Настоящее изобретение относится к способу получения акролеина, акриловой кислоты или их смеси из пропана, в соответствии с которым
А) на вход в первую реакционную зону А подают поток исходной реакционной газовой смеси А, полученной объединением, по меньшей мере, четырех отличающихся друг от друга газообразных исходных потоков 1, 2, 3 и 4, причем газообразные исходные потоки 1, 2 и 3 содержат пропан, газообразным исходным потоком 4 является молекулярный водород и газообразным исходным потоком 3 является свежий пропан,
поток исходной реакционной газовой смеси А пропускают, по меньшей мере, через один слой катализатора первой реакционной зоны А, на котором в результате гетерогенно катализируемого частичного дегидрирования пропана, осуществляемого, при необходимости, при подаче других газовых потоков, образуется поток газовой смеси продуктов реакции А, содержащий пропан и пропилен,
поток газовой смеси продуктов реакции А выводят из первой реакционной зоны А через соответствующий выпуск, при этом разделяя его на два частичных потока 1 и 2 одинакового состава, и частичный поток 1 газовой смеси продуктов реакции А в соответствии с первым режимом рециркуляции возвращают в первую реакционную зону А в качестве газообразного исходного потока 1,
частичный поток 2 газовой смеси продуктов реакции А, при необходимости, направляют в первую зону разделения А, в которой выделяют частичное или большее количество содержащихся в нем компонентов, отличающихся от пропана и пропилена, в результате чего остается поток газовой смеси продуктов реакции А', содержащий пропан и пропилен,
частичный поток 2 газовой смеси продуктов реакции А или поток газовой смеси продуктов реакции А' используют во второй реакционной зоне В для питания, по меньшей мере, одного реактора окисления, в котором содержащийся в указанных потоках пропилен подвергают селективному гетерогенно катализируемому частичному газофазному окислению молекулярным кислородом, получая поток газовой смеси продуктов реакции В, состоящий из акролеина, акриловой кислоты или их смеси в качестве целевого продукта, непревращенного пропана и, при необходимости, непревращенного пропилена, а также избыточного молекулярного кислорода,
поток газовой смеси продуктов реакции В выводят из реакционной зоны В, во второй зоне разделения В выделяют содержащийся в нем целевой продукт и, по меньшей мере, частичное количество образующегося при этом остаточного газа, содержащего непревращенный пропан, молекулярный кислород, а также, при необходимости, непревращенный пропилен, и в соответствии со вторым режимом рециркуляции возвращают в реакционную зону А для использования в качестве газообразного исходного потока 2,
причем газообразные исходные потоки 2, 3 и 4, а также, при необходимости, дополнительные газообразные исходные потоки, отличающиеся от газообразного исходного потока 1, объединяют в поток газообразной рабочей смеси, который в качестве рабочего потока приводит в действие струйный насос, состоящий из сопла, смесительного участка, диффузора и всасывающего патрубка,
причем перемещение дросселируемого соплом рабочего газа через смесительный участок и диффузор в месте входа в первую реакционную зону А, а также всасывающее действие всасывающего патрубка направлены в сторону выпуска потока газовой смеси продуктов реакции А из первой реакционной зоны А
и при этом благодаря создаваемому во всасывающем патрубке разрежению с разделением потока газовой смеси продуктов реакции А на два частичных потока 1 и 2 происходит всасывание частичного потока 1 газовой смеси продуктов реакции А, его перемещение через диффузор при одновременном смешивании с рабочим потоком на смесительном участке и выпуск образующегося при этом потока реакционной газовой смеси А в месте его входа в первую реакционную зону А.
Акриловая кислота в качестве продукта частичного окисления пропилена является важнейшим мономером, который сам по себе или в виде соответствующего сложных алкиловых эфиров используют, например, для производства клеев или суперабсорбирующих воду полимеров (смотри, например, международные заявки WO 02/055469 и WO 03/078378). Акролеин является важнейшим промежуточным продуктом, используемым, например, для синтеза глутарового альдегида, метионина, фолиевой кислоты и акриловой кислоты.
Известны способы синтеза акролеина и/или акриловой кислоты, в соответствии с которыми в результате частичного гетерогенно катализируемого дегидрирования пропана получают пропилен, который в присутствии непревращенного (инертного) пропана, являющегося компонентом подлежащей частичному окислению смеси, подвергают частичному гетерогенно катализируемому газофазному окислению молекулярным кислородом, приводящему к образованию смеси продуктов, содержащей акролеин и/или акриловую кислоту (смотри, например, немецкую заявку на патент DE-A 10245585 и цитированный в ней уровень техники).
В отличие от осуществляемого в присутствии кислорода экзотермического гетерогенно катализируемого окислительного дегидрирования, при котором не происходит промежуточного образования свободного водорода (водород, отрываемый от подлежащего дегидрированию пропана, непосредственно образует воду), соответственно при котором свободный водород невозможно обнаружить аналитически, под гетерогенно катализируемым дегидрированием в соответствии с настоящим описанием следует подразумевать «традиционное» дегидрирование, которое в отличие от окислительного дегидрирования протекает с эндотермическим тепловым эффектом (последующей стадией гетерогенно катализируемого дегидрирования может являться экзотермическое сгорание водорода) и при котором происходит, по меньшей мере, промежуточное образование свободного молекулярного водорода. Реализация подобного процесса, как правило, требует использования иных реакционных условий и иных катализаторов, нежели окислительное дегидрирование.
В соответствии с вышесказанным под свежим пропаном в настоящем описании подразумевают пропан, не участвовавший ни в дегидрировании в реакционной зоне А, ни в частичном окислении пропилена в акролеин и/или акриловую кислоту в реакционной зоне В. Подобный пропан предпочтительно вообще не принимал участия ни в каких химических реакциях. Как правило, его вводят в реакционную систему в виде сырого пропана, который предпочтительно соответствует спецификации, приведенной в немецких заявках на патент DE-A 10246119 и DE-A 10245585, и обычно содержит также незначительные количества отличающихся от пропана компонентов. Подобный сырой пропан может быть получен способом, описанным, например, в немецкой заявке на патент DE-A 102005022798. Сырой пропан обычно содержит, по меньшей мере, ≥90 мас.%, предпочтительно, по меньшей мере, ≥95 мас.% пропана.
Указанные выше способы, относящиеся к уровню техники, обычно реализуют в режиме рециркуляции, в соответствии с которым, по меньшей мере, частичное количество остаточного газа, который содержит непревращенный пропан, молекулярный кислород и, при необходимости, непревращенный пропилен, и остается после выделения целевых продуктов из смеси продуктов частичного окисления, содержащей непревращенный пропан, молекулярный кислород, а также, при необходимости, непревращенный пропилен, возвращают в зону гетерогенно катализируемого дегидрирования.
При этом в качестве исходной реакционной газовой смеси ранее (например, в немецких заявках на патент DE-A 102004032129 и DE-A 102005013039) в зону гетерогенно катализируемого дегидрирования пропана в пропилен предлагалось направлять смесь водяного пара, свежего пропана и указанного выше рециркулируемого газа. Причем целесообразный вариант предполагает осуществление гетерогенно катализируемого дегидрирования пропана в полочном реакторе, оптимальному расположению полок в котором соответствует последовательное радиальное или аксиальное упорядочение. В подобном полочном реакторе целесообразно использовать стационарные слои катализатора. В соответствии с предпочтительным вариантом подобный реактор оснащен тремя полками с катализатором. Согласно уровню техники гетерогенно катализируемое частичное дегидрирование пропана рекомендуется осуществлять в автотермическом режиме. Для реализации автотермического режима к пропущенной через первый слой катализатора реакционной газовой смеси и между (стационарными) слоями катализатора, следующими за первым (стационарным) слоем катализатора, добавляют ограниченное количество молекулярного кислорода (например, в виде воздуха). Благодаря этому происходит, как правило, катализируемое самими катализаторами дегидрирования ограниченное сгорание молекулярного водорода, который образуется в процессе гетерогенно катализируемого дегидрирования пропана (а также, при необходимости, сгорание минимального количества пропана), причем соответствующий экзотермический тепловой эффект в основном позволяет поддерживать необходимую температуру дегидрирования (адиабатический реактор).
Согласно сравнительным примерам 1, 3 и 4, приведенным в немецкой заявке на патент DE-A 102004032129, а также согласно примеру осуществления изобретения, приведенному в немецкой заявке на патент DE-A 102005010111, частичное гетерогенно катализируемое дегидрирование пропана указанного выше типа реализуют в полочном реакторе дегидрирования (содержащем три полки со слоями катализатора) посредством трех последовательно соединенных трубчатых реакторов дегидрирования. Однако согласно указанным выше сравнительным примерам и примеру осуществления изобретения вместо последовательного соединения трубчатых реакторов может быть использован также показанный на Фиг.1 и 2 (адиабатический) полочный реактор (с тремя находящимися на соответствующих полках стационарными слоями катализатора).
