединительной зоны. Дополнительно к этому, придание шершавости предотвращает отражение луча или, соответственно, излучения, что облегчает контроль ввода энергии в основной материал.
Другая целесообразная мера может состоять в том, что наплавляют друг над другом несколько слоев покрывного материала. За счет этого обеспечивается, что требуемый поток энергии остается по возможности небольшим и тем не менее достигается сравнительно большая толщина покрытия. Слои могут состоять из одинакового или различного материала, что обеспечивает возможность согласования свойств подшипника с условиями отдельного случая.
Кроме того, целесообразно наносить несколько состоящих из покрывного материала слоев с различными подшипниковыми сплавами для достижения различных свойств.
В другом предпочтительном варианте выполнения предусмотрено, что покрывному материалу задают такую толщину, что максимум напряжений среза вследствие нагрузки подшипника лежит вне соединительной зоны и внутри покрытия. За счет этого достигается предотвращение в хрупком по природе соединительном слое максимума напряжения среза (сдвига).
Покрывной материал целесообразно наносят на основной материал в виде примыкающих друг к другу наплавленных валиков, что способствует особенно простому контролю (управлению) вводом энергии. Созданные за счет этого неровности можно просто устранять посредством дополнительного ввода энергии, что облегчает последующую механическую обработку.
Другие предпочтительные варианты выполнения и целесообразные модификации указанных мер приведены в остальных зависимых пунктах формулы изобретения и в последующем описании примеров выполнения на основании фиг.1-3, на которых изображено:
фиг.1 - разрез подшипника цапфы валка прокатного стана;
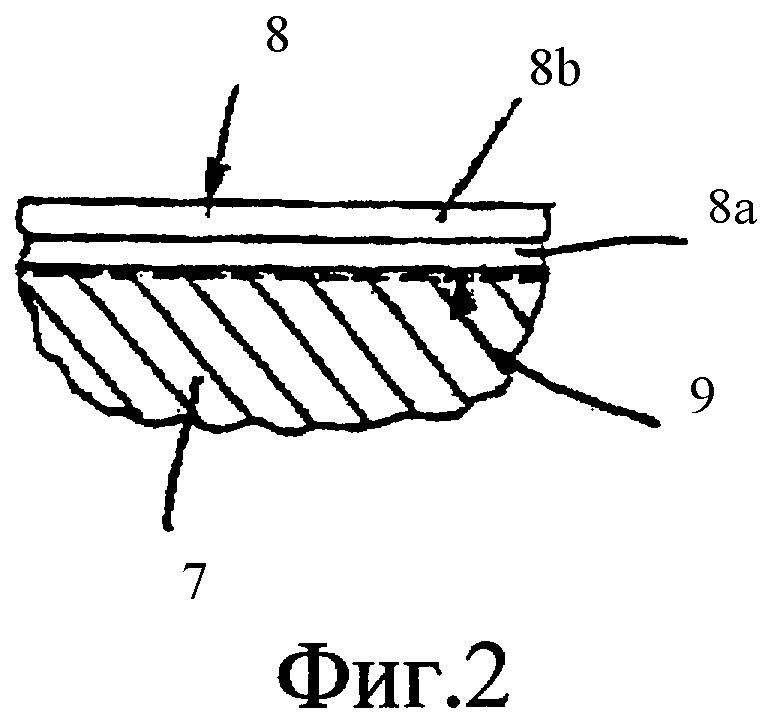
фиг.2 - разрез снабженной двухслойным состоящим из подшипникового сплава покрытием опорной части/вкладыша подшипника скольжения и
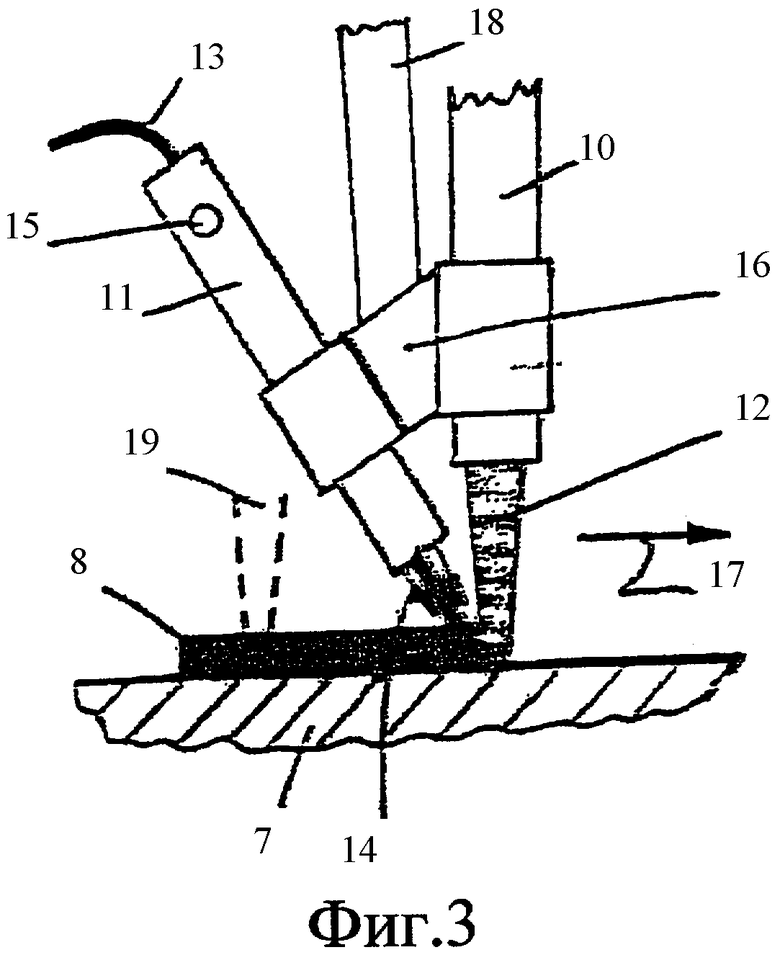
фиг.3 - устройство для покрытия несущей части/втулки подшипника скольжения подшипниковым сплавом.
