Изобретение относится к металлургической промышленности, к машиностроению, а именно к соединению выполненных из разнородных или однородных по материалу деталей, и может найти применение в производстве сборочных единиц изделия в космической, авиационной технике, в приборостроении, в транспорте, электронике и других областях.
Известны многочисленные способы соединения металлов, неметаллов и металлов и неметаллов, например методом диффузионной сварки (см. Политехнический словарь, М., Советская энциклопедия, 1989). Известен двухстадийный способ неразъемного соединения сборочных единиц, выполненных из неметаллического высокотемпературного материала (графит, SiC, CFC или их соединений) с помощью промежуточного слоя, выполненного из металлической фольги (патент US №6907661 от 30.04.2002, US class 29/890, 29/428). Известен способ неразъемного соединения деталей, выполненных из карбида кремния, с помощью третьего соединяющего слоя, выполненного из кремния и хрома, рения, ванадия, палладия, кобальта и др. (патент US №7318547 от 13.03.2001, US class 228/247, 228/247). Недостатками указанных соединений является невысокая адгезия, а также невысокие значения стойкости к окислительной среде и к температуре эксплуатации для работы термонагруженных деталей.
Известен способ неразъемного соединения деталей из керамики и металла (патент RU №2127236 от 13.08.96, С04В 37/02), включающий применение клеевой композиции на основе алюмохромфосфатного связующего, в качестве наполнителей использовались кристаллические волокна, нитевидные кристаллы и порошки природных материалов (нитрида кремния, нитрида алюминия и др.). При этом предусматривается выполнение заклепочных отверстий и буклевок на металлической детали для придания соединению стойкости к осевому перемещению деталей, к проворачиванию и другим возможным видам его смещения. Недостатком изобретения является недостаточная жесткость соединения, вероятность образования отслоений, невысокие значения водостойкости, адгезии соединяющего слоя, стойкости к окислительной среде и к температуре эксплуатации для работы термонагруженных деталей.
Известен способ неразъемного соединения деталей (патент RU №2108992 от 14.09.95, С04В 37/02), включающий сборку деталей как из однородных, так и разнородных по материалу деталей (металла и керамики), размещение их в защитной камере, соединение деталей путем нагрева и напыления рабочей смеси с порошкообразным материалом, осаждения частиц из нее и образования покрытия в зоне контакта соединяемых деталей. Данный способ не пригоден для деталей с различными коэффициентами термического расширения для работы в теплонагруженных условиях. Недостатками данного способа также являются невысокая стойкость соединения к окислительной среде, характерная для металлов, недостаточная адгезионная стойкость слоя, невысокая температурная стойкость и прочность соединения.
Известен способ неразъемного соединения деталей из керамики и металла (патент JP №55789 от 17.10.88, С04В 37/02), в котором химическим осаждением наносят слой металла (или сплава) и слой припоя на поверхности соединяемых деталей, подвергают нагреву, соединяя элементы диффузионной сваркой посредством припоя, или распылением осаждают металлический титан (патент JP №547512 от 08.03.8, С04В 37/02) и обжигом соединяют с керамикой. Общим недостатком известных решений является технологическая сложность процесса.
Известен способ неразъемного соединения деталей (патент DE 19934760 от 23.07.1999, С04В 37/02), включающий связывание нитрида кремния Si3N4 слоем активного металлического кремния с углеродистой сталью. За счет реакции термической диссоциации нитрид кремния Si3N4 разлагается на кремний Si и газообразный азот N2. Активный слой кремния на нитриде кремния связывается непосредственно с углеродистой сталью. Недостатками данного способа являются невысокая стойкость к окислительной среде, характерная для металлов, а также высокая температура процесса для реакции термической диссоциации нитрида кремния, использование допускается только для соединения нитрида кремния и углеродистой стали.
