ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Приоритет данной заявки заявляется по находящейся в совместном рассмотрении американской предварительной заявке №60/762227, озаглавленной «Системы и способы быстрого изменения направления движения конвейерной системы под регулируемым углом», поданной 26 января 2006 года, а также по находящейся в совместном рассмотрении американской обычной заявке №11/627132, озаглавленной «Системы и способы изменения направления движения грузов», поданной 25 января 2007 года, полностью включенным в данный документ посредством ссылки.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Часто возникает необходимость переместить груз с конвейерной ленты, например, на другую конвейерную ленту для регулировки движения или размещения грузов для технологической обработки тем или иным способом.
В последнее время разработаны конвейерные системы, в которых конвейерная лента имеет небольшие расположенные под углом ролики, выходящие за пределы верхней и нижней поверхностей ленты. В таких системах грузы, переносимые конвейерной лентой, а точнее роликами, находящимися внутри конвейерной ленты, могут сходить с ленты за счет вращения роликов. Вращение роликов конвейерной ленты можно осуществлять разными способами. При одном таком способе ролики приводятся в движение за счет избирательного взаимодействия и разъединения с ними фрикционной пластины, расположенной под конвейерной лентой. При взаимодействии пластины с роликами ролики приводятся во вращение под влиянием сил трения, возникающих между фрикционной пластиной и роликами. При другом способе вращающиеся ролики, расположенные под конвейерной лентой, время от времени вводятся во взаимодействие с роликами конвейерной ленты и выводятся из этого взаимодействия, а трение, возникающее между взаимодействующими роликами, вызывает вращение и тех и других роликов в противоположных направлениях.
Несмотря на то, что вышеописанные конвейерные системы имеют значительные преимущества в плане отклонения грузов с конвейерной ленты, некоторые ограничения при их использовании все еще существуют. Например, поскольку углы установки роликов конвейерной ленты постоянны, изменение направления может быть выполнено только в одну сторону от конвейерной ленты и при фиксированном угле отклонения. Таким образом, если требуется изменить направление или угол отклонения, необходимо отключить конвейерную линию и заменить конвейерную ленту другой лентой, ролики которой расположены в другой ориентации.
Следующий недостаток относится к проскальзыванию ролика. В частности, когда фрикционная пластина приведена в контакт с роликами, ролики должны ускоряться от нулевой угловой скорости до конечной угловой скорости в соответствии со скоростью перемещения конвейерной ленты. При условии, что ролики не могут мгновенно ускориться до конечной угловой скорости, возникает проскальзывание роликов, приводящее к их износу. Такое же явление, хотя и в меньшей степени, может наблюдаться в вариантах выполнения, в которых для вращения роликов конвейерной ленты используют свободно вращающиеся ролики. В частности, несмотря на то, что вращение свободно вращающихся роликов уменьшает проскальзывание, оно все еще может возникать непосредственно после того, как произошел контакт «ролик к ролику».
Более того, если фрикционная пластина или свободно вращающиеся ролики не взаимодействуют с роликами конвейерной ленты, ролики конвейерной ленты свободно крутятся, что может привести к смещению грузов, находящихся на конвейерной ленте, в поперечном направлении. Хотя в некоторых случаях такое смещение может быть целесообразным, оно может быть нежелательным в ситуациях, когда требуется точная регулировка поперечного положения груза на конвейерной ленте.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Описанные системы и способы могут быть понятны со ссылками на приведенные ниже чертежи. Детали, изображенные на чертежах, не всегда выполнены в масштабе.
Фиг.1 представляет собой вид сверху в аксонометрии первого варианта выполнения участка конвейерной системы.
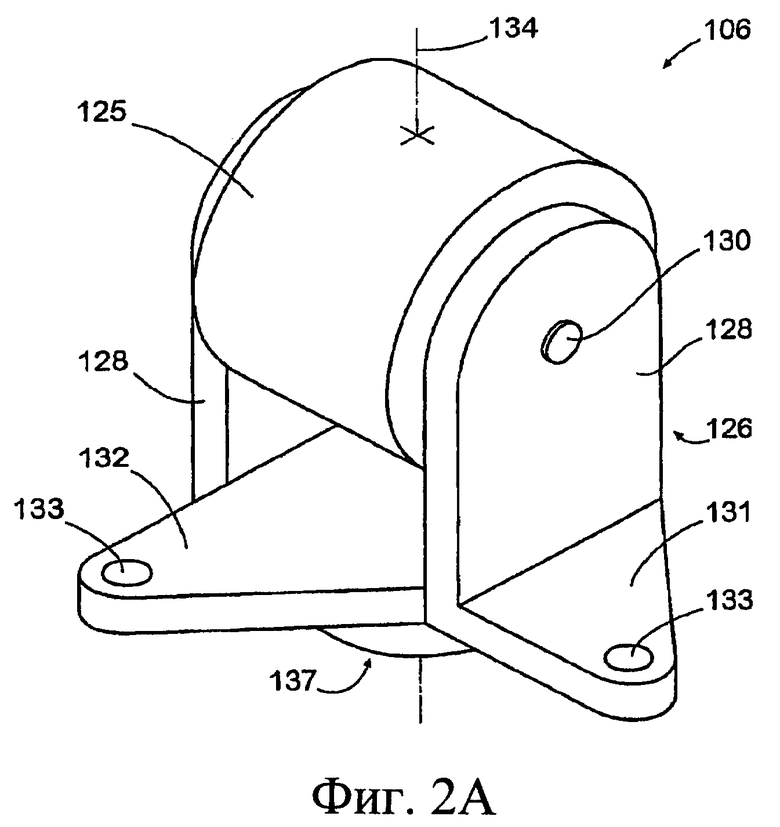
Фиг.2А представляет собой вид сверху в аксонометрии узла приводного ролика, используемого в конвейерной системе, представленной на фиг.1.
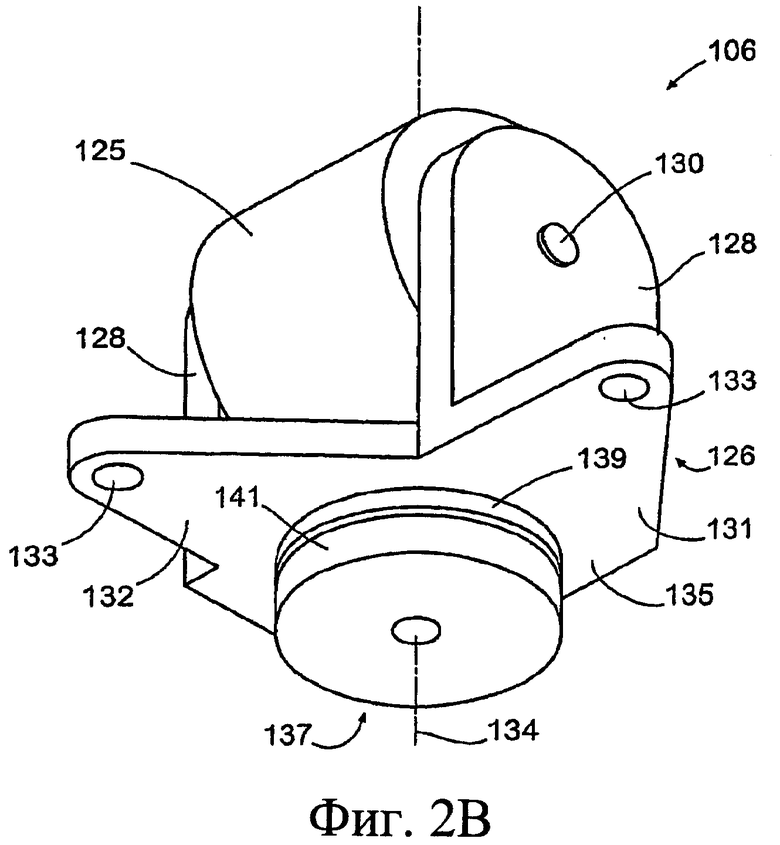
Фиг.2В представляет собой вид снизу в аксонометрии узла приводного ролика, используемого в конвейерной системе, представленной на фиг.1.
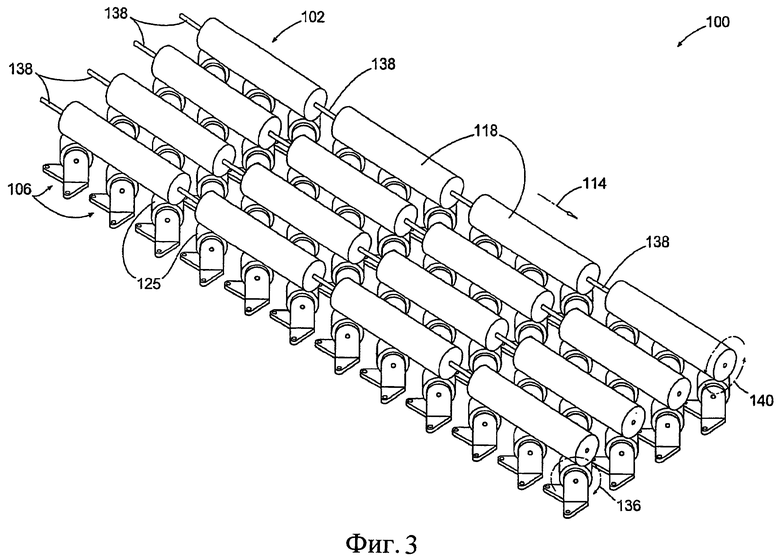
Фиг.3 представляет собой вид сверху в аксонометрии еще одного участка конвейерной системы, представленной на фиг.1.
