Изобретение относится к способу ремонта системы подшипника для цапфы валка для прокатки металлического проката, такого как, например, плоские заготовки или металлические полосы. Система подшипника содержит подушку подшипника с вкладышем подшипника и установленную во вкладыше подшипника с зазором в подшипнике, надвигаемую на цапфу валка втулку цапфы. Изобретение относится, в частности, к системам подшипников для рабочих или опорных валков в прокатных станах металлургической промышленности.
Такие системы подшипников, а также способы их подготовки в принципе известны из уровня техники, смотри, например, R.S. Schrama ”Types of Failures of Backup Roll Assemblies”, Iron & Steel Technologies, декабрь 2005.
Ниже приводится пояснение известной системы подшипника, а также известного способа подготовки со ссылками на фиг. 1-4.
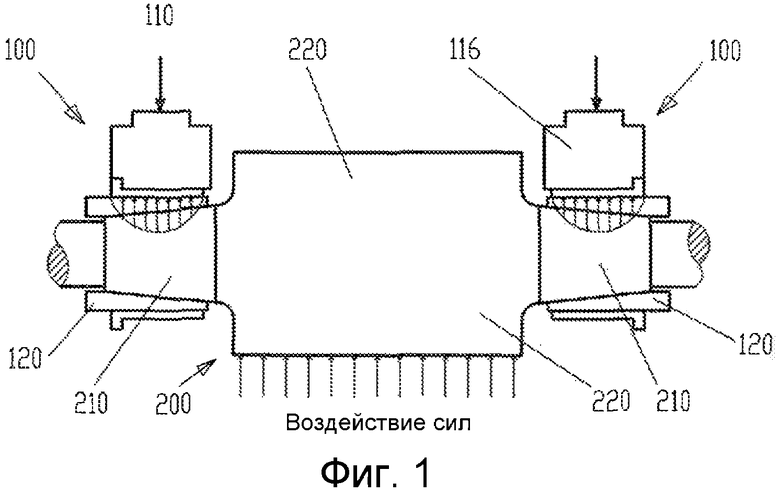
На фиг. 1 показана известная система 100 подшипника для опоры валка 200. Валок содержит тело 220 валка, в также две цапфы 210 валка. Каждая из цапф 210 валка опирается на отдельную систему 100 подшипника. Каждая система подшипника содержит корпус подшипника, называемый также подушкой подшипника 110.
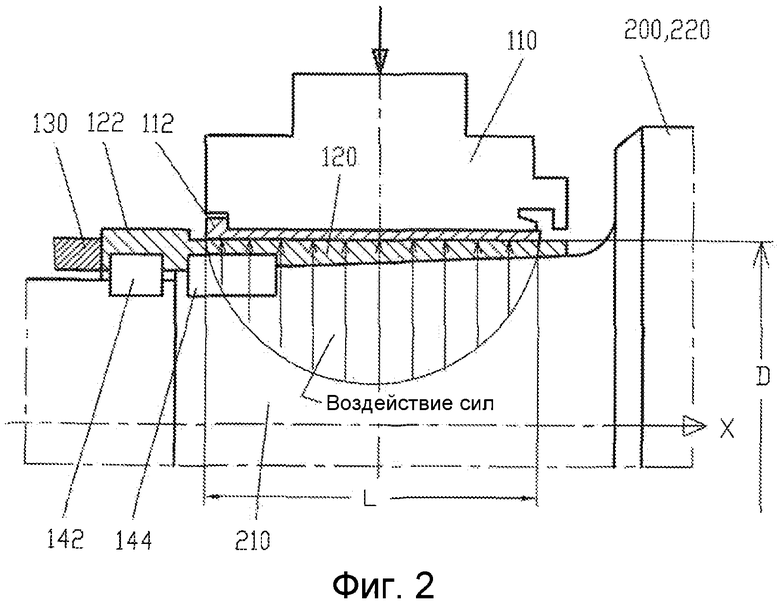
На фиг. 2 детально показана конструкция системы подшипника. В соответствии с этим, подушка 110 подшипника содержит расположенный в подушке кольцеобразный вкладыш 112 подшипника для размещения цапфы 210 валка. Система 100 подшипника содержит, наряду с подушкой подшипника, надвигаемую на цапфу 210 валка кольцеобразную втулку 120 цапфы. Для предотвращения проворачивания цапфы 210 валка внутри втулки 120 цапфы, между втулкой 120 цапфы и цапфой валка предусмотрены призматические шпонки 142, 144. Осевое соскальзывание втулки цапфы с цапфы валка во время прокатки предотвращается с помощью привинченного спереди прижимного кольца 130 с буртиком. Втулка 120 цапфы имеет на своем удаленном от тела валка конце радиальное возвышение в виде буртика 122. Этот кольцеобразный буртик имеет определенную коаксиальную протяженность для восприятия сил, которые возникают, например, при снятии втулки 120 цапфы с цапфы валка. Для этого подушка вместе с вкладышем 112 подшипника снимается в осевом направлении с тела 220 валка, при этом подушка, соответственно, вкладыш подшипника затем сцепляются с буртиком 122 и тем самым снимают также втулку цапфы с цапфы 210 валка в осевом направлении, т.е. в направлении продольной оси валка 200.