Основной областью применения изобретения являются подшипники для валков прокатных клетей в металлургической промышленности или же подшипники прессов. Конструкция и принцип действия таких устройств сами по себе известны.
На фиг.1 показан в разрезе подшипник 20 скольжения валка 21 прокатной клети для проката листов, лент и профилей. При этом цапфа 22 валка 21 расположена в подушке 23 с помощью вкладыша 24 подшипника. Несущая часть 25 вкладыша 24 подшипника снабжена покрытием 26. Покрытие 26 состоит из подшипникового сплава, в частности баббита, который обеспечивает хорошую аварийную антизадирную способность.
Вкладыш 24 подшипника на стороне рабочей поверхности, т.е. на радиально внутренней поверхности, снабжен однослойным или многослойным покрытием 26. Вкладыш 24 подшипника состоит из железосодержащего материала, как правило, из стали. Покрытие 26 состоит, по меньшей мере, в радиально наружной, смежной с вкладышем 24 подшипника зоне из содержащего Sn, обеспечивающего хорошее соединение с вкладышем 24 подшипника материала и, по меньшей мере, радиально внутри из имеющего хорошие аварийные антизадирные свойства материала. Баббитом обозначаются на практике содержащие олово сплавы.
Применяемый в данном случае для образования покрытия 8, 26 баббит может быть простым баббитом, который содержит лишь олово (Sn), сурьму (Sb) и медь (Сu) и не содержит токсичные добавки, такие как кадмий, которые могут быть заменены экологически безопасными элементами, такими как, например, серебро (Аg), цинк (Zn) или т.п.
Образующий покрытие 8, 26 материал наплавляют на радиально внутреннюю поверхность состоящей из стали опорной части 25 вкладыша 24 подшипника в виде одного или нескольких слоев. При этом в пограничной зоне между железосодержащим основным материалом несущей части 25 вкладыша 24 подшипника и материалом покрытия 26 образуется показанная на фиг.2 прерывистой линией соединительная зона 9, которая состоит по существу из FeSn2, при этом железо происходит из основного материала, а олово - из покрывного материала. Для этого достаточно, когда покрытие, по меньшей мере, в своей радиально наружной, смежной с несущей частью 25 зоне состоит из оловосодержащего материала.