Известен способ неразъемного соединения деталей, принятый за прототип (патент SU 1071610, от 17.04.81, С04В 37/02), включающий сборку и соединение деталей в защитной камере, нагрев и термическую диссоциацию рабочей смеси, осаждение и формирование соединяющего слоя из образованного из нее осадка. Недостатком данного изобретения является получение металлизированного соединения с невысокой стойкостью соединения к окислительной среде, характерной для металлов.
Задачей данного изобретения является получение окислительностойкого высокопрочного неразъемного соединения деталей повышенной прочности и температурной стойкости.
Технический результат - расширение спектра используемых материалов деталей, повышение надежности и ресурса работы изделия, простота процесса получения неразъемного соединения, а также возможность использования печей, уже имеющихся в народном хозяйстве.
Для решения поставленной задачи применяется способ неразъемного соединения деталей, включающий сборку и соединение деталей в защитной камере, нагрев и термическую диссоциацию рабочей смеси, осаждение и формирование соединяющего слоя в области контакта деталей из образованного осадка, при этом качестве рабочей смеси используют кремнийорганическое соединение, которое диффузионно проникает в область контакта деталей, при этом формирование соединяющего слоя происходит из образующего керамического осадка.
При этом используются детали по материалу разнородные, однородные, пористые или нет.
В качестве кремнийорганического соединения используют метилсилан, или полисилазаны, или метилсилазаны.
В качестве керамического осадка используют осажденный карбид кремния, или нитрид кремния, или карбонитрид кремния.
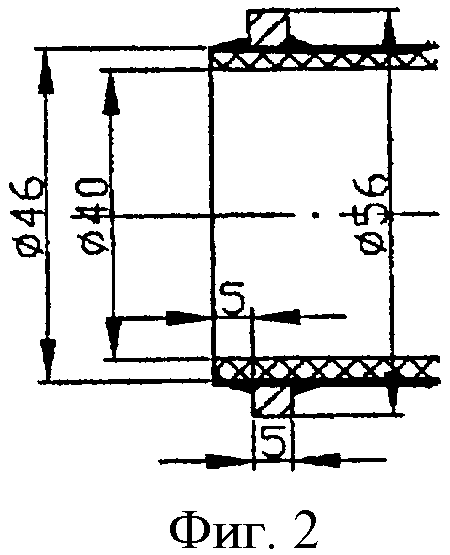
Способ осуществляется следующим образом. Для получения неразъемного соединения деталей их помещают в сборе в печь, вводят реагент в виде кремнийорганического соединения, образующего керамический осадок, нагревают до рабочей температуры процесса. При этом молекулы газообразного реагента в результате реакции термической диссоциации осаждаются на твердой (пористой) поверхности деталей, дополнительно доуплотняя их, проникают в область контакта соединяемых деталей, где происходит формирование узла стыка соединения. За счет высокой адгезии (сцепления) образующего высокопрочного керамического осадка к поверхностям деталей постепенно зазор заполняется и формируется соединяющий слой (см. фиг.1). Образуется плотное прочное соединение. В особых случаях для упрочнения узла стыка соединяемых деталей, где в силу высоких нагрузок высока вероятность смещения, и для испытывающих большие осевые нагрузки при воздействии большого усилия, и для обеспечения герметичного стыка процесс осаждения продолжают после сформировавшегося соединяющего слоя. При этом на изделии в месте стыка осаждается образующийся керамический осадок, толщина которого превышает размер зазора (см. фиг.2). Наросший слой выступает в роли буртиков, которые дополнительно оказывают стопорящее действие против осевого смещения кольца. В особых случаях для упрочнения узла стыка соединяемых деталей с разными коэффициентами температурного расширения (КТР) и ослабления напряжения дополнительно используют прокладку из пористого материала, промежуточную по значению КТР с используемыми материалами деталей, расположенную в области контакта соединяемых деталей.
Примеры конкретного применения
Пример 1.