Кроме того, на фиг. 2 с помощью стрелок показано распределение сил, которые воздействуют на систему подшипника во время прокатки.
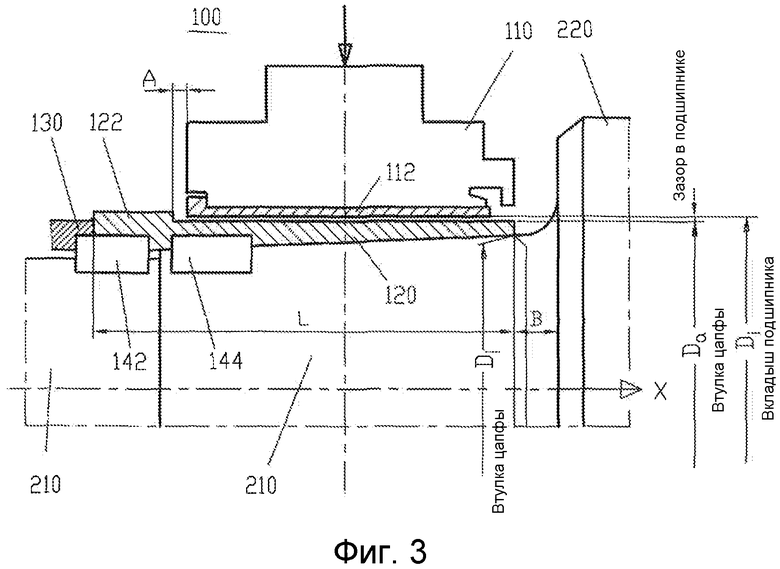
На фиг. 3 снова подробно показана система подшипника, а именно, в первоначальном, соответственно, новом состоянии. На фиг. 3 показан зазор в подшипнике между наружным диаметром Da втулки цапфы и внутренним диаметром Di вкладыша подшипника. В новом состоянии этот зазор в подшипнике лежит в зависимости от типа системы подшипника в допустимом диапазоне значений от 0,5 до 1,5 ‰ первоначального наружного диаметра втулки цапфы.
Во время жестких условий прокатки системы подшипников подвергаются сильным механическим и термическим нагрузкам и тем самым износу. Конкретно, последствия износа проявляются в виде бороздок или повреждений поверхностей на внутренней стороне вкладыша подшипника и на наружной и внутренней стороне втулки цапфы. Ремонт таких систем подшипников является обычной практикой. Традиционно выполняют как ремонт вкладыша подшипника, так и ремонт втулки цапфы.
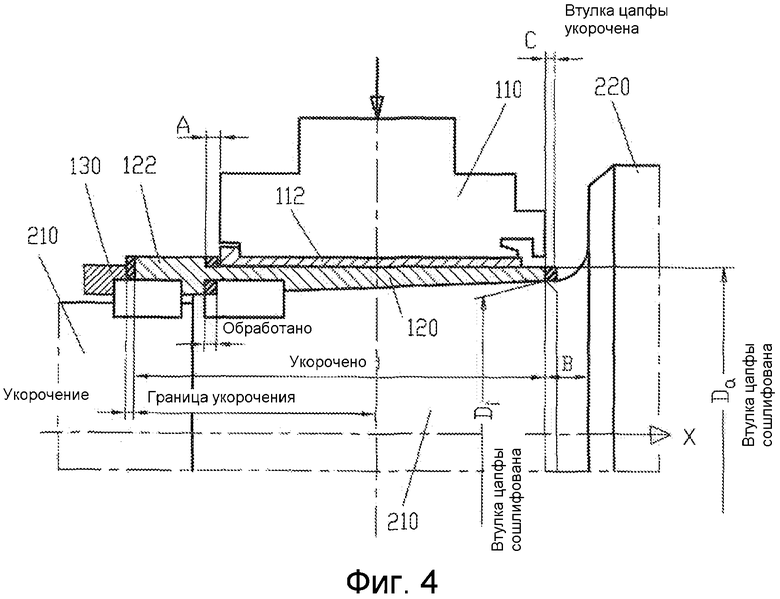
При этом ремонт втулки 120 цапфы традиционно содержит следующие стадии: обтачивания наружной стороны втулки 120 цапфы посредством обработки на токарном станке, фрезерования или шлифования, при этом наружный диаметр втулки 120 цапфы уменьшается настолько, что исчезают имеющиеся бороздки или повреждения. Аналогичным образом можно обрабатывать также внутреннюю сторону втулки цапфы, при этом в этом случае внутренний диаметр увеличивается. Однако увеличение внутреннего диаметра втулки цапфы имеет тот недостаток, что при применении снова втулки цапфы, она надвигается дальше на цапфу валка, чем первоначально. Это имеет тот недостаток, что имеющееся между телом валка и подушкой, не изображенное на фиг. 4 уплотнение недопустимым образом сминается. Поэтому необходимо втулку цапфы укорачивать на ее обращенной к телу 220 валка торцевой стороне на величину С, так что втулку 120 цапфы можно надвигать на цапфу валка не дальше, чем в новом состоянии.