FeSn2 является очень хрупким материалом, что может отрицательно влиять на срок службы вкладыша 24 подшипника. Однако, с другой стороны, требуется соединительная зона 9 для обеспечения надежного металлургического соединения покрывного материала с железосодержащим основным материалом.
С помощью многочисленных опытов было установлено, что при толщине состоящей из FeSn2 соединительной зоны 9 максимально 10 мкм (10 микрон) достигается как хорошее металлургическое соединение покрывного материала с железосодержащим основным материалом, так и достаточная пластичность снабженного покрытием вкладыша 24 подшипника и тем самым приемлемый срок службы. Кроме того, испытания показали, что уже при толщине соединительной зоны 9 в пределах 0,5-5 мкм (0,5-5 микрон) достигается достаточное металлургическое соединение, при этом пластичность является особенно хорошей.
Поэтому наплавление покрывного материала осуществляют так, чтобы соединительная зона 9 не была толще 10 мкм, предпочтительно не толще 0,5-5 мкм. Для этого процесс наплавления выполняют так, что соединительная зона 9 образуется не посредством сплавления участвующих металлов, а за счет процесса диффузии. За счет подходящего подвода тепла им управляют так, что глубина диффузии составляет максимально 10 мкм, предпочтительно максимально 0,5-5 мкм.
Для этого подаваемой для наплавления покрывного материала на железосодержащий материал несущей части 25 вкладыша 24 подшипника энергией управляют так, что на подлежащей покрытию поверхности несущей части 25 вкладыша 24 подшипника не возникает состоящая из расплавленного основного материала ванна жидкого металла, а основной материал остается полностью в твердом состоянии, а расплавляется лишь покрывной материал.
Для наплавления покрывного материала на железосодержащий основной материал предпочтительно применяют схематично показанное на фиг.3 устройство. Оно содержит нагревательное приспособление 10 и подающий агрегат 11. Нагревательное приспособление 10 создает лазерный луч 12, который ориентирован приблизительно перпендикулярно подлежащей покрытию поверхности несущей части 25 вкладыша 24 подшипника. Подающий агрегат 11 наклонен относительно оси лазерного луча 12. Угол наклона может составлять предпочтительно 30°. С помощью подающего агрегата 11 подают покрывной материал в твердом состоянии на подлежащую покрытию поверхность так, что на него падает лазерный луч 12.
Подаваемый покрывной материал может находиться в виде порошка или в виде круглой или многогранной проволоки. В показанном примере покрывной материал подают в виде проволоки 13. В соответствии с этим подающий агрегат 11 выполнен в виде осуществляющего подачу агрегата. В случае применения покрывного материала в виде порошка подающий агрегат 11 выполнен в виде сопла, которое выдает поток порошка. Покрывной материал до затвердевания целесообразно находится в атмосфере защитного газа, как обозначено на фиг.3 стрелками 14 потока. Защитный газ предпочтительно подают через подающий агрегат 11, который снабжен подходящим снабжающим соединением 15.
Нагревательное приспособление 10 и подающий агрегат 11 в показанном примере размещены на общей рабочей головке 16. Она расположена так, что для выполнения процесса покрытия можно создавать обозначенное стрелкой 17 относительное перемещение между рабочей головкой 16 и подлежащей покрытию несущей частью 25 вкладыша 24 подшипника. При этом относительную скорость между рабочей головкой 16 и подлежащей покрытию несущей частью 25, а также обеспечиваемый подающим агрегатом 11 расход покрывного материала, а также обеспечиваемый лазерным лучом 12 ввод энергии в подаваемый на подлежащую покрытию поверхность покрывной материал, а также в подлежащую покрытию поверхность несущей части 25 вкладыша 24 подшипника согласовывают друг с другом так, что покрывной материал полностью плавится, однако на подлежащей покрытию поверхности не образуется состоящая из расплавленного основного материала ванна жидкого металла, а происходит процесс диффузии с желаемой глубиной диффузии.