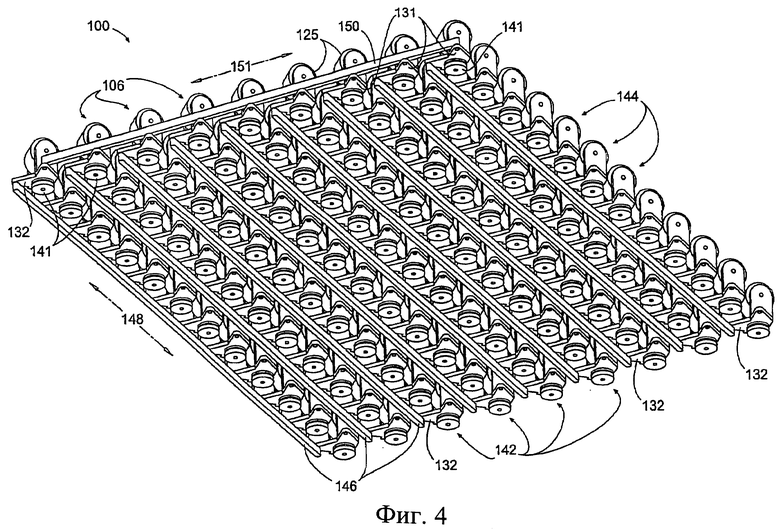
Фиг.4 представляет собой вид снизу в аксонометрии узлов приводного ролика, используемых в конвейерной системе, представленной на фиг.1.
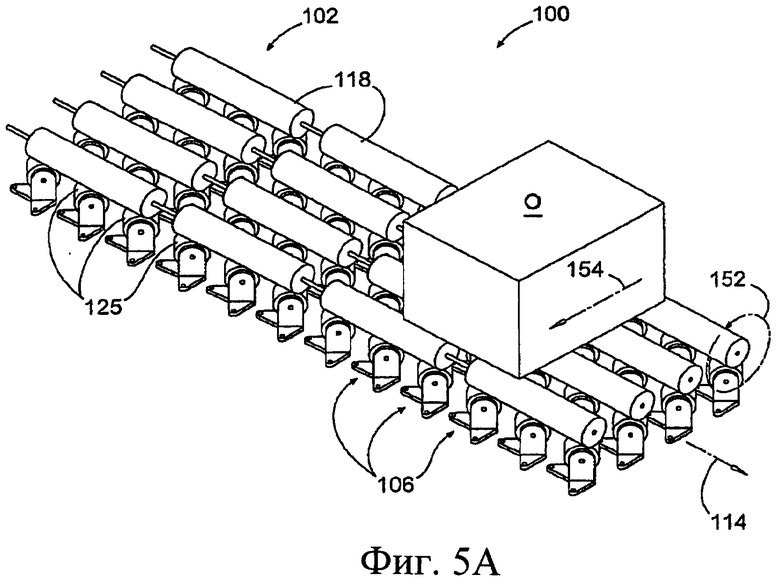
Фиг.5А представляет собой вид участка конвейерной системы, представленного на фиг.3, на котором проиллюстрировано отклонение в первом направлении.
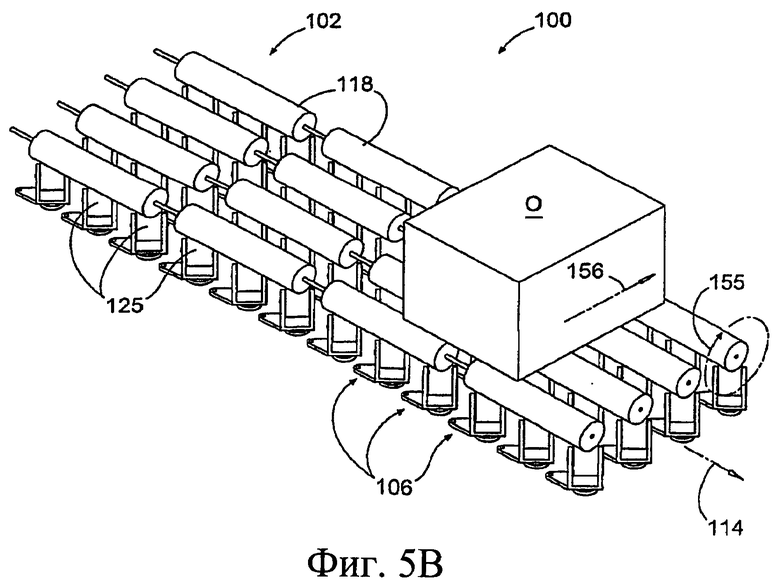
Фиг.5В представляет собой вид участка конвейерной системы, представленного на фиг.3, иллюстрирующий отклонение во втором направлении.
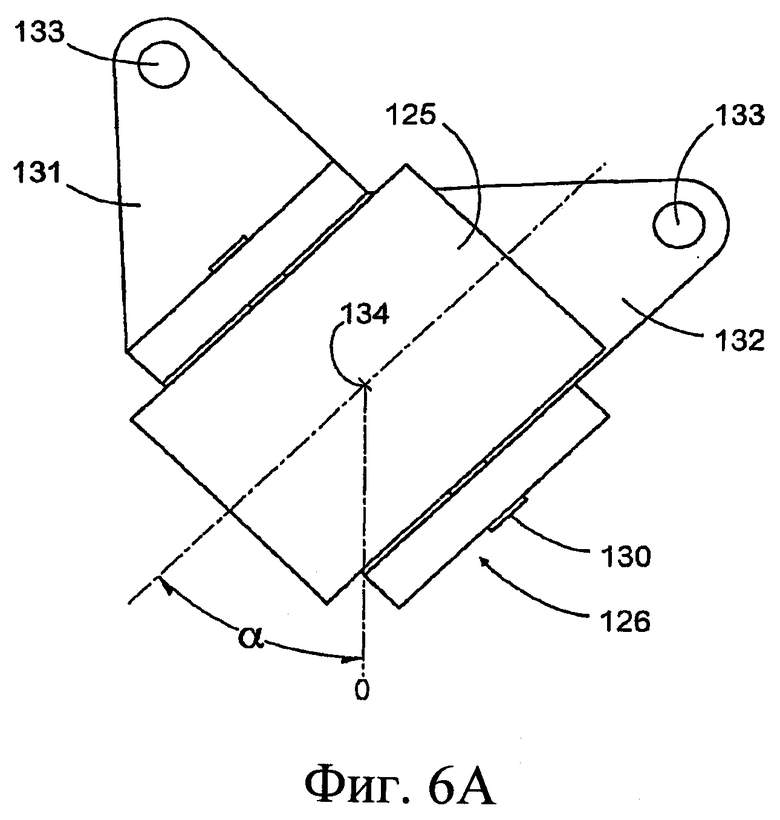
Фиг.6А представляет собой вид сверху узла приводного ролика, на котором проиллюстрирован поворот узла в первом угловом направлении.
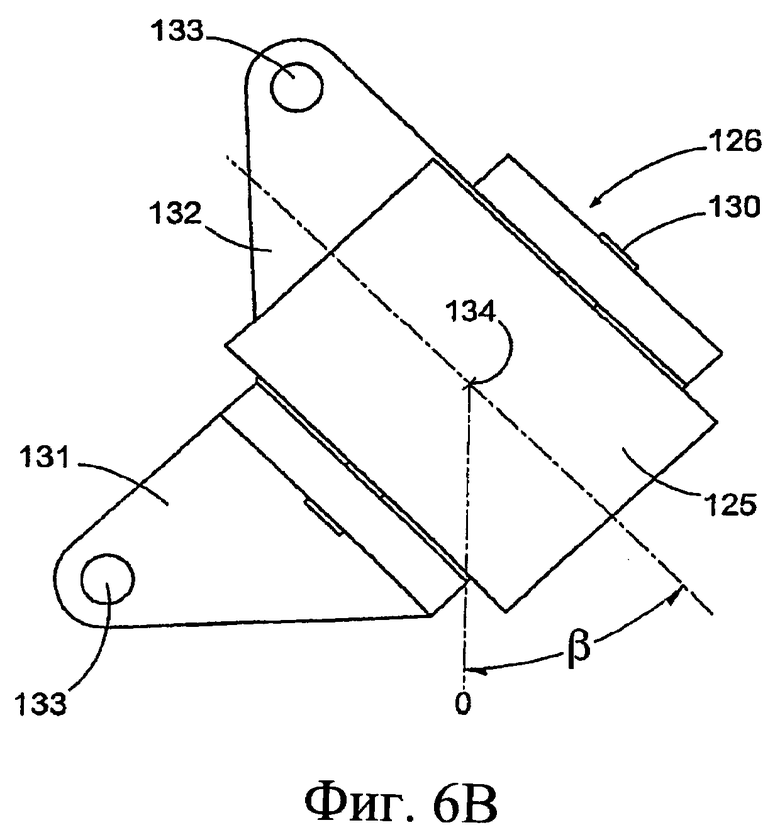
Фиг.6В представляет собой вид сверху узла приводного ролика, на котором проиллюстрирован поворот узла во втором угловом направлении.