На противоположной телу 220 валка стороне втулки 120 цапфы уменьшение внутреннего диаметра втулки цапфы имеет тот недостаток, что буртик 122 втулки 120 цапфы выступает слишком близко к вкладышу 112 подшипника. Между буртиком 122 и вкладышем 112 подшипника необходимо сохранять определенное минимальное расстояние А. Для выдерживания этого расстояния А, при выполненном увеличении внутреннего диаметра втулки цапфы, необходимо, соответственно, обрабатывать буртик 122, т.е. уменьшать его коаксиальную длину настолько, что снова обеспечивается минимальное расстояние А. Однако при этом осевая длина буртика 122 не должна, в свою очередь, уменьшаться ниже определенного минимального размера, с целью обеспечения, как и прежде, требуемой стабильности буртика для указанного стягивания втулки цапфы с цапфы валка.
Кроме того, увеличение внутреннего диаметра втулки цапфы имеет тот недостаток, что противоположная телу 220 валка торцевая сторона втулки цапфы при надвигании втулки цапфы на цапфу валка лежит на некотором расстоянии от прижимного кольца 130 с буртиком, так что необходимо сдвигать дальше прижимное кольцо с буртиком.
Изготовление вкладыша подшипника с покрытием из подшипникового сплава, предпочтительно баббита, известно из уровня техники, например, из ЕР 1 151 145 В1.
Ремонт вкладыша подшипника содержит обычно следующие стадии.
Снятие обращенного к втулке цапфы слоя подшипникового сплава, например, слоя баббита, для удаления имеющихся в нем бороздок и повреждений. Этот слой баббита в новом состоянии вкладыша подшипника является обычно сравнительно тонким, так что его можно снимать лишь полностью. Недостатком является то, что как правило, при снятии слоя баббита снимается также тонкий слой противоположного втулке цапфы несущего материала, обычно стали, из которой в основном состоит вкладыш подшипника, за счет чего вкладыш подшипника при каждом ремонте все больше ослабляется. После снятия слоя баббита осуществляется создание нового слоя баббита на внутренней стороне вкладыша 112 подшипника снова до старого/прежнего заданного номинального внутреннего диаметра Di alt; однако на этот раз с большей толщиной слоя подшипникового сплава, чем в старом удаленном слое материала. Большая толщина нового слоя баббита обуславливается снесенным несущим материалом. Поскольку, как указывалось выше, внутренний диаметр Di alt вкладыша подшипника также после создания вновь слоя подшипникового сплава остается неизменным для обеспечения взаимозаменяемости, в частности, во всяком случае не становится меньше, при одновременном уменьшении наружного диаметра Da втулки цапфы за счет снятия, то увеличивается зазор в подшипнике при каждом стачивании наружной стороны втулки цапфы. Однако зазор между слоем баббита и наружной стороной не должен становиться на основании по меньшей мере одной обработки больше 1,7‰ первоначального наружного диаметра втулки цапфы. Как только достигается это максимально допустимое значение 1,7‰ для зазора в подшипнике, или внутренний диаметр втулки цапфы становится меньше заданного предельного значения, втулку цапфы по традиции больше не ремонтируют, и она подлежит замене.
Поэтому, как правило, после двух или трех ремонтов втулку цапфы заменяют, что связано с большими затратами для пользователя и высоким расходом ресурсов, поскольку втулка цапфы обычно идет в отходы.
Для толщины слоя подшипникового сплава, в частности, слоя баббита во вкладыше подшипника, имеется пороговое значение SD толщины, которое не должно превышаться. Это обусловлено тем, что баббит значительно мягче, чем, например, несущий материал вкладыша подшипника, на котором нанесен слой баббита. Слой баббита можно повышать лишь настолько, что еще могут выполняться заданные требования по нагрузке системы подшипника, при одновременном сохранении заданного номинального внутреннего диаметра.
Поэтому такой ремонт вкладыша подшипника можно выполнять не как угодно часто, а, как правило, максимально два или три раза.
Исходя из уровня техники, в основу изобретения положена задача создания способа подготовки системы подшипника, которая обеспечивает возможность более длительного использования по меньшей мере высококачественной, т.е. дорогой втулки цапфы.
Эта задача решена с помощью способа, согласно пункту 1 формулы изобретения. Этот способ характеризуется обеими следующими стадиями:
- дополнительной обработки втулки цапфы посредством первого уменьшения ее наружного диаметра Da ниже порогового значения Dak, при преодолении которого зазор в подшипнике, который остался бы в этом случае между внутренним диаметром Di alt прежнего вкладыша подшипника и уменьшенным ниже порогового значения наружным диаметром втулки цапфы, не лежал бы больше в допустимом диапазоне значений, и
- подготовки нового вкладыша подшипника, который своим внутренним диаметром Di neu согласован с уменьшенным наружным диаметром обработанной втулки цапфы так, что зазор в подшипнике между внутренним диаметром Di neu нового вкладыша подшипника и уменьшенным ниже порогового значения Dak наружным диаметром дополнительно обработанной втулки цапфы имеет значение в заданном допустимом диапазоне значений.