Для организации металлокомпозиционного перехода используется закладное кольцо из прецизионного сплава титан-ниобий ТВ-36 с низким постоянным значением коэффициента термического расширения, которое по посадке с зазором одевают на цилиндрический образец из углерод-керамического материала (см. фиг.1). Для формирования узла стыка две разнородные единицы в сборе помещают в печь, проводят процесс термической диссоциации и осаждения карбида кремния из метилсилана при температуре 550°С в течение 200 часов. Происходит синтез наноструктурированного карбида кремния, основанный на химическом газофазном осаждении из метилсилана. За счет адгезии (сцепления) карбида кремния к внутренней стенке кольца из металлического сплава и стенке цилиндра в зазоре между кольцом и цилиндрическим образцом формируется прочное соединение кольца с цилиндром.
Пример 2.
Процесс соединения проводят по примеру 1. Далее процесс продолжают еще 50 часов после момента зарастания зазора при температуре 800°С (фиг.2). При этом на цилиндре вырастает слой карбида кремния, толщина которого превышает размер зазора. Причем наросший слой выступает в роли буртиков, которые дополнительно оказывают стопорящее действие против осевого смещения кольца.
Пример 3.
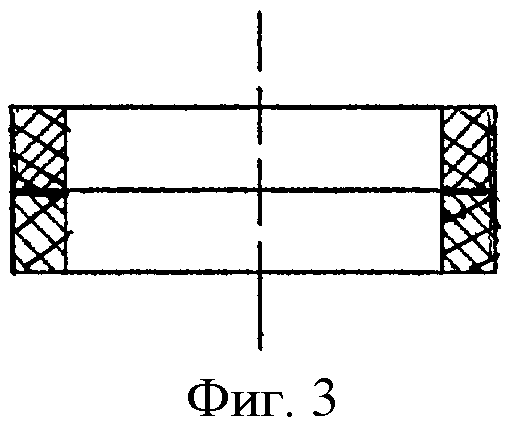
Два кольца с одинаковыми наружным (50 мм) и внутренним (40 мм) диаметрами совмещаются соосно и приводят в соприкосновение торцами (см. фиг.3). Одно кольцо выполнено из УУКМ, другое кольцо - из спеченного карбида кремния. Допускается прижимание колец друг к другу вдоль оси. Сборку помещают в печь, где проводится процесс пиролиза метилсилана при температуре 600°С, в результате которого осаждается карбид кремния с проникновением в зазоры между кольцами, за счет чего обеспечивается плотное прочное соединение между кольцами.
Пример 4.
Два кольца с одинаковыми наружным (50 мм) и внутренним (40 мм) диаметрами совмещаются соосно и приводят в соприкосновение торцами. Одно кольцо - молибден, другое кольцо - оксид алюминия, предварительно проложив между кольцами для ослабления напряжения с разными КТР кольцевую прокладку из силицированного графита толщиной около 1 мм, с наружным диаметрам и диаметром отверстия такими же, как и у соединяемых колец. Сборку помещают в печь, где проводят процесс термической диссоциации метилсилана при температуре 580°С на 180 ч, в результате которого осаждается карбид кремния с проникновением в сам слой прокладки и зазоры между кольцами и прокладкой, за счет чего обеспечивается высокопрочное соединение между кольцами.
Пример 5.
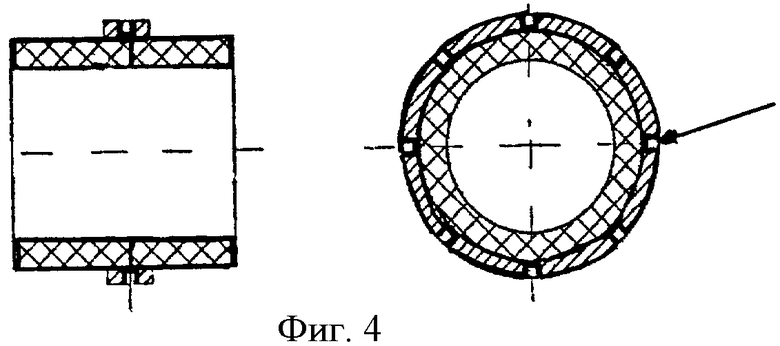
Кольцо из металлического сплава титан-ниобий по посадке с зазором одеваются на цилиндрический образец из оксида циркония. В боковой поверхности кольца имеются сквозные отверстия (фиг.4). Для формирования узла стыка двух разнородных материалов образцы в сборе помещают в печь и проводят процесс осаждения карбонитрида кремния из смеси тетраметилдисилазана при температуре 750°С в течение 100 часов. Осаждение карбонитрида происходит на всех поверхностях сборки, в том числе проникая в отверстия, осаждается на наружной поверхности неметаллической заготовки в глубине этих отверстий (слой карбонитрида на стенках отверстия и неметаллической заготовки на дне отверстий обозначен стрелкой). Слой на дне отверстий предотвращает как осевой сдвиг кольца относительно неметаллического образца, так и проворачивание.
