Данное изобретение относится к способу получения акролеина или акриловой кислоты или их смеси гетерогенно катализируемым частичным окислением в газовой фазе пропена.
Акролеин образует реакционноспособный мономер, который, в частности, как промежуточный продукт используется, например, при получении акриловой кислоты двустадийным гетерогенно катализируемым частичным окислением в газовой фазе пропена. Акриловая кислота в чистом виде или в форме ее алкиловых эфиров подходит, например, для получения продуктов полимеризации, которые могут быть использованы как клеи или абсорбирующие воду материалы.
Получение акролеина способом гетерогенно катализируемого частичного окисления в газовой фазе, описанным во вступительной части этого документа, является известным (см., например, ЕР-А 1106598, WO 97/36849, EP-A 293224, WO 01/96271, DE-A 19837517, ЕР-А 274681, DE-A 19837519, DE-A 19837520, ЕР-А 117146, WO 03/11804, US 3,161,670, WO 01/96270, DE-A 19508558, DE-A 3313573, DE-A 10245585, WO 03/076370, DE-A 10316039, WO 04/031106, а также немецкую заявку DE-A 102004032129 и цитированный в этих документах уровень техники). Как правило, этот способ представляет собой первую стадию двустадийного гетерогенно катализируемого частичного окисления в газовой фазе пропена до акриловой кислоты. На первой стадии реакции пропен, в основном, частично окисляют до акролеина, а на второй стадии образовавшийся на первой стадии акролеин, в основном, частично окисляют до акриловой кислоты. При этом важным является тот факт, что технически форма осуществления способа, как правило, организована таким образом, что образованный на первой стадии реакции акролеин не выделяют, а подают на вторую стадию реакции как компонент смеси продукт-газа, которая образуется на первой стадии, в случае необходимости, добавляя молекулярный кислород и инертный газ и, в случае необходимости, подвергая прямому и/или непрямому охлаждению.
Целевым продуктом гетерогенно катализируемого частичного окисления в газовой фазе пропена до акролеина является акролеин.
При осуществлении любого способа гетерогенно катализируемого частичного окисления в газовой фазе на неподвижном слое катализатора проблема состоит в том, что смесь реакционного газа при прохождении через неподвижный слой катализатора достигает максимума, так называемой горячей точки. Этот максимум складывается из поддерживаемой извне постоянной температуры неподвижного слоя катализатора и теплоты реакции.
Поэтому следует отличать температуру неподвижного слоя катализатора и эффективную температуру неподвижного слоя катализатора. При этом под температурой неподвижного слоя катализатора подразумевают температуру неподвижного слоя катализатора при осуществлении способа частичного окисления, однако, при условном отсутствии химической реакции (то есть без влияния теплоты реакции). А под эффективной температурой неподвижного слоя катализатора подразумевают фактическую температуру неподвижного слоя катализатора, учитывая теплоту реакции частичного окисления. Если температура неподвижного слоя катализатора является непостоянной (например, в случае наличия нескольких температурных зон), то понятие температура неподвижного слоя катализатора означает (числовое) среднее значение температуры вдоль неподвижного слоя катализатора. Разумеется, температуру неподвижного слоя катализатора по всей его длине можно устанавливать таким образом, чтобы на определенном участке температура была постоянной, затем резко менялась и на следующем участке придерживалась этого нового значения и т.д. При этом речь идет о неподвижном слое катализатора (засыпке неподвижного слоя катализатора), имеющем или находящемся в более чем одной температурной зоне (или реакционной зоне). Реакторы, имеющие такие температурные зоны (или реакционные зоны) и загруженные катализатором, соответственно называют "одно-" или "многозонными реакторами" (см., например, WO 04/085369). Вместе с температурой смеси реакционного газа эффективная температура неподвижного слоя катализатора в направлении тока смеси реакционного газа точно так же проходит через максимум.
Цель гетерогенно катализируемого частичного окисления в газовой фазе пропилена до акролеина состоит в установлении наиболее выгодного значения температуры горячей точки, а также связанной с ней чувствительности по отношению к повышению температуры неподвижного слоя катализатора. Так, например, слишком высокая температура горячей точки, как правило, уменьшает срок службы неподвижного слоя катализатора, а также снижает селективность образования целевого продукта (в данном случае акролеина). При низкой температуре горячей точки, как правило, наблюдается снижение ее чувствительности по отношению к повышению температуры неподвижного слоя катализатора. При этом при осуществлении частичного окисления в кожухотрубных реакторах выгодной является, например, такая форма осуществления, при которой отдельные контактные трубы за счет температурных градиентов над поперечным сечением реактора поддерживают различные температуры находящегося в соответствующей контактной трубе неподвижного слоя катализатора. Присутствие пропана в смеси реакционного газа вследствие сравнительно высокой специфической теплоты пропана способствует установлению низких температур горячих точек (см., например, ЕР-А 293224).
Кроме того, присутствие пропана благодаря его воспламеняемости способствует взрывоопасности смеси реакционного газа (например, DE-А 19508558).
С другой стороны известно, что присутствие пропана в смеси реакционного газа способствует нежелательному образованию пропионового альдегида и/или пропионовой кислоты нежелательным способом (см., например, WO 01/96270). Поэтому WO 01/96270 рекомендует разбавлять смесь реакционного газа молекулярным азотом, а в качестве источника кислорода использовать, например, воздух. Преимущество этого метода состоит в использовании сравнительно экономичного источника кислорода. Еще одна задача способов уровня техники состоит в том, чтобы в качестве источника пропена использовать вещество, полученное гетерогенно катализируемым оксидегидрированием и/или дегидрированием пропана до пропиленена, а также отказаться от последующего отделения образованного пропилена от непревращенного пропана, чтобы таким образом получить экономичный источник пропилена (см., например, WO 03/011804, DE-A 19837517, DE-A 19837519, DE-A 19837520, WO 01/96370, DE-A 10245585 и WO 03/76370).
В этой связи WO 01/96270 советует осуществлять гетерогенно катализируемое дегидрирование пропана при сравнительно незначительной степени превращения пропана.
С другой стороны, как ЕР-А 990636, так и ЕР-А 1070700 настаивают на максимально высоком содержании пропена в исходной смеси реакционного газа частичного окисления пропена до акролеина с целью достижения наиболее высоких пространственно-временных выходов целевого продукта.
Высокая степень превращения пропана способствует возможности установления высокого содержания пропилена в исходной смеси реакционного газа частичного окисления пропилена. Однако это является невыгодным, поскольку, с одной стороны, уменьшается остаточное количество пропана, что отрицательно влияет на образование горячей точки и способствует повышению взрывоопасности, кроме того, при высокой степени превращения пропана увеличивается связанное с дегидрированием или оксидегидрированием образование побочных продуктов (например, H2 или H2O). Если в этом случае смесь, полученную при дегидрировании и/или оксидегидрировании, используют для получения исходной смеси реакционного газа, как описано, например, в ЕР-А 117146, DE-A 3313573 и US-A 3161670, то при этом получают сравнительно объемную исходную смесь реакционного газа. В аспекте наиболее экономичного получения потоков реакционного газа большие объемы являются нежелательными, в особенности в случае высокой загрузки засыпки катализатора согласно изложенному в WO 04/85365, WO 04/85367, WO 04/85369, WO 04/85370, WO 04/85363, WO 00/53559, WO 04/85362, WO 00/53557 и DE-A 19948248 принципу.
С другой стороны, высокая степень превращения при осуществлении реакций дегидрирования и оксидегидрирования в рамках максимально экономичного получения пропилена является очень выгодной. И наоборот, повышенное содержание пропена в исходной смеси реакционного газа требует увеличения молярного отношения молекулярного кислорода к пропилену в этой смеси с целью достижения оптимальной активности засыпки катализатора.
Одновременно слишком высокое содержание остаточного кислорода в смеси продукт-газа частичного окисления оказалось невыгодным, поскольку он при повторном использовании содержащего непревращенный пропан остаточного газа, полученного после выделения целевого продукта из этой смеси продукт-газа, на стадии гетерогенно катализируемого дегидрирования пропана для получения пропилена разрушает подлежащий дегидрированию пропан и уменьшает селективность образования пропена. Как правило, предпочтение отдают гетерогенно катализируемому дегидрированию, а не оксидегидрированию пропана.
В отличие от экзотермически осуществляемого гетерогенно катализируемого оксидегидрирования, которое инициирует присутствующий кислород и при котором промежуточно не образуется свободный водород (выделенный из подлежащего дегидрированию пропана водород сразу же выводят как воду (Н2O)) или образуется в незначительных количествах, под гетерогенно катализируемым дегидрированием следует подразумевать («обычное») дегидрирование, тепловой эффект которого в отличие от оксидегидрирования является эндотермическим (как последующий этап способ гетерогенно катализируемого дегидрирования может включать экзотермическое сжигание водорода) и при котором, по меньшей мере, промежуточно образуется свободный молекулярный водород. Как правило, такой способ требует других условий реакции и других катализаторов по сравнению с оксидегидрированием.
Под свежим пропаном в данном контексте подразумевают пропан, не участвовавший еще ни в одной химической реакции. Как правило, им является неочищенный пропан (который предпочтительно соответствует описанию DE-А 10246119 и DE-A 10245585), который в незначительных количествах содержит также отличные от пропана компоненты.
Исходная смесь реакционного газа для частичного окисления пропена до акролеина также соответствует приведенному в DE-A 10246119 и DE-А 10245585 описанию.
Под загрузкой слоя катализатора, который катализирует соответствующую стадию реакции, (исходной) смесью реакционного газа в данном контексте подразумевают количество (исходной) смеси реакционного газа в нормальных литрах (=Нл; объем в литрах, который будет занимать соответствующее количество (исходной) смеси реакционного газа при нормальных условиях (0°С, 1 бар)), которое за час пропускают через литр неподвижного слоя катализатора.
Загрузка также относится только к определенному компоненту (исходной) смеси реакционного газа. В этом случае загрузкой является количество этого компонента в Нл/л·ч, которое за час пропускают через литр неподвижного слоя катализатора (чистые засыпки инертного материала не относят к неподвижному слою катализатора).
Под инертным газом в данном контексте следует подразумевать компонент реакционного газа, который в условиях соответствующей реакции является, в основном, инертным и - рассматривая каждый инертный компонент реакционного газа в отдельности - на более чем 95 мол.%, предпочтительно на более чем 99 мол.%, остается химически неизменным.
Недостатком описанных выше рекомендаций уровня техники для гетерогенно катализируемого частичного окисления пропена до акролеина является тот факт, что все они освещают только отдельные аспекты.
Задача данного изобретения состояла в том, чтобы продлить срок службы катализатора в процессе получения акролеина или акриловой кислоты или их смеси путем гетерогенно катализируемого частичного окисления пропена до акролеина.
Поставленная задача решается с помощью способа для понижения температуры горячей точки неподвижного слоя катализатора в процессе получения акролеина или акриловой кислоты или их смеси гетерогенно катализируемым частичным окислением в газовой фазе пропена, при котором исходную смесь 2 реакционного газа, содержащую пропилен и молекулярный кислород, а также молекулярный азот и пропан в качестве инертных газов-разбавителей, в которой молярное отношение молекулярного кислорода к пропилену O2: С3Н6≥1, при повышенной температуре пропускают через неподвижный слой катализатора, активная масса которого представляет собой, по меньшей мере, один полиметаллический оксид, содержащий элементы Мо, Fe и Bi, причем исходная смесь 2 реакционного газа, в пересчете на общий объем, содержит
от 7 до 9 об.% пропилена,
от 9,8 до 15,5 об.% молекулярного кислорода,
от 10,5 до 15,5 об.% пропана и
от 40 до 60 об.% молекулярного азота,
при условии, что молярное отношение V1 содержащегося в исходной смеси 2 реакционного газа пропана к содержащемуся в исходной смеси 2 реакционного газа пропилену составляет от 1,5 до 2,2, молярное отношение V2 содержащегося в исходной смеси 2 реакционного газа молекулярного азота к содержащемуся в исходной смеси 2 реакционного газа молекулярному кислороду составляет от 3,5 до 4,5, а молярное отношение V3 содержащегося в исходной смеси 2 реакционного газа молекулярного кислорода к содержащемуся в исходной смеси 2 реакционного газа пропилену составляет от 1,4 до 2,14.
Кроме того, исходная смесь 2 реакционного газа, в пересчете на общий объем, может содержать
при условии, что молярное отношение V1 содержащегося в исходной смеси 2 реакционного газа пропана к содержащемуся в в исходной смеси 2 реакционного газа пропилену составляет от 1 до 4, V2 содержащегося в сходной смеси 2 реакционного газа молекулярного азота к содержащемуся в исходной смеси 2 реакционного газа молекулярному кислороду составляет от 2 до 6, а молярное отношение V3 содержащегося в исходной смеси 2 реакционного газа молекулярного кислорода к содержащемуся в исходной смеси 2 реакционного газа пропилену составляет от 1,3 до 2,4.
Согласно изобретению исходная смесь 2 реакционного газа особенно предпочтительно содержит
при условии, что
V1 = от 1,5 до 2,2,
V2 = от 3,5 до 4,5 (предпочтительно от 3,5 до 4),
V3 = от 1,4 до 2,14 (предпочтительно от 1,5 до 2,0).
При наиболее предпочтительном осуществлении способа согласно изобретению исходная смесь 2 реакционного газа содержит
при условии, что
V1 = от 1,7 до 2,1,
V2 = от 3,5 до 4,5 (предпочтительно от 3,5 до 4),
V3 = от 1,7 до 2,1 (предпочтительно от 1,8 до 2,0).
При альтернативном осуществлении способа согласно изобретению исходная смесь 2 реакционного газа содержит
при условии, что
V1 = от 3 до 4,
V2 = от 3,5 до 4,5 (предпочтительно от 3,5 до 4),
V3 = от 1,4 до 2,14 (предпочтительно от 1,5 до 2,0).
В общем, для всех исходных смесей 2 реакционного газа согласно изобретению выгодно, чтобы общее содержание компонентов, отличных от пропилена, молекулярного кислорода, пропана и молекулярного азота, ≤10 об.%. Их этих 10 об.% других компонентов до 8 об.% могут составлять этан и/или метан (или это содержание полностью могут занимать этан и метан). Однако как правило, общее содержание этана и/или метана в исходной смеси 2 реакционного газа ≤5 об.%, часто ≤3 об.%, чаще ≤2 об.%. Однако ввиду инертного поведения содержания ≥0,5 об.% согласно изобретению также являются возможными и из-за выгодной теплопроводности метана и этана предпочтительными согласно изобретению. Согласно изобретению все указанные исходные смеси 2 реакционного газа содержат ≤5 об.% воды и ≤5 об.% оксидов углерода (CO2 и/или СО). Особенно предпочтительно все указанные исходные смеси 2 реакционного газа содержат ≤3 об.% воды и ≤3 об.% оксидов углерода. Такие же количественные диапазоны относятся также к молекулярному водороду, содержание которого особенно предпочтительно является следовым. Наиболее предпочтительно все указанные исходные смеси 2 реакционного газа согласно изобретению содержат ≤2 об.% воды и ≤2 об.% оксидов углерода. Выгодным, как правило, является содержание воды в исходной смеси 2 реакционного газа, которое составляет ≤0,5 об.%.
Кроме того, согласно изобретению выгодно, чтобы содержание компонентов, отличных от пропилена, молекулярного кислорода, пропана и молекулярного азота, в совокупности всех указанных выше исходных смесей 2 реакционного газа составляло ≤5 об.%, особенно предпочтительно ≤3 об.%. Согласно изобретению особенно предпочтительно V2 для всех указанных выше исходных смесей реакционного газа согласно изобретению составляет, в основном, 3,73. Предпочтительные области значений V2 и V3, указанные для всех исходных смесей реакционного газа согласно изобретению, являются действительными независимо друг от друга.
Предпочтительным для способа согласно изобретению является тот факт, что в качестве источника пропена используют пропилен, образующийся при осуществлении способа непрерывного гетерогенно катализируемого частичного дегидрирования и/или оксидегидрирования пропана в газовой фазе, без необходимости предварительного выделения из пропилена непревращенного пропана, остающегося после осуществления гетерогенно катализируемого частичного дегидрирования и/или оксидегидрирования.
С этой целью могут быть использованы, в принципе, все известные способы гетерогенно катализируемого частичного дегидрирования пропана, описанные, например, в публикациях WO 03/076370, WO 01/96271, ЕР-А 117146, WO 03/011804, US 3161670, WO 01/96270, DE-A 3313573, DE-A 10245585, DE-A 10316039, а также в немецкой заявке DE-A 102004032129.
Кроме того, могут быть использованы все известные из уровня техники катализаторы дегидрирования. Предпочтительно дегидрирование осуществляют на неподвижном слое катализатора.
Грубо говоря, катализаторы дегидрирования можно разделить на две группы, а именно: катализаторы оксидной природы (например, оксид хрома и/или оксид алюминия) и такие катализаторы, которые состоят из, по меньшей мере, одного, как правило, благородного металла, нанесенного на, как правило, оксидный носитель (например, платина). Кроме того, могут быть использованы как все катализаторы дегидрирования, описанные в DE-A 10219879, WO 01/96270, ЕР-А 731077, DE-A 10211275, DE-A 10131297, WO 99/46039, US-A 4788371, EP-A-0705136, WO 99/29420, US-A 4220091, US-A 5430220, US-A 5877369, EP-A-0117146, DE-A 19937196, DE-A 19937105 и DE-A 19937107, так и катализатор согласно примеру 4 документа DE-A 10219879. В особенности, могут быть использованы как катализаторы согласно примеру 1, примеру 2, примеру 3 и примеру 4 документа DE-A 19937107, так и катализаторы согласно примеру 4 документа DE-A 10219879, а также катализаторы из WO 02/51547, WO 02/51540 и DE-A 102005002127.
При этом речь идет о катализаторах дегидрирования, которые содержат от 10 до 99,9 мас.% диоксида циркония, от 0 до 60 мас.% оксида алюминия, диоксида кремния и/или диоксида титана и от 0,1 до 10 мас.%, по меньшей мере, одного элемента первой или второй главной группы, одного элемента третей подгруппы, одного элемента восьмой подгруппы периодической системы элементов, лантана и/или цинка, при условии, что сумма всех компонентов равна 100 мас.%.
Особенно подходящим является катализатор дегидрирования, описанный в примерах и сравнительным примерах данной заявки.
Как правило, под катализаторами дегидрирования можно подразумевать штранги (диаметром от 1 до 10 мм, предпочтительно от 1,5 до 5 мм; длиной от 1 до 20 мм, предпочтительно от 3 до 10 мм), таблетки (имеющие предпочтительно такие же размеры, как и штранги) и/или кольца (внешний диаметр и длина которых составляет, как правило, от 2 до 30 мм или до 10 мм, толщина стенки составляет от 1 до 10 мм, или до 5 мм, или до 3 мм).
Как правило, катализаторы дегидрирования (в частности, используемые в данном документе, а также описанные в DE-A 19937107 катализаторы (в особенности, описанные в DE-A 19937107 катализаторы)) устроены таким образом, что они могут катализировать как дегидрирование пропана, так и сжигание молекулярного водорода. При этом сжигание водорода по сравнению с дегидрированием пропана в конкурирующей ситуации осуществляется на катализаторах значительно быстрее.
Для осуществления гетерогенно катализируемого дегидрирования пропана могут быть использованы все известные из уровня техники типы реакторов и варианты способов. Варианты способов описаны, например, во всех документах уровня техники, относящихся к дегидрированию и катализаторам дегидрирования.
Характерная особенность при осуществлении частичного гетерогенно катализируемого дегидрирования пропана состоит в том, что оно происходит с поглощением тепла. Это означает, что теплоту (энергию), необходимую для установления определенной температуры реакции, а также для осуществления соответствующей реакции, следует подводить непосредственно к исходной смеси реакционного газа (причем (исходную) смесь реакционного газа для гетерогенно катализируемого дегидрирования пропана в данном контексте называют (исходной) смесью 1 реакционного газа) до и/или в процессе осуществления гетерогенно катализируемого дегидрирования. В случае необходимости, смесь реакционного газа сама является источником необходимой теплоты реакции.
Кроме того, при осуществлении гетерогенно катализируемого дегидрирования пропана из-за высоких температур реакции типичным является то обстоятельство, что в результате образуются незначительные количества высококипящих высокомолекулярных органических соединений, а также углерод, которые осаждаются на поверхности катализатора, таким образом деактивируя его. Чтобы минимизировать это невыгодное сопутствующее явление, содержащая пропан смесь реакционного газа, при повышенной температуре пропускаемая над поверхностью катализатора для гетерогенно катализируемого дегидрирования, может быть разбавлена водяным паром. Осаждающийся углерод частично или полностью удаляют в условиях реакции по принципу газификации угля.
Еще одна возможность предотвратить образование осажденного углерода состоит в том, чтобы через катализатор дегидрирования время от времени (в случае необходимости, ежедневно) при повышенной температуре пропускать газ, содержащий кислород (целесообразно в отсутствие углеводородов), и тем самым сжигать осажденный углерод. Значительное подавление образования углеродных отложений возможно также за счет добавления молекулярного водорода в подлежащий гетерогенно катализируемому дегидрированию пропан до его подачи на катализатор дегидрирования при повышенной температуре.
Разумеется, в подлежащий гетерогенно катализируемому дегидрированию пропан можно также добавлять смесь водяного пара и молекулярного водорода. Добавление молекулярного водорода в подлежащий гетерогенно катализируемому дегидрированию пропан сокращает также нежелательное образование аллена (пропадиена), пропина и ацетилена как побочных продуктов. Частичное окисление добавленного таким образом водорода способствует также выработке необходимой теплоты реакции.
Согласно изобретению существенным является тот факт, что в качестве источника пропена используют также гетерогенно катализируемое частичное дегидрирование пропана, при котором степень превращения пропана составляет от 20 до 30 мол.% (при однократном прохождении свежего пропана через стадию дегидрирования). Однако особенно предпочтительным при осуществлении способа согласно изобретению в качестве источника пропена является гетерогенно катализируемое частичное дегидрирование пропана, при котором указанная выше степень превращения пропана составляет от 30 до 60 мол.%, предпочтительно от 35 до 55 мол.% и особенно предпочтительно от 35 до 45 мол.%.
Для реализации указанных выше степеней превращения пропана выгодно осуществлять описанное выше гетерогенно катализируемое дегидрирование пропана при рабочем давлении от 0,3 до 10 бар или предпочтительно до 3 бар. Кроме того, подлежащий гетерогенно катализируемому дегидрированию пропан выгодно разбавлять водяным паром. Таким образом, теплоемкость воды позволяет, с одной стороны, компенсировать часть воздействия эндотермии дегидрирования, а с другой стороны, разбавление водяным паром снижает парциальное давление эдукта и продукта, что положительно сказывается на положении равновесия дегидрирования. Кроме того, использование водяного пара, как описано выше, выгодно влияет на срок службы содержащих благородный металл катализаторов дегидрирования, в особенности в случае целенаправленно установленных высоких степеней превращения пропана. В случае необходимости, в качестве дополнительного компонента может быть использован молекулярный водород. При этом молярное отношение молекулярного водорода к пропану в исходной смеси 1 реакционного газа, как правило, ≤5. Молярное отношение водяного пара к пропану в исходной смеси 1 реакционного газа составляет от ≥0,05 до 2 или до 1.
В общем, в исходную смесь 1 реакционного газа предпочтительно добавляют минимальное количество водяного пара. При степени превращения пропана (свежего пропана) от 20 до 30 мол.%, как правило, количество водяного пара, содержащееся в окислительном циркуляционном газе, в случае необходимости повторно использованном в исходной смеси 1 реакционного газа, является достаточным для осуществления гетерогенно катализируемого дегидрирования. Для получения более высоких степеней превращения свежего пропана, как правило, добавляют водяной пар, под которым подразумевают, например, выделенную технологическую воду. Окислительным циркуляционным газом (см., например, ЕР-А 1180508 и немецкую заявку DE-A 102004032129), как правило, называют остаточный газ, который остается после осуществления одностадийного или многостадийного гетерогенно катализируемого частичного окисления в газовой фазе, по меньшей мере, одного органического соединения (в данном случае пропилена и/или акролеина) тогда, когда из смеси продукт-газа частичного окисления целевой продукт выделяют более или менее селективным способом (например, абсорбцией в подходящий растворитель или фракционной конденсацией). Как правило, он преимущественно состоит из используемых для частичного окисления инертных газов-разбавителей, а также из водяного пара, который обычно образуется как побочный продукт при осуществлении частичного окисления (или добавляется газ-разбавитель, что согласно изобретению является менее предпочтительным), а также оксидов углерода, образующихся в результате нежелательного полного окисления.
Как правило, этот газ состоит также из остаточных количеств неиспользованного при осуществлении частичного окисления кислорода и непревращенных исходных органических соединений (в данном случае: пропилена, акролеина), а также из минимальных количеств целевого продукта.
При осуществлении частичного окисления согласно изобретению окислительный циркуляционный газ содержит остаточное количество пропана и поэтому повторно используется в гетерогенно катализируемом частичном дегидрировании пропана, которое служит источником пропилена.
Кроме того, используемое в качестве источника пропилена гетерогенно катализируемое частичное дегидрирование пропана может быть осуществлено (квази) адиабатически, а также эндотермически. При этом исходную смесь реакционного газа, как правило, сначала нагревают до температуры от 500 до 700°С (соответственно от 550 до 650°С) (например, прямым нагревом окружающих смесь стенок). При адиабатическом прохождении через, по меньшей мере, один слой катализатора смесь реакционного газа в зависимости от степени превращения и разбавления охлаждается примерно на 30-200°С. Присутствие водяного пара как теплоносителя в условиях адиабатического метода осуществления становится наиболее заметным. Более низкие температуры реакции способствуют увеличению срока службы используемого слоя катализатора. Повышенная температура реакции способствует увеличению степени превращения.
С точки зрения технического применения целесообразно осуществлять гетерогенно катализируемое дегидрирование пропана согласно изобретению в качестве источника пропилена в полочном реакторе.
Это реактор содержит несколько последовательно размещенных катализирующих дегидрирование слоев катализатора. Количество слоев катализатора может составлять от 1 до 20, чаще от 2 до 8 или от 3 до 6. Путем увеличения количества слоев удается легко повысить степень превращения пропана. Слои катализатора размещены предпочтительно радиально или аксиально друг за другом. С точки зрения целесообразного технического применения в таком полочном реакторе используют катализатор с неподвижным слоем.
В самом простом случае неподвижные слои катализатора размещены аксиально в шахтном реакторе или в кольцевых зазорах центрически соединенных друг с другом цилиндрических колосниковых решеток. Кроме того, кольцевой зазор может быть сегментами расположенным друг над другом, а газ после радиального прохождения через один сегмент подавать на следующий размещенный над ним или под ним сегмент.