Как показано на Фиг.1, реакционная смесь проходит через насыпные слои катализатора (2) полочного реактора в направлении снаружи внутрь. В отличие от этого реакционная смесь проходит через насыпные слои катализатора (2), загруженного в показанный на Фиг.2 полочный реактор, в направлении изнутри наружу. На Фиг.1 и 2 позицией (1) обозначена исходная реакционная газовая смесь, позициями (3) линии подачи воздуха и позициями (4) смесительные элементы.
Целесообразными являются следующие параметры реакторов (в пересчете на расход содержащегося в исходной реакционной газовой смеси пропана, составляющий 72280 кг/ч, и совокупный расход воздуха, составляющий 3496 кг/ч). Реактор согласно Фиг.1
При этом следует использовать катализатор из указанного выше соответствующего сравнительного примера или примера осуществления изобретения. То же относится к температуре реакции и составу исходной реакционной газовой смеси.
Целесообразным конструкционным материалом, предпочтительно используемым для изготовления всех узлов реактора, является специальная кремнийсодержащая сталь или, например, сталь марки 1.4841.
Реактор согласно Фиг.2
При этом следует использовать катализатор из указанного выше соответствующего сравнительного примера или примера осуществления изобретения. То же относится к температуре реакции и составу исходной реакционной газовой смеси. Целесообразным конструкционным материалом, предпочтительно используемым для изготовления всех узлов реактора, является специальная кремнийсодержащая сталь или, например, сталь марки 1.4841.
При этом гетерогенно катализируемое частичное дегидрирование пропана целесообразно осуществлять, используя катализатор, распределенный на трех полках реактора преимущественно таким образом, чтобы степень превращения пропана при однократном пропускании через реактор составляла около 20 мол.%. Указанной конверсии пропана соответствует селективность образования пропилена, как правило, составляющая 90 мол.%. По мере увеличения длительности эксплуатации катализатора максимум превращения пропана на отдельных полках реактора смещается в направлении пропускания реакционной газовой смеси от первых полок к последним. Катализатор подвергают регенерации, как правило, до того как указанный максимум сместится к третьей полке. Регенерацию катализатора предпочтительно следует осуществлять в момент времени, которому соответствует достижение одинаковой степени коксования катализатора на всех полках реактора.
Оптимальный суммарный расход пропана и пропилена, пропускаемого через общее количество загруженного в реактор (то есть находящегося на всех полках) катализатора, при рассмотренном выше гетерогенно катализируемом частичном дегидрировании пропана в общем случае составляет от 500 до 20000 нл/л·ч (в типичном случае от 1500 до 2500 нл/л·ч). При этом максимальная температура внутри каждого из стационарных слоев катализатора дегидрирования предпочтительно составляет от 500 до 600°С. В особенно предпочтительном варианте осуществления рассмотренной выше стадии гетерогенно катализируемого частичного дегидрирования пропана поступающая в полочный реактор реакционная газовая смесь состоит только из свежего пропана и газа, рециркулируемого со стадии частичного окисления, который содержит образующийся на этой стадии водяной пар в количестве, достаточном для обеспечения удовлетворительного срока службы катализатора дегидрирования пропана. Таким образом, указанные выше сравнительные примеры и пример осуществления изобретения могут быть реализованы в описанных полочных реакторах дегидрирования также и в случае отказа от добавления внешнего водяного пара. Что касается прочих условий дегидрирования, то справедливы соответствующие данные, приведенные в немецких заявках на патент DE-A 102005009885, DE-A 102005010111, DE-A 102005009891, DE-A 102005013039 и DE-A 102004032129. Как и в указанных документах, в настоящей заявке под расходом пропускаемой через слой катализатора реакционной газовой смеси подразумевают расход реакционной газовой смеси через литр слоя катализатора (например, стационарного слоя катализатора) в час, выраженный в нормальных литрах (нл), то есть в литрах, приведенных к нормальным условиям (0°С, 1 бар). Однако представленный указанным образом расход может относиться также только к одному из компонентов реакционной газовой смеси. В подобном случае речь идет о расходе именно этого компонента в нормальных литрах в час через литр слоя катализатора (загружаемые в реактор инертные материалы при расчете объема стационарного слоя катализатора не учитывают).
Расход поступающего в реактор исходного реакционного газа может быть отнесен также только к содержащемуся в одном слое катализатору, который может быть разбавлен инертным материалом (в этом случае особо указывают количество катализатора).
Недостаток рассмотренного выше способа согласно уровню техники состоит в том, что почти все катализаторы дегидрирования пропана одновременно катализируют происходящее в присутствии молекулярного кислорода сгорание пропана и пропилена (то есть полное окисление этих углеводородов до оксидов углерода и водяного пара), а газ, рециркулируемый со стадии частичного окисления на стадию гетерогенно катализируемого частичного дегидрирования пропана, обычно уже содержит молекулярный кислород. Присутствие молекулярного кислорода в рециркулируемом газе обусловлено тем, что с целью обеспечения более длительного срока службы катализатора гетерогенно катализируемого частичного окисления молекулярный кислород на стадии частичного окисления обычно используют в избытке по сравнению со стехиометрическим количеством. Катализируемое сгорание пропана и/или пропилена, содержащегося в поступающей на стадию дегидрирования исходной реакционной смеси, в присутствии указанного избытка молекулярного кислорода обусловливает снижение селективности образования пропилена на стадии гетерогенно катализируемого частичного дегидрирования пропана.
В связи с этим ранее предлагалось также в рамках осуществления многоступенчатого синтеза акролеина и/или акриловой кислоты из пропана (смотри немецкую заявку на патент DE-A 10211275) выполнять гетерогенно катализируемое частичное дегидрирование пропана способом, предусматривающим разделение выводимого из зоны дегидрирования целевого продукта на два частичных потока идентичного состава, один из которых направляют на стадию частичного окисления, в то время как другой частичный поток возвращают на стадию дегидрирования в качестве компонента исходной реакционной газовой смеси. Присутствующий в этом частичном рециркулируемом газовом потоке молекулярный водород, образовавшийся в процессе дегидрирования пропана, в данном случае выполняет функцию защиты содержащегося в исходной реакционной газовой смеси пропана и, при необходимости, пропилена от сгорания, обусловленного взаимодействием этих углеводородов с одновременно присутствующим в исходном газе молекулярным кислородом. Подобная защита основана на преимущественном сгорании молекулярного водорода (с образованием воды), обычно гетерогенно катализируемом самими катализаторами дегидрирования, которое является кинетически более выгодным, нежели полное сгорание пропана и/или пропилена.
Из немецкой заявки на патент DE-A 10211275 известно также о дегидрировании с рециркуляцией газа, реализуемой в соответствии с принципом струйного насоса (данный способ называют также петлевой технологией). В указанной заявке рассматривается также возможность добавления к используемой для дегидрирования пропана реакционной газовой смеси дополнительного молекулярного водорода. Однако в публикации не обсуждается необходимость соблюдения определенной последовательности дозирования молекулярного водорода в рабочий поток струйного насоса.
В соответствии с немецкими заявками на патент DE-A 102004032129 и DE-A 102005013039, содержащий молекулярный кислород газ, образующийся при гетерогенно катализируемом частичном окислении, предлагается возвращать не в исходную реакционную газовую смесь, направляемую на гетерогенно катализируемое частичное дегидрирование пропана. Более предпочтительной является рециркуляция содержащего молекулярный кислород газа в указанную реакционную газовую смесь, осуществляемая лишь по достижении определенной степени превращения пропана на стадии дегидрирования. При этом в немецкой заявке на патент DE-A 102004032129 перед указанной рециркуляцией предлагается также добавлять к направляемой на дегидрирование реакционной газовой смеси дополнительный внешний молекулярный водород. Кроме того, в цитируемой заявке рекомендуется использовать для дегидрирования пропана петлевую технологию. Используемым при этом рабочим потоком является исключительно газ, рециркулируемый со стадии частичного окисления на стадию дегидрирования.