Этот способ, согласно изобретению, обеспечивает то преимущество, что высококачественную втулку цапфы, которая существенно дороже вкладыша подшипника, можно ремонтировать и снова применять по меньшей мере еще один раз, однако, обычно несколько раз. За счет этого обеспечивается значительное снижение стоимости для пользователя и значительная экономия ресурсов для окружающей среды по сравнению с традиционно обычным направлением в отходы втулки цапфы. Применение снова втулки цапфы обеспечивается за счет подготовки нового вкладыша подшипника, который относительно своего внутреннего диаметра Di neu выполнен так, что зазор в подшипнике лежит в допустимом диапазоне значений. Это означает, что номинальный внутренний диаметр Di neu нового вкладыша подшипника каждый раз немного меньше, чем номинальный внутренний диаметр Di alt прежнего вкладыша подшипника, с целью удерживания при дальше уменьшенном наружном диаметре втулки цапфы зазора в подшипнике в допустимом диапазоне значений.
Образованная так в соответствии с изобретением пара, состоящая из обработанной втулки цапфы с уменьшенным ниже порогового значения Dak наружным диаметром и нового вкладыша подшипника, начинает новый цикл службы для системы подшипника с допустимым зазором в подшипнике. Цикл службы обеспечивает обычно возможность многократного ремонта как втулки цапфы, так и нового вкладыша подшипника. В частности, можно в целом примерно удваивать длительность использования втулки цапфы.
Пороговое значение Dak определено как
Dak=Da перв.(1-0,0007)
где Da перв.: первоначальный наружный диаметр втулки цапфы перед первым использованием.
Согласно первому примеру выполнения, новый вкладыш подшипника с его внутренним диаметром выполняют так, что начальный зазор в подшипнике пары новый вкладыш подшипника/втулка цапфы при Da neu (Da neu=наружный диаметр втулки цапфы при первом уменьшении ниже Dak) соответствует допустимому значению зазора в подшипнике в первоначальном новом состоянии системы подшипника (прежний вкладыш подшипника в новом состоянии/втулка цапфы в новом состоянии). В этом случае слой подшипникового сплава можно еще удерживать особенно тонким при выполненном, соответственно, толстым стальном носителе.
Допустимое исходное значение для зазора в подшипнике лежит в диапазоне значений от 0,3 до 1,5‰ первоначального номинального наружного диаметра втулки цапфы в новом состоянии, в зависимости от случая применения. Этот диапазон значений для зазора в подшипнике справедлив как для пары прежний вкладыш подшипника/втулка цапфы, оба в новом состоянии, так и для пары новый вкладыш подшипника/втулка цапфы с Da впервые меньше Dak. Обусловленное последующими ремонтами, в частности, за счет уменьшения наружного диаметра втулки цапфы, увеличение зазора в подшипнике в 1,7 раза по сравнению с исходным значением зазора в подшипнике в соответствующем случае применения является допустимым. Увеличение зазора в подшипнике более чем в 1,7 раза, или же, что при по существу неизменном внутреннем диаметре нового вкладыша подшипника было бы то же самое, дальнейшее уменьшение наружного диаметра Da втулки цапфы ниже второго порогового значения Dak2=Da neu (1-0,0007) не является больше допустимым.
Предпочтительно, новый вкладыш подшипника изготавливается со стальным несущим кольцом, которое толще стального несущего кольца в прежнем, по меньшей мере один раз ремонтированном вкладыше подшипника.
Как указывалось выше, слой подшипникового сплава может предпочтительно иметь в новом вкладыше подшипника со слегка утолщенным стальным несущим кольцом лишь минимальную толщину, которая сравнима с толщиной слоя подшипникового сплава прежнего вкладыша подшипника в новом состоянии при заданном номинальном внутреннем диаметре Di alt. В частности, слой подшипникового сплава в новом вкладыше подшипника может быть после нескольких ремонтов значительно тоньше, чем толщина слоя подшипникового сплава в прежнем вкладыше подшипника.
Дополнительная обработка втулки цапфы содержит обычно указанные выше применительно к фиг. 4 стадии. Эта дополнительная обработка втулки цапфы может быть также один раз или несколько раз выполнена уже перед выполнением способа, согласно изобретению, т.е. перед первым уменьшением наружного диаметра втулки цапфы до значения ниже порогового значения. Однако при этом уменьшение наружного диаметра втулки цапфы осуществлялось последовательно, но никогда ниже порогового значения Dak. Критическое пороговое значение Dak задано так, что при его преодолении зазор в подшипнике, который в этом случае остается между внутренним диаметром прежнего вкладыша подшипника и уменьшенным ниже порогового значения Dak наружным диаметром втулки цапфы, лежит вне допустимого диапазона значений, в частности, превышает заданное допустимое максимальное значение.