Целесообразным образом смесь 1 реакционного газа при ее прохождении от одного слоя катализатора к другому подвергают промежуточному нагреванию в полочном реакторе, например, пропуская ее над нагретой горячими газами поверхностью теплообменника (например, секциями) или через нагретые горячими газами трубы.
Если полочный реактор эксплуатируют адиабатически, то степень превращения свежего пропана, которая составляет ≤30 мол.%, прежде всего, при использовании описанных в DE-A 19937107 катализаторов, в частности, согласно предпочтительным формам осуществления является достаточной для того, чтобы смесь 1 реакционного газа, предварительно нагретую до температуры от 450 до 550°С, подавать в реактор дегидрирования и удерживать ее в полочном реакторе в таком температурном диапазоне. Это означает, что, в общем, дегидрирование пропана можно осуществлять при предельно низких температурах, что является особенно выгодным для срока службы неподвижных слоев катализатора в промежутке между двумя регенерациями. Для получения более высокой степени превращения пропана в реактор дегидрирования смесь 1 реакционного газа целесообразно подавать, нагревая ее до более высоких температур (которые могут составлять до 700°С) и удерживать ее в полочном реакторе в таком повышенном температурном диапазоне.
Еще более выгодным является осуществление описанного выше промежуточного нагрева прямым способом (автотермический способ). С этой целью в смесь 1 реакционного газа непосредственно перед пропусканием через первый слой катализатора (в этом случае исходная смесь 1 реакционного газа должна содержать молекулярный водород) и/или между последующими слоями катализатора в незначительном количество добавляют молекулярный кислород. Таким образом можно (как правило, в роли катализаторов используют сами катализаторы дегидрирования) способствовать неполному сжиганию содержащегося в смеси 1 реакционного газа, образующегося в процессе гетерогенно катализируемого дегидрирования пропана и/или добавляемого в смесь 1 реакционного газа молекулярного водорода (в случае необходимости сопровождаемому сжиганием пропана в незначительным объемах) (с точки зрения технического применения целесообразным может оказаться введение в полочный реактор слоев катализатора, загруженных катализатором, который специфически (селективно) катализирует сжигание водорода (такими катализаторами могут быть, например, описанные в US 4788371, US 4886928, US 5430209, US 5530171, US 5527979 и US 5563314 катализаторы; такие слои катализатора в полочном реакторе могут, например, чередоваться со слоями, содержащими катализатор дегидрирования). Высвобождающаяся при этом теплота реакции позволяет квазиавтотермическим образом (общий тепловой эффект, в основном, равен нулю) осуществлять практически изотермическое гетерогенно катализируемое дегидрирование пропана. При увеличении времени пребывания реакционного газа в слое катализатора дегидрирование пропана можно осуществлять при уменьшающейся или при постоянной температуре, что позволяет значительно увеличить сроки службы катализаторов в промежутке между двумя регенерациями (в крайнем случае для обеспечения автотермии можно сжигать только один пропан).
В общем, согласно изобретению описанную выше подачу кислорода следует осуществлять таким образом, чтобы содержание кислорода в смеси 1 реакционного газа, в пересчете на содержащееся в ней количество молекулярного водорода, составляло от 0,5 до 50 или до 30, предпочтительно от 10 до 25 об.%. При этом в качестве источника кислорода используют чистый молекулярный кислород или разбавленный инертным газом, например, СО, CO2, N2 и/или инертными газами кислород, в частности воздух (за исключением окислительного циркуляционного газа предпочтительно в качестве источника кислорода используют воздух). Полученные отработавшие газы, как правило, являются дополнительными разбавителями и таким образом способствуют осуществлению гетерогенно катализируемого дегидрирования пропана. Это, в частности, касается образующегося в рамках сжигания водяного пара.
Изотермию гетерогенно катализируемого дегидрирования пропана, используемого в качестве источника пропилена при осуществлении способа согласно изобретению, можно улучшать путем размещения в полочном реакторе между слоями катализатора замкнутых желательно, но не обязательно предварительно вакуумированных насадок (например, трубчатых). Эти насадки содержат подходящие твердые вещества или жидкости, которые испаряются или расплавляются выше определенной температуры и при этом потребляют тепло, а там, где эта температура падает вниз, снова конденсируются и при этом высвобождают тепло.
Разумеется, гетерогенно катализируемое дегидрирование пропана можно осуществлять, как описано в документе DE-A 10211275 (в качестве „петлевого варианта"), который является неотъемлемой частью данной патентной заявки.
Иными словами, предпочтительным для способа согласно изобретению является использование в качестве источника пропена способа непрерывного гетерогенно катализируемого частичного дегидрирования пропана в газовой фазе, при котором
- в зону дегидрирования непрерывно подают исходную смесь 1 реакционного газа, содержащую подлежащий дегидрированию пропан,
- исходную смесь 1 реакционного газа в зоне дегидрирования пропускают через, по меньшей мере, один неподвижный слой катализатора, на котором в процессе каталитического дегидрирования образуется молекулярный водород и (частично) пропилен,
- в исходную смесь 1 реакционного газа перед и/или после ее загрузки в зону дегидрирования добавляют, по меньшей мере, один содержащий молекулярный кислород газ,
- молекулярный водород, содержащий молекулярный кислород в зоне дегидрирования в смеси 1 реакционного газа, частично окисляют до водяного пара
и
- из зоны дегидрирования выгружают продукт-газ, содержащий молекулярный водород, водяной пар, пропилен и непревращенный пропан и отличающийся тем, что выгружаемый из зоны дегидрирования продукт-газ разделяют на две части идентичного состава и одну из частей как циркуляционный газ (предпочтительно как компонент исходной смеси 1 реакционного газа) возвращают в зону дегидрирования, как советует WO 03/076370.
При этом окислительный циркуляционный газ может быть компонентом исходной смеси 1 реакционного газа и/или согласно теории немецкой заявки DE-А 102004032129 может быть повторно использован в смеси 1 реакционного газа только после частично осуществленного дегидрирования.
Если окислительный циркуляционный газ является компонентом исходной смеси 1 реакционного газа, он содержит только молекулярный кислород из окислительного циркуляционного газа.
Для осуществления способа согласно изобретению в рамках описанного „петлевого варианта" предпочтительными являются количества циркуляционного газа дегидрирования, в пересчете на образующийся в зоне дегидрирования продукт-газ, которые составляют от 30 до 70 об.%, предпочтительно от 40 до 60 об.%, наиболее предпочтительно 50 об.%.
При осуществлении частичного окисления согласно изобретению исходная смесь 1 реакционного газа в случае петлевого метода, осуществляемого, например, в полочном реакторе, как описано выше (полочный реактор в данном случае = зона дегидрирования), в стационарном состоянии целесообразно содержит:
Степень превращения пропана (в пересчета на однократное прохождение указанной выше исходной смеси 1 реакционного газа через работающий петлевым способом в полочный реактор) и отношение циркуляционного газа (количество циркуляционного газа дегидрирования в пересчете на общее количество продук-газа, получаемого в зоне дегидрирования) в расчете на гетерогенно катализируемое частичное окисление в газовой фазе пропилена согласно изобретению преимущественно (например, в полочном реакторе в качестве зоны дегидрирования) выбирают таким образом, что образующийся в зоне дегидрирования продукт-газ содержит непревращенный пропан и желательный пропилен в молярном отношении пропена к пропану от 0,25 или 0,3 до 0,5 (в случае необходимости до 0,66). При отношении циркуляционного газа, которое составляет 0,5, ему соответствует степень превращения пропана, содержащегося в исходной смеси 1 реакционного газа, при однократном прохождении этой смеси через зону дегидрирования от 15 до 25 мол.%.
Типичные нагрузки слоев катализатора дегидрирования смесью 1 реакционного газа составляют от 250 до 5000 ч-1 (при осуществлении способа с высокими нагрузками до 40000 ч-1), предпочтительно от 10000 до 25000 Нл/л·ч, особенно предпочтительно от 15000 до 20000 Нл/л·ч. Соответствующие нагрузки пропаном, как правило, составляют от 50 до 1000 ч-1 (при осуществлении способа с высокими нагрузками до 40000 ч-1), предпочтительно от 2000 до 5000 Нл/л·ч, особенно предпочтительно от 3000 до 4000 Нл/л·ч.
Продукт-газ, выгружаемый из зоны дегидрирования (реактора дегидрирования) как источник пропилена, в соответствии с условиями реакции, выбранными для осуществления гетерогенно катализируемого дегидрирования пропана, характеризуется тем, что его давление составляет от 0,3 до 10 бар, предпочтительно от 1 до 3 бар, а температура составляет от 450 до 650°С, чаще от 500 до 600°С. Как правило, он содержит пропан, пропен, Н2, N2, H2O, метан, этан (два последних в большинстве случаев образуются в результате термического распада незначительного количества пропана), этилен, бутен-1, другие бутены, такие как изо-бутен, другие углеводороды, такие как н-бутан, изо-бутан, бутадиены и т.д., СО и CO2, а также, как правило, оксигенаты, такие как спирты, альдегиды и карбоновые кислоты (содержащие, как правило, ≤ 9 атомов углерода). Кроме того, он может содержать незначительные количества компонентов из окислительного циркуляционного газа.
В то время как ЕР-А 117146, DE-A 3313573 и US-A 3161670 рекомендуют использовать образованный при дегидрировании пропан для загрузки на стадию частичного окисления согласно изобретению, выгодным для осуществления частичного окисления согласно изобретению является выделение из содержащего пропилен продукт-газа стадии дегидрирования пропана перед его использованием как источника пропена для частичного окисления пропена согласно изобретению, по меньшей мере, части содержащихся в нем отличных от пропана и пропилена компонентов. При этом следует учитывать требования DE-A 10211275.
Согласно изобретению преимущественно выделяют, по меньшей мере, 50 об.%, предпочтительно, по меньшей мере, 75 об.%, особенно предпочтительно, по меньшей мере, 90 об.% и наиболее предпочтительно, по меньшей мере, 95 об.% содержащихся в продукт-газе из дегидрирования пропана, отличных от пропана и пропилена компонентов перед его использованием в качестве источника пропена для частичного окисления согласно изобретению.
Описанное выше согласно изобретению можно осуществлять, например, путем приведения во взаимодействие предпочтительно охлажденной (преимущественно до температуры от 10 до 100 или до 70°С) смеси продукт-газа стадии дегидрирования пропана, например, при давлении от 0,1 до 50 бар, предпочтительно от 5 до 15 бар и температуре от 0 до 100°С, предпочтительно от 20 до 40°С, с (предпочтительно высококипящим) органическим растворителем (предпочтительно гидрофобным), который абсорбирует пропана и пропилен (предпочтительные по сравнению с другими компонентами смеси продукт-газа стадии дегидрирования пропана) (например, путем простого пропускания). Путем последующей десорбции, ректификации и/или отгонки газом, инертным в условиях частичного окисления согласно изобретению и/или необходимым как реагент на стадии этого частичного окисления (например, воздухом или другой смесью молекулярного кислорода и инертного газа), может быть регенерирована смесь пропана и пропилена в очищенной форме, после чего эта смесь может быть использована на стадии частичного окисления как источник пропилена (предпочтительно действуют, как описано в сравнительном примере 1 немецкой заявки DE-A 102004032129). Отработавший газ такой абсорбции, в случае необходимости, содержащий молекулярный кислород, можно, например, снова подвергать адсорбции переменного давления и/или процессу разделения с помощью мембран (например, согласно DE-A 10235419) и, в случае необходимости, использовать выделенный водород.
Кроме того, коэффициент разделения С3-/С4-углеводородов при осуществлении описанного выше способа разделения является ограниченным и часто недостаточным для описанных в DE-A 10245585 потребностей.
Поэтому предпочтительной альтернативой описанному способу разделения абсорбцией является адсорбция переменного давления или ректификация под давлением.
В качестве абсорбента для осуществления описанного выше выделения абсорбцией подходящими являются принципиально все абсорбенты, способные абсорбировать пропан и пропилен. Под абсорбентом подразумевают предпочтительно органический растворитель, который является преимущественно гидрофобным и/или высококипящим. Предпочтительно температура кипения такого растворителя (при нормальном давлении 1 атм) составляет, по меньшей мере, 120°С, предпочтительно, по меньшей мере, 180°С, преимущественно от 200 до 350°С, в частности от 250 до 300°С, особенно предпочтительно от 260 до 290°С. Предпочтительно температура воспламенения (при нормальном давлении 1 бар) составляет более 110°С. В общем, в качестве абсорбентов подходящими являются относительно неполярные органические растворители, такие как, например, алифатические углеводороды, которые предпочтительно не содержат внешнюю полярную группу, а также ароматические углеводороды. Желательно, чтобы абсорбент имел максимально высокую температуру кипения и одновременно максимально высокую растворимость в отношении пропана и пропилена. В качестве примеров абсорбента следует назвать алифатические углеводороды, например, С8-С20-алканы или -алкены, или ароматические углеводороды, например, фракции среднего масла, полученные парафиновой дистилляцией, или эфиры, содержащие объемные (стерически затрудненные) группы у атома О, или их смеси, причем в них можно добавлять полярный растворитель, такой как, например, описанный в DE-A 4308087 1,2-диметилфталат. Кроме того, подходящими являются эфиры бензойной или фталевой кислоты и неразветвленных спиртов, содержащих от 1 до 8 атомов углерода, такие как н-бутиловый эфир бензойной кислоты, метиловый эфир бензойной кислоты, этиловый эфир бензойной кислоты, диметиловый эфир фталевой кислоты, диэтиловый эфир фталевой кислоты, а также так называемые масла-теплоносители, такие как дифенил, дифениловый эфир и смеси дифенила и дифенилового эфира или их хлорпроизводные и триарилалкены, например 4-метил-4'-бензилдифенилметан и его изомеры: 2-метил-2'-бензилдифенилметан, 2-метил-4'-бензилдифенилметан и 4-метил-2'-бензилдифенилметан, а также смеси этих изомеров. Подходящим абсорбентом является смесь дифенила и дифенилового эфира, предпочтительно в азеотропной форме, содержащая, в частности, приблизительно 25 мас.% дифенила (бифенила) и приблизительно 75 мас.% дифенилового эфира, например имеющегося в продаже Diphyl® (например, фирмы BayerAktiengesellschaft). Часто эта смесь растворителей содержит такой растворитель, как диметилфталат, в количестве от 0,1 до 25 мас.%, в пересчете на общее количество смеси растворителей. Особенно подходящими растворителями являются также октаны, нонаны, деканы, ундеканы, додеканы, тридеканы, тетрадеканы, пентадеканы, гексадеканы, гептадеканы и октадеканы, причем наиболее подходящими оказались, в частности, тетрадеканы. Выгодно, если используемый абсорбент, с одной стороны, характеризуется указанной выше температурой кипения, а с другой стороны, одновременно имеет не очень высокий молеулярный вес. Предпочтительно молекулярный вес абсорбента ≤300 г/моль. Подходящими являются также описанные в DE-A 3313573 парафиновые масла, содержащие от 8 до 16 атомов углерода. Примерами подходящих торговых продуктов являются распространяемые фирмой Haltermann продукты, такие как Halpasole i, например Halpasol 250/340 i и Halpasol 250/275 i, а также масла для печатных красок под названием PKWF и Printosol. Предпочтительными являются не содержащие ароматические соединения торговые продукты, например, типа PKWFaf. Если они содержат незначительное остаточное количество ароматических соединений, то их содержание перед описанным выше использованием можно снижать ректификацией и/или адсорбцией до 1000 м.д.
Абсорбцию можно осуществлять без особых ограничений. При этом могут быть использованы все известные специалистам способы и условия. Предпочтительно газовую смесь при давлении от 1 до 50 бар, предпочтительно от 2 до 20 бар, особенно предпочтительно от 5 до 15 бар и при температуре от 0 до 100°С, в частности от 20 до 50 или 40°С, подвергают взаимодействию с абсорбентом. Абсорбцию можно осуществлять как в колоннах, так и в охлаждающих устройствах. При этом можно работать как в прямотоке, так и в противотоке (предпочтительно). Подходящими абсорбционными колоннами являются, например, тарельчатые колонны (с колпачковыми и/или ситчатыми тарелками), колонны, содержащие структурированные набивки (например, металлические набивки, специфическая площадь поверхности которых составляет от 100 до 1000 или до 750 м2/м3, например, Mellapak® 250 Y) и колонны с наполнителями (например, заполненный кольцами Рашига). Кроме того, могут быть использованы скрубберы и распылительные башни, графитовые блок-абсорберы, поверхностные абсорберы, такие как толстослойные абсорберы и абсорберы со смачиваемыми стенками, а также тарельчатые скрубберы, механические разбрызгивающие скрубберы и ротационные скрубберы. Кроме того, выгодным может оказаться осуществление абсорбции в барботажной колонне с или без насадок.
Выделение пропана и пропилена из абсорбента можно осуществлять отгонкой, выпариванием при понижении давления и/или дистилляцией.
Выделение пропана и пропилена из абсорбента осуществляют предпочтительно отгонкой и/или десорбцией. Десорбцию можно осуществлять обычными способами путем изменения давления и/или температуры, предпочтительно при давлении от 0,1 до 10 бар, в частности от 1 до 5 бар, особенно предпочтительно от 1 до 3 бар, и при температуре от 0 до 200°С, в частности, от 20 до 100°С, предпочтительно от 30 до 70°С, особенно предпочтительно от 30 до 50°С. Подходящим для осуществления отгонки газом является, например, водяной пар, однако, предпочтительными являются, в частности, смеси кислорода и азота, например воздух. При использовании воздуха, то есть смесей кислорода и азота, в которых содержание кислорода превышает 10 об.%, до или в процессе отгонки целесообразно добавлять газ, который уменьшает область взрыва. Особенно подходящими для этого являются газы, удельная теплоемкость которых ≥29 Дж/моль·К при 20°С, такие как, например, метан, этан, пропан (предпочтительно), пропен, бензол, метанол, этанол, а также аммиак, диоксид углерода и воду. Однако согласно изобретению использования C4-углеводородов в качестве таких добавок следует избегать. Особенно подходящими для осуществления отгонки являются барботажные колонны с или без насадок.
Выделение пропана и пропилена из абсорбента можно также осуществлять дистилляцией или ректификацией, при этом могут быть использованы известные специалистам колонны с набивками, наполнителями или соответствующими насадками. Предпочтительные реакционные условия при дистилляции или ректификации являются такими: давление составляет от 0,01 до 5 бар, в частности от 0,1 до 4 бар, предпочтительно от 1 до 3 бар, а температура (в кубе) составляет от 50 до 300°С, в частности от 150 до 250°С.
Источник пропилена, полученный отгонкой из абсорбента, подходящий для использования в способе согласно изобретению, перед его дальнейшей загрузкой на стадию частичного окисления можно подавать еще на одну стадию, чтобы, например, компенсировать потери при отгонке абсорбента (например, на стадию очистки в отделителе жидкости и/или глубоких фильтрах) и одновременно защитить частичное окисление согласно изобретению от влияния абсорбента или чтобы улучшить разделяющую способность С3-/С4-углеводородов. Такое выделение абсорбента можно осуществлять всеми известными специалистам методами. Предпочтительной формой осуществления такого выделения в рамках способа согласно изобретению является, например, охлаждение потока, выходящего из устройства для отгонки, водой. В этом случае абсорбент вымывают из этого выходного потока водой, одновременно загружая поток водой (незначительные количества воды способствуют повышению активности катализаторов для частичного окисления согласно изобретению). Эту промывку или охлаждение можно осуществлять, например, в голове десорбционной колонны над улавливающей тарелкой путем распыления воды или в подходящем устройстве.
Для усиления эффекта разделения в охладительной камере могут быть установлены увеличивающие поверхность охлаждения те же насадки, которые, как известно специалистам, были использованы на стадии ректификации, абсорбции и десорбции.
Вода в этом отношении является предпочтительным моющим агентом, поскольку она не создает помех в, по меньшей мере, одной парциальной зоне. После того как вода вымывает абсорбент из нагруженного пропаном и пропиленом выходного потока, смесь воды и абсорбента можно подвергать разделению фаз, обработанный выходной поток уменьшенного объема непосредственно подавать на стадию частичного окисления согласно изобретению.
Исходные смеси 2 реакционного газа могут быть получены выгодным для осуществления способа согласно изобретению образом, в особенности в том случае, если смесь пропилена и пропана отгоняют из абсорбата воздухом. В случае, если содержание пропана в них согласно изобретению является недостаточным, то перед их использованием для частичного окисления содержащегося в них пропилена согласно изобретению в эти смеси можно добавлять также свежий пропан. Затем через окислительный циркуляционный газ его возвращают на стадию гетерогенно катализируемого дегидрирования (в качестве компонента исходной смеси 1 реакционного газа). При этом количество загрузки свежего пропана в исходную смесь 1 реакционного газа можно уменьшить на количество образовавшегося пропана. В крайнем случае, загрузку свежего пропана, необходимого для осуществления гетерогенно катализируемого дегидрирования пропана, можно не осуществлять, если необходимое количество пропана было полностью загружено в исходную смесь 2 реакционного газа перед осуществлением частичного окисления пропилена, откуда этот пропан как компонент окислительного циркуляционного газа после прохождения стадии частичного окисления согласно изобретению был подан в исходную смесь 1 реакционного газа для осуществления гетерогенно катализируемого дегидрирования пропана. В случае необходимости загрузку свежего пропана можно осуществлять в промежутке между гетерогенно катализируемым дегидрированием и частичным окислением пропилена на стадии выделения С3 (например, в качестве газа для отгонки).
Если речь идет о двустадийном частичном окислении пропилена до акриловой кислоты, то часть или даже всю загрузку свежего пропана можно осуществлять также в исходную смесь 3 реакционного газа (однако иногда исходная смесь 3 реакционного газа уже тогда является невзрывоопасной, когда эту загрузку осуществляют уже на стадии исходной смеси 2 реакционного газа). Это является предпочтительным прежде всего потому, что нежелательная реакция пропана до пропионового альдегида и/или пропионовой кислоты может происходить уже в условиях первой стадии реакции. Кроме того, предпочтительным является также в основном равномерное распределение загрузки свежего пропана между первой и второй стадиями окисления. Благодаря такой возможности загрузки свежего пропана в исходную смесь 2 и/или исходную смесь 3 реакционного газа состав этих смесей 2 и 3 можно изначально делать невзрывоопасным. В случае необходимости, с этой целью часть окислительного циркуляционного газа можно загружать непосредственно на стадию частичного окисления пропилена и/или акролеина. При этом, в случае необходимости, с этой целью может быть использована смесь свежего пропана и окислительного циркуляционного газа. Решающим при ответе на вопрос, является ли исходная смесь 2 или 3 реакционного газа взрывоопасной или нет, может быть то обстоятельство, распространяется ли в находящейся при определенных исходных условиях (давление, температура) исходной смеси 2 или 3 реакционного газа инициированное локальным источником воспламенения (например, раскаленной платиновой проволокой) горение (воспламенение, взрыв) или нет (см. DIN51649 и описание исследований согласно WO 04/007405). Если сгорание распространяется, то смесь согласно данной заявке считается взрывоопасной. Если же исходные смеси 2 или 3 реакционного газа являются невзрывоопасными, то это относится также к смесям 2 и 3 реакционного газа, образующимся в процессе частичного окисления пропилена согласно изобретению (см. WO 04/007405).
Иными словами, способ согласно изобретению включает, в частности, способ согласно изобретению для получения акролеина или акриловой кислоты или их смеси гетерогенно катализируемым частичным окислением в газовой фазе пропилена, отличающийся тем, что
- на первой стадии пропан как компонент исходной смеси 1 реакционного газа подвергают частичному гетерогенно катализируемому дегидрированию в газовой фазе до образования смеси 1 продукт-газа, содержащей пропилен и непревращенный пропан;
- из смеси 1 продукт-газа, содержащей пропилен и непревращеннный пропан, выделают, в случае необходимости, часть содержащихся в этой смеси 1 описанной выше стадии отличных от пропана и пропилена компонентов (предпочтительно, по меньшей мере, 50 об.%, преимущественно, по меньшей мере, 75 об.%, особенно предпочтительно, по меньшей мере, 90 об.%, наиболее предпочтительно, по меньшей мере, 95 об.% и абсолютно предпочтительно 100 об.%), после чего их использует в качестве компонента исходной смеси 2 реакционного газа для получения акролеина или акриловой кислоты или их смеси как целевого продукта для осуществления гетерогенно катализируемого частичного окисления в газовой фазе (одностадийного или двустадийного) содержащегося в исходной смеси 2 реакционного газа пропилена;
- из образующейся в рамках частичного окисления пропилена смеси 2 или 3 продукт-газа на стадии выделения выделяют целевой продукт (акролеин или акриловую кислоту или их смесь), а остаточное количество непревращенного пропана возвращают на первую стадию частичного гетерогенно катализируемого дегидрирования пропана (предпочтительно на первой стадии повторно используют все остаточное количество вещества, образующегося при выделении целевого продукта, в качестве окислительного циркуляционного газа).
В частности, данное изобретение относится к предпочтительной форме осуществления описанного выше способа, при котором необходимый для осуществления способа пропан (свежий пропан) полностью загружают в исходную смесь 1 реакционного газа.
Кроме того, данное изобретение относится к предпочтительной форме осуществления описанного выше способа, при котором необходимый для осуществления способа пропан (свежий пропан), по большей мере, частично (например, всего 75%, или всего 50%, или всего 25%) загружают в исходную смесь 1 реакционного газа и, по меньшей мере, частично (как правило, остаточное количество, в случае необходимости, общее количество) загружают в исходную смесь 2 реакционного газа (и/или в исходную смесь 3 реакционного газа). В остальном, можно действовать, как описано в публикации WO 01/96170, которая является составной частью данной заявки.
Как известно, гетерогенно катализируемое частичное окисление в газовой фазе пропилена до акриловой кислоты молекулярным кислородом протекает, в основном, двумя последовательно размещенными вдоль реакционной координаты стадиями, причем на первой стадии пропилен окисляют до акролеина, а на второй - акролеин до акриловой кислоты.
Такое осуществление реакции двумя последовательными стадиями известным образом предоставляет возможность прерывать способ на стадии акролеина (предпочтительно на стадии образования акролеина) и на этой стадии осуществлять выделение целевого продукта, или осуществлять способ согласно изобретению преимущественно до образования акриловой кислоты и только после этого осуществлять выделение целевого продукта.
Если способ согласно изобретению осуществляют до образования акриловой кислоты, то предпочтительным является осуществление двустадийного, то есть двумя последовательно размещенными стадиями окисления, причем на каждой стадии окисления целесообразно оптимальным образом приводить в соответствие используемый неподвижный слой катализатора и предпочтительно все остальные условия реакции, такие как, например, температура неподвижного слоя катализатора.