Однако подобная технология обладает недостатком, состоящим в том, что со стадии дегидрирования на стадию частичного окисления поступает более значительное частичное количество дозируемого извне молекулярного водорода без предшествующего использования его защитного потенциала по сравнению с количеством молекулярного водорода, поступающего в качестве компонента газообразной смеси продуктов реакции. Кроме того, струйный насос повышает давление частичного количества смеси продуктов частичного дегидрирования, а на стадии частичного окисления осуществляют снижение созданного повышенного давления. Однако с целью компенсации происходящих на стадии частичного окисления потерь давления перед этим процессом в любом случае обычно должно быть выполнено дополнительное сжатие соответствующей исходной реакционной газовой смеси с помощью отдельного компрессора. Как правило, под давлением осуществляют также преобразование частичного потока 2 газовой смеси продуктов реакции А в поток газовой смеси продуктов реакции А'. Учитывая это, указанное выше повышение давления посредством струйного насоса представляется малоцелесообразным.
В связи с этим в приведенном в немецкой заявке на патент DE-A 102005009885 примере II рекомендуется использовать петлевую технологию, в соответствии с которой исходная реакционная газовая смесь, предназначенная для осуществления гетерогенно катализируемого частичного дегидрирования пропана, состоит из рециркулируемого со стадии частичного окисления газа, свежего пропана, внешнего молекулярного водорода, минимального количества внешнего водяного пара и газа, рециркулируемого непосредственно со стадии дегидрирования (можно также отказаться от использования внешнего водяного пара). В качестве рабочего потока используют смесь, состоящую из свежего пропана, внешнего молекулярного водорода, рециркулируемого со стадии частичного окисления газа и внешнего водяного пара. В цитируемой публикации отсутствует информация, касающаяся подлежащей соблюдению последовательности дозирования образующих рабочий поток компонентов. Причина отсутствия подобной информации состоит в том, что на момент создания соответствующей опытной установки из специальной стали авторы публикации не располагали какими-либо данными относительно необходимости соблюдения особой последовательности дозирования компонентов. Однако с течением времени выяснилось, что незначительный налет ржавчины на поверхности выполненных из специальной или обычной стали (то есть, в общем случае из стали) узлов опытной установки, образующийся в процессе ее длительной эксплуатации, катализирует происходящее в присутствии молекулярного кислорода сгорание молекулярного водорода. Подобное обстоятельство следует расценивать как недостаток, поскольку, по меньшей мере, часть теплоты сгорания выделяется не там, где это было бы необходимо, то есть в зоне эндотермического дегидрирования пропана. Напротив, по меньшей мере, часть выделяющегося при сгорании водорода тепла не вносит полезного вклада в обеспечение требуемого адиабатического режима дегидрирования, так как создание идеального адиабатического устройства является нереализуемой задачей. Это либо обусловливает необходимость подведения внешнего тепла, сопровождаемого протеканием нежелательных процессов крекинга используемых углеводородов, как правило, происходящего на поверхностях теплопередачи, либо приводит к существенному снижению степени дегидрирования. То и другое явление следует рассматривать в качестве недостатков.
В основу настоящего изобретения была положена задача предложить улучшенный способ получения акролеина, акриловой кислоты или их смеси из пропана, который не страдает рассмотренными выше недостатками или они присущи ему лишь в незначительной степени.
В соответствии с этим был найден способ получения акролеина, акриловой кислоты или их смеси из пропана, согласно которому
А) на вход в первую реакционную зону А подают поток исходной реакционной газовой смеси А, полученной объединением, по меньшей мере, четырех отличающихся друг от друга газообразных исходных потоков 1, 2, 3 и 4, причем газообразные исходные потоки 1, 2 и 3 содержат пропан, газообразным исходным потоком 4 является молекулярный водород и газообразным исходным потоком 3 является свежий пропан,
поток исходной реакционной газовой смеси А пропускают, по меньшей мере, через один слой катализатора первой реакционной зоны А, на котором в результате гетерогенно катализируемого частичного дегидрирования пропана, осуществляемого, при необходимости, при подаче других газовых потоков, образуется поток газовой смеси продуктов реакции А, содержащий пропан и пропилен,
поток газовой смеси продуктов реакции А выводят из первой реакционной зоны А через соответствующий выпуск, при этом разделяя его на два частичных потока 1 и 2 одинакового состава, и частичный поток 1 газовой смеси продуктов реакции А в соответствии с первым режимом рециркуляции возвращают в первую реакционную зону А в качестве газообразного исходного потока 1,
частичный поток 2 газовой смеси продуктов реакции А, при необходимости, направляют в первую зону разделения А, в которой выделяют частичное или большее количество содержащихся в нем компонентов, отличающихся от пропана и пропилена, в результате чего остается поток газовой смеси продуктов реакции А', содержащий пропан и пропилен,
частичный поток 2 газовой смеси продуктов реакции А или поток газовой смеси продуктов реакции А' используют во второй реакционной зоне В для питания, по меньшей мере, одного реактора окисления, в котором содержащийся в указанных потоках пропилен подвергают селективному гетерогенно катализируемому частичному газофазному окислению молекулярным кислородом, получая поток газовой смеси продуктов реакции В, состоящий из акролеина, акриловой кислоты или их смеси в качестве целевого продукта, непревращенного пропана и, при необходимости, непревращенного пропилена, а также избыточного молекулярного кислорода,
поток газовой смеси продуктов реакции В выводят из реакционной зоны В, во второй зоне разделения В выделяют содержащийся в нем целевой продукт и, по меньшей мере, частичное количество образующегося при этом остаточного газа, содержащего непревращенный пропан, молекулярный кислород, а также, при необходимости, непревращенный пропилен, и в соответствии со вторым режимом рециркуляции возвращают в реакционную зону А для использования в качестве газообразного исходного потока 2,
причем газообразные исходные потоки 2, 3 и 4, а также, при необходимости, дополнительные газообразные исходные потоки, отличающиеся от газообразного исходного потока 1, объединяют в поток газообразной рабочей смеси, который в качестве рабочего потока приводит в действие струйный насос, состоящий из сопла, смесительного участка, диффузора и всасывающего патрубка,
причем перемещение дросселируемого соплом рабочего газа через смесительный участок и диффузор в месте входа в первую реакционную зону А, а также всасывающее действие всасывающего патрубка направлены в сторону выпуска потока газовой смеси продуктов реакции А из первой реакционной зоны А
и при этом благодаря создаваемому во всасывающем патрубке разрежению с разделением потока газовой смеси продуктов реакции А на два частичных потока 1 и 2 происходит всасывание частичного потока 1 газовой смеси продуктов реакции А, его перемещение через диффузор при одновременном смешивании с рабочим потоком на смесительном участке и выпуск образующегося при этом потока реакционной газовой смеси А в месте его входа в первую реакционную зону А.
отличающийся тем, что сначала формируют газообразный исходный смешанный поток, соединяя в произвольной последовательности газообразные исходные потоки 2 и 3, а также, при необходимости, дополнительные газообразные исходные потоки, отличающиеся от газообразных исходных потоков 1 и 4, и лишь после этого к сформированному газообразному исходному смешанному потоку добавляют газообразный исходный поток 4, получая газообразный смешанный рабочий поток.
Предлагаемый в изобретении способ до отличающейся части может быть реализован в соответствии с технологией, приведенной в европейской заявке на патент ЕР-А 117146, заявке на патент США US-A 3161670, немецкой заявке на патент DE-A 3313573, международной заявке WO 01/96270, а также немецким заявкам на патент DE-A 10316039, DE-A 102005013039, DE-A 102004032129, DE-A 10211275, DE-A 10245585, DE-A 102005009891, DE-A 102005010111, DE-A 102005022798 и DE-A 102005009885.
Согласно изобретению добавление газообразного исходного потока 4 к газообразному исходному смешанному потоку (с образованием смешанного рабочего потока) предпочтительно осуществляют в течение максимально короткого промежутка времени. Кроме того, добавление газообразного исходного потока 4 к газообразному исходному смешанному потоку, сопровождаемое образованием смешанного рабочего потока, осуществляют таким образом, чтобы промежуток времени между моментом образования смешанного рабочего потока и моментом достижения потока исходной реакционной газовой смеси А первого слоя катализатора дегидрирования реакционной зоны А (в направлении пропускания) преимущественно составлял не более 30 секунд, не более 20 или 10 секунд, предпочтительно не более 7 секунд, особенно предпочтительно не более 5 секунд, еще более предпочтительно не более 3 секунд и лучше всего не более 1 секунды, соответственно 0,5 или 0,1 секунд.