Относительное перемещение между рабочей головкой 16 и подлежащей покрытию поверхностью целесообразно происходит так, что рабочая головка 16 проходит над подлежащей покрытию поверхностью построчно. Для этого в показанном примере рабочая головка 16 расположена на соответствующем подвижном рычаге 18. Вследствие построчного движения покрывной материал наносится на подлежащую покрытию поверхность в виде параллельных валиков. Образующуюся при этом волнистую верхнюю сторону можно выравнивать с помощью второго, показанного на фиг.3 прерывистыми линиями лазерного луча 19. Необходимое для этого нагревательное приспособление 10 может быть также расположено на рабочей головке 16. Однако для создания лазерных лучей 12 и 19 может быть предусмотрено общее нагревательное приспособление. Можно также отказаться от второго лазерного луча и выравнивание осуществлять с помощью лазерного луча 12 при втором проходе без подачи покрывного материала. В качестве лазерных источников предпочтительными являются хорошо управляемые лазеры, такие как YAG-, СО2- или диодные лазеры, в частности диодные лазеры с волоконной связью. Легкая управляемость лазерным источником облегчает точное дотирование ввода энергии в несущую часть 7, 25. Особенно хорошо зарекомендовали себя СO2- и диодные лазеры.
Покрывной материал целесообразно наносят в виде тонких слоев, что облегчает контролирование ввода энергии. Для обеспечения, несмотря на это, большей общей толщины покрытия можно наносить друг на друга несколько слоев, как показано на фиг.2 в виде нанесенных друг на друга слоев 8а, 8b. При этом можно создавать пересекающиеся друг с другом валики. В любом случае самый верхний слой выравнивают указанным выше образом, что облегчает последующую механическую обработку. Слои 8а и 8b могут состоять из одинакового материала или из различных материалов. В любом случае нижний слой, т.е. радиально наружный слой, должен состоять для образования зоны FeSn2 из оловосодержащего материала, такого как баббит.
Перед началом процесса покрытия подлежащую покрытию поверхность вкладыша подшипника очищают и предпочтительно одновременно придают ей шершавость. Эта шершавость предотвращает достойное упоминания отражение лазерного луча 12, что также облегчает контролирование ввода энергии.
Поскольку с помощью ввода энергии происходит воздействие тепла лишь на небольшую поверхность, то наплавленный покрывной материал охлаждается сравнительно быстро. Поэтому не может происходить разделение за счет силы тяжести возникающих при охлаждении покрывного расплава, имеющих разную плотность кристаллов в виде кристаллов Cu6Sn6 и кристаллов SbSn. В соответствии с этим внутри покрытия 8, 26 достигается равномерное распределение этих кристаллов по всей толщине и, соответственно, чрезвычайно гомогенная структура материала. При этом кристаллы предпочтительно образуются так, что они меньше или равны 5 мкм и имеют предпочтительно шаровидную форму. Охлаждение покрытой несущей части 7, 25 можно выполнять так, что в железосодержащем основном материале несущей части 7, 25 вкладыша 24 подшипника не происходит преобразование в мартенсит, так что основной материал также в своей принимающей покрытие зоне поверхности не содержит мартенсит.
Вместо показанного на фиг.3 в качестве нагревательного приспособления лазерного источника можно, естественно, применять также другие создающие нагревательное пятно нагревательные приспособления. В одном предпочтительном варианте выполнения нагревательного приспособления может быть предусмотрена индукционная катушка, через которую пропускают электрический ток, которым можно сравнительно просто управлять. Поэтому можно точно дозировать ввод энергии в основной материал несущей части.