Содержащие элементы Мо, Fe, Bi полиметаллические оксиды, особенно подходящие как активная масса для катализаторов первой стадии окисления (пропилен→акролеин), в некоторой степени способны также катализировать вторую стадию окисления (акролеин→акриловая кислота), однако, предпочтительными для второй стадии окисления, как правило, являются катализаторы, активная масса которых представляет собой, по меньшей мере, один полиметаллический оксид, содержащий элементы Мо и V.
Таким образом, способ гетерогенно катализируемого частичного окисления пропилена на неподвижном слое катализатора согласно изобретению, катализаторы которого в качестве активной массы содержат, по меньшей мере, один полиметаллический оксид, включающий элементы Мо, Fe и Bi, является подходящим, в частности, как одностадийный способ получения акролеина (а также, в случае необходимости, акриловой кислоты) или как первая стадия двустадийного получения акриловой кислоты.
При этом одностадийный способ гетерогенно катализируемого частичного окисления пропилена до акролеин, а также, в случае необходимости, акриловой кислоты или двустадийный способ гетерогенно катализируемого частичного окисления пропилена до акриловой кислоты при использовании исходной смеси 2 реакционного газа согласно изобретению, в частности, можно осуществлять, как описано в ЕР-А 700714 (первая стадия реакции; как описано там, однако, в противотоке солевой ванны и исходной смеси реакционного газа через кожухотрубный реактор), ЕР-А 700893 (вторая стадия реакции; как описано там, однако, в противотоке), WO 04/085369 (в частности, этот документ является неотъемлемой частью данного изобретению) (как двустадийный способ), WO 04/85363, DE-A 10313212 (первая стадия реакции), ЕР-А 1159248 (как двустадийный способ), ЕР-А 1159246 (вторая стадия реакции), ЕР-А 1159247 (как двустадийный способ), DE-A 19948248 (как двустадийный способ), DE-A 10101695 (одной или двумя стадиями), WO 04/085368 (как двустадийный способ), DE 102004021764 (двумя стадиями), WO 04/085362 (первая стадия реакции), WO 04/085370 (вторая стадия реакции), WO 04/085365 (вторая стадия реакции), WO 04/085367 (двумя стадиями), ЕР-А 990636, ЕР-А 1007007 и ЕР-А 1106598.
Это, в частности, касается всех описанных в этих документах примеров осуществления. Они могут быть осуществлены, как описано в этих документах, однако, разница состоит в том, что в качестве исходной смеси реакционного газа для первой стадии реакции (пропилен→акролеин) используют исходную смесь 2 реакционного газа согласно изобретению. Все остальные параметры являются такими же, как описано в примерах осуществления указанных документов (в частности, неподвижные слои катализаторов и нагрузка реагентами неподвижных слоев катализаторов). Если способ согласно указанным выше примерам уровня техники проводят в две стадии, а между двумя стадиями реакции осуществляют загрузку вторичного кислорода (вторичного воздуха), то эту загрузку осуществляют соответствующим образом, однако, количество загружаемого материала выбирают таким, чтобы молярное отношение молекулярного кислорода к акролеину в загрузочном газе второй стадии реакции соответствовало молярному отношению согласно примерам осуществления указанных стадий.
Катализаторы на основе полиметаллических оксидов, особенно подходящие для соответствующей стадии реакции, неоднократно были описаны и известны специалистам. Так, например, ЕР-А 253409 на стр.5 ссылается на соответствующие патенты США.
Подходящие катализаторы для соответствующей стадии окисления описаны также в DE-A 4431957, DE-A 102004025445 и DE-A 4431949. Это, в особенности, касается катализаторов общей формы I в обеих указанных публикациях. Особенно предпочтительные катализаторы для осуществления соответствующей стадии реакции описаны в DE-A 10325488, DE-A 10325487, DE-A 10353954, DE-A 10344149, DE-A 10351269, DE-A 10350812 и DE-A 10350822.
Согласно изобретению для осуществления стадии гетерогенно катализируемого частичного окисления в газовой фазе пропилена до акролеина или акриловой кислоты или их смесей в качестве активной массы могут быть использованы практически все массы полиметаллических оксидов, содержащие Мо, Bi и Fe.
Ими являются, в частности, массы полиметаллических оксидов общей формулы I из DE-A 19955176, массы полиметаллических оксидов общей формулы I из DE-A 19948523, массы полиметаллических оксидов общих формул I, II и III из DE-A 10101695, массы полиметаллических оксидов общих формул I, II и III из DE-A 19948248 и массы полиметаллических оксидов общих формул I, II и III из DE-A 19955168, а также описанные в ЕР-А 700714 массы полиметаллических оксидов.
Кроме того, подходящими для осуществления этой стадии реакции являются катализаторы на основе полиметаллических оксидов, содержащих Мо, Bi и Fe, описанные в DE-A 10046957, DE-A 10063162, DE-C 3338380, DE-A 19902562, ЕР-А 15565, DE-C 2380765, ЕР-А 807465, ЕР-А 279374, DE-A 3300044, ЕР-А 575897, US-A 4438217, DE-A 19855913, WO 98/24746, DE-A 19746210 (общей формулы II), JP-A 91/294239, ЕР-А 293224 и ЕР-А 700714. Это касается, в частности, форм осуществления в данных документах, среди которых особенно предпочтительными являются ЕР-А 15565, ЕР-А 575897, DE-A 19746210 и DE-A 19855913. Наиболее предпочтительными в данной связи являются катализатор из примера 1с из ЕР-А 15565, а также получаемый соответствующим образом катализатор, активная масса которого имеет такой состав: Mo12Ni6,5Zn2Fe2Bi1P0,0065K0,06Ox·10SiO2. Кроме того, особенно следует выделить пример 3 из DE-A 19855913 (стехиометрия: Mo12Co7Fe3Bi0,6K0,08Si1,6Ox), согласно которому используют катализатор в форме полого цилиндра 5 мм × 3 мм × 2 мм (внешний диаметр × высота × внутренний диаметр), а также катализатор в форме полиметаллического оксида II согласно примеру 1 из DE-А 19746210. Кроме того, следует назвать катализаторы на основе полиметаллических оксидов из US-A 4438217. Последнее касается, в частности, тех случаев, когда катализаторы представляют собой полые цилиндры размером 5,5 мм × 3 мм × 3,5 мм, или 5 мм × 2 мм × 2 мм, или 5 мм × 3 мм × 2 мм, или 6 мм × 3 мм × 3 мм, или 7 мм × 3 мм × 4 мм (внешний диаметр × высота × внутренний диаметр). Другими возможными формами катализаторов являются штранги (например, длиной 7,7 мм и диаметром 7 мм или длиной 6,4 мм и диаметром 5,7 мм).
Большое количество особенно подходящих масс полиметаллических оксидов, подходящих для частичного окисления пропилена до акролеина и, в случае необходимости, акриловой кислоты согласно изобретению характеризуются общей формулой IV

в которой переменные имеют такие значения:
X1 означает никель и/или кобальт,
X2 означает таллий, щелочной металл и/или щелочноземельный металл,
X3 означает цинк, фосфор, мышьяк, бор, сурьму, олово, церий, свинец и/или вольфрам,
X4 означает кремний, алюминий, титан и/или цирконий,
а означает от 0,5 до 5,
b означает от 0,01 до 5, предпочтительно от 2 до 4,
с означает от 0 до 10, предпочтительно от 3 до 10,
d означает от 0 до 2, предпочтительно от 0,02 до 2,
е означает от 0 до 8, предпочтительно от 0 до 5,
f означает от 0 до 10 и
n означает число, которое определяется валентностью и количеством отличных от кислорода элементов в IV.
Их получают известными способами (см., например, DE-A 4023239) и, как правило, формуют до получения шариков, колец или цилиндров или используют в виде чашеобразных катализаторов, то есть покрытых активной массой предварительно сформованных инертных носителей. Кроме того, они могут быть использованы в качестве катализаторов в порошковой форме.
Активные массы общей формулы IV получают простым способом из соответствующих источников их элементных составляющих готовят как можно более плотную, предпочтительно тонкодисперсную сухую смесь, состав которой соответствует ее стехиометрии, и кальцинируют при температуре от 350 до 650°С. Кальцинацию можно осуществлять как в атмосфере инертного газа, так и в условиях окисления, например, в атмосфере воздуха (смеси из инертного газа и кислорода), а также в условиях восстановления (например, в атмосфере смеси из инертного газа, NH3, CO и/или H2). Продолжительность кальцинации может составлять от нескольких минут до нескольких часов и, как правило, уменьшается вместе с температурой. В качестве источника элементарных составляющих активных масс полиметаллических оксидов IV используют соединения, под которыми подразумевают оксиды и/или такие соединения, которые путем нагревания, по меньшей мере, в присутствии кислорода, могут быть превращены в оксиды.
Наряду с оксидами в качестве таких исходных соединений могут быть использованы, прежде всего, галогениды, нитраты, формиаты, оксолаты, цитраты, ацетаты, карбонаты, комплексы аминов, соли аммония и/или гидроксиды (такие соединения, как NH4OH, (NH4)2СО3, NH4NO3, NH4CHO2, СН3СООН, NН4СН3СО2 и/или оксалат аммония, которые самое позднее при позднем кальцинировании могут распадаться и/или разлагаться на соединения, которые полностью улетучиваются в газообразной форме и которые можно дополнительно вводить в состав плотной сухой смеси).
Тщательное перемешивание исходных соединений для получения масс полиметаллических оксидов IV можно осуществлять в сухом или влажном виде. При перемешивании в сухом виде исходные соединения целесообразно использовать как тонкодисперсные порошки и после перемешивания и возможного концентрирования подвергать кальцинированию. Однако тщательное перемешивание предпочтительно осуществляют во влажном виде. При этом исходные соединения смешивают, как правило, в форме водного раствора и/или суспензии. Особенно тщательно перемешанные сухие смеси получают при осуществлении описанного выше способа перемешивания в том случае, если исходят исключительно из существующих в растворенной форме источников элементных составляющих. В качестве растворителя предпочтительно используют воду. Затем полученную водную массу сушат, причем процесс сушки предпочтительно осуществляют путем распылительной сушки водной смеси при температуре на выходе от 100 до 150°С.
Массы полиметаллических оксидов общей формулы IV для стадии "пропилен→акролеин (и, в случае необходимости, акриловая кислота)" могут быть формованы до получения порошковой формы или определенной геометрии катализатора, причем формование можно осуществлять до или после кальцинирования. Так, например, из порошковой формы активной массы или ее некальцинированной и/или частично кальцинированной исходной массы путем концентрирования и последующего формования (например, таблетирования, экструзии или штранг-прессования) можно получить катализатор необходимой формы, причем, в случае необходимости, можно добавлять вспомогательные вещества, например графит, или стеариновую кислоту в качестве смазки и/или вспомогательного агента формования, а также активный наполнитель, такой как микроволокна из стекла, асбеста, карбида кремния или титаната калия. Подходящими формами катализаторов являются, например, заполненные или полые цилиндры, внешний диаметр и длина которых составляет от 2 до 10 мм. В случае полых цилиндров толщина стенки должна составлять от 1 до 3 мм. Кроме того, катализатор может иметь форму шарика, при этом его диаметр может составлять от 2 до 10 мм.
Особенны выгодная геометрия полых цилиндров составляет 5 мм × 3 мм × 2 мм (внешний диаметр × длина × внутренний диаметр), в особенности в случае сплошных катализаторов.
Разумеется, формование порошковой активной массы или ее порошкообразных некальцинированных и/или частично кальцинированных исходных масс можно также осуществлять путем их нанесения на предварительно сформованные инертные носители катализатора. Нанесение покрытия на носитель для получения чашеобразных катализаторов, как правило, осуществляют в подходящем для этого вращающемся сосуде, как описано, например, в DE-A 2909671, ЕР-А 293859 или ЕР-А 714700. Целесообразно для нанесения покрытий на носители порошковую массу увлажняют и после нанесения покрытия снова сушат, например, горячим воздухом. Толщина слоя порошковой массы, нанесенного на носитель составляет, как правило, от 10 до 1000 мкм, предпочтительно от 50 до 500 мкм, особенно предпочтительно от 150 до 250 мкм.
При этом в качестве материала носителя могут быть использованы обычные пористые или непористые оксиды алюминия, диоксид кремния, диоксид тория, диоксид циркония, карбид кремния или силикаты, такие как силикат магния или силикат алюминия. Они, как правило, являются инертными при осуществлении целевой реакции способа согласно изобретению. Носители могут иметь правильную или неправильную форму, причем предпочтение отдают носителям правильной формы с выраженной шероховатостью поверхности, например шариками или полым цилиндрам. Подходящим является использование непористых, шероховатых, шаровидных носителей из стеатита, диаметр которых составляет от 1 до 10 мм или от 1 до 8 мм, предпочтительно от 4 до 5 мм. Кроме того, подходящим в качестве носителей являются также использование цилиндров, длина которых составляет от 2 до 10 мм, а внешний диаметр от 4 до 10 мм. В случае используемых в качестве носителей колец толщина стенки, как правило, составляет от 1 до 4 мм. Предпочтительные согласно изобретению кольцеобразные носители имеют длину от 2 до 6 мм, внешний диаметр от 4 до 8 мм и толщину стенки от 1 до 2 мм. Согласно изобретению предпочтение в качестве носителей отдают прежде всего кольцам размером 7 мм × 3 мм × 4 мм (внешний диаметр × длина × внутренний диаметр). Дисперсность наносимой на поверхности носителя каталитически активной оксидной массы выбирают в соответствии с толщиной чаши (см. ЕР-А 714700).
Подходящими активными массами полиметаллических оксидов, используемыми в катализаторах с неподвижным слоем для частичного окисления пропилена до акролеина (а также, в случае необходимости, акриловой кислоты), согласно изобретению являются также массы общей формулы V

в которой переменные имеют такие значения:
Y1 означает только висмут или висмут и, по меньшей мере, один из элементов теллур, сурьму, олово и медь,
Y2 означает молибден или молибден и вольфрам,
Y3 означает щелочной металл, таллий и/или самарий,
Y4 означает щелочноземельный металл, никель, кобальт, медь, марганец, цинк, олово, кадмий и/или ртуть,
Y5 означает железо или железо и, по меньшей мере, один из элементов хром и церий,
Y6 означает фосфор, мышьяк, бор и/или сурьму,
Y7 означает редкоземельный металл, титан, цирконий, ниобий, тантал, рений, рутений, родий, серебро, золото, алюминий, галлий, индий, кремний, германий, свинец, торий и/или уран,
а' означает от 0,01 до 8,
b' означает от 0,1 до 30,
с' означает от 0 до 4,
d' означает от 0 до 20,
е' > от 0 до 20,
f' означает от 0 до 6,
g' означает от 0 до 15,
h' означает от 8 до 16,
х', y' означают число, которое определяется валентностью и количеством отличных от кислорода элементов в формуле V, и
p, q означают числа, соотношение которых p/q составляет от 0,1 до 10,
которые содержат трехмерно удаленные друг от друга, ограниченные своей локальной средой на основе их отличной от локальной среды структуры области химического состава Y1 a'Y2 b'Ox', самый большой диаметр которых (самый длинный проходящий через центр области соединительный отрезок двух находящихся на поверхности (граничной поверхности) области точек) составляет от 1 нм до 100 мкм, чаще от 10 нм до 500 нм или от 1 мкм до 50 или 25 мкм.
Особенно предпочтительными массами полиметаллических оксидов V являются такие, в которых Y1 означает висмут.
Среди них предпочтение отдают таким, которые характеризуются общей формулой VI

в которой переменные имеют такие значения:
Z2 означает молибден или молибден и вольфрам,
Z3 означает никель и/или кобальт,
Z4 означает таллий, щелочной металл и/или щелочноземельный металл,
Z5 означает фосфор, мышьяк, бор, сурьму, олово, церий и/или свинец,
Z6 означает кремний, алюминий, титан и/или цирконий,
Z7 означает медь, серебро и/или золото,
а" означает от 0,1 до 1,
b" означает от 0,2 до 2,
с" означает от 3 до 10,
d" означает от 0,02 до 2,
е" означает от 0,01 до 5, предпочтительно от 0,1 до 3,
f" означает от 0 до 5,
g" означает от 0 до 10,
h" означает от 0 до 1,
х", y" означают число, которое определяется валентностью и количеством отличных от кислорода элементов в формуле VI, и
p", q" означают числа, соотношение p"/q" которых составляет от 0,1 до 5, предпочтительно от 0,5 до 2,
причем наибольшее предпочтение отдают массам III, в которых Z2 b” означает (вольфрам) b" и Z2 12 означает (молибден)12.
Кроме того, предпочтительными являются те массы, в которых, по меньшей мере, 25 мол.% (предпочтительно, по меньшей мере, 50 мол.% и особенно предпочтительно, по меньшей мере, 100 мол.%) от общего содержания [Y1 a'Y2 b'Ox']p ([Bia”Z2 b”Ox”) подходящих согласно изобретению масс полиметаллических оксидов V (масс полиметаллических оксидов VI) в используемых согласно изобретению массах полиметаллических оксидов V (масс полиметаллических оксидов VI) представляют собой трехмерно удаленные друг от друга, ограниченные своей локальной средой на основе их отличной от локальной среды структуры области химического состава Y1 a'Y2 b'Ox'[Bia”Z2 b”Ox”), самый большой диаметр которых составляет от 1 нм до 100 мкм.
При формовании масс полиметаллических оксидов V имеет силу все сказанное в случае катализаторов на основе масс полиметаллических оксидов IV.
Получение активных масс полиметаллических оксидов V описано, например, в ЕР-А 575897, а также в DE-A 19855913.
Описанные выше инертные носители в качестве инертных материалов могут быть использованы также для разбавления и/или отделения соответствующих неподвижных слоев катализатора или как его защитная и/или нагревающая газовую смесь предварительная засыпка.
Следует отметить, что все катализаторы и массы полиметаллических оксидов, подходящие для осуществления стадии частичного окисления пропилена до акролеина, в основном, могут быть использованы также для частичного окисления пропилена до акрилнитрила.
Для осуществления второй стадии реакции гетерогенно катализированного частичного окисления в газовой фазе акролеина до акриловой кислоты, как было упомянуто выше, в качестве активной массы соответствующих катализаторов могут быть использованы практически все массы полиметаллических оксидов, содержащие Мо и V, например, описанные в DE-A 10046928.
Большое количество этих масс полиметаллических оксидов, содержащих элементы Мо и V, характеризуется общей формулой VII

в которой переменные имеют такие значения:
X1 означает W, Nb, Та, Сr и/или Се,
X2 означает Сu, Ni, Co, Fe, Mn и/или Zn,
X3 означает Sb и/или Bi,
X4 означает один или несколько щелочных металлов,
X5 означает один или несколько щелочноземельных металлов,
X6 означает Si, Al, Ti и/или Zr,
а означает от 1 до 6,
b означает от 0,2 до 4,
с означает от 0,5 до 18,
d означает от 0 до 40,
е означает от 0 до 2,
f означает от 0 до 4,
g означает от 0 до 40 и
n означает число, которое определяется валентностью и количеством отличных от кислорода элементов в формуле VII.
Предпочтительными формами осуществления активных масс полиметаллических оксидов VII согласно изобретению являются те, в которых переменные общей формулы VII имеют такие значения:
X1 означает W, Nb и/или Сr,
X2 означает Сu, Ni, Co и/или Fe,
X3 означает Sb,
X4 означает Na и/или К,
X5 означает Са, Sr и/или Ва,
X6 означает Si, Al и/или Ti,
а означает от 1,5 до 5,
b означает от 0,5 до 2,
с означает от 0,5 до 3,
d означает от 0 до 2,
е означает от 0 до 0,2,
f означает от 0 до 1 и
n означает число, которое определяется валентностью и количеством отличных от кислорода элементов в формуле VII.
Наиболее предпочтительными полиметаллическими оксидами VII согласно изобретению являются такие оксиды общей формулы VIII

в которой Y1 означает W и/или Nb,
Y2 означает Сu и/или Ni,
Y5 означает Са и/или Sr,
Y6 означает Si и/или Al,
а' означает от 2 до 4,
b' означает от 1 до 1,5,
с' означает от 1 до 3,
f' означает от 0 до 0,5,
g' означает от 0 до 8 и
n' означает число, которое определяется валентностью и количеством отличных от кислорода элементов в формуле VIII.
Подходящие согласно изобретению массы полиметаллических оксидов (VII) получают известными способами, как, например, описано в DE-A 4335973 или в ЕР-А 714700.
Для осуществления стадии "акролеин→акриловая кислота" могут быть использованы подходящие массы полиметаллических оксидов, в частности, такие общей формулы VII, которые получают простым способом: из соответствующих источников их элементных составляющих готовят как можно более плотную, предпочтительно тонкодисперсную сухую смесь, состав которой соответствует ее стехиометрии, и кальцинируют при температуре от 350 до 650°С. Кальцинацию можно осуществлять как в атмосфере инертного газа, так и в условиях окисления, например, в атмосфере воздуха (смеси из инертного газа и кислорода), а также в условиях восстановления (например, в атмосфере смеси из инертного газа, NН3, СО и/или Н2).
Продолжительность кальцинации может составлять от нескольких минут до нескольких часов и, как правило, уменьшается вместе с температурой. В качестве источника элементарных составляющих активных масс полиметаллических оксидов IV используют соединения, под которыми подразумевают оксиды и/или такие соединения, которые путем нагревания, по меньшей мере, в присутствии кислорода могут быть превращены в оксиды.
Тщательное перемешивание исходных соединений для получения масс полиметаллических оксидов VII можно осуществлять в сухом или влажном виде. При перемешивании в сухом виде исходные соединения целесообразно использовать как тонкодисперсные порошки и после перемешивания и возможного концентрирования подвергать кальцинированию. Однако тщательное перемешивание предпочтительно осуществляют во влажном виде.
При этом исходные соединения смешивают, как правило, в форме водного раствора и/или суспензии. Особенно тщательно перемешанные сухие смеси получают при осуществлении описанного выше способа перемешивания в том случае, если исходят исключительно из существующих в растворенной форме источников элементных составляющих. В качестве растворителя предпочтительно используют воду. Затем полученную водную массу сушат, причем процесс сушки предпочтительно осуществляют путем распылительной сушки водной смеси при температуре на выходе от 100 до 150°С.
Массы полиметаллических оксидов общей формулы VII для осуществления стадии окисления акролеина могут быть формованы до получения порошковой формы или определенной геометрии катализатора, причем формование можно осуществлять до или после кальцинирования. Так, например, из порошковой формы активной массы или ее некальцинированной и/или частично кальцинированной исходной массы путем концентрирования и последующего формования (например, таблетирования, экструзии или штранг-прессования) можно получить катализатор необходимой формы, причем, в случае необходимости, можно добавлять вспомогательные вещества, например графит или стеариновую кислоту в качестве смазки и/или вспомогательного агента формования, а также активный наполнитель, такой как микроволокна из стекла, асбеста, карбида кремния или титаната калия. Подходящими формами катализаторов являются, например, заполненные или полые цилиндры, внешний диаметр и длина которых составляет от 2 до 10 мм. В случае полых цилиндров толщина стенки должна составлять от 1 до 3 мм. Кроме того, катализатор может иметь форму шарика, при этом его диаметр может составлять от 2 до 10 мм (например, 8,2 мм или 5,1 мм).
Разумеется, формование порошковой активной массы или ее порошкообразных некальцинированных и/или частично кальцинированных исходных масс можно также осуществлять путем их нанесения на предварительно сформованные инертные носители катализатора. Нанесение покрытия на носитель для получения чашеобразных катализаторов, как правило, осуществляют в подходящем для этого вращающемся сосуде, как описано, например, в DE-A 2909671, ЕР-А 293859 или ЕР-А 714700.
Целесообразно для нанесения покрытий на носители порошковую массу увлажняют и после нанесения покрытия снова сушат, например, горячим воздухом. Толщина слоя порошковой массы, нанесенного на носитель составляет, как правило, от 10 до 1000 мкм, предпочтительно от 50 до 500 мкм, особенно предпочтительно от 150 до 250 мкм.
При этом в качестве материала носителя могут быть использованы обычные пористые или непористые оксиды алюминия, диоксид кремния, диоксид тория, диоксид циркония, карбид кремния или силикаты, такие как силикат магния или силикат алюминия. Они, как правило, являются инертными при осуществлении целевой реакции способа согласно изобретению. Носители могут иметь правильную или неправильную форму, причем предпочтение отдают носителям правильной формы с выраженной шероховатостью поверхности, например, шариками или полым цилиндрам. Подходящим является использование непористых, шероховатых, шаровидных носителей из стеатита, диаметр которых составляет от 1 до 10 мм или от 1 до 8 мм, предпочтительно от 4 до 5 мм. Иными словами, подходящие шарики могут иметь диаметр 8,2 мм или 5,1 мм. Кроме того, подходящим в качестве носителей являются также использование цилиндров, длина которых составляет от 2 до 10 мм, а внешний диаметр от 4 до 10 мм. В случае используемых в качестве носителей колец толщина стенки, как правило, составляет от 1 до 4 мм. Предпочтительные согласно изобретению кольцеобразные носители имеют длину от 2 до 6 мм, внешний диаметр от 4 до 8 мм и толщину стенки от 1 до 2 мм. Согласно изобретению предпочтение в качестве носителей отдают прежде всего кольцам размером 7 мм × 3 мм × 4 мм (внешний диаметр × длина × внутренний диаметр). Дисперсность наносимой на поверхности носителя каталитически активной оксидной массы выбирают в соответствии с толщиной чаши (см. ЕР-А 714700).
Подходящими активными массами полиметаллических оксидов, используемыми на стадии "акролеин→акриловая кислота" являются также массы общей формулы IX

в которой переменные имеют такие значения:
D означает Mo12Va”Z1 b”Z2 c”Z3 d”Z4 e”Z5 f”Z6 g”Ox”,
Е означает Z7 12Cuh”Hi”Oy”,
Z1 означает W, Nb, Та, Сr и/или Се,
Z2 означает Сu, Ni, Co, Fe, Mn и/или Zn,
Z3 означает Sb и/или Bi,
Z4 означает Li, Na, K, Rb, Cs и/или Н,
Z5 означает Mg, Ca, Sr и/или Ва,
Z6 означает Si, Al, Ti и/или Zr,
Z7 означает Mo, W, V, Nb и/или Та,
а" означает от 1 до 8,
b" означает от 0,2 до 5,
с" означает от 0 до 23,
d" означает от 0 до 50,
е" означает от 0 до 2,
f" означает от 0 до 5,
g" означает от 0 до 50,
h" означает от 4 до 30,
i" означает от 0 до 20 и
х", y" означают число, которое определяется валентностью и количеством отличных от кислорода элементов в формуле IX, и
p, q означают числа, отличные от нуля, соотношение p/q которых составляет от 160:1 до 1:1,
и которые получают таким образом: массы полиметаллического оксида Е

переводят в тонкодисперсную форму (исходная масса 1) и затем предварительно приготовленную твердую активную массу 1 вводят в водный раствор, водную суспензию или в тонкодисперсную сухую смесь источников элементов Mo, V, Z1, Z2, Z3, Z4, Z5, Z6, которые содержат указанные выше элементы в стехиометрическом соотношении D

(исходная масса 2), в желаемом количественном соотношении p:q, полученная таким образом водная смесь высыхает, а полученную сухую массу до или после ее высыхания кальцинируют при температуре от 250 до 600°С до получения желаемой формы катализатора.