Пример 6.
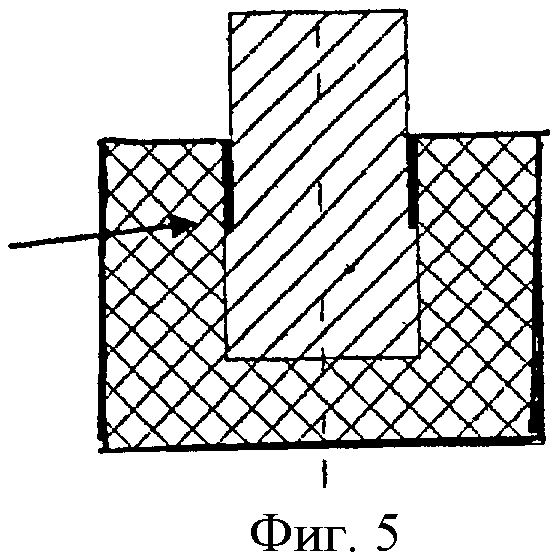
Цилиндрический образец из металла, имеющий на конце уширение цилиндрической формы, по посадке с зазором вставляется в несквозное отверстие, выполненное в образце из керамики. Диаметр отверстия равен диаметру уширения на металлическом образце. Металлический образец вставляется в керамический на глубину, превышающую длину уширения, как показано на фиг.5. Для формирования узла стыка двух разнородных материалов образцы в сборе помещают в печь и проводят процесс осаждения карбонитрид кремния из гексометилдисилазан при температуре 650°С, в течение 100 часов. Осаждение карбонитрида кремния происходит на всех поверхностях сборки, в том числе в зазоре между боковой поверхностью отверстия неметаллического образца и боковой поверхностью металлического образца, где формируется цилиндрический слой. Слой карбонитрида кремния в зазоре за счет высокой адгезии карбонитрида кремния к неметаллической детали служит упором против осевого смещения металлического образца.
Получен способ высокопрочного и высококачественного неразъемного соединения деталей, работающего при высоких температурах, и стойкого к окислительной среде, стойкого к осевому перемещению деталей, проворачиванию и другим возможным видам его смещения, прочность при высоких температурах соединения от 5 до 250 МПа и более. За счет осаждения керамического осадка на всей поверхности деталей соединения повышаются их физико-механические характеристики, расширяется спектр используемых материалов деталей: первоначальное требование к используемым материалам - термостойкость к рабочей температуре процесса 550-800°С. Таким образом, могут применяться детали, изготовленные из углерода, графитовых материалов, углерод-керамических композитов, углерод-металлических композитов, карбида кремния, нетугоплавких металлов и низкотемпературной керамики и др.