В способе, согласно изобретению, может быть предпочтительно предусмотрено, что втулка цапфы на своей удаленной от бочки прокатного валка, т.е. противоположной телу валка торцевой стороне, удлинена в осевом направлении, например, посредством запрессовки в горячем состоянии кольца в удаленную от бочки прокатного валка торцевую сторону. Это осевое удлинение предпочтительно обеспечивает возможность геометрического или силового замыкания между этой торцевой стороной и прижимным кольцом с буртиком, также при увеличенном внутреннем диаметре втулки цапфы. Кольцо предпочтительно устанавливается с возможностью замены.
Предпочтительно, указанную дополнительную обработку втулки цапфы можно также выполнять после первого уменьшения наружного диаметра до значения ниже старого порогового значения еще по меньшей мере один раз, но обычно до трех раз без опускания ниже нового порогового значения.
Предпочтительно, новый вкладыш подшипника можно несколько раз ремонтировать и применять снова. Ремонт прежнего вкладыша подшипника и ремонт нового вкладыша подшипника можно осуществлять обычно по одной и той же схеме, которая содержит указанные выше применительно к фиг. 4 стадии:
- снятия обращенного к втулке цапфы слоя подшипникового сплава, обычно баббита, на внутренней стороне вкладыша подшипника, не обязательно, вместе с тонким слоем обращенного от втулки цапфы несущего материала слоя подшипникового сплава, соответственно, слоя баббита; и
- воссоздание нового слоя подшипникового сплава обычно с большей толщиной слоя, чем у снятого слоя материала на внутренней стороне вкладыша подшипника так, что снова изготавливается первоначальный внутренний диаметр Di neu нового вкладыша подшипника; таким образом, ремонтированный так вкладыш подшипника остается заменяемым.
Предпочтительно, толщина слоя заново воссозданного слоя подшипникового сплава, предпочтительно баббита, лежит всегда ниже порогового значения SD толщины. Это важно, поскольку вновь создаваемый материал, предпочтительно баббит, является относительно мягким и поэтому отвечает лишь ограниченным требованиям к нагрузке. Слишком большая толщина слоя материала выше порогового значения толщины больше не отвечает предъявляемым к системе подшипника требованиям по нагрузке.
Наконец, следует отметить, что дополнительная обработка, уменьшение наружного диаметра, увеличение внутреннего диаметра или снятие материала осуществляется, например, посредством шлифования, фрезерования или токарной обработки.
К описанию прилагается в целом 6 фигур, на которых изображено:
фиг. 1 - система подшипников с валком, согласно уровню техники;
фиг. 2 - первое детальное изображение системы подшипника, согласно уровню техники;
фиг. 3 - второе детальное изображение системы подшипника, согласно уровню техники;
фиг. 4 - изменения в системе подшипника на основании выполнения ремонта, согласно уровню техники;
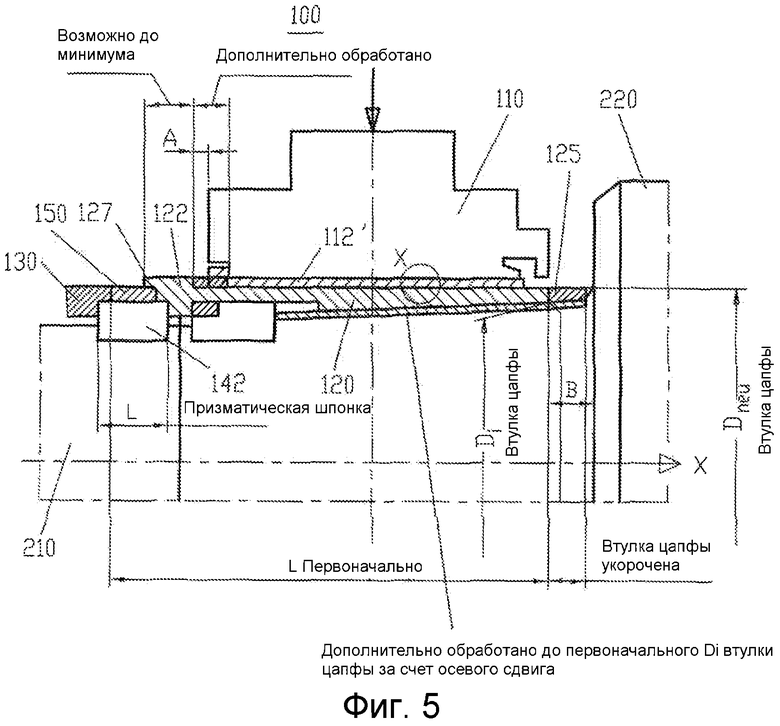
фиг. 5 - система подшипника после выполнения способа, согласно изобретению; и
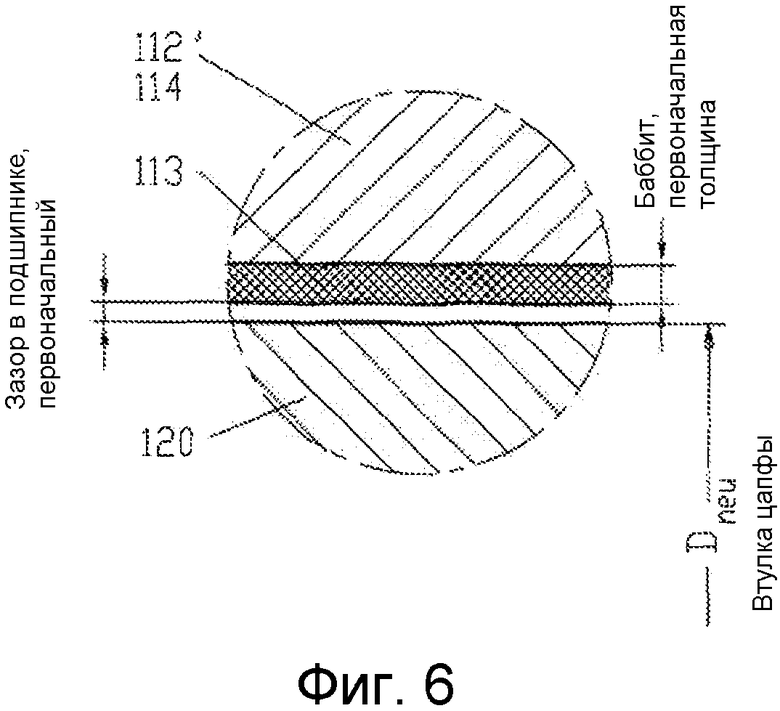
фиг. 6 - часть системы подшипника, согласно фиг. 5, в увеличенном масштабе.