Предпочтение отдают массам полиметаллических оксидов IX, при которых введение предварительно приготовленной твердой исходной смеси 1 в водную исходную массу 2 осуществляют при температуре <70°С. Получение катализаторов, содержащих массы полиметаллических оксидов VI, подробно описано, например, в ЕР-А 668104, DE-A 19736105, DE-A 10046928, DE-A 19740493 и DE-A 19528646.
Все сказанное выше в отношении активных масс полиметаллических оксидов VII относится также к формованию активных масс полиметаллических оксидов IX.
Катализаторы на основе полиметаллических оксидов, особенно выгодно подходящие для осуществления стадии "акролеин→акриловая кислота", описаны также в DE-A 19815281, в частности, ими являются активные массы полиметаллических оксидов общей формулы I данной заявки.
Предпочтительно на стадии окисления пропилена до акролеина используют кольца сплошных катализаторов, а на стадии окисления акролеина до акриловой кислоты - кольца чашеобразных катализаторов.
Согласно изобретению способ окисления пропилена до акролеина (а также, в случае необходимости, акриловой кислоты) можно осуществлять с описанными катализаторами, например, в однозонном реакторе с неподвижным катализатором, содержащем много контактных труб, описанном в DE-A 4431957. При этом смесь 2 реакционного газа и теплоноситель (теплообменник), если смотреть вдоль реактора, подают прямотоком или противотоком.
Реакционное давление составляет, как правило, от 1 до 3 бар, а общая нагрузка неподвижного слоя катализатора (исходной) смесью 2 реакционного газа составляет предпочтительно от 1500 до 4000 или до 6000 Нл/л·ч или больше. Нагрузка пропиленом (нагрузка пропиленом неподвижного слоя катализатора) составляет, как правило, от 90 до 200 Нл/л·ч или до 300 Нл/л·ч или больше. Особенно предпочтительной согласно изобретению является нагрузка пропиленом свыше 135 Нл/л·ч или ≥140 Нл/л·ч, или ≥150 Нл/л·ч, или ≥160 Нл/л·ч, поскольку исходная смесь 2 реакционного газа согласно изобретению обуславливает поведение при достижении так называемой горячей точки (все сказанное выше имеет силу независимо от выбора реактора с неподвижным слоем).
Предпочтительно загрузочный газ подают в однозонный реактор с неподвижным катализатором, содержащий много контактных труб, сверху. В качестве теплообменника используют солевой расплав, предпочтительно состоящий из 60 мас.% нитрата калия (КNO3) и 40 мас.% нитрита натрия (NaNO2), или 53 мас.% нитрата калия (KNО3), 40 мас.% нитрита натрия (NaNO2) и 7 мас.% нитрата натрия (NaNO3).
Как было сказано выше, солевой расплав и смесь 2 реакционного газа можно пропускать через реактор прямотоком или противотоком. Сам солевой расплав предпочтительно подают по меандровой траектории вокруг контактных труб.
Если поток набегает на контактные трубы сверху вниз, то в контактные трубы снизу вверх целесообразно загружать катализатор таким образом (при набегании снизу вверх загрузку осуществляют в противоположном направлении):
- сначала в контактную трубу от 40 до 80 или до 60% ее длины загружают катализатор или смесь катализатора и инертного материала, причем последний в пересчете на количество смеси до достижения 20 вес.% (участок С);
- затем в трубу от 20 до 50 или до 40% ее общей длины загружают катализатор или смесь катализатора и инертного материала, причем последний в пересчете на количество смеси, до достижения 40 вес.% (участок В), после чего
- в 10-20% общей длины трубы загружают засыпку инертного материала (участок А), которую предпочтительно выбирают таким образом, чтобы она обуславливала максимально низкую потерю давления.
Предпочтительно участок С является неразбавленным.
Указанный выше вариант загрузки, в частности, является целесообразным в том случае, если в качестве катализаторов используют описанные в примере 1 DE-A 10046957 или в примере 3 DE-A 10046957 катализаторы, а в качестве инертного материала - стеатитовые кольца размером 7 мм × 7 мм × 4 мм (внешний диаметр × высота × внутренний диаметр). В отношении температуры солевой ванны имеет силу все сказанное в DE-A 4431957.
Частичное окисление пропилена до акролеина (и, в случае необходимости, акриловой кислоты) согласно изобретению можно осуществлять при помощи описанных катализаторов, например, в двухзонном реакторе с неподвижным слоем, содержащем много контактных труб, который описан в DE-A 19910506. В обоих описанных выше случаях (а также, в общем, при осуществлении способа согласно изобретению) степень превращения пропана при одноразовом прохождении, как правило, составляет ≥90 мол.% или ≥95 мол.%, а селективность образования акролеина ≥90 мол.%. Согласно изобретению предпочтительно частичное окисление пропена до акролеина или акриловой кислоты или их смеси осуществляют, как описано в ЕР-А 1159244, и особенно предпочтительно, как описано в WO 04/085363, а также в WO 04/085362, однако, с тем отличием, что в качестве исходной смеси реакционного газа используют исходную смесь 2 реакционного газа согласно изобретению. В частности, могут быть использованы все примеры осуществления указанных выше стадий, как описано в этих документах, однако при использовании исходной смеси 2 реакционного газа в качестве смеси загрузочного газа.
Документы ЕР-А 1159244, WO 04/085363 и WO 04/085362 являются неотъемлемой частью данного изобретения.
Иными словами, частичное окисления пропилена согласно изобретению особенно предпочтительно осуществляют на катализаторе с неподвижным слоем при повышенной загрузке пропилена, причем катализатор имеет, по меньшей мере, две температурные зоны.
Это означает, что предпочтительной формой осуществления частичного окисления пропилена до акролеина или до акриловой кислоты или до их смеси согласно изобретению является способ согласно изобретению, при котором исходную смесь 2 реакционного газа подают над (через) засыпкой неподвижного слоя катализатора, активная масса которого представляет собой, по меньшей мере, один полиметаллический оксид, содержащий элементы Мо, Fe и Bi, таким образом, что степень превращения пропилена при одноразовом прохождении ≥90 мол.%, а повышающаяся при этом общая селективность образования акролеина, а также побочного продукта акриловой кислоты составляет ≥90 мол.%, отличающийся тем, что
a) нагрузка засыпки неподвижного слоя катализатора содержащимся в исходной смеси 2 реакционного газа пропеном ≥160 Нл пропена/л засыпки неподвижного слоя катализатора·ч,
b) засыпка неподвижного слоя катализатора состоит из засыпки неподвижного слоя катализатора, находящейся в двух последовательно размещенных реакционных зонах А*, В*, причем температура реакционной зоны А* составляет от 300 до 390°С, а температура реакционной зоны В* составляет от 305 до 420°С и одновременно, по меньшей мере, на 5°С выше температуры реакционной зоны А*,
c) исходную смесь 2 реакционного газа последовательно пропускают через реакционные зоны А*, В*: "сначала А*", "затем В*" и
d) реакционная зона А* простирается до степени превращения пропена от 40 до 80 мол.%.
В остальном поступают, как описано в ЕР-А 1159244.
Кроме того, наиболее предпочтительной формой осуществления частичного окисления пропилена до акролеина или до акриловой кислоты или до их смеси согласно изобретению является способ согласно изобретению, при котором исходную смесь 2 реакционного газа пропускают через засыпку неподвижного слоя катализатора, активная масса которого представляет собой, по меньшей мере, один полиметаллический оксид, содержащий элементы Мо, Fe и Bi, таким образом, что
- засыпка неподвижного слоя катализатора находится в двух последовательно размещенных температурных зонах А, В,
- как температура зоны А, так и температура зоны В составляют от 290 до 380°С,
- засыпка неподвижного слоя катализатора состоит из, по меньшей мере, двух последовательно размещенных зон засылок неподвижного слоя катализатора, причем зависимая от объема активность внутри одной зоны засыпки неподвижного слоя катализатора, в основном, является постоянной и резко увеличивается в направлении тока смеси 2 реакционного газа при переходе из одной зоны засыпки неподвижного слоя катализатора в другую,
- температурная зона А простирается до степени превращения пропена от 40 до 80 мол.%,
- при одноразовом прохождении исходной смеси 2 реакционного газа через всю засыпку неподвижного слоя катализатора степень превращения пропена ≥90 мол.%, а селективность образования акролеина, в пересчете на превращенный пропен, ≥90 мол.%,
- очередность, в соответствии с которой смесь 2 реакционного газа проходит через температурные зоны А, В, соответствует алфавитному порядку температурных зон,
- нагрузка засыпки неподвижного слоя катализатора содержащимся в исходной смеси 2 реакционного газа пропеном ≥90 Нл пропена/л засыпки неподвижного слоя катализатора · ч и
- разница TmахА-TmaxB, образующаяся из наивысшей температуры TmaxA, которую имееь смесь 2 реакционного газа в температурной зоне А, и наивысшей температуры ТmaxB, которую имеет смесь 2 реакционного газа в температурной зоне В, ≥0°С,
и дополнительно отличающийся тем, что переход из температурной зоны А в температурную зону В засыпки неподвижного слоя катализатора не совпадает с переходом из одной зоны засыпки неподвижного слоя катализатора в другую зону.
Детальная информация по осуществлению этого способа приведена в WO 04/085362,
который является неотъемлемой частью данного изобретению, а также в данной заявке при описании осуществления особенно предпочтительного двустадийного частичного окисления пропилена до акриловой кислоты.
Вторую стадию в случае двустадийного способа частичного окисления пропилена до акролеина, а именно частичное окисление акролеина до акриловой кислоты, можно осуществлять при помощи описанных катализаторов, например, в однозонном реакторе с неподвижным слоем, содержащем много контактных труб, как описано в DE-A 4431949. При этом смесь 3 реакционного газа и теплоноситель можно пропускать через реактор прямотоком. Как правило, смесь продукт-газа предшествующей стадии частичного окисления пропилена до акролеина согласно изобретению как таковую (в случае необходимости, после ее промежуточного охлаждения (которое можно осуществлять непрямым или прямым способом, например, путем подачи вторичного воздуха)), то есть без выделения побочных компонентов, подают на вторую стадию реакции, то есть для частичного окисления акролеина.
Молекулярный кислород, необходимый для осуществления стадии частичного окисления акролеина, может уже содержаться в исходной смеси 2 реакционного газа для осуществления частичного окисления пропилена до акролеина. Кроме того, его можно частично или полностью подавать непосредственно в смесь продукт-газа первой стадии реакции, то есть частичного окисления пропилена до акролеина (предпочтительно в качестве (вторичного) воздуха, однако, это можно также осуществлять в форме чистого кислорода или смеси инертного газа и кислорода). Независимо от того, как поступают в этом случае, смесь загрузочного газа (исходная смесь 3 реакционного газа) стадии частичного окисления акролеина до акриловой кислоты по тем же причинам, что и смесь стадии частичного окисления пропилена до акролеина или акриловая кислота, содержит предпочтительно такие компоненты:
Предпочтительно исходная смесь 3 реакционного газа содержит такие компоненты:
Особенно предпочтительно исходная смесь 3 реакционного газа содержит такие компоненты:
причем предпочтительные области значения действуют независимо друг от друга, предпочтительно одновременно.
В общем, для все упомянутых исходных смесей 3 реакционного газа согласно изобретению выгодно, если общее содержание компонентов, отличающихся от указанных выше составляющих, ≤10 об.%, предпочтительно ≤8 об.%, особенно предпочтительно ≤6 или ≤5 об.% и наиболее предпочтительно ≤4 об.%. Особенно выгодно, если общее содержание оксидов углерода в исходной смеси 3 реакционного газа ≤5 об.%, наиболее предпочтительно ≤3 об.% или ≤2 об.%.
Содержание пропилена в исходной смеси 3 реакционного газа предпочтительно ≤2 об.% и особенно предпочтительно ≤1 об.%.
Кроме того, предпочтительной является исходная смесь 3 реакционного газа, в которой молярное отношение содержащегося в исходной смеси 3 молекулярного кислорода к содержащемуся в исходной смеси 3 акролеину ≥0,5 и ≤2, предпочтительно ≥1 и ≤1,75, особенно предпочтительно ≥1 и ≤1,5 и наиболее предпочтительно ≥1 и ≤1,25.
Кроме того, предпочтительной является исходная смесь 3 реакционного газа, в которой молярное отношение содержащегося в ней пропана к содержащемуся в ней акролеину составляет от 1 до 4, предпочтительно от 1,5 до 3,5, особенно предпочтительно от 1,5 до 3 и наиболее предпочтительно от 1,5 или от 2 до 2,5.
Содержание метана и/или этана в исходной смеси 3 реакционного газа, как правило, ≤8 об.%, чаще ≤5 об.%, обычно ≤3 об.% или ≤2 об.%, предпочтительно, однако, ≥0,5 об.%.
Как и на первой стадии реакции, на второй стадии реакции давление, как правило, составляет от 1 до 3 бар, а общая нагрузка неподвижного слоя катализатора (исходной) смесью 3 реакционного газа составляет предпочтительно от 1500 до 4000 или до 6000 Нл/л·ч или больше. Нагрузка акролеином (нагрузка акролеином неподвижного слоя катализатора) составляет, как правило, от 90 до 190 Нл/л·ч, или до 290 Нл/л·ч или больше. Особенно предпочтительной является нагрузка акролеином свыше 135 Нл/л·ч, или ≥140 Нл/л·ч, или ≥150 Нл/л·ч, или ≥160 Нл/л·ч, поскольку исходная смесь 3 реакционного газа согласно изобретению обуславливает поведение при достижении так называемой горячей точки.
Степень превращения акролеина при одноразовом прохождении исходной смеси 3 реакционного газа через неподвижный слой катализатора, как правило, ≥90 мол.% и связанная с этим селективность образования акриловой кислоты также ≥90 мол.%.
Предпочтительно загрузочный газ подают в однозонный реактор с неподвижным катализатором, содержащий много контактных труб, сверху. В качестве теплообменника на второй стадии используют солевой расплав, предпочтительно состоящий из 60 мас.% нитрата калия (КNО3) и 40 мас.% нитрита натрия (NaNO2), или 53 мас.% нитрата калия (КNО3), 40 мас.% нитрита натрия (NaNO2) и 7 мас.% нитрата натрия (NaNO3). Как было сказано выше, солевой расплав и смесь 3 реакционного газа можно пропускать через реактор прямотоком или противотоком. Сам солевой расплав предпочтительно подают по меандровой траектории вокруг контактных труб.
Если поток набегает на контактные трубы сверху вниз, то в контактные трубы снизу вверх целесообразно загружать катализатор таким образом:
- сначала в контактную трубу от 50 до 80 или до 70% ее длины загружают катализатор или смесь катализатора и инертного материала, причем последний в пересчете на количество смеси, до достижения 20 вес.% (участок С);
- затем в трубу от 20 до 40% ее общей длины загружают катализатор или смесь катализатора и инертного материала, причем последний в пересчете на количество смеси, до достижения 50 или 40 вес.% (участок В); после чего
- в 5-20% общей длины трубы загружают засыпку инертного материала (участок А), которую предпочтительно выбирают таким образом, чтобы она обуславливала максимально низкую потерю давления.
Предпочтительно участок С является неразбавленным. Как было описано в случае гетерогенно катализируемого частичного окисления в газовой фазе акролеина до акриловой кислоты (в частности, при высоких нагрузках слоя катализатора акролеином и высоких содержаниях водяного пара в смеси загрузочного газа) участок В может также состоять из двух последовательных стадий разбавления катализатора (с целью снижения температуры горячей точки и чувствительности этой температуры). Снизу вверх загружают сначала до 20 вес.% инертного материала, а затем >20 вес.% до 50 или 40 вес.% инертного материала. Участок С предпочтительно является неразбавленным.
При набегании потока снизу вверх загрузку контактных труб осуществляют в противоположном направлении.
Указанный выше вариант загрузки, в частности, является целесообразным в том случае, если в качестве катализаторов используют описанные в примере 5 DE-A 10046957 или в DE-A 19815281 катализаторы, а в качестве инертного материала -стеатитовые кольца размером 7 мм × 7 мм × 4 мм или 7 мм × 7 мм × 3 мм (внешний диаметр × высота × внутренний диаметр). В отношении температуры солевой ванны имеет силу все сказанное в DE-A 4431949. Ее, как правило, выбирают таким образом, чтобы степень превращения акролеина при одноразовом прохождении, как првило, составляла ≥90 мол.%, или ≥95 мол.%, или ≥99 мол.%.
Частичное окисление акролеина до акриловой кислоты можно осуществлять при помощи описанных катализаторов, например, в двухзонном реакторе с неподвижным слоем, содержащем много контактных труб, как описано в DE-19910508. Для превращения акролеина имеет силу все сказанное выше. В случае осуществления описанного выше частичного окисления акролеина как двустадийной реакции окисления пропилена до акриловой кислоты в двухзонном реакторе с неподвижным слоем, содержащем много контактных труб, для получения смеси загрузочного газа (исходной смеси 3 реакционного газа) смесь продукт-газа целесообразно загружать непосредственно на первую стадию частичного окисления (в случае необходимости, после ее промежуточного охлаждения (которое можно осуществлять непрямым или прямым способом, например, путем подачи вторичного воздуха)), (как было описано выше). Необходимый для частичного окисления акролеина кислород добавляют предпочтительно в виде воздуха (а также, в случае необходимости, как чистый молекулярный кислород или смесь молекулярного кислорода и инертного газа) и непосредственно загружают, например, в смесь продукт-газа на первую стадию двустадийной реакции частичного окисления (пропилен→акролеин). Однако, как описано выше, он может уже содержаться в исходной смеси 2 реакционного газа для осуществления первой стадии реакции.
При осуществлении двустадийного частичного окисления пропилена до акриловой кислоты при использовании смеси продукт-газа первой стадии реакции частичного окисления для загрузки на вторую стадию реакции частичного окисления, как правило, последовательно подключают два однозонных реактора с неподвижным слоем, содержащих много контактных труб (при высокой нагрузке неподвижного слоя катализатора реагентами реакционный газ и солевую ванну (теплоноситель) пропускают через кожухотрубный реактор предпочтительно прямотоком) или два двухзонных реактора с неподвижным слоем, содержащих много контактных труб. Кроме того, возможным является также смешанное подключение (однозонных/двухзонных или наоборот).
Между реакторами может находиться промежуточный охладитель, который, в случае необходимости, может содержать инертную засыпку, выполняющую фильтрующую функцию. Температура солевой ванны реакторов, содержащих много контактных труб, на первой стадии двустадийной реакции частичного окисления пропилена до акриловой кислоты составляет, как правило, от 300 до 400°С. Температура солевой ванны реакторов, содержащих много контактных труб, на второй стадии двустадийной реакции частичного окисления пропилена до акриловой кислоты, а именно частичного окисления акролеина до акриловой кислоты, составляет, как правило, от 200 до 350°С. Кроме того, теплообменники (предпочтительно солевые расплавы) пропускают через соответствующие реакторы с неподвижным слоем, содержащие много контактных труб, в таком количестве, что разница между температурой на входе и на выходе, как правило, ≤5°С. Как было упомянуто выше, обе стадии частичного окисления пропилена до акриловой кислоты можно осуществлять, как описано в DE-A 10121592, в одном реакторе на одной засыпке.
Следует еще раз отметить, что частью исходной смеси 2 реакционного газа первой стадии ("пропилен→акролеин") может быть полученный из частичного окисления окислительный циркуляционный газ (остаточный газ).
При этом, как сказано выше, речь идет о содержащем молекулярный кислород газе, который остается после выделения целевого продукта (выделения акролеина и/или акриловой кислоты) из смеси продукт-газа частичного окисления и как инертный газ-разбавитель частично может быть повторно использован в засыпке для первой и/или, в случае необходимости, второй стадии частичного окисления пропилена до акролеина и/или акриловой кислоты.
Однако предпочтительно такой окислительный циркуляционный газ, содержащий пропан, молекулярный кислород и, в случае необходимости, непревращенный пропилен, повторно используют исключительно на стадии гетерогенно катализируемого дегидрирования пропана, которая, в случае необходимости, служит источником пропилена.
В общем, кожухотрубный реактор, внутри которого засыпка катализатора соответствующим образом меняется вдоль отдельных контактных труб с окончанием первой стадии реакции (такие двустадийные реакции частичного окисления пропилена в так называемом "одинарном реакторе", описаны, например, в ЕР-А 911313, ЕР-А 979813, ЕР-А 990636 и DE-A 2830765) является самой простой формой осуществления обеих стадий частичного окисления пропилена до акриловой кислоты. При этом, в случае необходимости, загрузку катализатора в контактные трубы прерывают засыпкой инертного материала.
Однако, предпочтительно обе стадии окисления осуществляют в форме двух последовательно соединенных кожухотрубных систем. Они могут находиться в одном реакторе, причем переход от одного пучка труб к другому осуществляют при помощи подаваемой снаружи в контактную трубу (как правило, проходящей) засыпки из инертного материала. В то время как контактные трубы, как правило, омываются теплообменником, он не доходит до описанной выше засыпки инертного материала. Поэтому оба пучка контактных труб размещены в пространственно отделенных друг от друга реакторах. Как правило, при этом между двумя кожухотрубными реакторами находится промежуточный охладитель, в случае необходимости, с целью уменьшения дожигания акролеина в смеси продукт-газа, который выходит из первой зоны окисления. Реакционная температура на первой стадии реакции (пропилен→акролеин) составляет, как правило, от 300 до 450°С, предпочтительно от 320 до 390°С. Реакционная температура на второй стадии реакции (акролеин→акриловая кислота) составляет, как правило, от 200 до 370°С, чаще от 220 до 330°С. Реакционное давление в обеих зонах окисления составляет от 0,5 до 5, предпочтительно от 1 до 3 бар. Нагрузка (Нл/л·ч) катализаторов окисления реакционным газом на обеих стадиях реакции составляет от 1500 до 2500 Нл/л·ч или до 4000 Нл/л·ч. Нагрузка пропиленом может при этом составлять от 100 до 200 или до 300 и более Нл/л·ч.
В принципе, обе стадии окисления при осуществлении способа согласно изобретению могут быть исполнены так, как описано, например, в DE-A 19837517, DE-A 19910506, DE-A 19910508 и DE-A 19837519.
При этом на обеих стадиях реакции избыток молекулярного кислорода в пересчете на стехиометрически необходимое количество, как правило, выгодно влияет на кинетику соответствующего частичного окисления в газовой фазе.
В принципе, гетерогенно катализируемое частичное окисление в газовой фазе пропилена до акриловой кислоты согласно изобретению можно также осуществлять в одном единственном однозонном кожухотрубном реакторе. Обе стадии реакции при этом осуществляют в одном реакторе окисления, нагруженном одним или несколькими катализаторами, активная масса которых представляет собой полиметаллический оксид, содержащий элементы Мо, Fe и Bi, который катализирует превращение на обеих стадиях реакции. Разумеется, эта засыпка катализатора может плавно или резко изменяться вдоль реакционной координаты. Согласно одной из форм осуществления двустадийного частичного окисления пропилена до акриловой кислоты, в случае необходимости, из смеси продукт-газа, выходящего с первой стадии окисления, перед ее загрузкой на вторую стадию окисления можно частично или полностью выделять образующиеся на первой стадии окисления побочные продукты, такие как оксид углерода и водяной пар. Предпочтительно согласно изобретению выбирают такой способ, который не предусматривает такого выделения.
Как источник кислорода, подаваемый между двумя стадиями окисления, как было сказано выше, наряду с воздухом (предпочтительным) можно использовать как чистый молекулярный кислород, так и молекулярный кислород, разбавленный инертным газом, таким как СO2, СО, благородные газы, N2 и/или насыщенные углеводороды.
Путем добавления, например, холодного воздуха в горячую смесь 2 продукт-газа в рамках способа согласно изобретению можно непосредственным образом способствовать охлаждению смеси до ее дальнейшего использования в составе исходной смеси 3 реакционного газа.
Согласно изобретению предпочтительно частичное окисление акролеина до акриловой кислоты осуществляют, как описано в ЕР-А 1159246, и особенно предпочтительно, как описано в WO 04/085365, а также в WO 04/085370. При этом согласно изобретению в качестве содержащей акролеин исходной смеси реакционного газа используют исходную смесь 3 реакционного газа (ею может быть, в частности, смесь продукт-газа первой стадии частичного окисления пропилена до акролеина, в которую, в случае необходимости, добавляют такое количество вторичного воздуха, что отношение молекулярного кислорода к акролеину в полученной исходной смеси 3 реакционного газа в каждом случае составляет от 0,5 до 1,5). В частности, все формы осуществления указанных выше стадий проводят, как описано в данной заявке, однако, при использовании исходной смеси 3 реакционного газа в качестве смеси загрузочного газа. Документы ЕР-А 1159246, WO 04/08536 и WO 04/085370 являются неотъемлемой частью данного изобретения.
Это означает, что частичное окисление акролеина до акриловой кислоты согласно изобретению можно осуществлять предпочтительно на неподвижном слое катализатора, содержащем, по меньшей мере, две температурные зоны, при повышенной нагрузке акролеином.
Иными словами, предпочтительной формой осуществления частичного окисления акролеина до акриловой кислоты согласно изобретению является способ, при котором исходную смесь 3 реакционного газа подают над (через) засыпкой неподвижного слоя катализатора, активная масса которого представляет собой, по меньшей мере, один полиметаллический оксид, содержащий элементы Мо, Fe и Bi, таким образом, что степень превращения акролеина при одноразовом прохождении ≥90 мол.%, а повышающаяся при этом общая селективность образования акриловой кислоты составляет ≥90 мол.%, отличающийся тем, что
a) нагрузка засыпки неподвижного слоя катализатора содержащимся в исходной смеси 3 реакционного газа акролеином ≥150 Нл акролеина/л засыпки неподвижного слоя катализатора·час,
b) засыпка неподвижного слоя катализатора состоит из засыпки неподвижного слоя катализатора, находящейся в двух последовательно размещенных реакционных зонах С*, D*, причем температура реакционной зоны С* составляет от 230 до 270°С, а температура реакционной зоны D* составляет от 250 до 300°С и одновременно, по меньшей мере, на 5°С выше температуры реакционной зоны С*,
c) исходную смесь 3 реакционного газа последовательно пропускают через реакционные зоны С*, D *: "сначала С*", "затем D *" и
d) реакционная зона С* простирается до степени превращения акролеина от 55 до 85 мол.%.