Простота процесса получения неразъемного соединения и его универсальность способствуют широкому применению данного способа в самых разных отраслях промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МНОГОФУНКЦИОНАЛЬНЫХ КЕРАМОМАТРИЧНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2015 |
|
RU2603330C2 |
| СПОСОБ ПАССИВАЦИИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ РЕАКТОРА, ПОДВЕРГАЕМОГО ЗАКОКСОВЫВАНИЮ, И РЕАКТОР | 1992 |
|
RU2079569C1 |
| Способ диффузионной сварки заготовок из керамики | 2020 |
|
RU2752820C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2003 |
|
RU2241068C1 |
| Способ изготовления полых тонкостенных керамических изделий | 1979 |
|
SU887175A1 |
| КЕРАМИЧЕСКИЙ МАТЕРИАЛ НА ОСНОВЕ КАРБИДА И НИТРИДА КРЕМНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ИЗДЕЛИЙ | 2012 |
|
RU2511415C1 |
| НАНОСТРУКТУРИРОВАННЫЙ КЕРАМОМАТРИЧНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2415109C1 |
| ВЫСОКОТЕМПЕРАТУРНЫЙ АДГЕЗИВ ДЛЯ СОЕДИНЕНИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ | 1992 |
|
RU2034890C1 |
| КЕРАМИЧЕСКИЕ ИНСТРУМЕНТЫ ИЗ AlO СО СЛОЕМ, УСИЛЕННЫМ ДИФФУЗИОННЫМ СВЯЗЫВАНИЕМ | 2005 |
|
RU2392350C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭРОЗИОННО СТОЙКОГО ПОКРЫТИЯ, СОДЕРЖАЩЕГО НАНОСЛОИ, ДЛЯ ЛОПАТОК ТУРБОМАШИН ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2007 |
|
RU2386724C2 |
Изобретение относится к металлургической промышленности, к машиностроению, а именно к соединению выполненных из разнородных или однородных по материалу деталей, и может найти применение в производстве сборочных единиц изделия в космической, авиационной технике, в приборостроении, в транспорте, электронике и других областях. Техническим результатом изобретения является получение окислительностойкого высокопрочного неразъемного соединения деталей повышенной прочности и температурной стойкости. Способ неразъемного соединения деталей включает сборку и соединение деталей в защитной камере, нагрев и термическую диссоциацию рабочей смеси, осаждение образованного из нее частиц и формирование соединяющего слоя из образующего керамического осадка в области контакта деталей. В качестве рабочей смеси используют кремнийорганическое соединение - метилсилан, или полисилазаны, или метилсилазаны, а в качестве керамического осадка используют осажденный карбид кремния, или нитрид кремния, или карбонитрид кремния. 3 з.п. ф-лы, 5 ил.
1. Способ неразъемного соединения деталей, включающий сборку и соединение деталей в защитной камере, нагрев и термическую диссоциацию рабочей смеси, осаждение образованного из нее частиц и формирование соединяющего слоя в области контакта деталей, отличающийся тем, что в качестве рабочей смеси используют кремнийорганическое соединение, которое диффузионно проникает в область контакта деталей, при этом формирование соединяющего слоя происходит из образующего керамического осадка.
2. Способ неразъемного соединения деталей по п.1, отличающийся тем, что используются детали по материалу разнородные, однородные, пористые или нет.
3. Способ неразъемного соединения деталей по п.1, отличающийся тем, что в качестве кремнийорганического соединения используют метилсилан, или полисилазаны, или метилсилазаны.
4. Способ неразъемного соединения деталей по п.1, отличающийся тем, что в качестве керамического осадка используют осажденный карбид кремния, или нитрид кремния, или карбонитрид кремния.
| Способ соединения однородных пористых керамических изделий | 1981 |
|
SU1071610A1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ВНЕШНЮЮ ПОВЕРХНОСТЬ ДЛИННОМЕРНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2169793C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1998 |
|
RU2130509C1 |
| КОНСТРУКЦИЯ СОЕДИНЕНИЯ ОГНЕУПОРНОГО БЛОКА (ВАРИАНТЫ) | 1993 |
|
RU2038930C1 |
| Устройство для управления маркером | 1988 |
|
SU1522270A1 |
| ПАУЭЛЛ | |||
| Осаждение из газовой фазы: пер | |||
| с англ | |||
| М.И.Юрченко | |||
| - М.: Атомиздат, 1970, с.191-216. | |||