На всех фигурах одинаковые технические признаки обозначены одинаковыми позициями.
Ниже приводится подробное описание изобретения со ссылками на фиг. 5 и 6.
На фиг. 5 показана система 100 подшипника после выполнения способа, согласно изобретению, т.е. с новым вкладышем 112' подшипника и подвергнутой обработке втулкой 120 цапфы.
Способ, согласно изобретению, служит для обеспечения нового использования бывшей в употреблении и обычно уже несколько раз ремонтированной системы подшипника. Поэтому способ, согласно изобретению, используется для изношенной системы подшипника, в которой наружный диаметр втулки 120 цапфы на основании предыдущих дополнительных обработок уже значительно уменьшен по сравнению с новым состоянием. Зазор в подшипнике между внутренним диаметром слоя подшипникового сплава, т.е. приблизительно внутренним диаметром вкладыша подшипника, и уменьшенным наружным диаметром втулки 120 цапфы лежит перед выполнением способа, согласно изобретению, т.е. после выполнения последней дополнительной обработки, обычно, но не обязательно, еще в допустимом диапазоне значений; т.е. зазор в подшипнике еще не больше, чем в 1,7 раза превышает первоначальное значение этого зазора в соответствующем случае применения.
Однако дальнейшее срезание наружного диаметра втулки цапфы в рамках дальнейшей подготовки/ремонта, при сохранении прежнего номинального внутреннего диаметра Di alt прежнего вкладыша подшипника, приводило бы неизбежно к недопустимо большому зазору в подшипнике. Однако при этом втулку цапфы можно еще по меньшей мере один раз, но обычно еще до трех раз ремонтировать.
Поэтому в способе, согласно изобретению, предусмотрена еще одна дополнительная обработка втулки цапфы, т.е. устранение бороздок или повреждений на ее поверхности посредством снятия материала. При этом наружный диаметр втулки цапфы впервые уменьшается ниже указанного порогового значения Dak наружного диаметра.
Дополнительно, как показано на фиг. 5, предусмотрен новый вкладыш 112' подшипника, который относительно своего внутреннего диаметра, включая слой подшипникового сплава, выполнен так, что зазор в подшипнике уменьшается до опционной для соответствующего применения величины внутри допустимого диапазона значений. Для нового вкладыша 112' подшипника задают новый номинальный внутренний диаметр Di neu, при этом Di neu<Di alt. Di neu выбирается так, что новый зазор в подшипнике, несмотря на дальнейшее срезание наружного диаметра втулки цапфы, лежит в допустимом диапазоне значений 0,3-1,5‰ первый раз уменьшенного ниже Dak наружного диаметра Da neu втулки цапфы. Наружный несущий материал 114, например, сталь, в новом вкладыше 112' подшипника предпочтительно выполнен немного толще, чем в прежнем вкладыше подшипника.
Пороговое значение Dak для наружного диаметра втулки цапфы задано как Dak=Da перв. (1-0,0007), при этом Da перв. является номинальным наружным диаметром втулки цапфы в новом состоянии перед первым использованием.
Однако при этом слой подшипникового сплава, как показано на фиг. 6, ограничен необходимой минимальной толщиной слоя, которая была, например, также в новом состоянии применяемого прежде вкладыша подшипника. Эта толщина слоя подшипникового сплава в новом вкладыше подшипника во всяком случае значительно меньше, чем заданное пороговое значение толщины; предпочтительно даже настолько тонкая, что позже еще возможен многократный ремонт вкладыша подшипника, при этом, как указывалось выше, может осуществляться последовательное увеличение толщины, без превышения толщины слоя подшипникового сплава порогового значения толщины.