В другом способе предусмотрено нанесение покрывного материала с помощью напыления в потоке холодного газа. Преимущество этого способа состоит в тому что подаваемый в виде порошка и тем самым присутствующий в виде частиц порошка покрывной материал при напылении в потоке холодного газа ускоряется в газовом луче до высоких скоростей, при этом частицы порошка в газовом луче не расплавляются. Лишь при попадании на основной материал несущей части создается покрытие за счет высокой кинетической энергии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2009 |
|
RU2422690C1 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2014 |
|
RU2598737C2 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2005 |
|
RU2299790C1 |
| ПОДШИПНИК СКОЛЬЖЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2244856C2 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2005 |
|
RU2299791C1 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2013 |
|
RU2524467C1 |
| СПОСОБ РЕМОНТА ИЗНОШЕННОЙ СИСТЕМЫ ПОДШИПНИКА | 2011 |
|
RU2538441C2 |
| ВКЛАДЫШ РАДИАЛЬНОГО ПОДШИПНИКА СКОЛЬЖЕНИЯ ТУРБОАГРЕГАТА | 1999 |
|
RU2162174C2 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО СЛОЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2005 |
|
RU2295423C2 |
| ВКЛАДЫШ ПОДШИПНИКА СКОЛЬЖЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2229040C2 |
Изобретение относится к подшипнику скольжения и к способу изготовления такого подшипника. Подшипник скольжения содержит, по меньшей мере, одну состоящую из железосодержащего основного материала несущую часть (25) вкладыша (24) подшипника, которая снабжена на стороне рабочей поверхности состоящим из покрывного материала покрытием (26), которое выполнено в виде наплавленного слоя и соединено с основным материалом через содержащую FeSn2 соединительную зону. Толщина содержащей FeSn2 соединительной зоны составляет максимально 10 мкм, при этом она соответствует глубине диффузии наплавленного на железосодержащий основной материал, который содержит Sn слоя, предпочтительно слоя баббита. Отличительной особенностью способа изготовления вышеуказанного подшипника скольжения является то, что осуществляемый для наплавления, по меньшей мере, первого слоя покрытия (26) перенос энергии на подлежащую покрытию поверхность и на подаваемый на нее покрывной материал осуществляют контролируемым образом так, что полностью расплавляется лишь покрывной материал, а железосодержащий основной материал остается полностью в затвердевшем состоянии. Заявленный подшипник скольжения применяют в металлургии, в частности для опоры валков в прокатной клети для проката металлических и не металлических лент, листов или профилей. Технический результат: увеличение срока службы, обеспечение высокой надежности за счет устранения отрицательного влияния на пластичность подшипника и обеспечение простого способа изготовления подшипника. 4 н. и 27 з.п. ф-лы, 3 ил.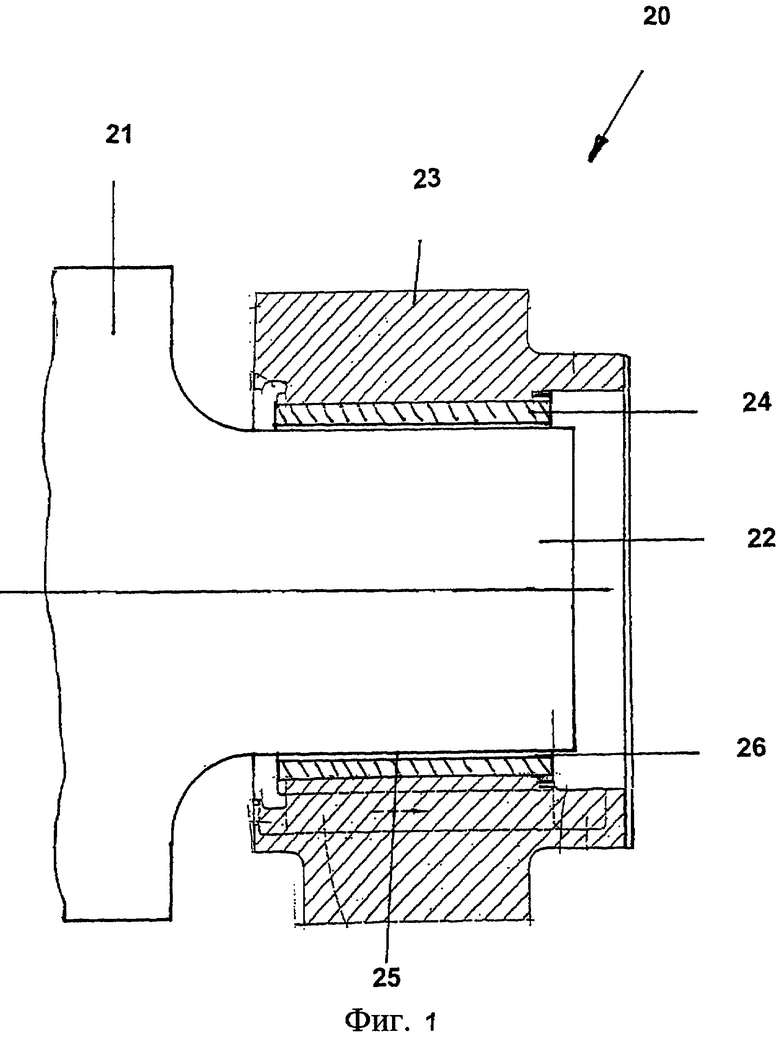
1. Подшипник скольжения, содержащий, по меньшей мере, один состоящий из железосодержащего основного материала вкладыш (24) подшипника, который снабжен на стороне рабочей поверхности состоящим из покрывного материала покрытием (8, 26), которое соединено металлургически с основным материалом через содержащую FeSn2 соединительную зону (9), при этом толщина содержащей FeSn2 соединительной зоны (9) составляет максимально 10 мкм, отличающийся тем, что толщина соединительной зоны (9) соответствует глубине диффузии наплавленного на железосодержащий основной материал и содержащего Sn слоя, предпочтительно слоя баббита.