В соответствии с предлагаемым в изобретении способом для выделения целевого продукта, содержащегося в потоке газовой смеси продуктов реакции В, в принципе можно использовать любой известный из уровня техники метод. Основная особенность подобных методов состоит в том, что благодаря реализации, например, абсорбционных и/или конденсационных мероприятий целевой продукт переводят из газообразной фазы в конденсированную фазу. При этом в качестве абсорбента можно использовать, например, воду, водный раствор и/или органический растворитель. В результате подобной «конденсации» целевого продукта обычно остается не переходящий в конденсированную фазу остаточный газ, который содержит сравнительно трудно конденсирующиеся компоненты потока газообразной смеси продуктов реакции В. Обычно речь идет прежде всего о тех компонентах, температура кипения которых при нормальном давлении (1 бар) составляет ≤-30°С (их суммарное содержание в остаточном газе составляет как правило ≥70 об.%, часто ≥80 об.% и в большинстве случаев ≥90 об.%). К подобным компонентам в первую очередь относятся непревращенный пропан, остающийся в потоке газообразной смеси продуктов реакции В избыток молекулярного кислорода, а также при необходимости непревращенный пропилен. Остаточный газ как правило дополнительно содержит инертные разбавляющие газы, например, такие как азот, диоксид углерода, благородные газы (гелий, неон, аргон и так далее), монооксид углерода, а также незначительные количества акриловой кислоты, акролеина и/или воды (содержание водяного пара в остаточном газе может достигать 25 об.%, часто 20 или 10 об.%, а в большинстве случаев составляет также менее 10 или 5 об.%). Вышеуказанный остаточный газ обычно образует основное количество сформировавшегося в зоне разделения В остаточного газа, которое обычно составляет, по меньшей мере, 80%, соответственно, по меньшей мере, 90%, или, по меньшей мере 95%, или более (в пересчете на содержащееся в нем количество пропана), в связи с чем в настоящем описании его иногда называют также основным остаточным газом.
Согласно изобретению, по меньшей мере, частичное количество указанного остаточного газа (основного остаточного газа), содержащего непревращенный пропан, молекулярный кислород, а также, при необходимости, непревращенный пропилен, по соответствующему контуру рециркуляции обычно возвращают в реакционную зону А и используют в качестве газообразного исходного потока 2. Согласно изобретению в большинстве случаев целесообразно возвращать в реакционную зону А и использовать в качестве газообразного исходного потока 2 все количество подобного остаточного газа.
Прежде всего, в том случае, если конденсацию целевого продукта осуществляют абсорбцией органическим растворителем, в зоне разделения В, как правило, образуется, по меньшей мере, один вторичный остаточный газ, содержащий непревращенный пропан, а также, при необходимости, непревращенный пропилен (количество вторичного остаточного газа в пересчете на содержащийся в нем пропан обычно значительно меньше по сравнению с количеством основного остаточного газа). Образование вторичного остаточного газа обусловлено тем, что конденсированная фаза в известной степени поглощает также непревращенный пропан и, при необходимости, непревращенный пропилен.
При последующем выделении целевого продукта из конденсированной фазы, реализуемого методами экстракции, дистилляции, кристаллизации и/или десорбции, этот непревращенный пропан, а также, при необходимости, пропилен, обычно регенерируют в качестве компонента, по меньшей мере, одной другой газовой фазы и в соответствии с предлагаемым в изобретении способом предпочтительно также возвращают в реакционную зону А,
Рециркуляцию непревращенного пропана и, при необходимости, пропилена можно осуществлять, например, в смеси с основным остаточным газом, которую в настоящем описании называют общим остаточным газом. Рециркуляцию можно осуществлять также в виде возвращаемых в реакционную зону А индивидуальных газовых потоков. Подобную рециркуляцию в реакционную зону А, очевидно, можно осуществлять также в виде другого газообразного исходного потока. Подобные индивидуально возвращаемые газовые потоки могут не содержать кислород или могут содержать его (могут являться побочным остаточным газом) (например, если кислород образуется вследствие отпаривания воздухом или продувки головной части ректификационной колонны воздухом, используемым в качестве ингибитора полимеризации).
Как основной и общий остаточные газы, так и побочный остаточный газ в соответствии с настоящим изобретением образуют содержащий непревращенный пропан, молекулярный кислород и, при необходимости, непревращенный пропилен остаточный газ, рециркулируемый в реакционную зону А в качестве газообразного исходного потока 2. Образующийся в зоне разделения В остальной газ, содержащий непревращенный пропан, а также, при необходимости, непревращенный пропилен, но не содержащий молекулярного кислорода, согласно изобретению можно рециркулировать в реакционную зону А в смеси с основным остаточным газом и/или побочным остаточным газом (то есть, например, в качестве компонента общего остаточного газа), например, в качестве компонента газообразного исходного потока 2 и/или также самостоятельно (в этом случае речь идет не о том остаточном газе, который возвращают в реакционную зону А в контексте настоящего изобретения). В последнем случае рециркуляцию в реакционную зону А можно осуществлять без каких-либо ограничений, то есть, например, также в виде другого газообразного исходного потока. Прежде всего, в том случае, если в соответствии с предлагаемым в изобретении способом в первой зоне разделения А из частичного потока 2 газовой смеси продуктов реакции А выделяют в основном все содержащиеся в нем компоненты, отличающиеся от пропана и пропилена, и образующийся в результате этого поток газовой смеси продуктов реакции А' используют для подачи, по меньшей мере, в один реактор окисления, в соответствии с предлагаемым в изобретении способом в реакционную зону А возвращают преимущественно все количество образующихся в зоне разделения В, содержащих непревращенный пропан, а также, при необходимости, непревращенный пропилен газовых потоков, осуществляя подобный рецикл предпочтительно в виде компонента общего остаточного газа, используемого в качестве газообразного исходного потока 2. Однако частичные количества (например, как описано в немецкой заявке на патент DE-A 102004032129), при необходимости, можно использовать также для других целей, например, таких как производство энергии и/или получение синтез-газа, и/или в качестве разбавляющего газа в реакционной зоне В. Однако согласно изобретению в рассмотренном выше случае, по меньшей мере, половину или две трети (то есть 50 или 66,6 об.%), предпочтительно, по меньшей мере, три четверти, еще более предпочтительно все количество вышеуказанного остаточного газа (соответствующего индивидуального основного и/или побочного, соответственно общего остаточного газа), образующегося в зоне разделения В, как правило, возвращают в реакционную зону А предпочтительно в качестве компонента газообразного исходного потока 2. При образовании в зоне разделения В лишь одного потока остаточного газа, содержащего непревращенный пропан, молекулярный кислород и непревращенный пропилен (как правило, часто имеет место именно подобная ситуация), этот поток согласно изобретению предпочтительно полностью (при необходимости, за вычетом частичного количества газа аналогичного состава, введенного в реакционную зону В в качестве разбавляющего газа) возвращают в качестве газообразного исходного потока 2 в реакционную зону А, прежде всего, в том случае, если в соответствии с предлагаемым в изобретении способом в первой зоне разделения А из частичного потока 2 смеси продуктов А выделяют в основном все содержащиеся в нем компоненты, отличающиеся от пропана и пропилена, и образующийся при этом газовый поток смеси продуктов реакции А' используют затем для подачи, по меньшей мере, в один реактор окисления. Однако этот поток, как указано выше, может быть разделен также на два частичных количества идентичного состава, причем в реакционную зону А в качестве газообразного исходного потока 2 можно рециркулировать только одно частичное количество, а другое частичное количество использовать для иных целей. В случае образования в зоне разделения В более одного подобного потока остаточного газа эти потоки согласно изобретению (как указано выше) можно рециркулировать в реакционную зону А совместно (например, предварительно объединив). Однако рециркуляцию этих остаточных газовых потоков в реакционную зону А, очевидно, можно осуществлять также по отдельности. Частичное количество остаточного газа можно также возвращать в реакционную зону А не в качестве газообразного исходного потока 2, а лишь вдоль реакционного пути гетерогенно катализируемого дегидрирования пропана в реакционной зоне А. При этом под реакционным путем гетерогенно катализируемого дегидрирования пропана в первой реакционной зоне А подразумевают путь течения содержащегося в потоке реакционной газовой смеси А пропана через реакционную зону А в зависимости от степени его превращения при дегидрировании (конверсии при гетерогенно катализируемом дегидрировании).
В соответствии с предлагаемым в изобретении способом остаточный газ, рециркулируемый в реакционную зону А в качестве газообразного исходного потока 2, обычно содержит ≥70 об.%, часто ≥80 об.% и в большинстве случаев ≥90 об.%, чаще всего ≥95 или ≥98 об.% компонентов, температура кипения которых при нормальном давлении (1 бар) составляет ≤-30°С.