В остальном поступают, как описано в ЕР-А 1159246.
Кроме того, наиболее предпочтительной формой осуществления частичного окисления акролеина до акриловой кислоты согласно изобретению является способ согласно изобретению, при котором исходную смесь 3 реакционного газа пропускают через засыпку неподвижного слоя катализатора, активная масса которого представляет собой, по меньшей мере, один полиметаллический оксид, содержащий элементы Мо, Fe и Bi, таким образом, что
- засыпка неподвижного слоя катализатора находится в двух последовательно размещенных температурных зонах С, D,
- как температура зоны С, так и температура зоны D составляют от 230 до 320°С,
- засыпка неподвижного слоя катализатора состоит из, по меньшей мере, двух последовательно размещенных зон засыпок неподвижного слоя катализатора, причем зависимая от объема активность внутри одной зоны засыпки неподвижного слоя катализатора, в основном, является постоянной и резко увеличивается в направлении тока смеси 3 реакционного газа при переходе из одной зоны засыпки неподвижного слоя катализатора в другую,
- температурная зона С простирается до степени превращения пропена от 45 до 85 мол.%,
- при одноразовом прохождении исходной смеси 3 реакционного газа через всю засыпку неподвижного слоя катализатора степень превращения акролеина ≥ 90 мол.%, а селективность образования акриловой кислоты, в пересчете на превращенный акролеина ≥90 мол.%,
- очередность, в соответствии с которой смесь 3 реакционного газа проходит через температурные зоны С, D, соответствует алфавитному порядку температурных зон,
- нагрузка засыпки неподвижного слоя катализатора содержащимся в исходной смеси 3 реакционного газа акролеином ≥70 Нл акролеина/л засыпки неподвижного слоя катализатора·час, и
- разница ТmaxC-TmaxD, образующаяся из наивысшей температуры ТmaxC, которую имеет смесь 3 реакционного газа в температурной зоне С, и наивысшей температуры TmaxD, которую имеет смесь 3 реакционного газа в температурной зоне D, ≥0°C,
и дополнительно отличающийся тем, что переход из температурной зоны С в температурную зону D засыпки неподвижного слоя катализатора не совпадает с переходом из одной зоны засыпки неподвижного слоя катализатора в другую зону.
Детальная информация по осуществлению этого способа приведена в WO 04/085370,
который является неотъемлемой частью данного изобретению, а также в данной заявке при описании осуществления особенно предпочтительного двустадийного частичного окисления пропилена до акриловой кислоты.
Такое предпочтительное двустадийное частичное окисление пропилена до акриловой кислоты можно осуществлять, как описано в ЕР-А 1159248, а также в WO 04/085367, однако с тем отличием, что в качестве исходной смеси реакционного газа для осуществления первой стадии окисления (пропилен→акролеин) используют исходную смесь 2 реакционного газа (описанную, в частности, в примерах осуществления согласно ЕР-А 1159248, а также WO 04/085367, которые являются неотъемлемой частью данного изобретения).
Это означает, что сначала исходную смесь 2 реакционного газа на первой стадии реакции подают над (через) засыпкой 1 неподвижного слоя катализатора, активная масса которого представляет собой, по меньшей мере, один полиметаллический оксид, содержащий элементы Мо, Fe и Bi, таким образом, что степень превращения пропилена при одноразовом прохождении ≥90 мол.%, а повышающаяся при этом общая селективность образования акролеина, а также побочного продукта акриловой кислоты составляет ≥90 мол.%, в случае необходимости, температуру смеси продукт-газа 2, выходящей из первой стадии реакции, уменьшают непрямым и/или прямым охлаждением и в эту смесь 2, в случае необходимости, добавляют молекулярный кислород и/или инертный газ, затем полученную таким образом исходную смесь 3 реакционного газа, состоящую из акролеина, молекулярного кислорода и, по меньшей мере, одного инертного газа, в которой молярное отношение молекулярного кислорода к акролеину О2:С3Н4O≥0,5, на второй стадии реакции подают над (через) засыпкой 2 неподвижного слоя катализатора, активная масса которого представляет собой, по меньшей мере, один полиметаллический оксид, содержащий молибден и ванадий, таким образом, что степень превращения акролеина при одноразовом прохождении ≥90 мол.%, а повышающаяся при этом селективность образования акриловой кислоты на двух стадиях в пересчете на превращенный пропилен ≥80 мол.%, при этом действуют таким образом, что
a) нагрузка засыпки 1 неподвижного слоя катализатора содержащимся в исходной смеси 2 реакционного газа пропеном ≥160 Нл пропена/л засыпки 1 неподвижного слоя катализатора·час,
b) первая засыпка неподвижного слоя катализатора состоит из засыпки неподвижного слоя катализатора, находящейся в двух последовательно размещенных реакционных зонах А*, В*, причем температура реакционной зоны А* составляет от 300 до 390°С, а температура реакционной зоны В* составляет от 305 до 420°С и одновременно, по меньшей мере, на 5°С выше температуры реакционной зоны А*,
c) исходную смесь 2 реакционного газа последовательно пропускают через реакционные зоны А*, В*: "сначала А*", "затем В*" и
d) реакционная зона А* простирается до степени превращения пропена от 40 до 80 мол.%,
e) нагрузка засыпки 2 неподвижного слоя катализатора содержащимся в исходной смеси 3 реакционного газа акролеином ≥150 Нл акролеина/л засыпки 2 неподвижного слоя катализатора·час,
f) засыпка 2 неподвижного слоя катализатора состоит из засыпки 2 неподвижного слоя катализатора, находящейся в двух последовательно размещенных реакционных зонах С*, D*, причем температура реакционной зоны С* составляет от 230 до 270°С, а температура реакционной зоны D* составляет от 250 до 300°С и одновременно, по меньшей мере, на 5°С выше температуры реакционной зоны С*,
g) исходную смесь 3 реакционного газа последовательно пропускают через реакционные зоны С*, D *: "сначала С*", "затем D*", и
h) реакционная зона С* простирается до степени превращения акролеина от 55 до 85 мол.%.
В остальном поступают, как описано в ЕР-А 1159248.
Особенно предпочтительно реакцию осуществляют согласно WO 04/085369, который является неотъемлемой частью данного изобретения, однако с тем отличием, что в качестве исходной смеси реакционного газа для осуществления первой стадии окисления (пропилен→акролеин) используют исходную смесь 2 реакционного газа (описанную, в частности, в примерах осуществления согласно WO 04/085369).
Это означает, что сначала исходную смесь 2 реакционного газа на первой стадии реакции подают над засыпкой 1 неподвижного слоя катализатора, активная масса которого представляет собой, по меньшей мере, один полиметаллический оксид, содержащий элементы Мо, Fe и Bi, таким образом, что
- засыпка 1 неподвижного слоя катализатора находится в двух последовательно размещенных температурных зонах А, В,
- как температура зоны А, так и температура зоны В составляют от 290 до 380°С,
- засыпка 1 неподвижного слоя катализатора состоит из, по меньшей мере, двух последовательно размещенных зон засыпок неподвижного слоя катализатора, причем зависимая от объема активность внутри одной зоны засыпки неподвижного слоя катализатора, в основном, является постоянной и резко увеличивается в направлении тока смеси 2 реакционного газа при переходе из одной зоны засыпки неподвижного слоя катализатора в другую,
- температурная зона А простирается до степени превращения пропена от 40 до 80 мол.%,
- при одноразовом прохождении исходной смеси 2 реакционного газа через всю засыпку 1 неподвижного слоя катализатора степень превращения пропена ≥90 мол.%, а селективность образования акролеина, а также побочного продукта акриловой кислоты в пересчете на превращенный пропен ≥90 мол.%,
- очередность, в соответствии с которой смесь 2 реакционного газа проходит через температурные зоны А, В, соответствует алфавитному порядку температурных зон,
- нагрузка засыпки неподвижного слоя катализатора содержащимся в исходной смеси 2 реакционного газа пропеном ≥90 Нл пропена/л засыпки неподвижного слоя катализатора·час, и
- разница ТmaxA-ТmaxB, образующаяся из наивысшей температуры ТmaxA, которую имеет смесь 2 реакционного газа в температурной зоне А, и наивысшей температуры TmaxB, которую имеет смесь 2 реакционного газа в температурной зоне В, ≥0°С,
затем, в случае необходимости, температуру смеси продукт-газа 2, выходящей из первой стадии реакции, уменьшают путем охлаждения и в эту смесь 2, в случае необходимости, добавляют молекулярный кислород и/или инертный газ, предпочтительно воздух, затем полученную таким образом исходную смесь 3 реакционного газа, состоящую из акролеина, молекулярного кислорода и, по меньшей мере, одного инертного газа, в которой молярное отношение молекулярного кислорода к акролеину O2:С3Н4O≥0,5, на второй стадии реакции подают над засыпкой 2 неподвижного слоя катализатора, активная масса которого представляет собой, по меньшей мере, один полиметаллический оксид, содержащий Мо и V, таким образом, что
- засыпка 2 неподвижного слоя катализатора находится в двух последовательно размещенных температурных зонах С, D,
- как температура зоны С, так и температура зоны D составляет от 230 до 320°С,
- засыпка 2 неподвижного слоя катализатора состоит из, по меньшей мере, двух последовательно размещенных зон засыпок неподвижного слоя катализатора, причем зависимая от объема активность внутри одной зоны засыпки неподвижного слоя катализатора, в основном, является постоянной и резко увеличивается в направлении тока смеси 3 реакционного газа при переходе из одной зоны засыпки неподвижного слоя катализатора в другую,
- температурная зона С простирается до степени превращения пропена от 45 до 85 мол.%,
- при одноразовом прохождении исходной смеси 3 реакционного газа через всю засыпку 2 неподвижного слоя катализатора степень превращения акролеина ≥90 мол.%, а селективность образования акриловой кислоты, в пересчете на превращенный пропен, ≥80 мол.%,
- очередность, в соответствии с которой смесь 3 реакционного газа проходит через температурные зоны С, D, соответствует алфавитному порядку температурных зон,
- нагрузка засыпки 2 неподвижного слоя катализатора содержащимся в исходной смеси 3 реакционного газа акролеином ≥70 Нл акролеина/л засыпки неподвижного слоя катализатора·час, и
- разница TmaxC-TmaxD, образующаяся из наивысшей температуры TmaxC, которую имеет смесь 3 реакционного газа в температурной зоне С, и наивысшей температуры TmaxD, которую имеет смесь 3 реакционного газа в температурной зоне D, ≥0°С,
при условии, что способ дополнительно отличается тем, что ни переход из температурной зоны А в температурную зону В засыпки 1 неподвижного слоя катализатора, ни переход из температурной зоны С в температурную зону D засыпки 2 неподвижного слоя катализатора не совпадают с переходом из одной зоны засыпки неподвижного слоя катализатора в другую зону.
При этом под температурой температурной зоны подразумевают температуру находящейся в температурной зоне части засыпки неподвижного слоя катализатора при осуществлении способа согласно изобретению, однако при отсутствии химической реакции. Если эта температура в рамках температурной зоны является непостоянной, то понятие температуры температурной зоны тут означает среднее значение температуры засыпки неподвижного слоя катализатора вдоль реакционной зоны. При этом существенным является тот факт, что термостатирования отдельных температурных зон, в основном, осуществляют независимо друг от друга.
Поскольку как гетерогенно катализируемое частичное окисление в газовой фазе пропена до акролеина, так и гетерогенно катализируемое частичное окисление в газовой фазе акролеина до акриловой кислоты являются выраженными экзотермическими реакциями, то как температура смеси 2 реакционного газа, так и температура смеси 3 реакционного газа при прохождении через засыпку 1 или засыпку 2 неподвижного слоя катализатора, как правило, отличается от температуры температурной зоны. Она, как правило, является выше температуры температурной зоны и в пределах температурной зоны, как правило, достигает максимального значения (максимума горячей точки) или снижается, исходя из максимального значения.
Как правило, при осуществлении способа согласно изобретению разница ТmaxA-ТmaxB составляет не более 80°С. Предпочтительно согласно изобретению разница ТmaxA-ТmaxB≥3°С и ≤70°С. Особенно предпочтительна при осуществлении способа согласно изобретению разница ТmaxA-ТmaxB≥20°С и ≤60°С.
Разница ТmaxA-ТmaxB согласно изобретению при осуществлении способа согласно изобретению в случае низкой (≥90 Нл/л·ч и ≤160 Нл/л·ч) нагрузки пропеном засыпки 1 неподвижного слоя катализатора, как правило, устанавливается в том случае, если температура реакционной зоны А, а также температура реакционной зоны В составляет от 290 до 380°С, в противном случае разница между температурой реакционной зоны В (ТB) и температурой реакционной зоны А (ТA), то есть ТВ-ТA, ≤0°С и ≥-20°C или ≥-10°С или ≤0°С и ≥-5°С, чаще ≤0°С и ≥-3°С.
В случае осуществления способа согласно изобретению при (предпочтительно) более высоких нагрузках пропеном (≥160 Нл/л·ч и ≤300 Нл/л·ч или ≤600 Нл/л·ч) необходимая согласно изобретению разница ТmaxA-ТmaxB, как правило, устанавливается тогда, когда температура реакционной зоны А, а также температура реакционной зоны В составляет от 290 до 380°С и ТВ-ТA≥0°С и ≤50°С, или ≥5°С и ≤45°С, или ≥10°С и ≤40°С, или ≥15°С и ≤30°С или ≤35°С (например, 20°С или 25°С).
Высказывание относительно разницы температур ТВ-ТА является также справедливым в том случае, если температура реакционной зоны А предпочтительно составляет от 305 до 365°С или особенно предпочтительно от 310 до 340°С.
Таким образом, нагрузка пропеном засыпки 1 неподвижного слоя катализатора при осуществлении описанного способа может составлять, например, ≥90 Нл/л·ч и ≤300 Нл/л·ч, или ≥110 Нл/л·ч и ≤280 Нл/л·ч или ≥130 Нл/л·ч и ≤260 Нл/л·ч, или ≥150 Нл/л·ч и ≤240 Нл/л·ч, или ≥170 Нл/л·ч и ≤220 Нл/л·ч, или ≥190 Нл/л·ч и ≤200 Нл/л·ч.
Согласно изобретению температурная зона А простирается до степени превращения пропена от 50 до 70 мол.% или от 60 до 70 мол.%.
Как правило, при осуществлении способа согласно изобретению разница ТmaxC-TmaxD составляет не более 75°С. Предпочтительно согласно изобретению разница TmaxC-TmaxD ≥3°С и ≤60°С. Особенно предпочтительно при осуществлении способа согласно изобретению разница ТmaxC-ТmaxD ≥5°С и ≤40°С.
Разница ТmaxC-ТmaxD согласно изобретению при осуществлении способа согласно изобретению в случае низкой (≥70 Нл/л·ч и ≤150 Нл/л·ч) нагрузки акролеином засыпки 2 неподвижного слоя катализатора, как правило, устанавливается в том случае, если температура реакционной зоны С, а также температура реакционной зоны D составляет от 230 до 320°С, в противном случае разница между температурой реакционной зоны С (ТC) и температурой реакционной зоны D (ТD), то есть ТC-ТD, ≤0°С и ≥-20°С или ≥-10°С или ≤0°С и ≥-5°С, чаще ≤0°С и ≥-3°С.
В случае осуществления способа согласно изобретению при (предпочтительно) более высоких нагрузках акролеином (≥150 Нл/л·ч и ≤300 Нл/л·ч или ≤600 Нл/л·ч) необходимая согласно изобретению разница ТmaxC-TmaxD, как правило, устанавливается тогда, когда температура реакционной зоны С, а также температура реакционной зоны D составляет от 230 до 320°С и ТC-ТD≥0°С и ≤40°С, или ≥5°С и ≤35°С или 30°С, или ≥10°С и ≤25°С или 20°С, или ≤15°С.
Высказывание относительно разницы температур ТD-ТС является также справедливым в том случае, если температура реакционной зоны С предпочтительно составляет от 250 до 300°С или особенно предпочтительно от 260 до 280°С.
Таким образом, нагрузка акролеином засыпки 2 неподвижного слоя катализатора при осуществлении описанного способа может составлять, например, ≥70 Нл/л·ч или ≥90 Нл/л·ч и ≤300 Нл/л·ч, или ≥110 Нл/л·ч и ≤280 Нл/л·ч, или ≥130 Нл/л·ч и ≤260 Нл/л·ч, или ≥150 Нл/л·ч и ≤240 Нл/л·ч, или ≥170 Нл/л·ч и ≤220 Нл/л·ч, или ≥190 Нл/л·ч и ≤200 Нл/л·ч.
Согласно изобретению температурная зона С простирается до степени превращения акролеина от 50 до 85 мол.% или от 60 до 85 мол.%.
При этом рабочее давление в пределах обеих реакционных стадий может быть как ниже нормального (например, до 0,5 бар), так и выше нормального. Как правило, на обеих стадиях работают при давлении от 1 до 5 бар, чаще от 1 до 3 бар.
Обычно реакционное давление ни на одной из обеих стадий не превышает 100 бар.
Как правило, степень превращения пропена при одноразовом прохождении через засыпку 1 неподвижного слоя катализатора при осуществлении описанного выше способа ≥92 мол.% или ≥94 мол.%. Селективность образования целевого продукта (сумма образования акролеина и побочного продукта акриловой кислоты) при использовании выбранной известным способом (см. рекомендуемые в данном тексте катализаторы) подходящей засыпке 1 неподвижного слоя катализатора, как правило, ≥92 мол.% или ≥94 мол.%, чаще ≥95 мол.% или ≥96 мол.%, или ≥97 мол.%.
Как правило, при осуществлении описанного выше способа нагрузка акролеином засыпки 2 неподвижного слоя катализатора на приблизительно 10 Нл/л·ч, чаще на приблизительно 20 или 25 Нл/л·ч ниже нагрузки пропеном засыпки 1 неподвижного слоя катализатора. Это, прежде всего, объясняется тем, что на первой стадии реакции ни степень превращения пропена, ни селективность образования акролеина, как правило, не достигают 100%.
Как правило, степень превращения акролеина при одноразовом прохождении через засыпку 2 неподвижного слоя катализатора при осуществлении описанного выше способа ≥92 мол.% или ≥94 мол.%, или ≥96 мол.%, или ≥98 мол.%, чаще даже ≥99 мол.% или более.
Общая селективность образования акриловой кислоты на двух стадиях реакции при использовании выбранной известным способом подходящей засыпки 1 и 2 неподвижного слоя катализатора (см. рекомендуемые в данном тексте катализаторы) в пересчете на превращенный пропен ≥83 мол.%, часто ≥85 мол.% или ≥88 мол.%, чаще ≥90 мол.% или ≥93 мол.%.
Для осуществления описанного способа важным является то обстоятельство, что засыпка 1 неподвижного слоя катализатора состоит из, по меньшей мере, двух последовательно размещенных зон засыпок неподвижного слоя катализатора, причем зависимая от объема активность внутри одной зоны засыпки неподвижного слоя катализатора, в основном, является постоянной и резко увеличивается в направлении тока смеси 1 реакционного газа при переходе из одной зоны засыпки неподвижного слоя катализатора в другую.
Зависимую от объема (то есть нормированную на единицу соответствующего объема засыпки), в основном, постоянную активность зоны засыпки неподвижного слоя катализатора в пределах одной зоны засыпки неподвижного слоя катализатора устанавливают таким образом: берут основную массу одинаково полученных формованных изделий катализатора (их засыпка соответствует максимальной зависимой от объема активности) и в соответствующей зоне засыпки неподвижного слоя катализатора гомогенно разбавляют их формованными изделиями, в основном, инертными по отношению к гетерогенно катализируемому частичному окисления в газовой фазе. Чем больше содержание формованных изделий для разбавления, тем меньше содержание активной массы в определенном объеме засыпки или активность катализатора. В качестве материалов для таких инертных формованных изделий для разбавления используют практически все материалы, которые также могут быть использованы как носители для пригодных согласно изобретению чашеобразных катализаторов.
Такими материалами могут быть, например, пористые или непористые оксиды алюминия, диоксид кремния, диоксид тория, диоксид циркония, карбид кремния, силикаты, такие как силикат магния или силикат алюминия, или упомянутый выше стеатит (например, Steatit C-220 фирмы Сеram Тес).
Геометрия таких инертных формованных изделий для разбавления, в принципе, может быть любой, иными словами, могут быть использованы, например, шарики, многоугольники, заполненные цилиндры, а также кольца. Согласно изобретению предпочтительными являются такие инертные формованные изделия для разбавления, геометрия которых соответствует геометрии разбавляемых ими формованных изделий катализатора.
Согласно изобретению выгодно, если химический состав используемой активной массы на протяжении всей засыпки 1 неподвижного слоя катализатора не изменяется. Иными словами, используемая для одного единственного формованного изделия катализатора активная масса может представлять собою смесь различных полиметаллических оксидов, содержащих элементы Мо, Fе и Bi, в таком случае для всех формованных изделий засыпки 1 неподвижного слоя катализатора следует использовать ту же смесь.
Зависимую от объема активность, которая увеличивается в направлении тока смеси 2 реакционного газа через засыпку неподвижного слоя катализатора, при осуществлении описанного способа устанавливают, например, таким образом: в первую зону засыпки неподвижного слоя катализатора загружают большее количество инертных формованных изделий для разбавления, в зависимости от сорта формованных изделий катализатора, после чего это содержание формованных изделий для разбавления в направлении тока уменьшают.
Увеличение зависимой от объема активности является возможным также, например, за счет увеличения толщины нанесенного на носитель слоя активной массы при неизменной геометрии и виде активной массы формованного изделия чашеобразного катализатора или за счет повышения содержания формованных изделий катализатора с повышенной долей активной массы в смеси чашеобразных катализаторов одинаковой геометрии, но с разным содержанием активной массы. Альтернативно можно также разбавлять саму активную массу, например, при получении активной массы путем добавления в подлежащую кальцинации сухую смесь из исходных соединений инертных разбавляющих материалов, таких как диоксид кремния. Различные количества добавляемого разбавляющего материала автоматически способствуют получению различных активностей. Чем больше количество добавляемого материала, тем меньше получаемая активность. Аналогичный эффект получают, например, при изменении количественного соотношения компонентов смесей сплошных катализаторов и чашеобразных катализаторов (при идентичной активной массе). Кроме того, зависимую от объема активность можно варьировать путем использования катализаторов с различной плотностью засыпки (например, в случае сплошных катализаторов при идентичном составе активной массы различной геометрии). Разумеется, описанные варианты могут быть также комбинированы.
Разумеется, для засыпки 1 неподвижного слоя катализатора могут быть использованы также смеси с различным химическим составом активной массы и, как следствие этого, различного состава - с различной активностью. Состав этих смесей также можно варьировать и/или разбавлять различным количеством инертных формованных изделий для разбавления.
Перед и/или после засыпки 1 неподвижного слоя катализатора могут находиться состоящие исключительно из инертного материала (например, из формованных изделий для разбавления) засыпки (в данной заявке их не следует причислять к засыпке 1 неподвижного слоя катализатора, поскольку они не содержат формованные изделия, включающие активную массу полиметаллических оксидов). При этом используемые для засыпки инертного материала формованные изделия для разбавления могут иметь такую же геометрию, как и используемые в засыпке 1 неподвижного слоя катализатора формованные изделия катализатора. Кроме того, геометрия используемых для засыпки инертного материала формованных изделий для разбавления может также отличаться от геометрии формованных изделий катализатора (например, быть шарообразными вместо кольцеобразных).
Часто используемые для таких засыпок инертного материала формованные изделия имеют кольцеобразную геометрию 7 мм × 7 мм × 4 мм (внешний диаметр × длина × внутренний диаметр) или шарообразную геометрию диаметром d=4-5 мм. Температурные зоны А и В при осуществлении способа согласно изобретению также могут доходить до засыпок инертного материала. Согласно изобретению предпочтительно температурная зона А, а также температурная зона В включают не более трех зон засыпок неподвижного слоя катализатора (согласно изобретению обе температурные зоны должны обязательно включать, по меньшей мере, одну зону засыпки неподвижного слоя катализатора).
Согласно изобретению особенно предпочтительно общая засыпка неподвижного слоя катализатора включает не более пяти, целесообразно не более четырех или трех зон засыпок неподвижного слоя катализатора.
При переходе из одной зоны засыпки неподвижного слоя катализатора в другую (в направлении тока смеси 2 реакционного газа) зависимая от объема активность засыпки неподвижного слоя катализатора 1 (то есть вес активной массы полиметаллического оксида, содержащейся в объеме засыпки) согласно изобретению целесообразно должна (в случае одинаковой активной массы вдоль всей засыпки 1 неподвижного слоя катализатора) увеличиваться на, по меньшей мере, 5 мас.%, предпочтительно на, по меньшей мере, 10 мас.% (это, в частности, касается также случаев с одинаковыми формованными изделиями катализаторов вдоль всей засыпки 1 неподвижного слоя катализатора). Как правило, это увеличение при осуществлении способа согласно изобретению составляет не более 50 мас.%, чаще не более 40 мас.%. Кроме того, при одинаковой активной массе вдоль всей засыпки 1 неподвижного слоя катализатора разница в активности зоны засыпки неподвижного слоя катализатора с наиболее низкой активностью и зоны засыпки неподвижного слоя катализатора с наивысшей активностью согласно изобретению должна составлять не более 50 мас.%, предпочтительно не более 40 мас.%, как правило, не более 30 мас%.
Часто при осуществлении способа согласно изобретению засыпка 1 неподвижного слоя катализатора состоит только из двух зон засыпок неподвижного слоя катализатора.
Согласно изобретению находящаяся в направлении тока смеси 2 реакционного газа в последней зоне засыпки неподвижного слоя катализатора засыпка 1 является неразбавленной. Иными словами, она состоит предпочтительно исключительно из формованных изделий катализатора. В случае необходимости, она может состоять из засыпки формованных изделий катализатора, зависимую от объема активность которой снижают, например, разбавлением инертным материалом на 10%.
Если засыпка 1 неподвижного слоя катализатора состоит только из двух зон засыпки неподвижного слоя катализатора, то согласно изобретению, как правило, выгодно (как обычно при осуществлении способа согласно изобретению), если зона засыпки неподвижного слоя катализатора с наиболее высокой активностью не перекрывает температурную зону А (в частности, в том случае, если в температурной зоне А и в температурной зоне В термостатирование осуществляют при помощи текучего теплоносителя, который течет противотоком по отношению к смеси реакционного газа). Это означает, что зона засыпки неподвижного слоя катализатора с незначительной активностью перекрывает температурную зону В, а зона засыпки неподвижного слоя катализатора с высокой активностью начинается в температурной зоне В и заканчивается в ней (то есть начинается после перехода температурной зоны А в температурную зону В).