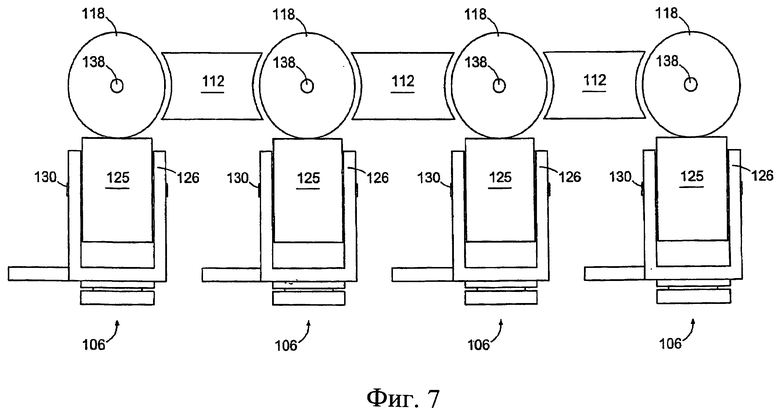
Фиг.7 представляет собой вид с торца участка конвейерной системы, представленной на фиг.1, иллюстрирующий стопорящее действие, создаваемое приводными роликами системы, регулируемыми в угловом направлении.
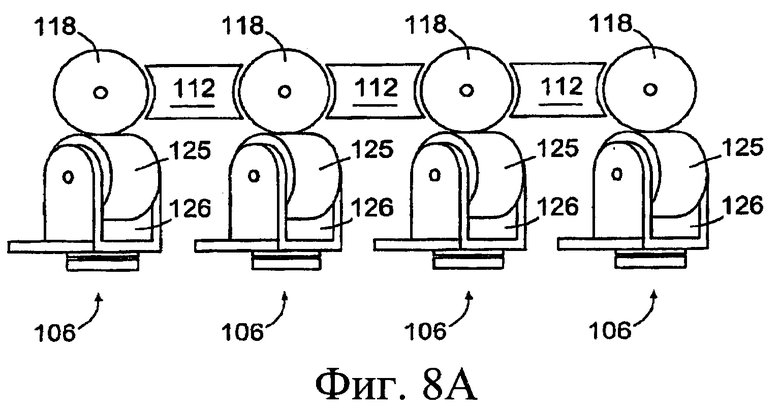
Фиг.8А представляет собой вид с торца участка конвейерной системы, представленной на фиг.1, иллюстрирующий взаимодействие приводных роликов, регулируемых в угловом направлении, и приводных роликов конвейерной ленты.
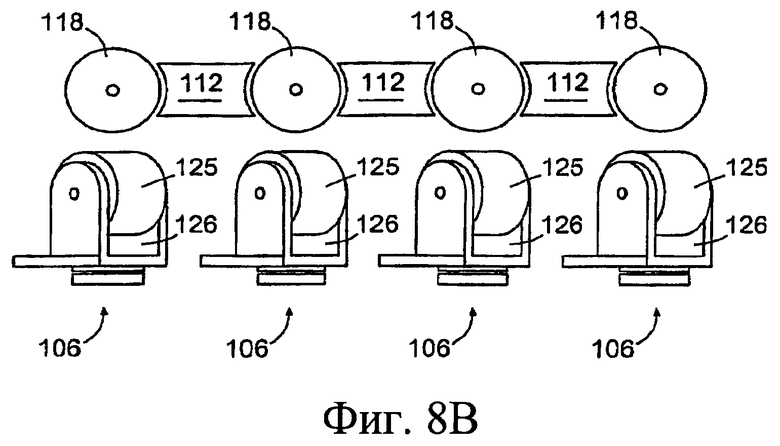
Фиг.8В представляет собой вид с торца участка конвейерной системы, представленной на фиг.1, иллюстрирующий выход приводных роликов, регулируемых в угловом направлении, из взаимодействия с приводными роликами конвейерной ленты.
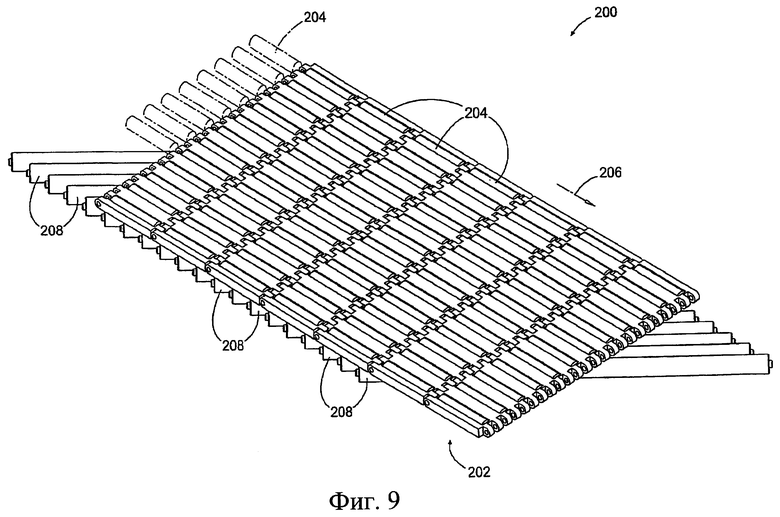
Фиг.9 представляет собой вид сверху в аксонометрии второго варианта выполнения участка конвейерной системы.
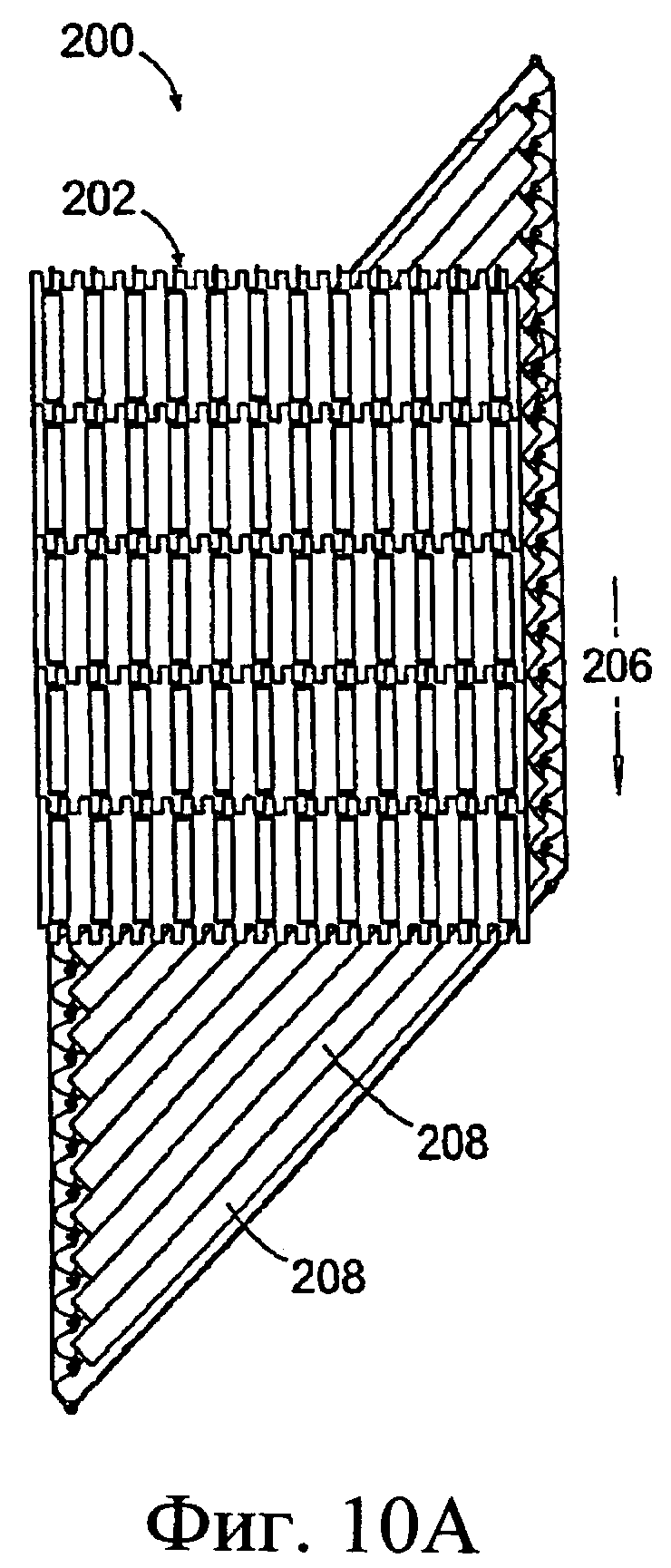
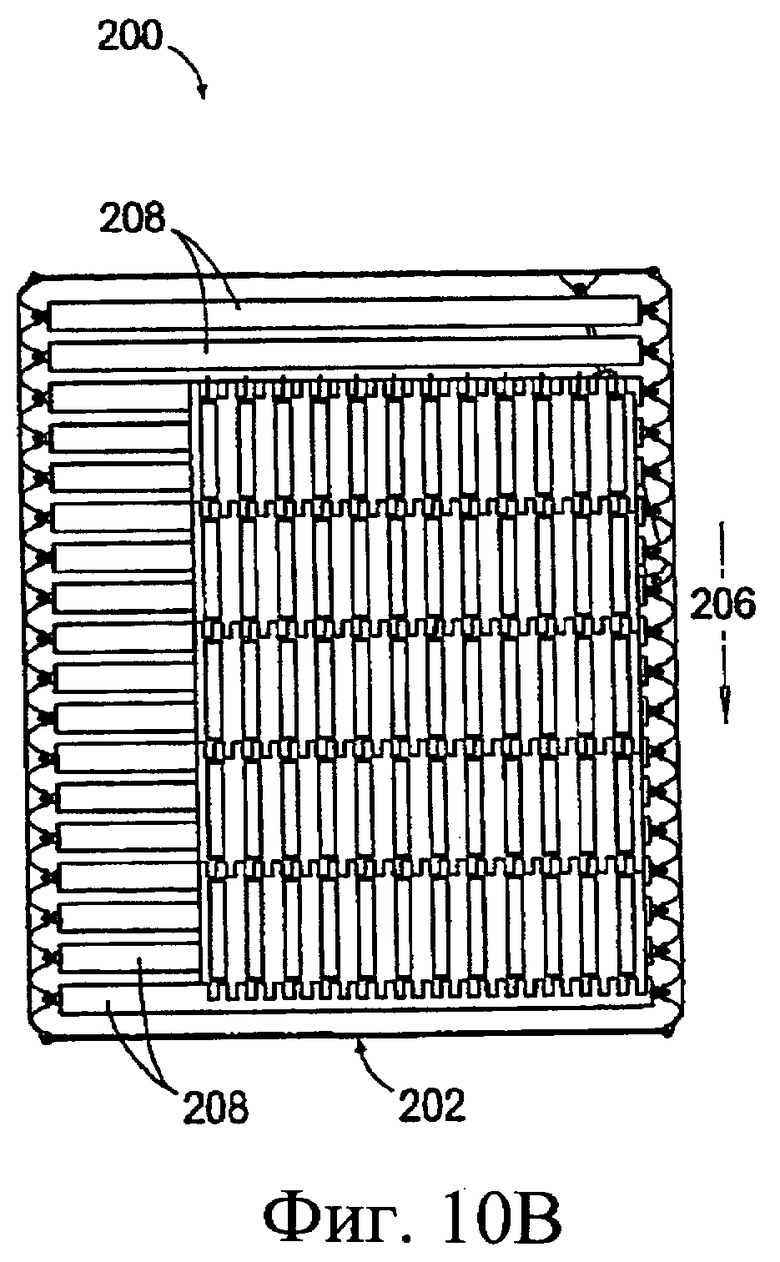
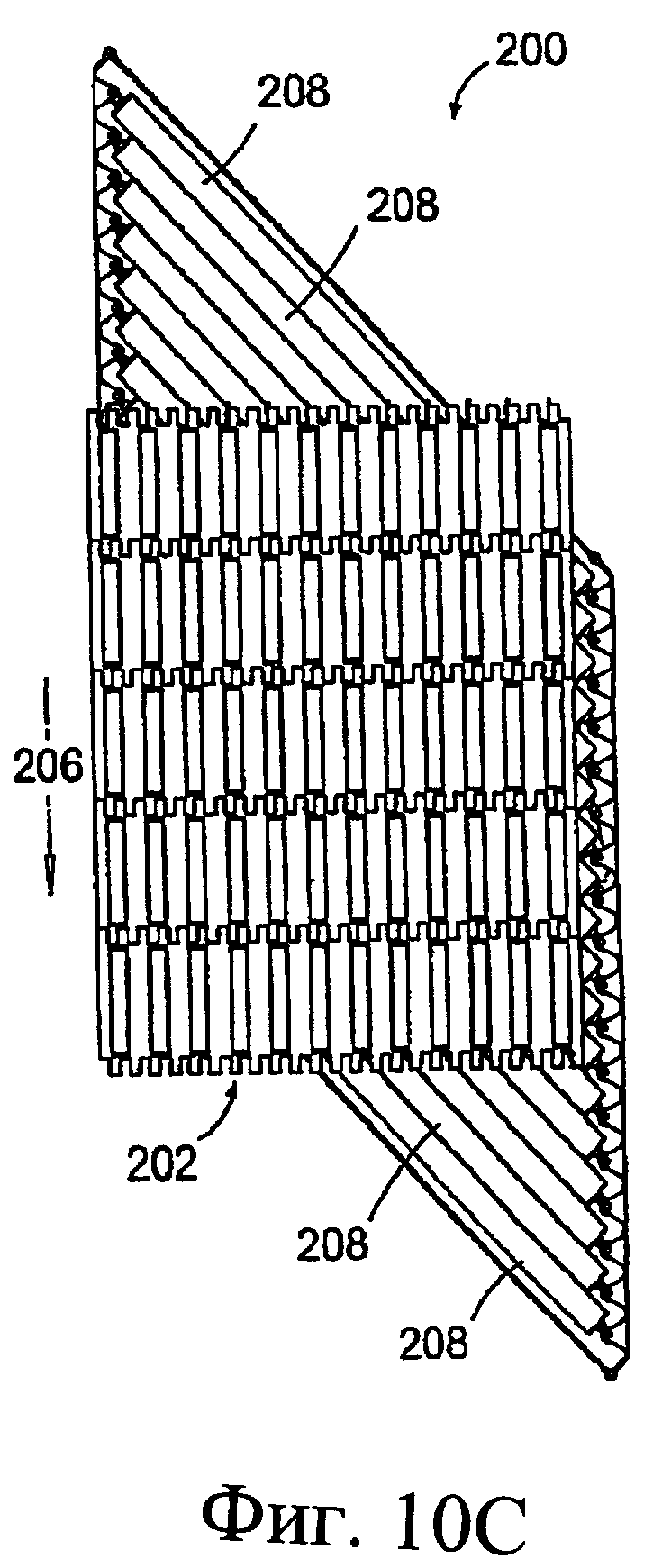
Фиг.10A-10С представляют собой виды сверху конвейерной системы, представленной на фиг.9, иллюстрирующие регулирование в угловом направлении приводных роликов системы с целью регулировки угла отклонения.
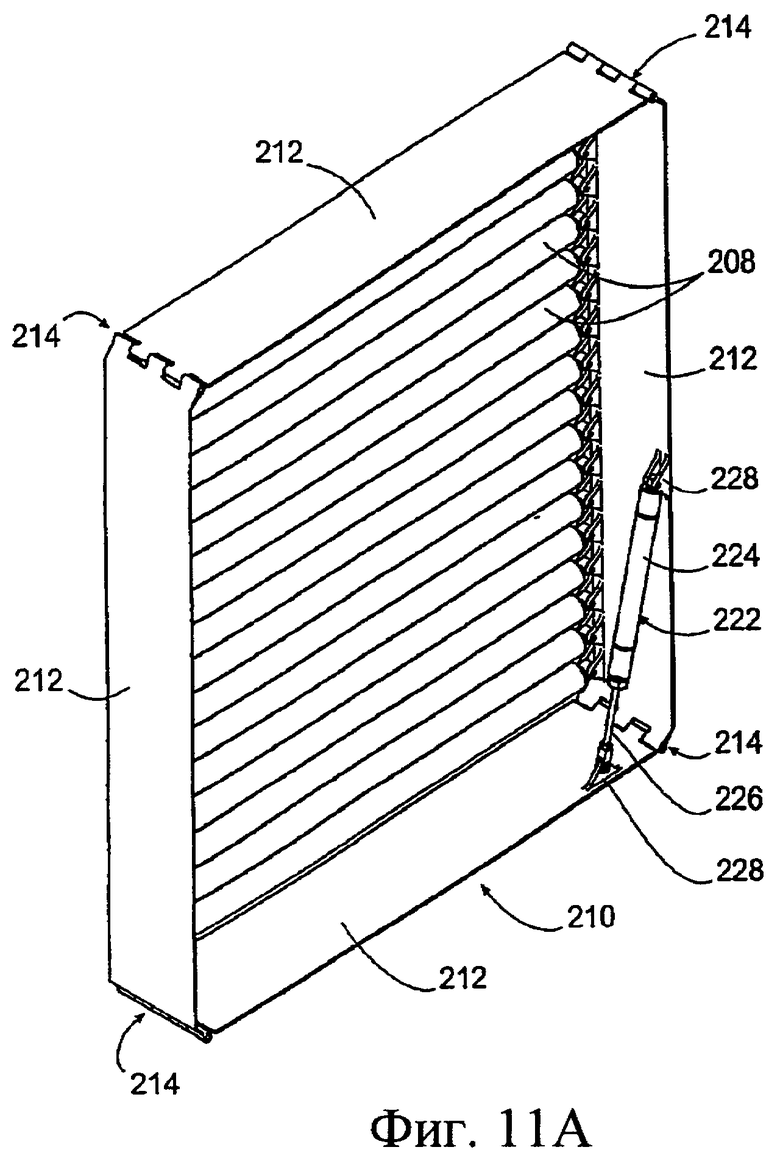
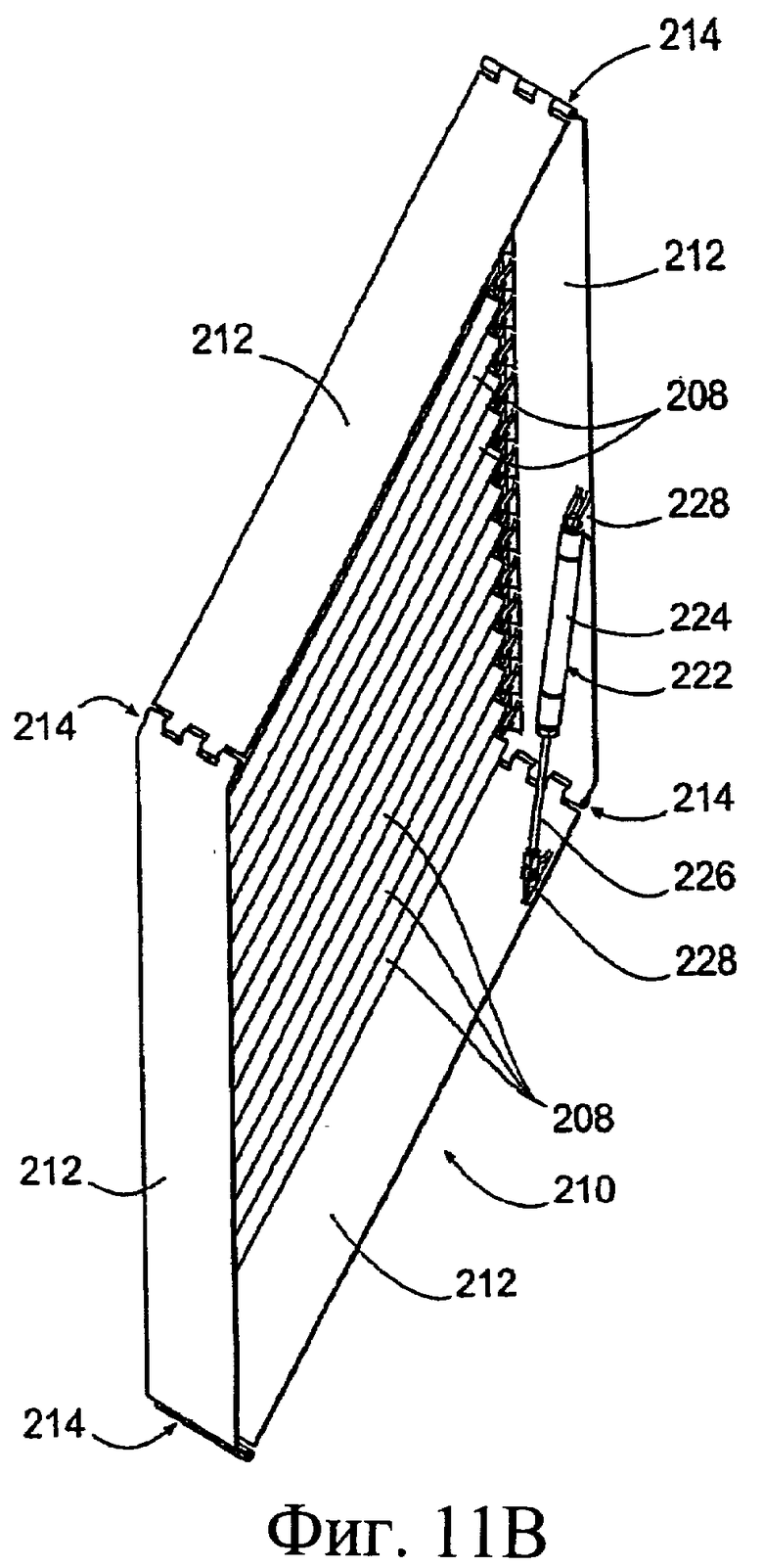
Фиг.11А и 11В представляют собой виды в аксонометрии варианта выполнения механизма, который может быть использован для регулировки углового расположения приводных роликов конвейерной системы, представленной на фиг.9.