2. Подшипник скольжения по п.1, отличающийся тем, что толщина содержащей FeSn2 соединительной зоны (9) составляет максимально 0,5-5 мкм.
3. Подшипник скольжения по п.1, отличающийся тем, что основной материал вкладыша (24) подшипника, по меньшей мере, в своей принимающей покрытие (26) зоне не содержит мартенсит.
4. Подшипник скольжения по п.1, отличающийся тем, что покрытие (8, 26) по своей толщине имеет гомогенную структуру, в частности тонкую структуру кристаллизации, а также равномерное распределение кристаллов Cu2Sn6 и кристаллов SbSn.
5. Подшипник скольжения по п.4, отличающийся тем, что включенные в покрытие (8, 26) кристаллы меньше или равны 5 мкм и имеют предпочтительно шарообразную форму.
6. Подшипник скольжения по п.1, отличающийся тем, что образующий покрытие (8, 26) подшипниковый сплав, в частности баббит, не содержит токсичные элементы, например, такие как кадмий.
7. Подшипник скольжения по п.1, отличающийся тем, что покрытие (8, 26) содержит несколько расположенных друг на друге слоев (8а, 8b).
8. Подшипник скольжения по п.7, отличающийся тем, что слои (8а, 8b) покрытия (8, 26), по меньшей мере, частично состоят из различных материалов.
9. Подшипник скольжения по п.1, отличающийся тем, что образующий покрытие подшипниковый сплав содержит лишь олово (Sn), сурьму (Sb) и медь (Сu).
10. Подшипник скольжения по п.1 или 9, отличающийся тем, что образующий покрытие подшипниковый сплав, в частности баббит, содержит дополнительно не токсичные элементы, такие как, например, серебро (Ag) или цинк (Zn).
11. Подшипник скольжения по п.1, отличающийся тем, что несущая часть (25) состоит из стали.
12. Подшипник скольжения по п.1, отличающийся тем, что вкладыш (24) подшипника имеет на своей радиально внутренней стороне состоящее из подшипникового сплава, в частности баббита, покрытие (26).
13. Подшипник скольжения по п.1, отличающийся тем, что подшипник скольжения выполнен в виде гидродинамического подшипника скольжения.
14. Подшипник скольжения по п.1, отличающийся тем, что подшипник скольжения выполнен в виде гидростатического подшипника скольжения.
15. Способ изготовления подшипника скольжения по п.1, в котором, по меньшей мере, один состоящий из железосодержащего основного материала вкладыш (24) подшипника снабжают на стороне рабочей поверхности имеющим, по меньшей мере, один слой (8а, 8b), состоящим, по меньшей мере, частично из подшипникового сплава покрытием (26), при этом, по меньшей мере, смежный с вкладышем (24) подшипника слой (8а) состоит из содержащего Sn материала, предпочтительно баббита, который подают на подлежащую покрытию поверхность в твердом виде и наплавляют на железосодержащий основной материал, отличающийся тем, что осуществляемый для наплавления, по меньшей мере, первого слоя (8а) покрытия (26) перенос энергии на подлежащую покрытию поверхность и на подаваемый на нее покрывной материал осуществляют контролируемым образом так, что полностью расплавляется лишь покрывной материал, а железосодержащий основной материал остается полностью в затвердевшем состоянии.