Если засыпка 1 неподвижного слоя катализатора состоит только из трех зон засыпки неподвижного слоя катализатора, то согласно изобретению, как правило, также выгодно, если зона засыпки неподвижного слоя катализатора с наиболее высокой активностью не перекрывает температурную зону А, а начинается и заканчивается в температурной зоне В, то есть начинается после перехода температурной зоны А в температурную зону В (в частности, в том случае, если в температурной зоне А и в температурной зоне В термостатирование осуществляют при помощи текучего теплоносителя, который течет противотоком по отношению к смеси реакционного газа). Это означает, что, как правило, в этом случае зона засыпки неподвижного слоя катализатора со второй по величине активностью перекрывает как температурную зону А, так и температурную зону В.
Если засыпка 1 неподвижного слоя катализатора состоит из четырех зон засыпки неподвижного слоя катализатора, то согласно изобретению, как правило, выгодно, если зона засыпки неподвижного слоя катализатора с третьей по величине активностью перекрывает как температурную зону А, так и температурную зону В (в частности, в том случае, если в температурной зоне А и в температурной зоне В термостатирование осуществляют при помощи текучего теплоносителя, который течет противотоком по отношению к смеси 2 реакционного газа).
В случае пропускания смеси реакционного газа и теплоносителя прямотоком через температурные зоны А и В выгодным может оказаться такой вариант, согласно которому при осуществлении способа согласно изобретению зона засыпки 1 неподвижного слоя катализатора перекрывает температурную зону А.
В общем, зависимую от объема активность между двумя зонами засыпки 1 неподвижного слоя катализатора экспериментально дифференцируют таким образом, что при идентичных граничных условиях (предпочтительно условиях данного способа) через засыпку неподвижного слоя катализатора одинаковой длины, состав которой, однако, соответствует определенной зоне засыпки неподвижного слоя катализатора, пропускают одинаковую смесь реакционного газа, содержащую пропен. Вещества, демонстрирующие самую высокую степень превращения пропена, характеризуются самой высокой зависимой от объема активностью.
Если общая длина засыпки 1 неподвижного слоя катализатора равна L1, то согласно изобретению выгодно, чтобы в области  , или в области
, или в области  , или в области
, или в области  не происходило перехода из одной зоны засыпки неподвижного слоя катализатора в другую, причем Х означает место (положение) внутри засыпки 1 неподвижного слоя катализатора, в котором происходит переход из температурной зоны А в температурную зону В.
не происходило перехода из одной зоны засыпки неподвижного слоя катализатора в другую, причем Х означает место (положение) внутри засыпки 1 неподвижного слоя катализатора, в котором происходит переход из температурной зоны А в температурную зону В.
Предпочтительной при осуществлении способа согласно изобретению является засыпка 1 неподвижного слоя катализатора, которая в направлении тока смеси 2 реакционного газа имеет такую структуру.
Сначала на длину 10-60%, предпочтительно 10-50%, особенно предпочтительно 20-40% и наиболее предпочтительно 25-35% (то есть на длину от 0,70 до 1,50 м, предпочтительно от 0,90 до 1,20 м), от общей длины засыпки 1 неподвижного слоя катализатора загружают однородную смесь формованных изделий катализатора и формованных изделий для разбавления (причем оба материала предпочтительно имеют одинаковую геометрию), причем содержание формованных изделий для разбавления (плотность массы формованных изделий катализатора, как правило, незначительно отличается от плотности массы формованных изделий для разбавления) составляет обычно от 5 до 40 мас.%, или от 10 до 40 мас.%, или от 20 до 40 мас.%, или от 25 до 35 мас.%. Сразу же за этой первой зоной засыпки неподвижного слоя катализатора предпочтительно до конца засыпки неподвижного слоя катализатора (то есть на длине от 2,00 до 3,00 м, предпочтительно от 2,50 до 3,00 м) находится или менее разбавленная (чем в первой зоне) засыпка формованных изделий катализатора, или особенно предпочтительно единственная (неразбавленная) засыпка тех же формованных изделий катализатора, которые были использованы также в первой зоне. Сказанное выше, в особенности, касается тех случаев, когда в засыпке неподвижного слоя катализатора в качестве формованных изделий катализатора используют кольца сплошных или чашеобразных катализаторов (в частности, те, которые были указаны в данной заявке как предпочтительные). Как правило, в рамках данного структурирования при осуществлении способа согласно изобретению как формованные изделия катализаторов, так и формованные изделия для разбавления имеют, в основном, такие размеры кольца: 5 мм × 3 мм × 2 мм (внешний диаметр × длина × внутренний диаметр).
Сказанное выше также имеет силу, если вместо инертных формованных изделий для разбавления используют формованные изделия чашеобразных катализаторов, содержание активной массы в которых на 2-15 мас.% ниже содержания активной массы формованных изделий чашеобразных катализаторов, в случае необходимости, используемых в конце засыпки 1 неподвижного слоя катализатора.
Чистая засыпка инертного материала, длина которой в пересчете на длину засыпки 1 неподвижного слоя катализатора, составляет от 5 до 20%, вводит засыпку 1 неподвижного слоя катализатора, как правило, в направлении тока смеси 2 реакционного газа. Обычно ее используют как зону подогрева для смеси 2 реакционного газа. Вместо засыпки инертного материала в качестве зоны подогрева может быть использован также разбавленный инертным материалом неподвижный слой катализатора.
Согласно изобретению зона засыпки 1 неподвижного слоя катализатора с незначительной зависимой от объема активностью на 5-20%, чаще на 5-15% ее длины перекрывает температурную зону В.
Температурная зона А доходит до, в случае необходимости, используемой для засыпки 1 неподвижного слоя катализатора предварительной засыпки из инертного материала.
Согласно предпочтительному варианту осуществления способа важно также, чтобы засыпка 2 неподвижного слоя катализатора состояла, по меньшей мере, из двух пространственно отделенных зон засыпок неподвижного слоя катализатора, причем зависимая от объема активность в пределах одной зоны засыпки неподвижного слоя катализатора, в основном, является постоянной и резко увеличивается в направлении тока смеси 3 реакционного газа при переходе из одной зоны засыпки неподвижного слоя катализатора в другую.
Зависимую от объема (то есть нормированную на единицу соответствующего объема засыпки), в основном, постоянную активность зоны засыпки неподвижного слоя катализатора в пределах одной зоны засыпки неподвижного слоя катализатора устанавливают таким образом: берут основную массу одинаково полученных формованных изделий катализатора (их засыпка соответствует максимальной зависимой от объема активности) и в соответствующей зоне засыпки неподвижного слоя катализатора гомогенно разбавляют их формованными изделиями, в основном, инертными по отношению к гетерогенно катализируемому частичному окислению в газовой фазе. Чем больше содержание формованных изделий для разбавления, тем меньше содержание активной массы в определенном объеме засыпки или активность катализатора. В качестве материалов для таких инертных формованных изделий для разбавления используют практически все материалы, которые также могут быть использованы как носители для пригодных согласно изобретению чашеобразных катализаторов.
Такими материалами могут быть, например, пористые или непористые оксиды алюминия, диоксид кремния, диоксид тория, диоксид циркония, карбид кремния, силикаты, такие как силикат магния или силикат алюминия, или упомянутый выше стеатит (например, Steatit C-220 фирмы Сеram Тес).
Геометрия таких инертных формованных изделий для разбавления, в принципе, может быть любой, иными словами, могут быть использованы, например, шарики, многоугольники, заполненные цилиндры, а также кольца. Согласно изобретению предпочтительными являются такие инертные формованные изделия для разбавления, геометрия которых соответствует геометрии разбавляемых ими формованных изделий катализатора.
Согласно изобретению выгодно, если химический состав используемой активной массы на протяжении всей засыпки 2 неподвижного слоя катализатора не изменяется. Иными словами, используемая для одного единственного формованного изделия катализатора активная масса может представлять собою смесь различных полиметаллических оксидов, содержащих элементы Мо и V, в таком случае для всех формованных изделий засыпки 2 неподвижного слоя катализатора следует использовать ту же смесь.
Зависимую от объема активность, которая увеличивается в направлении тока смеси 3 реакционного газа через засыпку 2 неподвижного слоя катализатора, при осуществлении описанного способа устанавливают, например, таким образом: в первую зону засыпки неподвижного слоя катализатора загружают большее количество инертных формованных изделий для разбавления, в зависимости от сорта формованных изделий катализатора, после чего это содержание формованных изделий для разбавления в направлении тока уменьшают.
Увеличение зависимой от объема активности является возможным также, например, за счет увеличения толщины нанесенного на носитель слоя активной массы при неизменной геометрии и виде активной массы формованного изделия чашеобразного катализатора или за счет повышения содержания формованных изделий катализатора с повышенной долей активной массы в смеси чашеобразных катализаторов одинаковой геометрии, но с разным содержанием активной массы. Альтернативно можно также разбавлять саму активную массу, например, при получении активной массы путем добавления в подлежащую кальцинации сухую смесь из исходных соединений инертных разбавляющих материалов, таких как диоксид кремния. Различные количества добавляемого разбавляющего материала автоматически способствуют получению различных активностей. Чем больше количество добавляемого материала, тем меньше получаемая активность. Аналогичный эффект получают, например, при изменении количественного соотношения компонентов смесей сплошных катализаторов и чашеобразных катализаторов (при идентичной активной массе). Кроме того, зависимую от объема активность можно варьировать путем использования катализаторов с различной плотностью засыпки (например, в случае сплошных катализаторов при идентичном составе активной массы различной геометрии). Разумеется, описанные варианты могут быть также комбинированы.
Разумеется, для засыпки 2 неподвижного слоя катализатора могут быть использованы также смеси с различным химическим составом активной массы и, как следствие этого, различного состава - с различной активностью. Состав этих смесей также можно варьировать и/или разбавлять различным количеством инертных формованных изделий для разбавления.
Перед и/или после засыпки 2 неподвижного слоя катализатора могут находиться состоящие исключительно из инертного материала (например, из формованных изделий для разбавления) засыпки (в данной заявке их не следует причислять к засыпке 2 неподвижного слоя катализатора, поскольку они не содержат формованные изделия, включающие активную массу полиметаллических оксидов). При этом используемые для засыпки инертного материала формованные изделия для разбавления могут иметь такую же геометрию, как и используемые в засыпке 2 неподвижного слоя катализатора формованные изделия катализатора. Кроме того, геометрия используемых для засыпки инертного материала формованных изделий для разбавления может также отличаться от геометрии формованных изделий катализатора (например, быть шарообразными вместо кольцеобразных).
Часто используемые для таких засыпок инертного материала формованные изделия имеют кольцеобразную геометрию 7 мм × 7 мм × 4 мм (внешний диаметр × длина × внутренний диаметр) или шарообразную геометрию диаметром d=4-5 мм. Температурные зоны С и D при осуществлении способа согласно изобретению также могут доходить до засыпок инертного материала. Согласно изобретению предпочтительно температурная зона С, а также температурная зона D включают не более трех зон засыпок неподвижного слоя катализатора (согласно изобретению обе температурные зоны должны обязательно включать, по меньшей мере, одну зону засыпки неподвижного слоя катализатора).
Согласно изобретению особенно предпочтительно общая засыпка неподвижного слоя катализатора включает не более пяти, целесообразно не более четырех или трех зон засыпок неподвижного слоя катализатора.
При переходе из одной зоны засыпки неподвижного слоя катализатора в другую (в направлении тока смеси 3 реакционного газа) зависимая от объема активность засыпки 2 неподвижного слоя катализатора (то есть вес активной массы полиметаллического оксида, содержащейся в объеме засыпки) согласно изобретению целесообразно должна (в случае одинаковой активной массы вдоль всей засыпки 2 неподвижного слоя катализатора) увеличиваться на, по меньшей мере, 5 мас.%, предпочтительно на, по меньшей мере, 10 мас.% (это, в частности, касается также случаев с одинаковыми формованными изделиями катализаторов вдоль всей засыпки 2 неподвижного слоя катализатора). Как правило, это увеличение при осуществлении способа согласно изобретению составляет не более 50 мас.%, чаще не более 40 мас.%. Кроме того, при одинаковой активной массе вдоль всей засыпки 2 неподвижного слоя катализатора разница в активности зоны засыпки неподвижного слоя катализатора с наиболее низкой активностью и зоны засыпки неподвижного слоя катализатора с наивысшей активностью согласно изобретению должна составлять не более 50 мас.%, предпочтительно не более 40 мас.%, как правило, не более 30 мас%.
Часто при осуществлении способа согласно изобретению засыпка 2 неподвижного слоя катализатора состоит только из двух зон засыпок неподвижного слоя катализатора.
Согласно изобретению находящаяся в направлении тока смеси 3 реакционного газа в последней зоне засыпки неподвижного слоя катализатора засыпка 2 является неразбавленной. Иными словами, она состоит предпочтительно исключительно из формованных изделий катализатора. В случае необходимости, она может состоять из засыпки формованных изделий катализатора, зависимую от объема активность которой снижают, например, разбавлением инертным материалом на 10%. Если засыпка 2 неподвижного слоя катализатора состоит только из двух зон засыпки неподвижного слоя катализатора, то согласно изобретению, как правило, выгодно (как обычно при осуществлении способа согласно изобретению), если зона засыпки неподвижного слоя катализатора с наиболее высокой активностью не перекрывает температурную зону С (в частности в том случае, если в температурной зоне С и в температурной зоне D термостатирование осуществляют при помощи текучего теплоносителя, который течет противотоком по отношению к смеси 3 реакционного газа).
Если засыпка 2 неподвижного слоя катализатора состоит только из трех зон засыпки неподвижного слоя катализатора, то согласно изобретению, как правило, также выгодно, если зона засыпки неподвижного слоя катализатора с наиболее высокой активностью не перекрывает температурную зону С, а начинается и заканчивается в температурной зоне D, то есть начинается после перехода температурной зоны С в температурную зону D (в частности в том случае, если в температурной зоне С и в температурной зоне D термостатирование осуществляют при помощи текучего теплоносителя, который течет противотоком по отношению к смеси 3 реакционного газа).
Если засыпка 2 неподвижного слоя катализатора состоит из четырех зон засыпки неподвижного слоя катализатора, то согласно изобретению, как правило, выгодно, если зона засыпки неподвижного слоя катализатора с третьей по величине активностью перекрывает как температурную зону С, так и температурную зону D (в частности в том случае, если в температурной зоне С и в температурной зоне D термостатирование осуществляют при помощи текучего теплоносителя, который течет противотоком по отношению к смеси 3 реакционного газа).
В случае пропускания смеси 3 реакционного газа и теплоносителя прямотоком через температурные зоны С и D выгодным может оказаться такой вариант, согласно которому при осуществлении способа согласно изобретению зона засыпки 2 неподвижного слоя катализатора не перекрывает температурную зону С, а начинается за переходом температурной зоны С в температурную зону D.
Зависимую от объема активность между двумя зонами засыпки 2 неподвижного слоя катализатора экспериментально дифференцируют таким образом, что при идентичных граничных условиях (предпочтительно условиях данного способа) через засыпку неподвижного слоя катализатора одинаковой длины, состав которой, однако, соответствует определенной зоне засыпки неподвижного слоя катализатора, пропускают одинаковую смесь реакционного газа, содержащую акролеин. Вещества, демонстрирующие самую высокую степень превращения акролеина, характеризуются самой высокой зависимой от объема активностью.
Если общая длина засыпки 2 неподвижного слоя катализатора равна L2, то согласно изобретению выгодно, чтобы в области  , или в области
, или в области  , или в области
, или в области  не происходило перехода из одной зоны засыпки неподвижного слоя катализатора в другую, причем Х означает положение внутри засыпки 2 неподвижного слоя катализатора, в котором происходит переход из температурной зоны С в температурную зону D.
не происходило перехода из одной зоны засыпки неподвижного слоя катализатора в другую, причем Х означает положение внутри засыпки 2 неподвижного слоя катализатора, в котором происходит переход из температурной зоны С в температурную зону D.
Предпочтительной при осуществлении способа согласно изобретению является засыпка 2 неподвижного слоя катализатора, которая в направлении тока смеси 3 реакционного газа имеет такую структуру.
Сначала на длину 10-60%, предпочтительно 10-50%, особенно предпочтительно 20-40% и наиболее предпочтительно 25-35% (то есть на длину от 0,70 до 1,50 м, предпочтительно от 0,90 до 1,20 м), от общей длины засыпки 2 неподвижного слоя катализатора загружают однородную смесь или две (с уменьшением разбавления) последовательно загружаемые однородные смеси формованных изделий катализатора и формованных изделий для разбавления (причем оба материала предпочтительно имеют одинаковую геометрию), причем содержание формованных изделий для разбавления выбирают таким образом, чтобы зависимая от объема активность в пересчете на состоящую только из формованных изделий катализатора засыпку уменьшалась на 10-50 мас.%, предпочтительно 20-45 мас.% и особенно предпочтительно 25-35 мас.%. Сразу же за этой первой или этими двумя зонами засыпки неподвижного слоя катализатора предпочтительно до конца засыпки 2 неподвижного слоя катализатора (то есть на длине от 2,00 до 3,00 м, предпочтительно от 2,50 до 3,00 м) находится или менее разбавленная (чем в первой зоне или в двух первых зонах) засыпка формованных изделий катализатора, или особенно предпочтительно единственная засыпка тех же формованных изделий катализатора, которые были использованы также в первых зонах.
Сказанное выше, в особенности, касается тех случаев, когда в засыпке 2 неподвижного слоя катализатора в качестве формованных изделий катализатора используют кольца сплошных или чашеобразных катализаторов (в частности, те, которые были указаны в данной заявке как предпочтительные). Как правило, в рамках данного структурирования при осуществлении способа согласно изобретению как формованные изделия катализаторов, так и формованные изделия для разбавления имеют, в основном такие размеры кольца: 7 мм × 3 мм × 4 мм (внешний диаметр × длина × внутренний диаметр).
Сказанное выше также имеет силу, если вместо инертных формованных изделий для разбавления используют формованные изделия чашеобразных катализаторов, содержание активной массы в которых на 2-15 мас.% ниже содержания активной массы формованных изделий чашеобразных катализаторов, в случае необходимости, используемых в конце засыпки 1 неподвижного слоя катализатора.
Чистая засыпка инертного материала, длина которой в пересчете на длину засыпки 2 неподвижного слоя катализатора, составляет от 5 до 20%, вводит засыпку 2 неподвижного слоя катализатора, как правило, в направлении тока смеси 3 реакционного газа. Обычно ее используют как зону подогрева для смеси 3 реакционного газа. Вместо засыпки инертного материала в качестве зоны подогрева может быть использован также разбавленный инертным материалом неподвижный слой катализатора.
Согласно изобретению температурная зона С (которая согласно изобретению предпочтительно доходит также до предварительной засыпки из инертного материала) на 5-20%, чаще на 5-15% ее длины в направлении тока смеси 3 реакционного газа перекрывает также последнюю (самую активную) зону засыпки 3 неподвижного слоя катализатора.
С точки зрения целесообразности технического применения первую стадию реакции описанного выше способа осуществляют в двухзонном кожухотрубном реакторе, который описан, например, в DE-A 19910508, 19948523, 19910506 и 19948241. Предпочтительный вариант используемого согласно изобретению двухзонного кожухотрубного реактора описан в DE-C 2830765. Однако описанные в DE-C 2513405, US-A 3147084, DE-A 2201528, EP-A 383224 и DE-A 2903218 двухзонные кожухотрубные реакторы также являются подходящими для осуществления первой стадии реакции описанного выше способа.
Иными словами, подлежащая использованию засыпка 1 неподвижного слоя катализатора (в случае необходимости, с находящимися до и/или после нее засыпками инертного материала) находится в металлических трубах кожухотрубного реактора, а вокруг труб подают две, в основном, пространственно отделенные друг от друга температурные среды, как правило, солевые расплавы. Участок трубы, вдоль которого располагается соответствующая солевая ванна, согласно изобретению представляет собой одну температурную зону. Иными словами, солевая ванна А, например, протекает через тот участок труб (температурную зону А), в котором происходит окислительное превращение пропена (при одноразовом прохождении) до достижения степени превращения от 40 до 80 мол.%, солевая ванна В протекает через тот участок труб (температурную зону В), в котором происходит окончательное окислительное превращение пропена (при одноразовом прохождении) до достижения степени превращения, по меньшей мере, 90 мол.% (в случае необходимости, к используемым согласно изобретению температурным зонам А, В можно подключать другие реакционные зоны, в которых поддерживаются индивидуальные температуры).
С точки зрения целесообразности технического применения первая стадия реакции описанного выше способа не содержит других температурных зон. Это означает, что солевая ванна В протекает через тот участок труб, в котором происходит окончательное окислительное превращение пропена (при одноразовом прохождении) до достижения степени превращения ≥90 мол.%, или ≥92 мол.%, или ≥94 мол.%, или более.
Как правило, начало температурной зоны В находится за максимумом температурной зоны А.
Обе солевые ванны А, В согласно изобретению относительно направления тока смеси реакционного газа можно пропускать через окружающее реакционные трубы пространство прямотоком или противотоком. Разумеется, согласно изобретению в температурной зоне А можно работать в прямотоке, а в температурной зоне В - в противотоке (или наоборот).
Разумеется, во всех указанных выше вариантах в пределах соответствующей температурной зоны на параллельный относительно реакционных труб поток солевого расплава можно накладывать поперечный поток, так что отдельная реакционная зона соответствует описанному в ЕР-А 700714 или в ЕР-А 700893 кожухотрубному реактору и в продольном сечении пучка контактных труб образует меандроподобный поток теплообменника.
При осуществлении описанного способа исходную смесь 2 реакционного газа засыпки 1 неподвижного слоя катализатора предварительно нагревают до температуры реакции.
Как правило, контактные трубы в двухзонном кожухотрубном реакторе изготовляют из ферритовой стали, толщина их стенки составляет, как правило, от 1 до 3 мм. Их внутренний диаметр составляет, как правило, от 20 до 30 м, часто от 21 до 26 мм, а длина - от 2 до 4 м, предпочтительно от 2,5 до 3,5 м. В каждой температурной зоне засыпка 1 неподвижного слоя катализатора занимает, по меньшей мере, 60%, или, по меньшей мере, 75%, или, по меньшей мере, 90% длины зоны. В случае необходимости, оставшуюся длину может занимать засыпка инертного материала. С точки зрения целесообразности технического применения число находящихся в кожухотрубном реакторе контактных труб составляет, по меньшей мере, 5000, предпочтительно, по меньшей мере, 10000. Часто число находящихся в кожухотрубном реакторе контактных труб составляет от 15000 до 30000. Кожухотрубные реакторы, содержащие более 40000 контактных труб, скорее являются исключением. Внутри реактора контактные трубы, как правило, распределены гомогенно (предпочтительно 6 равноудаленных соседних труб на одну контактную трубу), причем распределение осуществляют таким образом, что расстояние между центральными внутренними осями соседних контактных труб (так называемое деление контактных труб) составляет от 35 до 45 мм (см., например, ЕР-В 468290).
В качестве теплообменника при осуществлении двухзонной реакции подходящими являются, в частности, жидкие термостатирующие среды. Особенно выгодным является использование расплавов солей, таких как нитрат калия, нитрит калия, нитрит натрия и/или нитрат натрия, или легкоплавких металлов, таких как натрий, ртуть, а также сплавов различных металлов.
Как правило, при осуществлении всех описанных выше вариантов загрузки потока в двухзонные кожухотрубные реакторы скорость потока в рамках обоих необходимых циклов теплообменника выбирают таким образом, чтобы температура теплообменника от входа в температурную зону до выхода из нее (обусловленная экзотермией реакции) повышалась на 0-15°С, то есть значение ΔТ согласно изобретению составляло от 1 до 10°С, или от 2 до 8°С, или от 3 до 6°С.
Температура теплообменника на входе в температурную зону А согласно изобретению, как правило, составляет от 290 до 380°С, предпочтительно от 305 до 365°С и особенно предпочтительно от 310 до 340°С или 330°С. При нагрузке пропеном засыпки 1 неподвижного слоя катализатора ≥90 Нл/л·ч и ≤160 Нл/л·ч температура теплообменника на входе в температурную зону В согласно изобретению также составляет от 290 до 380°С, однако, одновременно она, как правило, на ≥0°С и ≤20°С, или ≤10°С, или ≥0°С и ≤5°С, или часто ≥0°С и ≤3°C ниже температуры на входе теплообменника в температурную зону А. При нагрузке пропеном засыпки 1 неподвижного слоя катализатора ≥160 Нл/л·ч и (как правило) ≤300 Нл/л·ч (или 600 Нл/л·ч) температура теплообменника на входе в температурную зону В согласно изобретению также составляет от 290 до 380°С, однако, одновременно она, как правило, на ≥0°С и ≤50°С, или ≥5°С и ≤45°С, или ≥10°С и ≤40°С, или ≥15°С и ≤30°С, или ≤35°С (например, на 20°С или 25°С) выше температуры теплообменника на входе в температурную зону А.
В данном месте следует еще раз упомянуть, что для осуществления стадии 1 способа согласно изобретению может быть использован также описанный в DE-AS 2201528 тип двухзонного кожухотрубного реактора, который предоставляет возможность часть горячего теплообменника температурной зоны В отводить в температурную зону А, в случае необходимости, с целью подогрева холодной исходной смеси реакционного газа или холодного циркуляционного газа. Кроме того, тип кожухотрубного реактора, как описано в ЕР-А 382098, можно изменять в пределах индивидуальной температурной зоны.
В остальном, целесообразной оказалась необходимость прямого и/или непрямого охлаждения выходящей из первой стадии реакции смеси продукт-газа перед ее подачей на вторую стадию реакции, чтобы подавить дожигание частей образующегося на первой стадии акролеина. Как правило, с этой целью между обеими реакционными зонами размещают дополнительный охладитель. Им в самом простом случае может быть кожухотрубный теплообменник. При этом смесь продукт-газа, как правило, пропускают через трубы, а вокруг труб подают теплообменную среду, вид которой может соответствовать виду рекомендованной для кожухотрубных реакторов теплообменной среды. Предпочтительно внутри трубу заполняют инертными наполнителями (например, спиралями из высококачественной стали, стеатитовыми кольцами, стеатитовыми шариками и т.д.). Они способствуют теплообмену и, в случае необходимости, улавливают сублимирующийся из засыпки неподвижного слоя катализатора первой стадии реакции триоксид молибдена перед его входом на вторую стадию реакции. Предпочтительным является дополнительный охладитель, изготовленный из покрытой цинк-силикатной краской нержавеющей стали.