При необходимости, дополнительная обработка втулки цапфы, согласно данному способу, может еще содержать следующие стадии:
- дополнительной обработки втулки цапфы на ее внутренней стороне, при этом внутренний диаметр втулки цапфы увеличивается; укорочения втулки цапфы на ее расположенной на стороне бочки прокатного валка торцевой стороне 125 в ее осевой длине так, что при надвигании втулки цапфы с увеличенным внутренним диаметром на цапфу валка чрезмерно не сжимается находящееся между системой подшипника и бочкой прокатного валка уплотнение. Кроме того, может быть уменьшена осевая длина радиально выступающего наружу буртика 122 на удаленном от бочки прокатного валка конце втулки 120 цапфы на обращенной к вкладышу подшипника торцевой стороне буртика, с целью обеспечения требуемого минимального расстояния А до удаленной от бочки прокатного валка торцевой стороны втулки цапфы. Кроме того, может быть необходимо также предусмотрение снятия (срезание) материала с втулки 120 цапфы в зоне призматических шпонок 142, 144, с целью обеспечения возможности их установки. Во всяком случае призматические шпонки 142, 144 должны обеспечивать еще достаточное перекрывание между прижимным кольцом 130 с буртиком и втулкой 120 цапфы.
Все указанные выше снятия (срезания) материала на внутреннем диаметре втулки цапфы, на ее расположенной на стороне бочки прокатного валка торцевой стороне, на буртике 122, а также в зоне призматических шпонок показаны заштрихованными на фиг. 5.
Наконец, в способе, согласно изобретению, предусмотрено, что втулка цапфы при необходимом снятии материала на ее обращенной к бочке прокатного валка торцевой стороны 125 снова удлиняется на ее первоначальную длину Lперв, с целью обеспечения правильного прилегания прижимного кольца 130 с буртиком. Для этого на удаленной от бочки прокатного валка торцевой стороне 127 втулки 120 цапфы установлено окружное кольцо с требуемой толщиной, например, запрессовано в горячем состоянии. Кольцо 150 предпочтительно выполнено с прямоугольным профилем, с целью учета присутствия призматической шпонки 142.
Перечень позиций
100 Система подшипника
110 Подушка подшипника
112 Прежний вкладыш подшипника
112' Новый вкладыш подшипника
113 Слой подшипникового сплава
114 Несущий материал
120 Втулка цапфы
122 Буртик втулки цапфы
130 Прижимное кольцо с буртиком
142 Первая призматическая шпонка
144 Вторая призматическая шпонка
150 Кольцо
200 Валок
210 Цапфа валка
220 Тело валка (бочка прокатного валка)
Da перв Наружный диаметр втулки цапфы в первоначальном новом состоянии перед первым использованием
Da Фактический наружный диаметр втулки цапфы
Da neu Наружный диаметр втулки цапфы при первом уменьшении ниже Dak, т.е. в начале дальнейшего использования втулки цапфы
Dak Критическое пороговое значение для наружного диаметра втулки цапфы
Dak2 Второе критическое пороговое значение для наружного диаметра втулки цапфы, при этом
Dak2=Da neu (1-0,0007)
Di alt Внутренний диаметр прежнего вкладыша подшипника с покрытием из подшипникового сплава
Di neu Внутренний диаметр нового вкладыша подшипника с покрытием из подшипникового сплава
SD Пороговое значение толщины для слоя подшипникового сплава.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПОРНЫЙ УЗЕЛ | 2013 |
|
RU2604545C2 |
| ВТУЛКА-ВКЛАДЫШ ПОДШИПНИКА ЖИДКОСТНОГО ТРЕНИЯ ОПОРЫ ПРОКАТНОГО ВАЛКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2217252C2 |
| Опорный узел прокатного валка | 1991 |
|
SU1814937A1 |
| ПОДШИПНИК СКОЛЬЖЕНИЯ, СПОСОБ ИЗГОТОВЛЕНИЯ, А ТАКЖЕ ПРИМЕНЕНИЕ ТАКОГО ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2007 |
|
RU2415314C2 |
| ОПОРА ПРОКАТНОГО ВАЛКА | 2000 |
|
RU2172654C1 |
| Подшипниковая опора жидкостного трения валка прокатного стана | 1990 |
|
SU1784312A1 |
| ПОДШИПНИК ЖИДКОСТНОГО ТРЕНИЯ | 2005 |
|
RU2336962C2 |
| ВАЛКОВ ПРОКАТНЫХ СТАНОВ | 1968 |
|
SU206504A1 |
| Опорный узел прокатного валка | 1975 |
|
SU555927A1 |
| Подшипник жидкостного трения прокатного валка | 1977 |
|
SU677784A1 |
Изобретение относится к способу ремонта системы подшипника для цапфы валка для прокатки металлического проката. Система подшипника содержит подушку подшипника с вкладышем подшипника и установленную во вкладыше подшипника с зазором в подшипнике, надвигаемую на цапфу валка втулку цапфы, которую дополнительно обрабатывают посредством первого уменьшения ее наружного диаметра Da ниже порогового значения Dak. При этом одновременно осуществляют подготовку нового вкладыша подшипника, который своим внутренним диаметром Di neu согласован с уменьшенным наружным диаметром дополнительно обработанной втулки цапфы так, что зазор в подшипнике между внутренним диаметром Di neu нового вкладыша и уменьшенным ниже порогового значения наружным диаметром дополнительно обработанной втулки цапфы остается в заданном допустимом диапазоне значений. Использование изобретения обеспечивает увеличение срока службы системы подшипника. 11 з.п. ф-лы, 6 ил.