Прежде всего, в том случае, если в соответствии с предлагаемым в изобретении способом в первой зоне разделения А из частичного потока 2 газовой смеси продуктов реакции А выделяют в основном все содержащиеся в нем компоненты, отличающиеся от пропана и пропилена, и образующийся в результате этого поток газовой смеси продуктов реакции А' используют для подачи, по меньшей мере, в один реактор окисления, газообразный исходный поток 2 обладает следующим типичным составом:
- от 0 до 2 об.%, в большинстве случаев от 0 до 1 об.%, часто от 0 до 0,5 об.% пропилена,
- от 0 до 2 об.%, в большинстве случаев от 0 до 1 об.%, часто от 0 до 0,5 об.% акролеина,
- от 0 до 0,5 об.%, в большинстве случаев от 0 до 0,1 об.%, часто от 0 до 0,05 об.% акриловой кислоты,
- от 0 до 4 об.%, в большинстве случаев от 0 до 2 об.%, часто от 0 до 1,5%об. СОх,
- от 10 до 50 об.%, в большинстве случаев от 20 до 30 об.% пропана,
- от 0 до 70 об.%, в большинстве случаев от 40 до 70 об.% азота,
- от 1 до 10 об.%, в большинстве случаев от 2 до 5 об.%, часто от 2,5 до 3,5 об.% кислорода и
- от 0 до 15 об.% воды.
Температура газообразного исходного потока 2 в соответствии с предлагаемым в изобретении способом часто составляет от 50 до 200°С, соответственно от 70 до 130°С, а давление находится в интервале от 1,5 до 5 бар, предпочтительно от 3 до 4 бар.
Типичная температура газообразного исходного потока 3 составляет от 0 до 50°С, часто от 5 до 20°С, а давление находится в интервале от 3 до 6 бар, соответственно от 4 до 5 бар.
В соответствии с предлагаемым в изобретении способом газообразным исходным потоком 4 должен являться молекулярный водород. Под молекулярным водородом в настоящем изобретении подразумевают газовые потоки, состоящие только из одного молекулярного водорода, или газовые потоки, которые содержат, по меньшей мере, 50 об.%, предпочтительно, по меньшей мере, 60 об.%, по меньшей мере, 70 об.%, по меньшей мере, 80 об.%, по меньшей мере, 90 об.%, по меньшей мере, 95 об.%, по меньшей мере, 98 об.% или по меньшей мере, 99 об.% молекулярного водорода, а остаток до 100 об.% образован соответствующими количествами инертного газа. Под инертным газом в настоящей заявке в общем случае подразумевают компонент реакционного газа, который в условиях соответствующей реакции (в рассмотренном выше случае в условиях гетерогенно катализируемого дегидрирования) характеризуется преимущественно инертным поведением, причем химически неизменными остаются более 95 мол.%, предпочтительно более 99 мол.% каждой из составных частей инертного реакционного газа. Примерами подобных инертных газов являются азот, благородные газы, диоксид углерода, а также водяной пар.
В соответствии с предлагаемым в изобретении способом целесообразная температура газообразного исходного потока 4 составляет от 20 до 100°С, часто от 40 до 60°С, а давлению соответствует интервал от 1 до 5 бар.
Согласно изобретению предпочтительным является способ, в соответствии с которым от 60 до 90 мол.%, предпочтительно от 75 до 85 мол.% содержащегося в исходной реакционной газовой смеси А молекулярного водорода образовано частичным потоком 1 газовой смеси продуктов реакции А (газообразным исходным потоком 1), а остаток до 100 мол.%, составляющий от 10 до 40 мол.%, соответственно от 15 до 25 мол.%, образован газообразным исходным потоком 4.
К другим газообразным исходным потокам, используемым наряду с газообразными исходными потоками 1-4, прежде всего, относится водяной пар, соответственно тонкодисперсные капельки распыленной воды. В целесообразном варианте температура подобного газообразного исходного потока 5, например, состоящего из водяного пара, составляет от 100 до 200°С, часто от 120 до 160°С, а давление находится в интервале от 1 до 4 бар.
В соответствии с предлагаемым в изобретении способом образованный водяным паром газообразный исходный поток 5 вводят в состав газообразного исходного смешанного потока до введения в этот смешанный поток газообразного исходного потока 4.
Объединение указанных выше потоков целесообразно осуществлять следующим образом: сначала к газообразному исходному потоку 2 добавляют газообразный исходный поток 5 и к полученной газообразной смеси добавляют газообразный исходный поток 3.
Образовавшийся исходный газообразный смешанный поток пропускают через косвенный теплообменник предпочтительно только с целью охлаждения частичного потока 2 газовой смеси продуктов реакции А (например, снижения его температуры с 500-600°С до 150-350°С) и одновременного нагревания исходного газового потока (например, повышения его температуры с 20-200°С до 350-530°С). Присутствие водяного пара снижает опасность происходящего при нагревании коксования. После этого осуществляют необходимое согласно изобретению объединение газообразного исходного потока 4 с нагретым до указанной выше температуры исходным смешанным потоком, приводящее к образованию потока газообразной рабочей смеси. Согласно изобретению температура потока газообразной рабочей смеси предпочтительно составляет от 350 до 550°С, а давление находится в интервале от 2 до 5 бар.
Как более подробно сообщается ниже, совместное использование водяного пара в качестве газообразного исходного потока 5 прежде всего способствует пролонгированию срока службы гетерогенного катализатора частичного дегидрирования пропана. Однако согласно изобретению от подобного совместного использования газообразного исходного потока 5 по возможности предпочтительно отказываются, предпочтительно используя содержащийся в газообразном исходном потоке 2 водяной пар, присутствие которого в этом потоке обусловлено образованием воды на стадии частичного окисления. Согласно изобретению целесообразное содержание водяного пара в потоке исходной реакционной газовой смеси А составляет от 1 до 20 об.% или до 15 об.%, соответственно до 10 об.%, часто от 4 до 6 об.%
Прежде всего, в том случае, если в соответствии с менее предпочтительным вариантом осуществления предлагаемого в изобретении способа для подачи, по меньшей мере, в один реактор окисления используют частичный поток 2 смеси продуктов реакции А, неподвергнутый переработке в первой зоне разделения А, согласно изобретению целесообразно выделять из образующегося в зоне разделения В остаточного газа, по меньшей мере, частичное количество содержащихсяся в нем компонентов, отличающихся от пропана, молекулярного кислорода и, при необходимости, пропилена, прежде чем использовать этот остаточный газ для формирования газообразного исходного потока 2.
Соответствующее выделение описано, например, в европейской заявке на патент ЕР-А 117146, заявке на патент США US-A 3161670, а также в немецких заявках на патент DE-A 3313573, DE-A 10316039 и DE-A 10245585.
В соответствии с предлагаемым в изобретении способом в случае использования в реакционной зоне А петлевой технологии оптимальное количество частичного потока 1 смеси продуктов реакции А составляет от 25 до 75 об.%, соответственно от 30 до 70 об.%, предпочтительно от 40 до 60 об.%, особенно предпочтительно 50 об.% в пересчете на общий поток газовой смеси продуктов реакции А.
В соответствии с предлагаемым в изобретении способом степень превращения пропана при пропускании потока исходной реакционной газовой смеси А, которая согласно изобретению предпочтительно сформирована только из газообразных исходных потоков 1, 2, 3 и 4, а также, при необходимости, используемого газообразного исходного потока 5, состоящего из водяного пара, может составлять от 20 до 30 мол.% (в пересчете на однократное пропускание потока исходной реакционной газовой смеси А через реакционную зону А, а также в пересчете на общее количество пропана, то есть на суммарное количество свежего пропана и пропана, содержащегося в газообразном исходном потоке 2). Однако в соответствии с особенно целесообразным вариантом осуществления предлагаемого в изобретении способа вышеуказанная степень превращения пропана составляет от 30 до 60 мол.%, предпочтительно от 35 до 55 мол.% и особенно предпочтительно от 35 до 45 мол.%.
Рабочее давление при частичном гетерогенно катализируемом дегидрировании пропана в реакционной зоне А, благоприятное для реализации указанных выше степеней его превращения, составляет от 0,3 до 10 бар, соответственно предпочтительно до 3 бар. Присутствие водяного пара позволяет частично компенсировать воздействие эндотермии на дегидрирование, что обусловлено высокой теплоемкостью воды; с другой стороны, разбавление водяным паром обусловливает снижение парциального давления исходного и конечного продуктов, что оказывает благоприятное влияние на положение равновесия реакции дегидрирования. Обусловленный разбавлением эффект может быть обеспечен также благодаря совместному использованию в качестве других газообразных исходных потоков других инертных газов (например, азота, диоксида углерода и так далее). Однако, в отличие от указанных инертных газов водяной пар, как отмечено выше, оказывает дополнительное благоприятное воздействие на срок службы используемого в реакционной зоне А катализатора.