Как правило, степень превращения пропена при одноразовом прохождении через первую стадию реакции способа согласно изобретению ≥92 мол.% или ≥94 мол.%. Получаемая на первой стадии реакции при одноразовом прохождении общая селективность образования акролеина, а также побочного продукта акриловой кислоты при этом составляет, как правило, ≥92 мол.% или ≥94 мол.%, чаще ≥95 мол.% или ≥96 мол.%, или ≥97 мол.%.
С точки зрения целесообразности технического применения смесь продукт-газа первой стадии реакции охлаждают при помощи упомянутого выше промежуточного охладителя до температуры от 210 до 290°С, чаще от 230 до 280°С или от 250 до 270°С. При этом охлаждение смеси продукт-газа первой стадии реакции можно осуществлять до температуры, которая является ниже температуры второй стадии реакции. Однако описанное охлаждение ни в коем случае не является принудительным, оно, как правило, может выпадать в тех случаях, когда путь смеси продукт-газа от первой реакционной стадии до второй является коротким. Предпочтительно описанный выше двустадийный способ осуществляют таким образом, что потребность в кислороде на второй стадии удовлетворяют не высоким содержанием кислорода в исходной смеси 2 реакционного газа, а подачей необходимого количества кислорода между первой и второй реакционными стадиями („подача вторичного кислорода"). Это можно осуществлять до, в процессе, после и/или для дополнительного охлаждения. В качестве источника необходимого для второй стадии реакции молекулярного кислорода можно использовать как чистый кислород, так и смеси кислорода и инертного газа, например воздух (предпочтительный согласно изобретению) или обедненный молекулярным азотом воздух (например, ≥90 об.% O2, ≤10 об.% N2). Подачу источника кислорода осуществляют, как правило, в сжатой до реакционного давления форме. Разумеется, при осуществлении способа согласно изобретению потребность в кислороде второй стадии реакции можно также удовлетворять соответственно высокой потребностью в кислороде на первой стадии реакции. В случае необходимости, в качестве вторичного газа может также быть использован инертный газ-разбавитель.
Как и первую стадию реакции, вторую стадию реакции способа согласно изобретению с точки зрения целесообразности технического применения осуществляют в двухзонном кожухотрубном реакторе, который был описан выше для первой стадии реакции. Таким образом, все формы осуществления двухзонного кожухотрубного реактора первой стадии реакции относятся также и к двухзонному кожухотрубному реактору второй стадии реакции.
Согласно изобретению используемая засыпка 2 неподвижного слоя катализатора (в случае необходимости, включая засыпку инертного материала) находится в металлических трубах кожухотрубного реактора, а вокруг труб подают две, в основном, пространственно отделенные друг от друга температурные среды, как правило, солевые расплавы. Участок трубы, вдоль которого располагается соответствующая солевая ванна, согласно изобретению представляет собой одну температурную зону. Иными словами, солевая ванна С, например, протекает через тот участок труб (температурную зону С), в котором происходит окислительное превращение акролеина (при одноразовом прохождении) до достижения степени превращения от 45 до 85 мол.% (предпочтительно от 50 до 85 мол.% и особенно предпочтительно от 60 до 85 мол.%), солевая ванна D протекает через тот участок труб (температурную зону D), в котором происходит окончательное окислительное превращение акролеина (при одноразовом прохождении) до достижения степени превращения, по меньшей мере, 90 мол.% (в случае необходимости, к используемым согласно изобретению температурным зонам С, D можно подключать другие реакционные зоны, в которых поддерживаются индивидуальные температуры).
С точки зрения целесообразности технического применения вторая стадия реакции описанного выше способа не содержит других температурных зон. Это означает, что солевая ванна D протекает через тот участок труб, в котором происходит окончательное окислительное превращение акролеина (при одноразовом прохождении) до достижения степени превращения ≥92 мол.%, или ≥94 мол.%, или ≥96 мол.%, или 98 мол.%, или даже чаще 99 мол.%, или более.
Как правило, начало температурной зоны D находится за максимумом температурной зоны С.
Обе солевые ванны С, D согласно изобретению относительно направления тока смеси реакционного газа можно пропускать через окружающее реакционные трубы пространство прямотоком или противотоком. Разумеется, согласно изобретению в температурной зоне С можно работать в прямотоке, а в температурной зоне D - в противотоке (или наоборот).
Разумеется, во все указанных выше вариантах в пределах соответствующей температурной зоны на параллельный относительно реакционных труб поток солевого расплава можно накладывать поперечный поток, так что отдельная реакционная зона соответствует описанному в ЕР-А 700714 или в ЕР-А 700893 кожухотрубному реактору и в продольном сечении пучка контактных труб образует меандроподобный поток теплообменника.
Как правило, контактные трубы в двухзонном кожухотрубном реакторе изготовляют из ферритовой стали, толщина их стенки составляет, как правило, от 1 до 3 мм. Их внутренний диаметр составляет, как правило, от 20 до 30 м, часто от 21 до 26 мм, а длина - от 3 до 4 м, предпочтительно 3,5 м. В каждой температурной зоне засыпка 2 неподвижного слоя катализатора занимает, по меньшей мере, 60%, или, по меньшей мере, 75%, или, по меньшей мере, 90% длины зоны. В случае необходимости, оставшуюся длину может занимать засыпка инертного материала. С точки зрения целесообразности технического применения число находящихся в кожухотрубном реакторе контактных труб составляет, по меньшей мере, 5000, предпочтительно, по меньшей мере, 10000. Часто число находящихся в кожухотрубном реакторе контактных труб составляет от 15000 до 30000. Кожухотрубные реакторы, содержащие более 40000 контактных труб скорее являются исключением. Внутри реактора контактные трубы, как правило, распределены гомогенно (предпочтительно 6 равноудаленных соседних труб на одну контактную трубу), причем распределение осуществляют таким образом, что расстояние между центральными внутренними осями соседних контактных труб (так называемое деление контактных труб) составляет от 35 до 45 мм (см., например, ЕР-В 468290).
В качестве теплообменника при осуществлении двухзонной реакции подходящими являются, в частности, жидкие термостатирующие среды. Особенно выгодным является использование расплавов солей, таких как нитрат калия, нитрит калия, нитрит натрия и/или нитрат натрия, или легкоплавких металлов, таких как натрий, ртуть, а также сплавов различных металлов.
Как правило, при осуществлении всех описанных выше вариантов загрузки потока в двухзонные кожухотрубные реакторы скорость потока в рамках обоих необходимых циклов теплообменника выбирают таким образом, чтобы температура теплообменника от входа в температурную зону до выхода из нее (обусловленная экзотермией реакции) повышалась на 0-15°С, то есть значение ΔТ согласно изобретению составляло от 1 до 10°С, или от 2 до 8°С, или от 3 до 6°С.
Температура теплообменника на входе в температурную зону С согласно изобретению, как правило, составляет от 230 до 320°С, предпочтительно от 250 до 300°С и особенно предпочтительно от 260 до 280°С. При нагрузке акролеином засыпки 2 неподвижного слоя катализатора ≥70 Нл/л·ч и ≤150 Нл/л·ч температура теплообменника на входе в температурную зону D согласно изобретению также составляет от 230 до 320°С, однако, одновременно она, как правило, на ≥0°С и ≤20°С, или ≤10°С, или ≥0°С и ≤5°С, или часто ≥0°C и ≤3°C ниже температуры на входе теплообменника в температурную зону С. При нагрузке акролеином засыпки 2 неподвижного слоя катализатора ≥150 Нл/л·ч и (как правило) ≤300 Нл/л·ч (или 600 Нл/л·ч) температура теплообменника на входе в температурную зону D согласно изобретению также составляет от 230 до 320°С, однако, одновременно она, как правило, на ≥0°С и ≤40°С, или ≥5°С и ≤35 или 30°С, или ≥10°С и ≤25 или 20°С, или 15°С выше температуры теплообменника на входе в температурную зону С.
В данном месте следует еще раз упомянуть, что для осуществления стадии 2 способа согласно изобретению может быть использован также описанный в DE-AS 2201528 тип двухзонного кожухотрубного реактора, который предоставляет возможность часть горячего теплообменника температурной зоны D отводить в температурную зону С, в случае необходимости, с целью подогрева холодной исходной смеси 3 реакционного газа. Кроме того, тип кожухотрубного реактора, как описано в ЕР-А 382098, можно изменять в пределах индивидуальной температурной зоны.
Разумеется, для осуществления описанного способа два двухзонных реактора могут быть сплавлены в один четырехзонный кожухотрубный реактор, как описано в WO 01/36364. Как правило, в этих случаях между засыпкой 1 неподвижного слоя катализатора 1 и засыпкой 2 неподвижного слоя катализатора находится засыпка инертного материала. Однако от такой промежуточной инертной засыпки также можно отказаться. Длина реакционных труб в случае сплавления соответствует сумме длин несплавленных кожухотрубных реакторов.
В данном месте следует еще раз упомянуть, что в качестве активной массы как для засыпки 1 неподвижного слоя катализатора, так и для засыпки 2 неподвижного слоя катализатора могут быть выгодно использованы активные массы полиметаллических оксидов согласно DE-A 10261186.
Ниже описаны предпочтительные формы осуществления двухзонного кожухотрубного реактора для первой стадии реакции (подробное конструктивное исполнение может быть осуществлено, как описано в заявках: на промышленный образец 20219277.6, 200219278.4 и 20219279.2, а также в РСТ-заявках: РСТ/ЕР02/14187, РСТ/ЕР02/14188 или РСТ/ЕР 02/14189):
Контактные трубы:
материал контактных труб: ферритовая сталь;
размеры контактных труб: длина, например, 3500 мм; внешний диаметр, например, 30 мм;
толщина стенки, например, 2 мм.
Количество контактных труб в пучке: например, 30000, или 28000, или 32000, или 34000; дополнительно до 10 термотруб (как описано в ЕР-А 873783 и ЕР-А 1270065), которые загружены так же, как и контактные трубы (шнекообразно снаружи внутрь), имеющие, например, такую же длину и толщину стенок, однако, внешний диаметр которых составляет, например, 33,4 мм, содержащие центральную термогильзу, внешний диаметр которой составляет, например, 10 мм, а толщина стенки 1 мм;
реактор (материал, как в случае контактных труб):
цилиндрический резервуар, внутренний диаметр которого составляет от 6000 до 8000 мм;
кожухи реактора из высококачественной стали типа 1,4541; толщина слоя: несколько мм;
кольцеобразно размещенный пучок труб, например, со свободным центральным пространством;
диаметр свободного центрального пространства: например, от 1000 до 2500 мм (например, 1200 мм, или 1400 мм, или 1600 мм, или 1800 мм, или 2000 мм, или 2200 мм, или 2400 мм);
как правило, однородное распределение контактных труб в пучке (6 равноудаленных соседних труб на одну контактную трубу), размещение равносторонним треугольником, разделение контактных труб (расстояние между центральными внутренними осями двух соседних контактных труб): 35-45 мм, например, 36 мм, или 38 мм, или 40 мм, или 42 мм, или 44 мм;
контактные трубы своими концами герметично закреплены на поверхности контактных труб (верхняя и нижняя часть, например, толщиной от 100 до 200 мм) и на верхнем конце переходят в соединенный с резервуаром кожух, который имеет впускное отверстие для исходной смеси 2 реакционного газа; металлическая перегородка, находящаяся, например, по середине контактной трубы, толщина которой составляет от 20 до 100 мм, симметрически делит пространство реактора на две температурные зоны А (верхняя зона) и В (нижняя зона); каждая температурная зона оборотным шкивом разделена на 2 равноудаленных участка;
оборотный шкив предпочтительно имеет форму кольца; контактные трубы предпочтительно герметично закреплены на металлической перегородке; а, на оборотных шкивах они закреплены негерметично, так что скорость поперечного потока солевого расплава является, по возможности, постоянной;
каждая зона при помощи собственного солевого насоса в качестве теплообменника обеспечивает себя солевым расплавом; загрузка солевого расплава происходит, например, ниже оборотного шкива, а выгрузка - выше оборотного шкива;
из обеих солевых расплавов выделяют, например, частичный поток и охлаждают, например, в общем или двух отдельных непрямых теплообменниках (парообразование);
в первом случае охлажденный поток солевого расплава разделяют, объединяют с остаточным потоком и при помощи соответствующего насоса нагнетают в соответствующий кольцевой канал, который распределяет солевой расплав по всему объему реактора;
через находящиеся в кожухе реактора окна солевой расплав попадает в пучок труб; втекание происходит в радиальном направлении по отношению к пучку труб;
солевой расплав в каждой зоне, следуя направлению перегородок, течет в таком направлении:
- снаружи вовнутрь,
- изнутри наружу,
вокруг контактных труб;
через нанесенные вокруг резервуара окна солевой расплав собирается в конце каждой зоны в расположенном вокруг кожуха реактора кольцевом канале для осуществления охлаждения частичного потока;
солевой расплав пропускают через каждую температурную зону снизу вверх;
смесь реакционного газа выходит из реактора первой стадии при температуре на несколько градусов выше температуры на входе солевого расплава в первый реактор. Для дальнейшей обработки реакционную смесь в отдельном дополнительном охладителе, подключенном к реактору на первой стадии, охлаждают до 220-280°С, предпочтительно 240-260°С.
Дополнительный охладитель, как правило, прифланцован ниже нижней части трубы и состоит из труб из ферритовой стали. Внутри труб дополнительного охладителя предпочтительно размещены спирали из высококачественной стали, которые могут быть частично или полностью закручены, для улучшения теплопередачи.
Солевой расплав
В качестве солевого расплава может быть использована смесь из 53 мас.% нитрата калия, 40 мас.% нитрита натрия и 7 мас.% нитрата натрия; в обеих реакционных зонах и дополнительном охладителе предпочтительно используют солевой расплав такого состава; подаваемое насосом в реакционные зоны количество расплава на зону может составлять приблизительно 10000 м3/ч.
Поток
Исходная смесь 2 реакционного газа целесообразно протекает через первую стадию реактора сверху вниз, в то время как различно охлажденные солевые расплавы отдельных зон подают снизу вверх;
Загрузка контактных труб и термотруб (сверху вниз), например:
Участок 1: длина 50 см
стеатитовые кольца размером 7 мм × 7 мм × 4 мм (наружный диаметр × длина × внутренний диаметр) в качестве предварительной засыпки.
Участок 2: длина 140 см
загрузка катализатора однородной смесью 30 мас.% стеатитовых колец размером 5 мм × 3 мм × 2 мм (наружный диаметр × длина × внутренний диаметр) и 70 мас.% сплошного катализатора участка 3.
Участок 3: длина 160 см
загрузка катализатора кольцеобразным (5 мм × 3 мм × 2 мм = наружный диаметр × длина × внутренний диаметр) сплошным катализатором согласно примеру 1 из DE-A 10046957 (стехиометрия: [Bi2W2O9×2WO3]0,5[Mo12Co5,5Fe2,94Si1,59K0,08Ox]1).
Выгодные формы исполнения двухзонного кожухотрубного реактора для второй стадии реакции могут быть такими:
то же что относилось к двухзонному кожухотрубному реактору первой стадии реакции.
Толщина верхней и нижней части контактной трубы составляет, однако, от 100 до 200 мм, например 110 мм, или 130 мм, или 150 мм, или 170 мм, или 190 мм.
Дополнительный охладитель выпадает; вместо него контактные трубы своими нижними отверстиями соединяются с кожухом резервуара, имеющим впускное отверстие для смеси продукт-газа; верхней температурной зоной является зона С, а нижней температурной зоной - зона D. Между выходом "дополнительный охладитель" и входом "реактор для второй стадии реакции" существует возможность подачи сжатого воздуха.
Загрузка контактных труб и термотруб (сверху вниз), например:
Участок 1: длина 20 см
стеатитовые кольца размером 7 мм × 7 мм × 4 мм (наружный диаметр × длина × внутренний диаметр) в качестве предварительной засыпки.
Участок 2: длина 90 см
загрузка катализатора однородной смесью 30 мас.% стеатитовых колец размером 5 мм × 3 мм × 2 мм (наружный диаметр × длина × внутренний диаметр) и 70 мас.% чашеобразного катализатора участка 4.
Участок 3: длина 50 см
загрузка катализатора однородной смесью 20 мас.% стеатитовых колец размером 7 мм × 3 мм × 4 мм (наружный диаметр × длина × внутренний диаметр) и 80 мас.% чашеобразного катализатора участка 4.
Участок 4: длина 190 см
загрузка катализатора кольцевидным (7 мм × 3 мм × 4 мм = наружный диаметр × длина × внутренний диаметр) чашеобразным катализатором согласно примеру 5 из DE-A 10046928 (стехиометрия: Mo12V3W1,2Cu2,4Ox).
Загрузка двустадийных контактных труб и термотруб (сверху вниз), например:
Участок 1: длина 20 см
стеатитовые кольца размером 7 мм × 7 мм × 4 мм (наружный диаметр × длина × внутренний диаметр) в качестве предварительной засыпки.
Участок 2: длина 140 см
загрузка катализатора однородной смесью 25 мас.% стеатитовых колец размером 7 мм × 3 мм × 4 мм (наружный диаметр × длина × внутренний диаметр) и 75 мас.% чашеобразного катализатора участка 3.
Участок 3: длина 190 см
загрузка катализатора кольцевидным (7 мм × 3 мм × 4 мм = наружный диаметр × длина × внутренний диаметр) чашеобразным катализатором согласно примеру 5 из DE-A 10046928 (стехиометрия: Mo12V3W1,2Cu2,4Ox).
При одностадийной загрузке сплошной катализатор из примера 1 DE-A 10046957 можно также заменять:
а) катализатором согласно примеру 1с из ЕР-А 15565 или получаемым согласно этому примеру катализатором, активная масса которого содержит Mo12Ni6,5Zn2Fe2Bi1P0,0065K0,06Ox·10SiO2;
b) примером 3 из DE-A 19855913 в качестве сплошного катализатора в виде полого цилиндра размером 5 мм × 3 мм × 2 мм или 5 мм × 2 мм × 2 мм;
c) сплошным катализатором на основе полиметаллического оксида II согласно примеру 1 из DE-A 19746210;
d) одним из чашеобразных катализаторов 1, 2 и 3 из DE-A 10063162, которые при одинаковой толщине чаши нанесены на кольца-носители размером 5 мм × 3 мм × 1,5 мм или 7 мм × 3 мм × 1,5 мм;
e) катализаторами, в частности, примерами осуществления DE-A 10344149 и DE-А 10353954.
Во всех указанных двустадийных загрузках чашеобразный катализатор согласно примеру получения 5 из DE-A 10046928 может быть заменен:
a) чашеобразным катализатором S1 или S7 из DE-A 4442346 с содержанием активной массы 27 мас.% и толщиной чаши 230 мкм;
b) чашеобразным катализатором согласно примерам 1-5 из DE-A 19815281, нанесенным на кольца-носители размером 7 мм × 3 мм × 4 мм при содержании активной массы 20 мас.%;
c) чашеобразным катализатором, содержащим двухфазную активную массу стехиометрии (Mo10,4V3W1,2Ox) (CuMo0,5W0,5O4)1,6, полученным согласно DE-A 19736105, содержание активной массы в котором составляет 20 вес.%, нанесенным на носитель размером 7 мм × 3 мм × 4 мм.
В остальном засыпку 1 неподвижного слоя катализатора и засыпку 2 неподвижного слоя катализатора 2 согласно изобретению выбирают таким образом (например, путем разбавления инертным материалом), что разница в температуре максимума горячей точки смеси реакционного газа в отдельных реакционных зонах и соответствующей температуры реакционной зоны, как правило, не превышает 80°С. Часто разница составляет ≤70°С, чаще от 20 до 70°С, предпочтительно эта температурная разница является незначительной. Кроме того, засыпки 1 и 2 неподвижного слоя катализатора с целью безопасности известными специалистам методами выбирают таким образом (например, путем разбавления инертным материалом), что “peak-to-salt-temperature sensitivity" согласно определению из ЕР-А 1106598 ≤9°С, или ≤7°С, или ≤5°С, или ≤3°С.
Дополнительный охладитель и реактор для осуществления второй стадии соединены соединительной трубой, длина которой составляет менее 25 м.
Согласно примерам двухзонного осуществления данной стадии, а также описанным выше формам исполнения реактора на второй стадии реакции кольцеобразные формованные изделия для разбавления и кольцеобразные формованные изделия катализатора могут быть заменены кольцеобразными формованными изделиями для разбавления и кольцеобразными формованными изделиями катализатора (имеющими радиус от 2 до 5 мм и содержащими от 10 до 30 мас.%, чаще от 10 до 20 мас.% активной массы).
Смесь продукт-газа частичного окисления согласно изобретению (первой и/или второй стадии реакции) (тут: смесь 2 продукт-газа (после первой стадии реакции) или смесь 3 (после второй стадии реакции)) в случае получения акролеина и/или акриловой кислоты, как правило, состоит из целевого продукта акролеина или акриловой кислоты или его смеси с акролеином, непрореагировавшего молекулярного кислорода (учитывая срок службы используемых катализаторов, показатель является незначительным, если содержание кислорода как в смеси 2, так и в смеси 3 продукт-газа составляет, по меньшей мере, от 1,5 до 4 об.%), пропан, непревращенный пропилен, молекулярный азот, образующийся в качестве побочного продукта и/или используемый как газ-разбавитель водяной пар, образующиеся в качестве побочного продукта и/или используемые как газ-разбавитель оксиды углерода, а также незначительные количества других низших альдегидов, алканкарбоновых кислот (например, уксусной, муравьиной и пропионовой кислоты), а также малеиновый ангидрид, бензальдегид, ароматические карбоновые кислоты и ангидриды ароматических карбоновых кислот (например, фталевый ангидрид и бензойная кислота), в случае необходимости, другие углеводороды, например, С4-углеводороды (такие как бутен-1, а также другие бутены), и другие инертные газы-разбавители.
Целевой продукт можно выделять из смеси 3 или 2 продукт-газа известными методами в разделительной зоне (например, частичной или полной, а также, в случае необходимости, фракционной конденсацией акриловой кислоты или абсорбцией акриловой кислоты в воде или в другом высококипящем гидрофобном органическом растворителе, или абсорбцией акролеина в воде или в водном растворе низших карбоновых кислот, а также последующей обработкой конденсатов и/или абсорбатов; согласно изобретению предпочтительно смесь 3 или 2 продукт-газа подвергают фракционной конденсации; см., например, ЕР-А 1388533, ЕР-А 1388532, DE-A 10235847,
ЕР-А 792867, WO 98/01415, ЕР-А 1015411, ЕР-А 1015410, WO 99/50219, WO 00/53560, WO 02/09839, DE-A 10235847, WO 03/041833, DE-A 10223058, DE-А 10243625, DE-A 10336386, ЕР-А 854129, US-A 4317926, DE-A 19837520, DE-А 19606877, DE-A 190501325, DE-A 10247240, DE-A 19740253, ЕР-А 695736, ЕР-А 982287, ЕР-А 1041062, ЕР-А 117146, DE-A 4308087, DE-A 4335172, DE-A 4436243, DE-A 19924532, DE-A 10332758, а также DE-A 19924533). Выделение акриловой кислоты можно осуществлять, как описано в ЕР-А 982287, ЕР-А 982289, DE-A 10336386, DE-A 10115277, DE-A 19606877, DE-A 19740252, DE-A 19627847, ЕР-А 920408, ЕР-А 1068174, ЕР-А 1066239, ЕР-А 1066240, WO 00/53560, WO 00/53561, DE-A 10053086 и ЕР-А 982288. Предпочтительно выделение осуществляют, как показано на фиг.7 WO/0196271 или как описано в DE-A 102004032129 и эквивалентных заявках. Выгодные способы выделения описаны также в документах WO 2004/063138, WO 2004/035514, DE-A 10243625 и DE-A 10235847. При этом дальнейшую обработку полученной неочищенной акриловой кислоты можно осуществлять, например, как описано в WO 01/77056, WO 03/041832, WO 02/055469, WO 03/078378 и WO 03/041833.
Общий признак названных выше способов выделения (как сказано выше) состоит в том, что в голове разделительной колонны, содержащей эффективные разделительные насадки, в нижнюю часть которой загружают смесь 3 или 2 продукта, как правило, после предварительного прямого и/или непрямого охлаждения, в результате остается только поток остаточного газа, который, в основном, содержит такие компоненты смеси 2 или 3 продукт-газа, температура кипения которых при нормальном давлении (1 бар)≤-30°С (то есть тяжело конденсируемые или не легколетучие компоненты).
В нижней части разделительной колонны, как правило, осаждаются труднолетучие компоненты смеси 3 или 2 продукт-газа, включая соответствующий целевой продукт, в конденсированной фазе.
Остаточными газообразными компонентами, в первую очередь, является пропан, в случае необходимости, не превращенный при частичном окислении пропилен, молекулярный кислород, а также часто другие используемые в частичном окислении инертные газы-разбавители, например азот и диоксид углерода. Водяной пар в зависимости от используемого способа выделения может содержаться в остаточном газе в следовых количествах или в количествах до 20 об.% или более.
Из этого остаточного газа согласно изобретению предпочтительно, по меньшей мере, одну (преимущественно имеющую состав остаточного газа) часть, содержащую пропан, молекулярный кислород и, в случае необходимости, непревращенный пропилен (предпочтительно общее количество, в случае необходимости, однако, половину, или 2/3 или 3/4 этого общего количества), в качестве содержащего пропан загрузочного потока возвращают на используемую, в случае необходимости, в качестве источника пропена стадию гетерогенно катализируемого дегидрирования пропана и/или оксидегидрирования пропана (окислительный циркуляционный газ). Оставшееся количество газа можно повторно использовать на одной или обеих стадиях частичного окисления и/или сжигать с целью выработки энергии.
При обработке конденсированной фазы (с целью выделения целевого продукта) могут образовываться другие остаточные газы, поскольку, как правило, пытаются возвратить на стадию гетерогенно катализируемого дегидрирования и/или оксидегидрирования пропана, используемого, в случае необходимости, в качестве источника пропилена, и снова получить в рамках выделения целевого продукта общее количество содержащегося в смеси 3 или 2 продукт-газа непревращенного пропана. Эти газы, как правило, содержат пропан, а также, в случае необходимости, пропилен, однако, часто не содержат молекулярный кислород. Обычно их объединяют с основным остаточным газом и возвращают на стадию гетерогенно катализируемого дегидрирования и/или оксидегидрирования пропана, используемого, в случае необходимости, в качестве источника пропилена. Возможным является также отдельное использование этих остаточных газов.
Путем практически полной рециркуляции всего остаточного газа в непрерывном режиме можно добиться непрерывного превращения пропана в акриловую кислоту и/или акролеин.