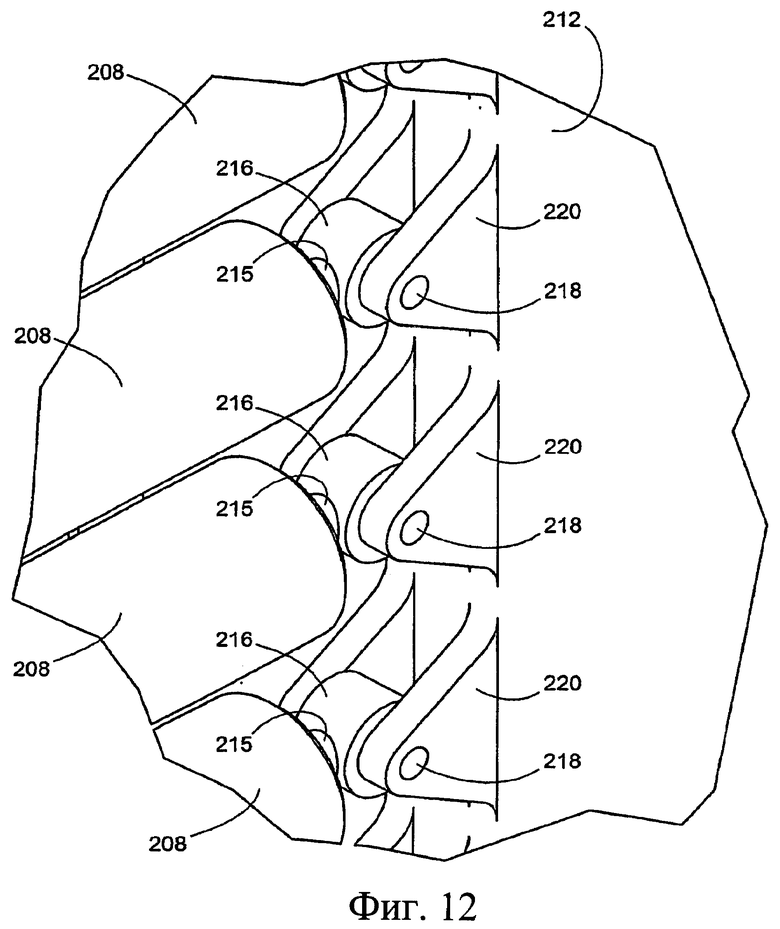
Фиг.12 представляет собой детальный вид варианта выполнения соединений, в которых закреплены концы приводных роликов в конвейерной системе, представленной на фиг.9.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Как описано выше, несмотря на имеющиеся преимущества по сравнению с ранее созданными системами, существующие конвейерные системы, в состав которых входят ролики конвейерной ленты, все еще имеют недостатки. Однако, как описано далее, эти недостатки можно устранить при помощи конвейерной системы, в которой используется приводной механизм, содержащий свободно вращающиеся ролики, регулируемые в угловом направлении, которые управляют вращением роликов, находящихся внутри конвейерной ленты. В некоторых вариантах выполнения конвейерная лента содержит продольно ориентированные свободно вращающиеся ролики, которые приводятся в движение посредством взаимодействия со свободно вращающимися роликами, регулируемыми в угловом направлении, расположенными под конвейерной лентой. В таких системах грузы могут менять маршрут под разными углами и к любой стороне конвейерной ленты только за счет действия регулируемых в угловом направлении роликов. Более того, если регулируемые в угловом направлении ролики ориентированы в направлении перемещения ленты, ролики конвейерной ленты могут быть застопорены таким образом, что они не будут вращаться, тем самым, снижая или исключая смещение