На Фиг.3 показаны два возможных варианта конструктивного исполнения подобной реакционной зоны А (размеры указаны в миллиметрах). Приведенные на чертежах позиции означают:
1 - смешанный рабочий поток,
2 - частичный поток 2 газовой смеси продуктов реакции А,
3 - стационарный слой катализатора,
4 - сопло струйного насоса,
5 - смесительная труба,
6 - диффузор.
При этом расход смешанного рабочего потока 1 может составлять, например, 148 т/ч, температура 486°С и давление 3,11 бар, соответственно 3,51 бар. Соответствующий расход частичного потока 2 газовой смеси продуктов реакции А также составляет 148 т/ч, причем в типичных случая этот поток может обладать температурой, составляющей, например, 600°С, и давлением 2,3 бар. То есть давление со стороны всасывания струйного насоса может составлять 2,3 бар. Это соответствует расходу общего циркуляционного потока, составляющему 296 т/ч. В качестве катализатора можно использовать, например, стерженьки диаметром 1,5 мм и типичной длиной от 3 до 7 мм согласно примеру 4 из немецкой заявки на патент DE-A 10219879 (общее количество катализатора, составляет, например, 30 т). Насыпная плотность стационарного слоя катализатора может составлять, например, от 1200 кг/м3 (рыхлая упаковка) до 1350 кг/м3 (плотная упаковка). Давление непосредственно перед слоем катализатора в типичном случае составляло бы 2,71 бар.
Ниже приведено типичное содержание основных компонентов исходной реакционной газовой смеси А:
Однако в общем случае, как указано выше, предпочтительным и необходимым является как можно более низкое содержание водяного пара в потоке исходной реакционной газовой смеси А. Для обеспечения удовлетворительного срока службы катализаторов дегидрирования поток исходной реакционной газовой смеси А по мере увеличение целевой степени превращения пропана в реакционной зоне А должен содержать более значительные количества водяного пара.
В соответствии с предлагаемым в изобретении способом оптимальное молярное отношение содержащегося в потоке исходной реакционной газовой смеси А молекулярного водорода к содержащемуся в нем молекулярному кислороду составляет около 2:1. Соответствующее молярное отношение содержащегося в потоке исходной реакционной газовой смеси А молекулярного водорода к содержащемуся в нем пропану, как правило, составляет ≤ 5:1. В соответствии с предлагаемым в изобретении способом молярное отношение содержащегося в потоке исходной реакционной газовой смеси А водяного пара к содержащемуся в нем пропану в большинстве случаев составляет от ≥ 0,05:1 до 2:1, соответственно до 1:1.
В соответствии с предлагаемым в изобретении способом реакционную зону А предпочтительно выполняют таким образом, чтобы молярное отношение целевого пропилена к непревращенному пропану, содержащихся в потоке газовой смеси продуктов реакции А, составляло 0,2:1 соответственно от 0,3:1 до 0,5:1 (при необходимости, до 0,66:1).
Реакционная зона А может обладать изотермическим конструктивным исполнением, характеризующимся целенаправленным теплообменом потока исходной реакционной газовой смеси А с пропускаемыми снаружи текучими (то есть жидкими или газообразными) теплоносителями (применительно к однократному пропусканию реакционного потока через реакционную зону А). При аналогичной базе сравнения реакционная зона А может обладать также адиабатическим конструктивным исполнением, характеризующимся преимущественным отсутствием указанного целенаправленного теплообмена с пропускаемым снаружи теплоносителем. В последнем случае благодаря реализации рекомендованных в рассмотренном выше уровне техники и описываемых ниже технических мероприятий тепловой брутто-эффект (применительно к однократному пропусканию потока исходной реакционной газовой смеси А через реакционную зону А) может быть эндотермическим (отрицательным), автотермическим (преимущественно нулевым) или экзотермическим (положительным).
Гетерогенно катализируемое частичное дегидрирование пропана в пропилен в типичных случаях требует использования сравнительно высоких температур. При этом конверсия пропана обычно бывает ограничена термодинамическим равновесием реакции дегидрирования. Типичная температура дегидрирования пропана составляет от 300 до 800°С, соответственно от 400 до 700°С. Дегидрирование одного моля пропана сопровождается выделением одного моля водорода.
Повышение температуры дегидрирования и удаление образующегося в качестве продукта реакции водорода, а также снижение парциального давления благодаря использованию инертных разбавителей обеспечивают смещение термодинамического равновесия в сторону образования целевого продукта.
Частичное гетерогенно катализируемое дегидрирование пропана в реакционной зоне А в принципе можно осуществлять (квази)-адиабатически и при эндотермическом эффекте. При этом поток исходной реакционной газовой смеси А с температурой от 450 до 700°С (соответственно от 550 до 650°С) пропускают, по меньшей мере, через один слой катализатора. При адиабатическом пропускании исходной реакционной газовой смеси через катализатор (можно использовать как кипящий, так и стационарный слой катализатора, причем согласно изобретению предпочтительным является стационарный слой катализатора) сначала обычно происходит ее нагревание, обусловленное сгоранием водорода, а затем охлаждение до температуры, составляющей примерно от 30 до 200°С в зависимости от степени превращения пропана и разбавления. Снижение температуры реакции позволяет пролонгировать срок службы используемого для ее осуществления катализатора. Повышение температуры реакции способствует увеличению конверсии пропана.
В технологическом отношении гетерогенно катализируемое дегидрирование пропана целесообразно осуществлять в реакционной зоне А, выполненной в виде полочного реактора.
В целесообразном варианте подобный реактор содержит несколько последовательно расположенных слоев катализатора дегидрирования. Число слоев катализатора может составлять от 1 до 20, целесообразно от 2 до 8, а также от 3 до 6. Увеличение количества полок позволяет повысить степень превращения пропана. Слои катализатора последовательно упорядочены предпочтительно в радиальном или аксиальном направлении. Технологически целесообразным является использование в подобном полочном реакторе стационарных слоев катализатора.
В наиболее простом варианте стационарные слои катализатора расположены в шахтном реакторе аксиально или в кольцевом зазоре, образованном вставленными одна в другую цилиндрическими колосниковыми решетками. Возможно также последовательное расположение кольцевых зазоров в виде сегментов и пропускание газа в радиальном направлении от одного сегмента к расположенному выше или ниже него следующему сегменту.
В целесообразном варианте по мере перемещения потока реакционной газовой смеси А в полочном реакторе от одного слоя катализатора к следующему его подвергают промежуточному нагреванию, например, благодаря пропусканию над поверхностями (например, ребрами) обогреваемых горячими газами теплообменников или через обогреваемые горячими горючими газами трубы (в качестве материала целесообразно использовать кремнийсодержащие марки стали, прежде всего, специальные стали, например, типа 1.4841).
При эксплуатации полочного реактора в адиабатическом режиме и использовании катализаторов, прежде всего, описанных в немецкой заявке на патент DE-A 19937107, в частности, в примерах осуществления, для достижения в рассмотренных выше условиях степеней превращения пропана, составляющих ≤30 мол.%, достаточно вводить предварительно нагретый до температуры от 450 до 550°С поток исходной реакционной газовой смеси А в полочный реактор дегидрирования и выдержать внутри него при соответствующей указанным пределам температуре. Это значит, что общее дегидрирование пропана следует осуществлять при чрезвычайно низких температурах, что особенно благоприятно отражается на сроке службы катализаторов, предназначенных для осуществления дегидрирования в стационарном слое. Для достижения более высоких степеней превращения пропана целесообразно вводить в полочный реактор дегидрирования поток исходной реакционной газовой смеси А, предварительно нагретый до более высоких температур, которые могут достигать 700°С, и выдержать его внутри реактора при соответствующей указанным пределам температуре.