16. Способ по п.15, отличающийся тем, что с помощью процесса диффузии в пограничной зоне между покрытием (8, 26) и основным материалом создают содержащую FeSn2 соединительную зону (9).
17. Способ по п.15, отличающийся тем, что подлежащую покрытию поверхность основного материала перед покрытием очищают и/или придают ей шершавость.
18. Способ по п.15, отличающийся тем, что подшипниковый сплав, в частности баббит, подают на подлежащую покрытию поверхность в виде порошка и/или круглой или многогранной проволоки и/или в виде круглой или многогранной ленты.
19. Способ по п.15, отличающийся тем, что покрывному материалу задают такую толщину, что максимум напряжений среза вследствие нагрузки подшипника лежит вне соединительной зоны (9) и внутри покрытия (8, 26).
20. Способ по п.18, отличающийся тем, что порошок или проволоку подают на внутреннюю окружность подшипника в заданных различных зонах из одинаковых или из различных подшипниковых сплавов для создания опорных поверхностей с различными свойствами.
21. Способ по п.15, отличающийся тем, что покрывной материал подают на подлежащую покрытию поверхность так, что на него падает лазерный луч (12).
22. Способ по п.15, отличающийся тем, что покрывной материал наносят на основной материал в виде параллельных, примыкающих друг к другу валиков.
23. Способ по п.15, отличающийся тем, что для наплавления, по меньшей мере, первого слоя (8а), предпочтительно всех слоев (8а, 8b) покрытия (26), применяют создающее нагревательное пятно, относительно подвижное по отношению к вкладышу (24) подшипника нагревательное приспособление, предпочтительно по меньшей мере один лазерный луч (12) и/или, по меньшей мере, одну индукционную катушку.
24. Способ по п.23, отличающийся тем, что покрывной материал подают на подлежащую покрытию поверхность в соответствующем создаваемом при переносе тепла нагревательном пятне.
25. Способ по любому из пп.15-24, отличающийся тем, что наплавляют друг на друга несколько слоев покрывного материала при необходимости с различными свойствами и/или из различных материалов.
26. Способ по п.25, отличающийся тем, что верхнюю сторону, по меньшей мере, последнего наплавленного на основной материал слоя (8b), предпочтительно всех слоев (8а, 8b), выравнивают посредством подвода энергии.
27. Способ по п.15, отличающийся тем, что расплавленный покрывной материал до затвердевания содержат в защитном газе.
28. Способ по п.21, отличающийся тем, что для образования лазерного луча (12) применяют YAG-лазер, CO2-лазер, диодный лазер, диодный лазер с волоконной связью.
29. Применение подшипника скольжения по п.1 в металлургии, например в прокатных клетях или прессах.
30. Применение подшипника скольжения по п.29 для опоры валков в прокатной клети для проката металлических и не металлических лент, листов или профилей.
31. Способ изготовления подшипника скольжения по п.1, при этом, по меньшей мере, один состоящий из железосодержащего основного материала вкладыш (24) подшипника снабжают на стороне рабочей поверхности имеющим, по меньшей мере, один слой (8а, 8b), состоящим, по меньшей мере, частично из подшипникового сплава покрытием (26), отличающийся тем, что покрытие наносят на основной материал с помощью напыления в потоке холодного газа.
| JP 2000017418 А, 18.01.2000 | |||
| ПОГРУЖНОЙ ПНЕВМОУДАРНИК | 1964 |
|
SU223718A1 |
| СЛОИСТЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ АНТИФРИКЦИОННЫХ КОНСТРУКЦИОННЫХ ЭЛЕМЕНТОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1998 |
|
RU2218277C2 |
| DE 3636641 A1, 21.05.1987 | |||
| УНИВЕРСАЛЬНЫЙ ЗЕМЛЕРОЙНО-ТРАНСПОРТНЫЙ ИНСТРУМЕНТ | 1988 |
|
RU2068057C1 |
| Способ получения кислой фосфорнокислой соли марганца и железа | 1942 |
|
SU64613A1 |