грузов. Вместе с тем, с учетом того, что ролики, регулируемые в угловом направлении, могут поворачиваться от ориентации стопорения на заданный угол отклонения поэтапно, ускорение роликов конвейерной ленты может происходить постепенно, при этом уменьшая или исключая проскальзывание.
Обратимся к чертежам, при этом на разных чертежах соответствующие детали обозначены одинаковыми номерами позиций. На фиг.1 изображен вариант выполнения участка конвейерной системы 100, в которой имеется возможность регулировки с целью отклонения изделий под разными углами в любую сторону системы. Как изображено на фиг.1, конвейерная система 100 содержит конвейерную ленту 102 и зону 104, состоящую из узлов 106 приводного ролика, регулируемого в угловом направлении. В варианте выполнения, представленном на фиг.1, конвейерная лента 102 содержит каркас 108, который составлен из поперечных модульных секций 110 конвейерной ленты. В каждой секции 110 конвейерной ленты расположены удлиненные звенья 112 конвейерной ленты, которые проходят в направлении 114 перемещения ленты и присоединены к соседним звеньям конвейерной ленты ее соседних секций. К примеру, каждое звено 112 конвейерной ленты представляет собой металлический или пластмассовый элемент, при этом в каждом из противоположных концов элемента имеется отверстие 116, в которое входит стержень или вал (не показан), проходящий сквозь отверстия звеньев конвейерной ленты соседних секций 110, чтобы соединить друг с другом секции конвейерной ленты.