1. Способ ремонта изношенной системы подшипника для цапфы валка для прокатки металлического проката, при этом система подшипника содержит подушку подшипника с вкладышем подшипника и установленную во вкладыше подшипника с зазором в подшипнике, надвигаемую на цапфу валка втулку цапфы, отличающийся тем, что он содержит следующие стадии:
- дополнительной обработки втулки цапфы посредством первого уменьшения ее наружного диаметра Da ниже порогового значения Dak, при преодолении которого зазор в подшипнике, который остался бы в этом случае между внутренним диаметром Di alt прежнего вкладыша подшипника и уменьшенным ниже порогового значения наружным диаметром втулки цапфы, не соответствовал бы больше допустимому диапазону значений, и
- подготовки нового вкладыша подшипника, который своим внутренним диаметром Di neu согласован с уменьшенным наружным диаметром дополнительно обработанной втулки цапфы так, что зазор в подшипнике между внутренним диаметром Di neu нового вкладыша подшипника и уменьшенным ниже порогового значения наружным диаметром дополнительно обработанной втулки цапфы имеет значение в заданном допустимом диапазоне значений.
2. Способ по п.1, отличающийся тем, что заданный допустимый диапазон значений для зазора в подшипнике соответствует диапазону значений зазора в подшипнике в первоначальном новом состоянии системы подшипника.
3. Способ по любому из п.1 или 2, отличающийся тем, что допустимый диапазон значений для зазора в подшипнике составляет 0,3-1,5% в первый раз уменьшенного ниже порогового значения Dak наружного диаметра Da neu втулки цапфы.
4. Способ по п.1, отличающийся тем, что новый вкладыш подшипника изготавливают со стальным несущим кольцом, которое толще, чем в прежнем вкладыше подшипника, и со слоем подшипникового сплава на внутренней стороне ее отверстия, при этом слой подшипникового сплава нового вкладыша подшипника сначала имеет примерно ту же толщину, что и слой подшипникового сплава прежнего вкладыша подшипника в новом состоянии.
5. Способ по п.1, отличающийся тем, что дополнительная обработка втулки цапфы имеет следующие стадии:
- дополнительной обработки наружной стороны втулки цапфы, при этом уменьшается ее внутренний диаметр, и при необходимости
- дополнительной обработки втулки цапфы на ее внутренней стороне, при этом ее внутренний диаметр увеличивается, и при необходимости
- укорачивания втулки цапфы на ее расположенной на стороне бочки прокатного валка торцевой стороне в ее осевой длине, и при необходимости
- уменьшения выступающего радиально наружу буртика на удаленном от бочки прокатного валка конце втулки цапфы на обращенной к вкладышу подшипника торцевой стороне кольцеобразного буртика в его коаксиальной протяженности.
6. Способ по п.5, отличающийся тем, что дополнительную обработку втулки цапфы выполняют также перед первым уменьшением наружного диаметра до значения ниже порогового значения по меньшей мере один раз.
7. Способ по п.5, отличающийся тем, что втулку цапфы удлиняют на ее удаленной от бочки прокатного валка торцевой стороне в осевом направлении, например, посредством запрессовки в горячем состоянии кольца в удаленную от бочки прокатного валка торцевую сторону.
8. Способ по любому из пп.5, 6 или 7, отличающийся тем, что дополнительную обработку втулки цапфы выполняют по меньшей мере один раз также после первого уменьшения наружного диаметра до значения ниже порогового значения.
9. Способ по п.1, отличающийся тем, что после подготовки нового вкладыша подшипника при необходимости выполняют по меньшей мере один ремонт нового вкладыша подшипника.
10. Способ по п.9, отличающийся тем, что ремонт нового вкладыша подшипника имеет следующие стадии:
- снятия обращенного к втулке цапфы слоя подшипникового сплава, обычно из баббита, на внутренней стороне нового вкладыша подшипника, не обязательно, вместе с тонким слоем обращенного от втулки цапфы несущего материала слоя подшипникового сплава, и
- воссоздания нового слоя подшипникового сплава с такой толщиной слоя, что снова изготавливается первоначальный внутренний диаметр Di neu нового вкладыша подшипника.
11. Способ по п.10, отличающийся тем, что толщина слоя вновь образованного слоя подшипникового сплава лежит ниже порогового значения (SD) толщины.
12. Способ по п.1, отличающийся тем, что дополнительную обработку, уменьшение наружного диаметра или снятие материала осуществляют, например, посредством шлифования, фрезерования или токарной обработки.
| WO 2009087114 A1, 16.07.2009 | |||
| Гранулированное пеностекло | 1978 |
|
SU872481A1 |
| JP 57083351 A, 25.05.1982 | |||
| Опорный узел прокатного валка | 1991 |
|
SU1814937A1 |
| Регулируемый подшипник скольжения | 1987 |
|
SU1449721A1 |