Важным при этом является тот факт, что при описанном выше способе осуществления гетерогенно катализируемого дегидрирования и/или оксидегидрирования пропана, используемого, в случае необходимости, в качестве источника пропилена, можно достичь превращения пропана в пропилен при практически 100%-ной селективности. Преимущество такого способа осуществления проявляется как при низких (≤30 мол.%), так и при высоких (≥30 мол.%) степенях дегидрирования (при одноразовом прохождении свежего пропана через стадию дегидрирования). В общем, при таком повторном использовании окислительного циркуляционного газа выгодно, если содержание водорода в исходной смеси 1 реакционного газа находится в, по меньшей мере, стехиометрической зависимости (относительно сжигания кислорода до воды) от количества кислорода, через окислительный циркуляционный газ возвращаемого в исходную смесь 1 реакционного газа.
Указанный выше метод циркуляционного газа применяют, если частичное окисление представляет собой частичное окисление пропена до акрилнитрила. Кроме того, его применяют также в том случае, если в процессе дегидрирования пропан заменяют на изобутан, при этом полученный изобутен соответствующим образом частично окисляют до метакролеина и/или метакриловой кислоты.
В этом месте следует еще раз напомнить, что выделение акриловой кислоты из полученной согласно изобретению смеси 3 продукт-газа (в частности, из описанной в примерах) предпочтительно осуществляют таким образом: смесь 3 продукт-газа, предварительно охлажденную прямым и/или непрямым способом, загружают в колонну, содержащую эффективные разделительные насадки, выделяя неочищенную акриловую кислоту (например, как таковую) фракционной конденсацией и/или абсорбцией в воде или водном растворе, как описано в WO 2004/035514 и DE-А 10243625. Выделенную неочищенную акриловую кислоту предпочтительно подвергают кристаллизации в суспензии, а полученный при этом суспензионный кристаллизатор акриловой кислоты выделяют при помощи скруббера маточным раствором. При этом предпочтительно в качестве жидкости для промывания используют расплав предварительно выделенных в скруббере кристаллов акриловой кислоты. Кроме того, скруббер характеризуется принудительным переносом кристаллического слоя. Особенно предпочтительно речь идет о гидравлическом или механическом скруббере. В общем, способ можно осуществлять согласно WO 01/77056, WO 03/041832, а также WO 03/041833. Причем оставшийся маточный раствор предпочтительно повторно используют на стадии фракционной конденсации (см. также ЕР-А 1015410). Выгрузку побочных продуктов, как правило, осуществляют под боковым отверстием для выгрузки необработанной акриловой кислоты как потока для очистки.
При использовании всего одной стадии кристаллизации получают акриловую кислоту, чистота которой ≥99,8 мас.%, которая особенно выгодно подходит для получения суперабсорберов на основе поли-Nа-акрилата. Кроме того, следует отметить, что преимущество способа согласно изобретению состоит в том, что во всех местах этой заявки, включая примеры осуществления, везде, где описаны разбавленные инертным материалом засыпки катализатора, соответствующие катализаторы при одинаковой длине слоя могут быть использованы также в неразбавленном виде.
Примеры
I. Гетерогенно катализируемое частичное дегидрирование пропана в качестве источника пропилена.
Общая структура и осуществление способа, а также результаты (во всех случаях описывается стационарное рабочее состояние).
Гетерогенно катализируемое частичное дегидрирование пропана осуществляют в в полочном реакторе согласно чертежу, к которому относятся такие ссылки.
Трубчатый реактор (11) (диаметр 80 мм) в вертикальном положении оснащают термической изоляцией (10) с защитным обогревательным элементом (9). Температура защитного обогревательного элемента составляет 500°С. В центре реактора находится центральная труба (диаметр 20 мм), содержащая гильзу для впускного термоэлемента и гильзу для каскадного термоэлемента. Дополнительно она содержит ведущую в трубчатый реактор трубу, через которую из трубчатого реактора можно выгружать образцы реакционного газа, а также ведущую в трубчатый реактор трубу, через которую можно загружать в реактор воздух.
Трубчатый реактор содержит полки (5, 6, 7), состоящие их трех идентичных нанесенных на сеть проводов из высококачественной стали засыпок из инертного материала и катализатора дегидрирования. В направлении тока реакционного газа через катализатор дегидрирования засыпка имеет структуру, приведенную ниже.
Сначала на длину 60 мм наносят засыпку из стеатитовых шариков (диаметр от 4 до 5 мм) из Steatit C-220 фирмы СеrаmТес. Затем на длину 120 мм катализатора дегидрирования (сплав Pt/Sn, который легирован элементами Cs, K и La в оксидной форме и на внешнюю и внутреннюю поверхность которого нанесены носители из смешанного оксида ZrO2·SiO2 (средняя длина (распределенная по Гауссу в области от 3 мм до 12 мм с максимумом приблизительно 6 мм): 6 мм, диаметр: 2 мм), имеющая стехиометрию элементов (весовое соотношение, включая носитель) наносят Рt0,3Sn0,6Lа3,0Сs0,5K0,2(ZrO2)88,3(SiO2)7,1 (получение катализатора и активация до активного катализатора описаны в примере 4 DE-A 10219879).
Смесь 1 продукт-газа, выходящую из последней полки, делят на две части идентичного состава. Одну часть (2) как компонент исходной смеси (4) реакционного газа повторно используют на стадии дегидрирования. Другую часть (1) выгружают из зоны дегидрирования.
Абсорбцией в техническом тетрадекане фирмы Haltermann, DЕ типа PKWF 4/7 af в качестве абсорбента и последующей отгонкой воздухом могут (как описано в DE-A 102004032129) быть выделены отличные от пропилена и пропана компоненты и получена особенно подходящая для частичного окисления пропилена до акролеина и/или акриловой кислоты смесь загрузочного газа. Исходная смесь (4) реакционного газа состоит из циркуляционного газа (2) дегидрирования, а также из водяного пара, окислительного циркуляционного газа (для упрощения: из смеси кислорода и азота) и свежего пропана (все три компонента характеризуются ссылкой (3)).
Свежий пропан содержит, об.%:
Нагрузка первой засыпки катализатора пропаном во всех случаях составляет 305 Нл/л·ч.
Давление на входе исходной смеси реакционного газа составляет 2,3 бар. Потеря давления при прохождении через весь реактор дегидрирования составляет примерно 200 мбар. Перед второй и перед третьей засыпкой катализатора (в направлении тока) в смесь реакционного газа, в случае необходимости, добавляют воздух (500°С, реакционное давление). Ниже в таблицах 1-3 приведены результаты трех исследований в зависимости от разных исходных смесей (4) реакционного газа, а также от различных дозировок воздуха.
При этом символы имеют такие значения:
L2 = подача воздуха перед второй засыпкой катализатора в Нл/ч,
L3 = подача воздуха перед третьей засыпкой катализатора в Нл/ч,
RA = состав исходной смеси (4) реакционного газа (содержащей во всех случаях примерно 70 об.% водяного пара в пересчете на количество пропана),
R1 = состав реакционного газа после прохождения через первую засыпку катализатора,
R2 = состав реакционного газа после прохождения через вторую засыпку катализатора,
Р = состав продукт-газа, то есть реакционного газа после прохождения через третью засыпку катализатора,
ТЕ = температура исходной смеси реакционного газа на входе в первую засыпку катализатора в °С,
Т1 = наивысшая температура в первой засыпке катализатора в °С,
Т2 = наивысшая температура во второй засыпке катализатора в °С,
Т3 = наивысшая температура в третьей засыпке катализатора в °С,
ТА = температура на выходе продукт-газа,
В = состав получаемой смеси загрузочного газа для частичного окисления согласно изобретению (все смеси загрузочных газов невзрывоопасны),
U = степень превращения пропана в пересчете на свежий пропан и одноразовое прохождение через реактор дегидрирования,
S = селективность образования пропилена
(все содержания подсчитывают в об.% в пересчете на общее содержание газа без воды).
II. Согласно изобретению гетерогенно катализируемое двустадийное частичное окисление пропилена до акриловой кислоты
(описанное в стационарное рабочее состояние).
Осуществление:
Первая стадия реакции:
Реакционную трубу (V2A ст.; внешний диаметр 30 мм, толщина стенки 2 мм, внутренний диаметр 26 мм, длина 350 см, а также содержащую в центре реакционной трубы термотрубу (внешний диаметр 4 мм) для поглощения термоэлемента, при помощи которого можно определять температуру по всей длине реакционной трубы), сверху вниз загружают таким образом:
Участок 1: длина 50 см
стеатитовые кольца размером 7 мм × 7 мм × 4 мм (наружный диаметр × длина × внутренний диаметр) в качестве предварительной засыпки.
Участок 2: длина 140 см
загрузка катализатора однородной смесью 20 мас.% (альтернативно 30 мас.%) стеатитовых колец размером 5 мм × 3 мм × 2 мм (наружный диаметр × длина × внутренний диаметр) и 80 мас.% (альтернативно 70 мас.%) сплошного катализатора участка 3.
Участок 3: длина 160 см
загрузка катализатора кольцеобразным (5 мм × 3 мм × 2 мм = наружный диаметр × длина × внутренний диаметр) сплошным катализатором согласно примеру 1 из DE-A 10046957 (стехиометрия: [Bi2W2O9×2WO3]0,5[Mo12Co5,5Fe2,94Si1,59K0,08Ox]1).
Сверху вниз первые 175 см термостатируют при помощи закачанной противотоком солевой ванны А. Вторые 175 см см термостатируют при помощи закачанной противотоком солевой ванны В.
Вторая стадия реакции:
Реакционную трубу (V2A ст.; внешний диаметр 30 мм, толщина стенки 2 мм, внутренний диаметр 26 мм, длина 350 см, а также содержащую в центре реакционной трубы термотрубу (внешний диаметр 4 мм) для поглощения термоэлемента, при помощи которого можно определять температуру по всей длине реакционной трубы), сверху вниз загружают таким образом:
Участок 1: длина 20 см
стеатитовые кольца размером 7 мм × 7 мм × 4 мм (наружный диаметр × длина × внутренний диаметр) в качестве предварительной засыпки.
Участок 2: длина 90 см
загрузка катализатора однородной смесью 25 мас.% (альтернативно 30 мас.%) стеатитовых колец размером 7 мм × 3 мм × 4 мм (наружный диаметр × длина × внутренний диаметр) и 75 мас.% (альтернативно 70 мас.%) чашеобразного катализатора участка 4.
Участок 3: длина 50 см
загрузка катализатора однородной смесью 15 мас.% (альтернативно 20 мас.%) стеатитовых колец размером 7 мм × 3 мм × 4 мм (наружный диаметр × длина × внутренний диаметр) и 85 мас.% (альтернативно 80 мас.%) чашеобразного катализатора участка 4.
Участок 4: длина 190 см
загрузка катализатора кольцевидным (7 мм × 3 мм × 4 мм = наружный диаметр × длина × внутренний диаметр) чашеобразным катализатором согласно примеру 5 из DE-A 10046928 (стехиометрия: Mo12V3W1,2Cu2,4Ox).
Сверху вниз первые 175 см термостатируют при помощи закачанной противотоком солевой ванны С. Вторые 175 см термостатируют при помощи закачанной противотоком солевой ванны D.
Источник пропилена и двустадийное частичное окисление до акриловой кислоты
Сначала полочный реактор эксплуатируют, как описано в I. Состав исходной смеси реакционного газа для гетерогенно катализируемого дегидрирования является таким (об.%, в пересчете на общее количество газа):
состоящий из
- 41,9 об.% окислительного циркуляционного газа, который содержит такие компоненты, об.%:
- 3,9 об.% свежего пропана, который содержит такие компоненты, об.%:
- 1,02 об.% водорода,
- 2,03 об.% водяного пара и
- 51,15 об.% циркуляционного газа дегидрирования.
Остаточная смесь продукт-газа имеет такой состав, об.%:
Пропан и пропилен, содержащиеся в смеси продукт-газа гетерогенно катализируемого дегидрирования пропана, как описано в I, выделяют абсорбцией и отгоняют воздухом при получении такого загрузочного газа для частичного окисления, который содержит следующие компоненты, об.%:
Этот загрузочный газ (за пределами взрывоопасности) загружают на описанную выше первую стадию частичного окисления. Нагрузка пропиленом засыпки неподвижного слоя катализатора составляет до 185 Нл/л·ч. Давление на входе в первую стадию реакции составляет 3,1 бар. ТА=322°С; ТB=328°С.
Смесь продукт-газа, выходящая из первой стадии реакции, имеет такой состав, об.%:
UP A, степень превращения пропена в конце реакционной зоны А, составляет 64,5 мол.%.
UP B, степень превращения пропена в конце реакционной зоны В, составляет 94,9 мол.%.
В смесь продукт-газа первой стадии добавляют такое количество воздуха (25°С), что отношение акролеин : О2 в получаемой смеси составляет от 6,59 до 7,07.
Эту смесь загружают непосредственно на вторую стадию реакции (Т=231,7°С). Нагрузка акролеином неподвижного слоя катализатора составляет 152 Нл/л·ч. ТC=263°С; ТD=269°С. Давление на входе во вторую стадию реакции составляет 2,1 бар.
Смесь продукт-газа, выходящая из второй стадии реакции, имеет такой состав, об.%:
UA C, степень превращения акролеина в конце реакционной зоны С составляет 68,1 мол.%.
UA D, степень превращения акролеина в конце реакционной зоны D составляет 98,8 мол.%.
Содержание пропионовой кислоты в полученной акриловой кислоте находится значительно ниже содержания, описанного в примерах WO 01/96270. На обеих стадиях реакции смесь реакционного газа через обе контактные трубы проходит сверху вниз.
Составы анализируют при помощи газовой хроматографии.
Акриловую кислоту выделяют из смеси продукт-газа, как описано в примерах осуществления DE-A 102004032129, а остаточный газ в качестве окислительного циркуляционного газа повторно используют в гетерогенно катализируемом дегидрировании.
Предварительные заявки на патент США №60/584469 (поданная 01.07.2004), 60/656874 (поданная 01.03.2005) и 60/657374 (поданная 02.03.2005) как литературные ссылки включены в данную заявку. Принимая во внимание все упомянутые выше теории, возможны многочисленные изменения и отклонения от данного изобретения. Таким образом, можно исходить из того, что в рамках приведенной формулы изобретение может быть реализовано иначе, чем было описано.
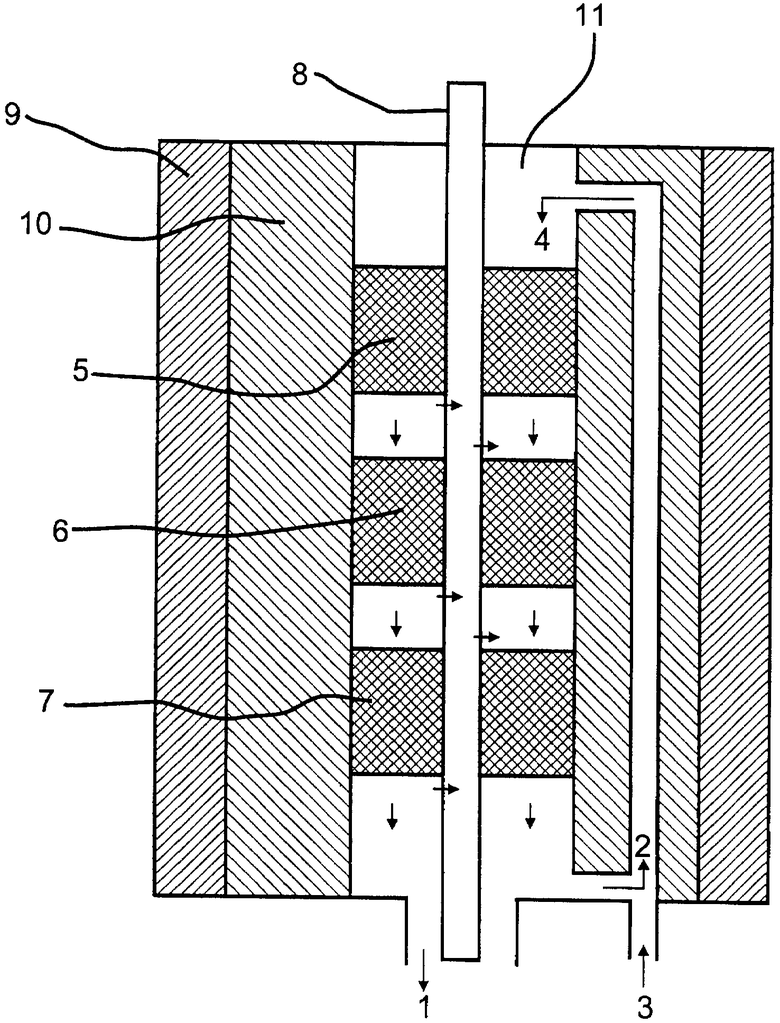
Изобретение относится к усовершенствованному способу снижения температуры горячей точки неподвижного слоя катализатора в процессе получения акролеина или акриловой кислоты или их смеси гетерогенно катализируемым частичным окислением в газовой фазе пропена, при котором исходную смесь 2 реакционного газа, содержащую пропилен и молекулярный кислород, а также молекулярный азот и пропан в качестве инертных газов-разбавителей, в которой молярное отношение молекулярного кислорода к пропилену O2:С3Н6≥1, при повышенной температуре пропускают через неподвижный слой катализатора, активная масса которого представляет собой, по меньшей мере, один полиметаллический оксид, содержащий элементы Мо, Fe и Bi, в котором исходная смесь 2 реакционного газа, в пересчете на общий объем, содержит от 7 до 9 об.% пропилена, от 9,8 до 15,5 об.% молекулярного кислорода, от 10,5 до 15,5 об.% пропана и от 40 до 60 об.% молекулярного азота, при условии, что молярное отношение V1 содержащегося в исходной смеси 2 реакционного газа пропана к содержащемуся в исходной смеси 2 реакционного газа пропилену составляет от 1,5 до 2,2, молярное отношение V2 содержащегося в исходной смеси 2 реакционного газа молекулярного азота к содержащемуся в исходной смеси 2 реакционного газа молекулярному кислороду составляет от 3,5 до 4,5, а молярное отношение V3 содержащегося в исходной смеси 2 реакционного газа молекулярного кислорода к содержащемуся в исходной смеси 2 реакционного газа пропилену составляет от 1,4 до 2,14. 26 з.п. ф-лы, 1 ил., 3 табл.
1. Способ снижения температуры горячей точки неподвижного слоя катализатора в процессе получения акролеина или акриловой кислоты или их смеси гетерогенно катализируемым частичным окислением в газовой фазе пропена, при котором исходную смесь 2 реакционного газа, содержащую пропилен и молекулярный кислород, а также молекулярный азот и пропан в качестве инертных газов-разбавителей, в которой молярное отношение молекулярного кислорода к пропилену O2:С3Н6≥1, при повышенной температуре пропускают через неподвижный слой катализатора, активная масса которого представляет собой, по меньшей мере, один полиметаллический оксид, содержащий элементы Мо, Fe и Bi, отличающийся тем, что исходная смесь 2 реакционного газа, в пересчете на общий объем, содержит
от 7 до 9 об.% пропилена,
от 9,8 до 15,5 об.% молекулярного кислорода,
от 10,5 до 15,5 об.% пропана и
от 40 до 60 об.% молекулярного азота,
при условии, что молярное отношение V1 содержащегося в исходной смеси 2 реакционного газа пропана к содержащемуся в исходной смеси 2 реакционного газа пропилену составляет от 1,5 до 2,2, молярное отношение V2 содержащегося в исходной смеси 2 реакционного газа молекулярного азота к содержащемуся в исходной смеси 2 реакционного газа молекулярному кислороду составляет от 3,5 до 4,5, а молярное отношение V3 содержащегося в исходной смеси 2 реакционного газа молекулярного кислорода к содержащемуся в исходной смеси 2 реакционного газа пропилену составляет от 1,4 до 2,14.
2. Способ по п.1, отличающийся тем, что V2 означает от 3,5 до 4.
3. Способ по п.1, отличающийся тем, что V3 означает от 1,5 до 2,0.
4. Способ по п.1, отличающийся тем, что исходная смесь 2 реакционного газа содержит:
от 7 до 8 об.% пропилена,
от 11,9 до 15,5 об.% молекулярного кислорода,
от 11,9 до 15,5 об.% пропана и
от 50 до 60 об.% молекулярного азота,
при условии, что
V1 = от 1,7 до 2,1,
V2 = от 3,5 до 4,5,
V3 = от 1,7 до 2,1.
5. Способ по п.4, отличающийся тем, что V2 означает от 3,5 до 4.
6. Способ по п.4, отличающийся тем, что V3 означает от 1,8 до 2,0.
7. Способ по п.1, отличающийся тем, что общее содержание компонентов, отличающихся от пропилена, молекулярного кислорода, пропана и молекулярного азота, в исходной смеси 2 реакционного газа ≤10 об.%.
8. Способ по п.1, отличающийся тем, что исходная смесь 2 реакционного газа содержит от 0,5 до 8 об.%, по меньшей мере, одно из соединений метан и этан.
9. Способ по п.1, отличающийся тем, что исходная смесь 2 реакционного газа содержит от 0,5 до 5 об.%, по меньшей мере, одно из соединений метан и этан.
10. Способ по п.1, отличающийся тем, что исходная смесь 2 реакционного газа содержит от 0,5 до 3 об.%, по меньшей мере, одно из соединений метан и этан.
11. Способ по п.1, отличающийся тем, что исходная смесь 2 реакционного газа содержит ≤5 об.% воды и ≤5 об.% оксидов углерода.
12. Способ по п.1, отличающийся тем, что исходная смесь 2 реакционного газа содержит ≤3 об.% воды и ≤3 об.% оксидов углерода.
13. Способ по п.1, отличающийся тем, что исходная смесь 2 реакционного газа содержит ≤2 об.% воды и ≤2 об.% оксидов углерода.
14. Способ по п.1, отличающийся тем, что исходная смесь 2 реакционного газа содержит ≥0,5 об.% воды.
15. Способ по п.1, отличающийся тем, что общее содержание компонентов, отличных от пропилена, молекулярного кислорода, пропана и молекулярного азота, в исходной смеси 2 реакционного газа составляет ≤5 об.%.
16. Способ по п.1, отличающийся тем, что общее содержание компонентов, отличных от пропилена, молекулярного кислорода, пропана и молекулярного азота, в исходной смеси 2 реакционного газа составляет ≤3 об.%.
17. Способ по одному из пп.1-16, отличающийся тем, что в качестве источника пропилена, содержащегося в исходной смеси 2 реакционного газа, используют образуемый на стадии частичного гетерогенного катализируемого дегидрирования пропана в газовой фазе пропилен, из образованной при этом смеси 1 продукт-газа, содержащей пропилен и непревращенный пропан, выделяют часть отличных от пропана и пропилена компонентов.
18. Способ по п.17, отличающийся тем, что на стадию частичного гетерогенного катализируемого дегидрирования подают непревращенный пропан, оставшийся после выделения из полученной в рамках частичного окисления в газовой фазе смеси продукт-газа акролеина, акриловой кислоты или их смеси как целевого продукта, а, при необходимости, в исходную смесь 2 реакционного газа подают свежий пропан.
19. Способ по п.1, отличающийся тем, что в качестве источника пропилена, содержащегося в исходной смеси 2 реакционного газа, используют образуемый в способе непрерывного гетерогенно катализируемого частичного дегидрирования и/или оксидегидрирования пропана в газовой фазе пропилен, не выделяя из этого пропилена непревращенный на стадии гетерогенно катализируемого частичного дегидрирования и/или оксидегидрирования пропан.
20. Способ по п.19, отличающийся тем, что способ гетерогенно катализируемого частичного дегидрирования пропана представляет собой автотермическое дегидрирование.
21. Способ по п.19, отличающийся тем, что способ гетерогенно катализируемого частичного дегидрирования пропана представляет собой способ, согласно которому
в зону дегидрирования непрерывно подают исходную смесь 1 реакционного газа, содержащую подлежащий дегидрированию пропан,
исходную смесь 1 реакционного газа в зоне дегидрирования пропускают через, по меньшей мере, один неподвижный слой катализатора, на котором в процессе каталитического дегидрирования образуются молекулярный водород и пропилен,
в исходную смесь 1 реакционного газа перед и/или после ее загрузки в зону дегидрирования добавляют, по меньшей мере, один содержащий молекулярный кислород газ,
молекулярный водород, содержащийся в зоне дегидрирования в смеси 1, частично окисляют молекулярным кислородом до водяного пара, и
из зоны дегидрирования выводят продукт-газ, содержащий молекулярный водород, водяной пар, пропилен и непревращенный пропан, при условии, что выводимый из зоны дегидрирования продукт-газ разделяют на две части идентичного состава, и одну из частей как циркуляционный газ возвращают в зону дегидрирования.
22. Способ по п.21, отличающийся тем, что циркуляционный газ возвращают в исходную смесь 1 реакционного газа.
23. Способ по п.22, отличающийся тем, что исходная смесь 1 реакционного газа содержит:
от 15 до 25 об.% пропана,
от 2 до 6 об.% пропилена,
от 5 до 20 об.% водяного пара,
от 2 до 10 об.% молекулярного водорода,
от 40 до 75 об.% молекулярного азота и
>от 0 до 3 об.% молекулярного кислорода.
24. Способ по п.22, отличающийся тем, что продукт-газ содержит пропан и пропилен в молекулярном отношении пропилена к пропану от 0,3 до 0,66.
25. Способ по п.1, отличающийся тем, что в качестве источника пропилена, содержащегося в исходной смеси 2 реакционного газа, используют смесь продукт-газа частичного дегидрирования пропана после выделения из него, по меньшей мере, 50 об.% содержащихся в нем компонентов, отличных от пропана и пропилена.
26. Способ по п.1, отличающийся тем, что нагрузка неподвижного слоя катализатора пропиленом составляет от ≥135 Нл/л·ч до 300 Нл/л·ч.
27. Способ по п.1, отличающийся тем, что
a) нагрузка неподвижного слоя катализатора содержащимся в исходной смеси 2 реакционного газа пропеном составляет ≥160 Нл пропена/л неподвижного слоя катализатора·ч,
b) неподвижный слой катализатора состоит из засыпки, находящейся в двух последовательно размещенных реакционных зонах А*, В*, причем температура реакционной зоны А* составляет от 300 до 390°С, а температура реакционной зоны В* составляет от 305 до 420°С и одновременно, по меньшей мере, на 5°С выше температуры реакционной зоны А*,
c) исходную смесь 2 реакционного газа последовательно пропускают через реакционные зоны А*, В*: сначала А*, затем В* и
d) реакционная зона А* простирается до степени превращения пропена от 40 до 80 мол.%.
| WO 2004031107 A1, 15.04.2004 | |||
| WO 2004031106 A1, 15.04.2004 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| WO 00/53556 A, 14.09.2000 | |||
| WO 00/53558 A, 14.09.2000 | |||
| RU 96104337 A, 10.08.1996. | |||