Между звеньями 112 конвейерной ленты расположены удлиненные, ориентированные в продольном направлении, свободно вращающиеся ролики 118 конвейерной ленты. В контексте данного изобретения выражение «свободно вращающиеся» означает, что ролики способны выполнять вращение вокруг их осей вращения в любом угловом направлении. Таким образом, можно сказать, что ролики 118 представляют собой «холостые» ролики, которые будут свободно вращаться в любом угловом направлении при приведении их в движение соответствующей силой. В варианте выполнения, представленном на фиг.1, ролики 118 расположены таким образом, что их оси вращения параллельны направлению 114 перемещения ленты. Как изображено на фиг.1, ролики 118 могут быть выполнены чередующимися со звеньями 112 конвейерной ленты вдоль ширины каждой секции 110 конвейерной ленты, так что ролик находится между каждой парой соседних звеньев конвейерной ленты. При такой конструкции ролики 118 разных секций 110 конвейерной ленты могут быть расположены столбцами 120, которые проходят в направлении 114 перемещения ленты, и рядами 121, которые проходят поперек ширины конвейерной ленты 102. Следует отметить, что хотя ролики 118 описаны и изображены как удлиненные, они не обязательно должны быть выполнены удлиненными в направлении их осей вращения.
Ролики 118 конвейерной ленты выполнены из металла и/или пластмассы и имеют резиновый или пластмассовый наружный слой с высоким коэффициентом трения или покрытие, которое препятствует проскальзыванию, когда ролики узлов 106 входят в контакт с роликами конвейерной ленты. Каждый конец ролика 118 может быть присоединен к каркасу 108 конвейерной ленты и/или к стержням или валам, которые соединяют разные секции 110 конвейерной ленты. Как изображено на фиг.7, ролики 118 имеют такие размеры, что они выходят за пределы верхней и нижней поверхностей каркаса 108 конвейерной ленты (и звеньев 112 ленты), поэтому ролики могут как отклонять изделия, размещенные на конвейерной ленте 102, так и управляться снизу узлами 106 приводного ролика.
Более того, как видно из фиг.1, зона 104 узлов 106 приводного ролика, регулируемых в угловом направлении, состоит из рядов 122 и столбцов 124, образованных узлами приводного ролика. Узлы 106 расположены таким образом, что составленные ими столбцы 124 соответствуют столбцам 120 роликов 118 конвейерной ленты, а составленные ими ряды 122 по меньшей мере время от времени в процессе работы конвейерной системы совпадают с направлением рядов 121 роликов конвейерной ленты. В первом варианте выполнения, представленном на фиг.1, узлы 106 содержат сравнительно короткие (в направлении их осей вращения) ролики типа колесиков (смотри фиг.2А и 2В), которые расположены достаточно близко друг к другу, так что во время работы по меньшей мере один приводной ролик расположен на одной линии с тем или иным роликом 118 конвейерной ленты. В действительности, в варианте выполнения, представленном на фиг.1, узлы 106 расположены настолько близко, что во время работы конвейерной ленты по меньшей мере два приводных ролика расположены рядом с тем или иным роликом 118.
Возвратимся к фиг.2А и фиг.2В, на которых изображены виды в аксонометрии отдельного узла 106. Каждый узел приводного ролика содержит свободно вращающийся приводной ролик 125, который может вращаться в любом угловом направлении относительно его оси вращения. Следовательно, несмотря на то, что их называют «приводными» роликами, сами приводные ролики 125 не приводятся в движение некими механическими средствами, такими как двигатель или тому подобное. К примеру, каждый приводной ролик 125 выполнен из металла и/или пластмассы подобно роликам 118 конвейерной ленты и имеет резиновый или пластмассовый наружный слой с высоким коэффициентом трения либо покрытие.
Как показано на фиг.2А и фиг.2В, приводной ролик 125 держится внутри рамки 126, которая имеет противолежащие вертикальные опорные элементы 128. Между опорными элементами 128 и сквозь центральное отверстие, выполненное в приводном ролике 125 (не показано), проходит ось 130, вокруг которой может вращаться приводной ролик (то есть ось вращения). Кроме опорных элементов 128 рамка 126 содержит первое и второе управляющие плечи 131 и 132, которые, как описано ниже, могут использоваться для поворота узла 106 вокруг центральной вертикальной оси 134, чтобы регулировать угловое положение ролика 125 относительно направления 114 перемещения ленты (фиг.1). Как показано на фиг.2А и 2В, каждое управляющее плечо 131 и 132 имеет отверстие 133, позволяющее выполнить шарнирное соединение с соответствующим элементом, которое используется для регулировки угловой ориентации узла 106.
Из фиг.2В лучше всего видно, что рамка 126 дополнительно имеет основание 135 и поворотный механизм 137, на который опирается основание. В варианте выполнения, представленном на фиг.2В, поворотный механизм 137 содержит верхний и нижний части 139 и 141, которые могут вращаться в противоположных направлениях относительно друг друга и, тем самым, обеспечивают возможность поворота узла 106. Для содействия указанному повороту между частями 139 и 141 могут быть предусмотрены соответствующие элементы, уменьшающие трение, например подшипники.
На фиг.3 изображен еще один участок конвейерной системы 100. Если говорить более конкретно, на фиг.3 проиллюстрировано взаимодействие между приводными роликами 125 и роликами 118 конвейерной ленты. В частности, на чертеже не показан каркас 108 конвейерной ленты для ясности изображения других узлов конвейерной системы 100.
Как показано на фиг.3, приводные ролики 125 расположены с обеспечением контактирования с роликами 118 конвейерной ленты, так что движение конвейерной ленты 120 в направлении 114 перемещения ленты вызывает вращение как приводных роликов, так и роликов конвейерной ленты, обусловленное силами трения, возникающими между ними. В ориентации, показанной на фиг.3, приводные ролики 125 вращаются в направлении по ходу ленты, обозначенном стрелкой 136. В результате такого вращения ролики 118 конвейерной ленты приводятся во вращение или «крутятся» вокруг их осей 138 (то есть осей вращения) в направлении, обозначенном стрелкой 140. Следовательно, согласно фиг.3 ролики 118 конвейерной ленты вращаются против часовой стрелки (если смотреть с торца конвейерной ленты 102 против ее хода) и, таким образом, отклонили бы грузы, опирающиеся на ролики конвейерной ленты, влево согласно ориентации чертежа. Кроме того, как показано на фиг.3, каждый ролик 118 приводится в движение вышеуказанным образом несколькими приводными роликами 125.
Как описано выше, узлы 106 приводного ролика и, следовательно, приводные ролики 125 могут поворачиваться вокруг их центральных вертикальных осей 134 (фиг.2А и 2В) для регулирования своего углового расположения относительно направления перемещения ленты. Приводные ролики 125 могут быть приведены в действие независимо друг от друга либо синхронно группами. На фиг.4 изображен механизм, позволяющий выполнить второй из указанных вариантов приведения роликов в движение (конвейерная лента 102 не показана). Как обозначено на фиг.4, ряды 142 и столбцы 144 узлов 106 в целом имеют конфигурацию, описанную согласно фиг.2. Более того, как показано на фиг.4, ряды 142 узлов 106 связаны с сочленяющими элементами 146, которые регулируют угловую ориентацию роликов 125. Если говорить более конкретно, управляющие плечи 132 узлов 106 шарнирно присоединены к сочленяющему элементу 146, который может иметь форму стержня или вала. К примеру, данное соединение выполнено при помощи штифтов (не показаны), которые проходят сквозь отверстия 133 (фиг.2А и 2В), выполненные в управляющих плечах 132 узлов 106 приводного ролика, и в соосные отверстия сочленяющего элемента 146 (не показаны). Когда положение каждого узла 106 приводного ролика зафиксировано относительно его центральной вертикальной оси 134, например благодаря фиксации нижней части 141 поворотного механизма 137 (фиг.2А и 2В), поперечное смещение сочленяющих элементов 146 в направлениях, обозначенных стрелкой 148, вызывает поворот роликов 125 вокруг центральных вертикальных осей, тем самым, регулируя их угловую ориентацию. Смещение сочленяющих элементов 146 можно выполнить любыми соответствующими средствами. В вариантах выполнения, в которых нужно выполнить одновременное смещение нескольких сочленяющих элементов 146 и, следовательно, одновременный поворот нескольких рядов, составленных из роликов 125, сочленяющие элементы могут быть соединены с единым управляющим элементом 150, который расположен с любого края конвейерной системы 100 и шарнирно соединен с управляющими плечами 131 близлежащего столбца 144, состоящего из узлов 106. В этом случае продольное смещение управляющего элемента 150 в направлениях, обозначенных стрелкой 151, будет приводить к повороту близлежащего столбца 144, состоящего из узлов 106 приводного ролика, что заставит сочленяющие элементы 146 перемещаться в боковом направлении и, в свою очередь, приведет к повороту остальных узлов приводного ролика.
На фиг.5А и 5В проиллюстрирован результат выполнения угловой регулировки узлов 106. Примечание: каркас 108 конвейерной ленты не показан на фиг.5А и 5В для ясности изображения других узлов конвейерной системы 100. Исходя из фиг.5А, узлы 106 повернуты в направлении против часовой стрелки (если смотреть на конвейерную ленту 102 сверху), вызывая вращение роликов 118 конвейерной ленты против часовой стрелки (если смотреть с торца конвейерной ленты против ее хода), которое обозначено стрелкой 152. Такое вращение роликов 118 вызывает отклоняющий эффект, направленный влево согласно ориентации, представленной на фиг.5А, смещая груз «О» в направлении стрелки 154. При этом на 5В узлы 106 приводного ролика повернуты в направлении по часовой стрелке (если смотреть на конвейерную ленту 102 сверху), приводя к вращению роликов 118 по часовой стрелке (если смотреть с торца конвейерной ленты 102 против ее хода), обозначенному стрелкой 155, вызывая отклоняющий эффект, направленный вправо, и смещая груз «О» в направлении стрелки 156.