В соответствии с более сложным технологическим вариантом осуществляют описанное выше прямое промежуточное нагревание потока исходной реакционной газовой смеси А (автотермический режим). Кроме того, к потоку исходной газовой смеси как после первого слоя катализатора (в направлении пропускания газовой смеси), так и в промежутке между последующими слоями обычно добавляют небольшие количества молекулярного кислорода. Это способствует, как правило, катализизируемому самими катализаторами дегидрирования сгоранию ограниченного количества содержащегося в исходной реакционной газовой смеси молекулярного водорода, образующегося в процессе гетерогенно катализируемого дегидрирования пропана и/или добавляемого к реакционной газовой смеси, причем, при необходимости, одновременно сгорают незначительные количества пропана (может оказаться также технологически целесообразным дополнительное использование в полочном реакторе слоев, которые содержат катализатор, особенно селективно катализирующий сгорание водорода (пригодные катализаторы подобного типа известны, например, из патентов США US 4788371, US 4886928, US 5430209, US 5530171, US 5527979 и US 5563314, причем содержащие подобные катализаторы слои можно чередовать в полочном реакторе, например, со слоями, содержащими катализатор дегидрирования). Согласно изобретению предпочтительным является использование молекулярного водорода, вводимого только в формируемый вне реактора поток исходной реакционной газовой смеси А. Теплота сгорания молекулярного водорода способствует реализации квазиавтотермического гетерогенно катализируемого дегидрирования пропана (тепловой брутто-эффект близок к нулю), протекающего в почти изотермическом технологическом режиме. Увеличение времени пребывания реакционного газа в слое катализатора позволяет осуществлять дегидрирование пропана при снижающейся или преимущественно постоянной температуре, что способствует пролонгированию срока службы катализаторов дегидрирования.
Рассмотренную выше подачу кислорода в общем случае следует осуществлять таким образом, чтобы его содержание в реакционной газовой смеси в пересчете на присутствующий в ней молекулярный водород составляло от 0,5 до 50 об.%, соответственно до 30 об.%, предпочтительно от 10 до 25 об.% (указанные количественные соотношения оптимальны и для содержания соответствующих компонентов в потоке исходной реакционной газовой смеси А). При этом в качестве источника кислорода можно использовать как чистый молекулярный кислород или кислород, разбавленный инертным газом, например, монооксидом углерода, диоксидом углерода, азотом и/или благородными газами, так и, прежде всего, воздух (в качестве источника кислорода предпочтительно используют исключительно воздух). Газообразные продукты сгорания, как правило, обеспечивают эффект дополнительного разбавления реакционных газов, а следовательно, ускоряют гетерогенно катализируемое дегидрирование пропана. Прежде всего, это относится к образующемуся при сгорании водяному пару.
Реализации гетерогенно катализируемого дегидрирования пропана в изотермическом режиме дополнительно можно содействовать благодаря введению в свободные пространства полочного реактора между слоями катализатора замкнутых встроенных элементов (например, в виде трубок), которые перед загрузкой в реактор подвергают предпочтительному, но необязательному вакуумированию. Подобные встроенные элементы содержат пригодные твердые материалы или жидкости, которые при определенной температуре испаряются или плавятся, потребляя соответствующие количества тепла, а в зонах реактора с температурой, более низкой по сравнению с точкой их испарения или плавления, конденсируются с высвобождением тепла.
Поток исходной реакционной газовой смеси А, прежде всего, используемой в случае указанного автотермического технологического режима, предпочтительно обладает следующим составом:
Согласно изобретению типичный расход исходной реакционной газовой смеси А, отнесенный к общему количеству загруженного в реактор катализатора дегидрирования (сумме всех его слоев), составляет от 250 до 5000 ч-1 (в режиме с максимальной нагрузкой также до 40000 ч-1), предпочтительно от 10000 до 25000 нл/л·ч, особенно предпочтительно 15000 до 20000 нл/л·ч. Соответствующий расход в пересчете на пропан в типичных случаях составляет от 50 до 1000 ч-1 (в режиме с максимальной нагрузкой также до 40000 ч-1), предпочтительно от 2000 до 5000 нл/л·ч, особенно предпочтительно от 3000 до 4000 нл/л·ч.
Предлагаемый в изобретении способ позволяет обеспечить селективность образования пропилена в реакционной зоне А, достигающую 95 мол.% и более, даже при высоких степенях превращения исходного пропана.
Выводимый из реакционной зоны А (реактора дегидрирования) частичный поток 2 газовой смеси продуктов реакции А в реакционных условиях, выбранных для осуществления гетерогенно катализируемого дегидрирования пропана, как правило, находится под давлением, составляющем от 0,3 до 10 бар, предпочтительно от 1 до 3 бар, и часто обладает температурой от 450 до 650°С, соответственно до 750°С, в большинстве случаев от 500 до 600°С. Частичный поток 2, как правило, содержит пропан, пропилен, водород, азот, воду, метан, этан (метан и этан в большинстве случаев образуются вследствие термической деструкции небольшого количества пропана), этилен, бутен-1, прочие бутилены, такие как изобутилен, другие С4-углеводороды, такие как н-бутан, изобутан, бутадиен и так далее, монооксид и диоксид углерода, а также, как правило, продукты окисления, такие как спирты, альдегиды и карбоновые кислоты (обычно содержащие ≤9 атомов углерода). Кроме того, частичный поток 2 может содержать незначительные количества компонентов, присутствие которых обусловлено введением в реакционную зону А газообразного исходного потока 2.
В соответствии с европейской заявкой на патент ЕР-А 117146, немецкой заявкой на патент DE-A 3313573 и заявкой на патент США US-A 3161670 частичный поток 2 газовой смеси продуктов реакции А рекомендуется направлять непосредственно, по меньшей мере, в один реактор окисления, в то время как согласно предлагаемому в настоящем изобретении способу предпочтительным является предварительное выделение из указанного потока, по меньшей мере, частичного количества присутствующих в нем компонентов, отличающихся от пропана и пропилена, лишь после реализации которого частичный поток 2 газовой смеси продуктов реакции А направляют на стадию частичного окисления содержащегося в этом потоке пропилена. При этом необходимо учитывать требования, сформулированные в немецкой заявке на патент DE-A 10211275.
Следует констатировать, что для осуществления предлагаемого в изобретении способа гетерогенно катализируемого дегидрирования пропана в принципе можно использовать любые известные из уровня техники катализаторы дегидрирования. Грубо их можно разделить на две основные группы. Одну из них образуют катализаторы оксидного характера (например, оксид хрома и/или оксид алюминия), в то время как к другой группе относятся катализаторы, состоящие, по меньшей мере, из одного, как правило, сравнительно благородного металла (например, платины), нанесенного, как правило, на носитель оксидного типа. Таким образом, можно использовать любые из катализаторов дегидрирования, рекомендованных, в частности, в международной заявке WO 01/96270, европейской заявке на патент ЕР-А 731077, немецких заявках на патент DE-A 10211275 и DE-A 10131297, международной заявке WO 99/46039, заявке на патент США US-A 4788371, европейской заявке на патент ЕР-А-0705136, международной заявке WO 99/29420, заявках на патент США US-A 4220091, США US-A 5430220 и США US-A 5877369, европейской заявке на патент ЕР-А-0117146, немецких заявках на патент DE-A 19937196, DE-A 19937105 и DE-А 19937107. Особенно пригодными являются катализаторы из примеров 1, 2, 3 и 4, приведенных в немецкой заявке на патент DE-A 19937107.
Речь при этом идет о катализаторах дегидрирования, которые содержат от 10 до 99,9 мас.% оксида циркония, от 0 до 60 мас.% оксида алюминия, диоксида кремния и/или диоксида титана и от 0,1 до 10 мас.%, по меньшей мере, одного элемента первой или второй главной группы, элемента третьей побочной группы, элемента восьмой побочной группы периодической системы элементов, лантана и/или олова, при условии, что сумма указанных массовых процентов составляет 100.
Особенно пригодным является также катализатор дегидрирования, используемый в примерах и сравнительных примерах настоящего изобретения.
В общем случае для дегидрирования используют катализаторы в виде стерженьков с типичным диаметром от 1 до 10 мм, предпочтительно от 1,5 до 5 мм, и типичной длиной от 1 до 20 мм, предпочтительно от 3 до 10 мм, таблеток, размеры которых предпочтительно аналогичны размерам стерженьков, и/или колец, типичные наружный диаметр и длина которых составляют соответственно от 2 до 30 или 10 мм, а целесообразная толщина стенок от 1 до 10, 5 или 3 мм. Для осуществления гетерогенно катализируемого дегидрирования пропана в кипящем слое (соответственно псевдоожиженном или движущемся слое) используют соответствующие катализаторы, которые обладают более высокой дисперсностью. Согласно изобретению в реакционной зоне А предпочтительно используют стационарный слой катализатора.
Катализаторы дегидрирования (прежде всего используемые в примерах настоящего изобретения, а также рекомендованные в немецкой заявке на патент DE-A 19937107, прежде всего используемые в соответствующих примерах) как правило готовят таким образом, чтобы они оказались пригодны для катализа как дегидрирования пропана, так и сгорания молекулярного водорода. При этом в случае конкуренции между реакцией сгорания водорода и реакциями дегидрирования и сгорания пропана на подобных катализаторах гораздо быстрее происходит сгорание водорода.