На фиг.6А и 6В проиллюстрирована изменяемость углов отклонения, которая возможна благодаря узлам 106 приводного ролика. Как показано на фиг.6А, каждый узел 106 теоретически может отклоняться от ориентации, соответствующей 0°, при которой ось вращения ролика 125 перпендикулярна направлению перемещения конвейерной ленты, до ориентации, соответствующей некоторому отрицательному углу, обозначенному α. Как показано на фиг.6В, узел 106 тоже может отклоняться от ориентации, соответствующей 0°, до некоторого положительного угла, обозначенного β. В некоторых вариантах выполнения как α, так и β могут представлять собой любой угол от 0° до 90°, тем самым, диапазон изменения углов будет равен 180°. Несмотря на возможность такого широкого диапазона изменения углов, скорость конвейерной ленты и недостатки материалов, используемых при изготовлении приводных роликов 125 и роликов 118 конвейерной ленты, могут ограничивать диапазон угловых ориентации, при которых может быть устранено проскальзывание ролика. Однако, используя известные покрытия, обладающие высоким коэффициентом трения, можно достичь угловых диапазонов, составляющих, по меньшей мере, примерно от -70° до 70°, при этом конвейерная лента движется со скоростью не менее 30 метров (100 футов) в минуту. Причем угловое смещение приводных роликов 125 находится в прямом соответствии с результирующим углом отклонения. Например, если приводные ролики 125 ориентированы под углом 35° по часовой стрелке от нулевой угловой ориентации, как показано на фиг.6А, получится отклонение вправо с углом отклонения, равным 35°.
Если приводные ролики 125 ориентированы в нулевой угловой ориентации, показанной на фиг.7, при которой оси вращения приводных роликов перпендикулярны направлению перемещения ленты, а направление углового вращения приводных роликов параллельно направлению перемещения ленты, то ролики 118 конвейерной ленты, по существу, не могут совершать вращение, и в связи с этим «застопорены». Следовательно, нежелательное поперечное движение грузов, находящихся на конвейере, при желании можно предотвратить, контролируя расположение узлов 106 приводных роликов согласно нулевой угловой ориентации. Кроме того, следует отметить, что если угловую ориентацию приводных роликов 125 задавать от нулевой угловой ориентации, служащей в качестве исходного положения, то ролики 118 конвейерной ленты могут набирать скорость в том или другом направлении постепенно, тем самым, уменьшая или в общей сложности предотвращая проскальзывание роликов, которое может возникнуть, если фрикционная пластина или расположенные под углом ролики неожиданно зацепят ролики конвейерной ленты. Кроме того, постепенное ускорение роликов 118 конвейерной ленты позволяет изменять направление движения сравнительно неустойчивых грузов, не вызывая их опрокидывание. Например, если отклоняемый груз сравнительно высокий и имеет сравнительно небольшую площадь основания, ему можно придать постепенное ускорение в ту или другую сторону от конвейерной ленты 102 путем плавного увеличения углового смещения приводных роликов от нулевой угловой ориентации.
Кроме возможности угловой регулировки узлов 106 при желании их можно перемещать вертикально для введения приводных роликов 125 во взаимодействие с роликами 118 конвейерной ленты или выведения их из него. Такая функциональная возможность проиллюстрирована на фиг.8А и 8В. В частности, на фиг.8А приводные ролики 125 изображены в контакте с роликами 118 конвейерной ленты, тогда как на фиг.8В приводные ролики показаны в положении разъединения с роликами конвейерной ленты. Такой выборочный контакт и разъединение можно обеспечить соответствующим механизмом (не показан), который приподнимает приводные ролики 125, вводя их в контакт с роликами 118 конвейерной ленты, и опускает приводные ролики, выводя их из контакта с роликами конвейерной ленты.
Из вышеизложенного можно понять, что посредством использования конвейерных систем, содержащих регулируемые в угловом направлении ролики, которые приводят в действие ролики, находящиеся внутри конвейерной ленты, можно добиться некоторых преимуществ. Например, можно отклонять грузы в ту или другую сторону от конвейерной системы под разными углами. Кроме того, ролики конвейерной ленты можно затормаживать с целью регулировки смещения груза по конвейерной ленте. Более того, ролики конвейерной ленты могут быть ускорены до любой заданной угловой скорости фактически при отсутствии проскальзывания.
Отметим, что при использовании таких конвейерных систем можно реализовать и другие преимущества. Например, отдельные группы приводных роликов могут работать в разных зонах конвейерной системы не только вдоль направления перемещения конвейерной ленты, но также вдоль ширины конвейерной ленты посредством установки отдельных управляющих механизмов (например, сочленяющих элементов). В таких случаях положением грузов, находящихся на конвейерной ленте, можно управлять с большей точностью за счет индивидуальной регулировки приводных роликов разных зон. Фактически, если имеется «смарт» система обнаружения и контроля, например, система получения изображения, можно выполнять идентифицикацию отдельных грузов и точное перемещение грузов вдоль ленты и/или поперечно ей, например, чтобы обеспечить заданную расстановку и/или упорядочение грузов на последующих конвейерных лентах, на которые перегружаются грузы.
Обратимся к фиг.9, на которой изображен второй вариант выполнения участка конвейерной системы 200. Как показано на этом чертеже, конвейерная система 200 в некотором отношении аналогична конвейерной системе 100, изображенной на фиг.1. Таким образом, конвейерная система 200, как правило, содержит конвейерную ленту 202, которая имеет продольно ориентированные свободно вращающиеся ролики 204. Конвейерная лента 202 перемещается в направлении, обозначенном стрелкой 206. Кроме того, система 200 содержит свободно вращающиеся приводные ролики 208, регулируемые в угловом направлении. Однако в системе 200 приводные ролики 208 представляют собой не колесики, а удлиненные или «продольные» ролики. В варианте выполнения, изображенном на фиг.9, длина приводных роликов 208 больше, чем ширина конвейерной ленты 202.
На фиг.10А-10С проиллюстрировано угловое регулирование приводных роликов 208 относительно конвейерной ленты 202. В частности, при условии, что направление перемещения конвейерной ленты обозначено стрелкой 206, на фиг.10А проиллюстрирована угловая ориентация приводных роликов 208, которая приводит к отклонению грузов влево, на фиг.10В изображена ориентация «застопоривания» приводных роликов, а на фиг.10С изображена угловая ориентация приводных роликов, которая приводит к отклонению грузов вправо.
Как и в случае конвейерной системы 100, приводные ролики 208 можно регулировать в угловом направлении, используя разного рода регулировочные механизмы. На фиг.11А и 11В изображен один такой механизм (для ясности изображения конвейерная лента не показана). Как показано на этих чертежах, приводные ролики 208 могут с возможностью вращения опираться на прямоугольную рамку 210, содержащую составные рамные элементы 212, которые шарнирно соединены друг с другом в местах 214 шарнирного соединения, расположенных в углах рамки. В качестве примера каждое шарнирное соединение 214 выполнено путем чередования рамных элементов 212 и скрепления их штифтом или осью (не показано). При данной конфигурации ориентация рамки 210 может изменяться от прямоугольной ориентации, изображенной на фиг.11А, при которой рамные элементы 212 в каждом из углов рамки образуют почти прямой угол, до другой ориентации, которая показана на фиг.11В, при которой в углах рамки образованы два острых и два тупых угла, тем самым, придавая рамке форму параллелограмма. В прямоугольной ориентации, представленной на фиг.11А, приводные ролики 208 настроены перпендикулярно направлению ленты, как изображено на фиг.10В. Таким образом, прямоугольная ориентация, представленная на фиг.11А, является стопорящей ориентацией. Однако при других ориентациях, например, изображенной на фиг.11В, приводные ролики 208 ориентированы таким образом, что они расположены под углом относительно направления перемещения ленты, при этом обеспечивая функцию отклонения.
Оба конца каждого приводного ролика 208 держатся в узле крепления, который дает возможность изменения ориентации, а также свободного вращения. Как видно из детального изображения, представленного на фиг.12, каждый приводной ролик 208 может держаться, например, на оси 215, которая имеет соединители 216 с проушиной, предназначенной для установки штифта 218, проходящего сквозь опорный кронштейн 220, который прикреплен к рамному элементу 212.
Возвратимся к фиг.11А и 11В. Рамкой 210 можно манипулировать вышеуказанным образом, используя, например, силовой привод 222. В варианте выполнения, изображенном на фиг.11А и 11В, силовой привод 222 содержит поршневой элемент, имеющий корпус 224 поршня, из которого может выходить поршневой рычаг 226, к примеру, под действием гидравлического или пневматического давления. И корпус 224 поршня, и поршневой рычаг 226 шарнирно соединены с близлежащими рамными элементами 212 при помощи монтажных кронштейнов 228. При данной конструкции втягивание поршневого рычага 226 в корпус 224 поршня приводит к угловой регулировке приводных роликов 208 в первом угловом направлении, тогда как вытягивание поршневого рычага из корпуса поршня приводит к угловой регулировке приводных роликов 208 во втором, противоположном угловом направлении. Данная манипуляция наглядно проиллюстрирована на фиг.11А и 11В. В частности, на фиг.11А проиллюстрирована первая степень вытягивания поршневого рычага 226 из корпуса 224 поршня и первая ориентация приводных роликов 208, тогда как на фиг.11В проиллюстрирована вторая степень вытягивания поршневого рычага из корпуса поршня и вторая ориентация приводных роликов. Путем соответствующего вытягивания и втягивания поршневого рычага 226 можно точно управлять ориентацией приводных роликов 208 и добиться отклонения грузов в любую сторону от конвейерной ленты 202 под разными углами, как изображено на фиг.10A-10С.
Несмотря на то, что в приведенном выше описании и чертежах подробно обсуждались конкретные варианты выполнения в рамках примера, специалистам понятно, что могут быть выполнены изменения и модификации вариантов выполнения, не выходящие за пределы объема правовой охраны изобретения. В одной такой модификации оси роликов конвейерной ленты могут служить в качестве натяжных элементов конвейерной ленты. В данном случае можно исключить каркас конвейерной ленты и его звенья, чтобы обеспечить более высокую плотность роликов. Кроме того, при использовании в такой конструкции вращающихся роликов можно уменьшить вероятность продавливания конвейерной ленты изделиями, поскольку поверхности соседних роликов движутся в противоположных направлениях, и направленная вниз сила одного вращающегося ролика может уравновешиваться направленной вверх силой соседнего вращающегося ролика.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИАГОНАЛЬНЫЙ СОРТИРОВЩИК | 2010 |
|
RU2526115C2 |
| УСТАНОВКА И СПОСОБ ДЛЯ ГРУНТОВАНИЯ ТРУБОПРОВОДА | 1994 |
|
RU2119997C1 |
| СИСТЕМА НЕПРЕРЫВНОЙ ОТКРЫТОЙ РАЗРАБОТКИ | 2011 |
|
RU2564548C2 |
| ПРОДВИЖЕНИЕ СИСТЕМЫ СПЛОШНОЙ ОТКРЫТОЙ РАЗРАБОТКИ | 2011 |
|
RU2571463C2 |
| КОНВЕЙЕРНАЯ СИСТЕМА ДЛЯ НЕПРЕРЫВНОЙ РАЗРАБОТКИ ОТКРЫТЫМ СПОСОБОМ | 2011 |
|
RU2564547C2 |
| КОМПОНОВКА УПРАВЛЕНИЯ НАПРАВЛЕНИЕМ ДВИЖЕНИЯ ДЛЯ НАКЛОННО-НАПРАВЛЕННОГО БУРЕНИЯ СТВОЛА СКВАЖИНЫ | 2015 |
|
RU2703067C2 |
| КАРКАС ШАХТЫ ЛИФТОВОЙ УСТАНОВКИ | 2009 |
|
RU2482051C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ОТРЕЗКОВ ЖГУТА ИЗ ВПИТЫВАЮЩЕГО ЖИДКОСТЬ МАТЕРИАЛА | 1996 |
|
RU2194482C2 |
| СШИВАТЕЛЬ ДЛЯ ЗАКРЕПЛЕНИЯ СОЕДИНИТЕЛЕЙ КОНВЕЙЕРНОЙ ЛЕНТЫ | 2017 |
|
RU2770144C2 |
| СШИВНАЯ МАШИНА И СПОСОБ СШИВАНИЯ ЛЕНТ ИЗ РЕЗИНОВОГО МАТЕРИАЛА | 2011 |
|
RU2564342C2 |
Конвейерная система (100) содержит конвейерную ленту (102) с роликами (118), предназначенными для отклонения грузов и имеющими оси вращения, параллельные направлению перемещения конвейерной ленты, и приводной механизм с узлами (106) приводного ролика, который взаимодействует с роликами конвейерной ленты. Свободно вращающиеся приводные ролики взаимодействуют с конвейерными роликами, что позволяет осуществлять выборочное приведение в движение конвейерных роликов в угловом направлении. Обеспечивается изменение направления движения грузов на конвейерной ленте без ее замены на конвейерную ленту с другой ориентацией роликов, уменьшается проскальзывание роликов конвейерной ленты. 2 н. и 12 з.п. ф-лы, 19 ил.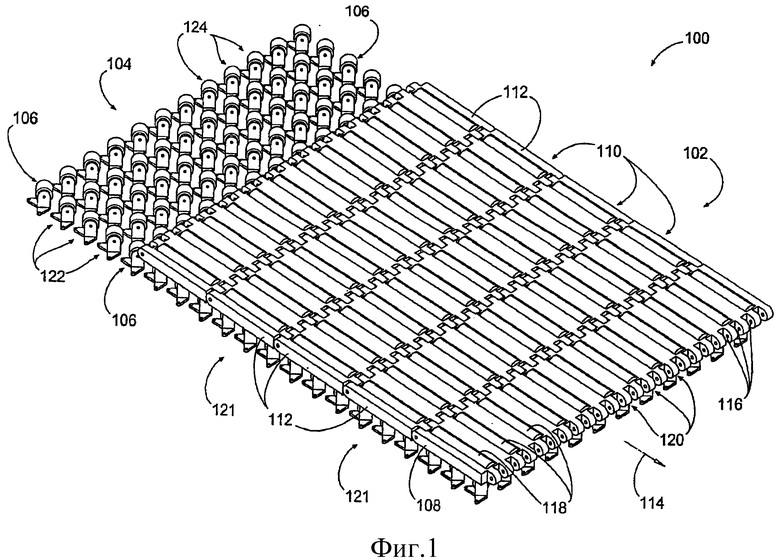
1. Конвейерная система, содержащая:
конвейерную ленту, имеющую ролики, предназначенные для отклонения грузов, находящихся на конвейерной ленте, и
приводной механизм, который взаимодействует с роликами конвейерной ленты, предназначен для приведения их в движение и выполнен с возможностью регулирования с обеспечением выборочного приведения в движение указанных роликов в первом угловом направлении и втором противоположном угловом направлении с обеспечением выборочного отклонения грузов в любую сторону от конвейерной ленты на заданный угол отклонения,
при этом оси вращения роликов конвейерной ленты параллельны направлению перемещения конвейерной ленты, так что указанные ролики могут отклонять грузы в любом поперечном направлении по конвейерной ленте.
2. Система по п.1, в которой ролики конвейерной ленты выполнены удлиненными в направлении их осей вращения.
3. Система по п.1, в которой приводной механизм содержит свободно вращающиеся приводные ролики, регулируемые в угловом направлении и взаимодействующие с роликами конвейерной ленты, причем, когда направление вращения приводных роликов не совпадает с направлением перемещения ленты, указанное взаимодействие вызывает вращение роликов конвейерной ленты.
4. Система по п.3, в которой указанные приводные ролики выполнены с возможностью перехода от ориентации, при которой они вращаются в направлении, совпадающем с направлением перемещения ленты, к ориентации, при которой они вращаются в направлении, образующем угол с направлением перемещения ленты.
5. Система по п.4, в которой диапазон угла отклонения может составлять от примерно -90° до примерно 90° относительно направления перемещения ленты.
6. Система по п.3, в которой указанные приводные ролики выполнены с возможностью выборочного введения во взаимодействие с роликами конвейерной ленты и выведения из этого взаимодействия.
7. Система по п.3, в которой указанные приводные ролики представляют собой сравнительно короткие ролики типа колесиков.
8. Система по п.7, в которой при работе конвейера по меньшей мере два указанных приводных ролика расположены рядом с одним роликом конвейерной ленты.
9. Система по п.7, в которой указанные приводные ролики расположены рядами, поперечными направлению перемещения ленты, и столбцами, параллельными направлению перемещения ленты.
10. Система по п.7, в которой по меньшей мере некоторые указанные приводные ролики выполнены с возможностью независимого приведения в действие с обеспечением возможности независимого регулирования угловой ориентации по меньшей мере некоторых приводных роликов.
11. Система по п.7, в которой по меньшей мере некоторые указанные приводные ролики выполнены с возможностью приведения в действие совместно группами с обеспечением возможности синхронного регулирования угловой ориентации по меньшей мере некоторых приводных роликов.
12. Система по п.3, в которой указанные приводные ролики выполнены удлиненными в направлении их осей вращения и опираются на рамку, которая выполнена с возможностью регулирования ее ориентации, причем при регулировании ориентации рамки одновременно регулируется ориентация приводных роликов.
13. Конвейерная система, содержащая:
конвейерную ленту, имеющую ролики, оси вращения которых параллельны направлению перемещения ленты, так что указанные ролики могут отклонять грузы по конвейерной ленте, и
приводной механизм, который взаимодействует с роликами конвейерной ленты, предназначен для приведения их в движение и содержит свободно вращающиеся приводные ролики, взаимодействующие с роликами конвейерной ленты, причем приводные ролики ориентированы в направлении, проходящем под углом к направлению перемещения конвейерной ленты с обеспечением вращения роликов конвейерной ленты.
14. Конвейерная система по п.13, в которой
приводной механизм выполнен с возможностью регулирования с обеспечением выборочного приведения в движение указанных роликов в первом угловом направлении и втором противоположном угловом направлении с обеспечением выборочного отклонения грузов в любую сторону от конвейерной ленты на заданный угол отклонения.
| US 6571937 B1, 03.06.2003 | |||
| Устройство для отображения информации | 1986 |
|
SU1367009A1 |
| Ориентирующий стол | 1987 |
|
SU1452771A1 |
| US 2005072656 A1, 07.04.2005. | |||