Для реализации гетерогенно катализируемого дегидрирования пропана в принципе пригодны любые известные из уровня техники реакторы и технологические варианты. Соответствующие технологические варианты описаны, например, во всех цитируемых публикациях уровня техники, относящихся к катализаторам дегидрирования, а также в цитированном в начале настоящего описания уровне техники.
Сравнительно подробное описание технологии дегидрирования, пригодной для осуществления настоящего изобретения, приводится также в Catalytica® Studies Division, Oxidative Dehydrogenation and Alternative Dehydrogenation Processes, Study Number 4192 OD, 1993, 430 Ferguson Drive, Mountain View, Калифорния, 94043-5272 США.
Согласно изобретению прежде чем использовать частичный поток 2 газовой смеси продуктов реакции А в качестве источника пропилена для частичного окисления последнего предлагаемым в изобретении способом, из этого потока выделяют преимущественно, по меньшей мере, 50 об.%, предпочтительно, по меньшей мере, 75 об.%, особенно предпочтительно, по меньшей мере, 90 об.% и еще более предпочтительно, по меньшей мере, 95 об.% отличающихся от пропана и пропилена компонентов. Для этой цели в принципе можно использовать любые из приведенных в немецких заявках на патент DE-A 102004032129, DE-A 102005013039, DE-A 102005009891, DE-A 102005010111, DE-A 102005009885, DE-A 102005028798 и DE-A 102455585 вариантов выделения.
Пригодный метод выделения, удовлетворяющий требованиям настоящего изобретения, состоит, например, в реализации контакта предпочтительно охлажденного (предпочтительно до температуры от 10 до 100°С, соответственно до 70°С) частичного потока 2 газовой смеси продуктов реакции А с предпочтительно высококипящим, предпочтительно гидрофобным органическим растворителем, способным абсорбировать из входящих в состав частичного потока 2 компонентов преимущественно пропан и пропилен, причем указанный контакт реализуют под давлением, составляющим, например, от 0,1 до 50 бар, предпочтительно от 5 до 15 бар, при температуре, составляющей, например, от 0 до 100°С, предпочтительно от 20 до 40°С, например, простым пропусканием частичного потока 2 газовой смеси продуктов реакции А через указанный выше органический растворитель. Благодаря последующей десорбции, ректификации и/или отпариванию посредством газа, который обладает инертным поведением при последующем частичном окислении пропилена и/или который одновременно используют в качестве реагента, необходимого для осуществления последующего частичного окисления пропилена (например, отпариванию посредством воздуха или иной смеси, состоящей из молекулярного кислорода и инертного газа), можно регенерировать пропан и пропилен в виде очищенной смеси, которую можно использовать для частичного окисления в качестве источника пропилена (указанный выше технологический процесс предпочтительно осуществляют аналогично сравнительному примеру 1 из немецкой заявки на патент DE-A 102004032129). Образующийся при осуществлении указанной выше абсорбции абгаз, при необходимости, содержащий молекулярный водород, может быть подвергнут разделению, реализуемому, например, адсорбцией при переменном давлении и/или мембранным методом (например, согласно немецкой заявке на патент DE-A 10235419), и выделенный из него водород можно использовать в качестве компонента потока исходной реакционной газовой смеси А (а именно в качестве газообразного исходного потока 4).
Однако коэффициент разделения С3-/С4-углеводородов при использовании рассмотренной выше технологии сравнительно низок и зачастую не удовлетворяет приведенным в немецкой заявке на патент DE-A 10245585 требованиям.
В связи с этим для решения задач настоящего изобретения предпочтение часто отдают адсорбции при переменном давлении или осуществляемой под давлением ректификации как альтернативе рассмотренному выше разделению абсорбцией.
Для осуществления рассмотренного выше абсорбционного разделения в качестве абсорбентов в принципе пригодны любые абсорбенты, способные поглощать пропан и пропилен. Под абсорбентом предпочтительно подразумевают предпочтительно гидрофобный и/или высококипящий органический растворитель. Температура кипения подобного растворителя (при нормальном атмосферном давлении) преимущественно составляет по меньшей мере 120°С, предпочтительно по меньшей мере 180°С, предпочтительно от 200 до 350°С, прежде всего от 250 до 300°С, более предпочтительно от 260 до 290°С. Оптимальная температура воспламенения подобного растворителя (при нормальном давлении, равном 1 бар) превышает 110°С. Пригодными абсорбентами в общем случае являются неполярные органические растворители, например, такие как алифатические углеводороды, предпочтительно несодержащие полярных групп с внешним действием, а также ароматические углеводороды. В общем случае абсорбент должен обладать возможно более высокой температурой кипения и одновременно возможно более высокой способностью растворять пропан и пропилен. Пригодными абсорбентами являются алифатические углеводороды, например, алканы или алкены с 6-20 атомами углерода, ароматические углеводороды, например, средние нефтяные фракции перегонки парафинов, простые эфиры с присоединенными к атому кислорода блокированными (пространственно затрудненными) группами или их смеси, причем к указанным продуктам может быть добавлен полярный растворитель, например, подобный используемому в немецкой заявке на патент DE-A 43 08 087 1,2-диметилфталату. Кроме того, в качестве абсорбентов пригодны сложные эфиры на основе бензойной кислоты и фталевой кислоты и неразветвленных алканолов с 1-8 атомами углерода, такие как н-бутиловый эфир бензойной кислоты, метиловый эфир бензойной кислоты, этиловый эфир бензойной кислоты, диметиловый эфир фталевой кислоты, диэтиловый эфир фталевой кислоты, а также так называемые масляные теплоносители, такие как дифенил, дифениловый эфир и смеси дифенила с дифениловым эфиром или их хлорсодержащие производные и триарилалкены, например, 4-метил-4'-бензилдифенилметан и его изомеры, такие как 2-метил-2'-бензилдифенилметан, 2-метил-4'-бензилдифенил-метан и 4-метил-2'-бензилдифенилметан, а также смеси указанных изомеров. Пригодным абсорбентом является смесь растворителей предпочтительно азеотропного состава, состоящая из дифенила и дифенилового эфира, которая содержит прежде всего около 25 мас.% дифенила (бифенила) и около 75 мас.% дифенилового эфира, например, коммерчески доступный продукт Diphyl®, поставляемый, например, фирмой Вауеr. К подобной смеси растворителей часто добавляют от 0,1 до 25 мас.% растворителя, такого как диметил-фталат (в пересчете на общую смесь растворителей). Особенно пригодными абсорбентами являются также октаны, нонаны, деканы, ундеканы, додеканы, тридеканы, тетрадеканы, пентадеканы, гексадеканы, гептадеканы и октадеканы, причем особенно пригодными прежде всего являются тетрадеканы. Оптимальный абсорбент обладает указанной выше температурой кипения и в то же время не слишком высокой молекулярной массой. Молекулярная масса пригодного абсорбента предпочтительно составляет ≤ 300 г/моль. Пригодными абсорбентами являются также описанные в немецкой заявке на патент DE-A 3313573 парафиновые масла с 8-16 атомами углерода. Примерами пригодных коммерчески доступных абсорбентов являются продукты, поставляемые фирмой Haltermann, такие как Halpasole i (например, Halpasol 250/340 i и Halpasol 250/275 i), а также масла для печатных красок с торговым наименованием PKWF и Printosol. Предпочтительными абсорбентами являются торговые продукты, не содержащие ароматических соединений, например, продукты типа PKWFaf. В случае присутствия небольших остаточных количеств ароматических соединений их содержание перед использованием указанных продуктов в качестве абсорбентов можно уменьшить предпочтительно методами ректификации и/или адсорбции до величины, составляющей менее 1000 млн-1 масс.Другими пригодными торговыми продуктами являются н-парафины с 13-17 атомами углерода, Mihagol®5 фирмы Erdöl-Raffinerie-Emsland GmbH, LINPAR®14-17 фирмы CONDEA Augusta S.p.A. (Италия), SASOL фирмы Italy S.p.A. или высококипящие н-парафины с 14-18 атомами углерода, выпускаемые фирмой SLONAFT (Словакия).
Типичное содержание линейных углеводородов в указанных выше продуктах (на основании результатов их анализа методом газовой хроматографии по площадям соответствующих пиков) составляет:
сумма С9-C13 - менее 1%, С14 - от 30 до 40%, C15 - от 20 до 33%, C16 - от 18 до 26%, C17 - до 18%, С≥18 - менее 2%.
Продукт фирмы SASOL обладает следующим типичным составом:
C13 - 0,48%, C14 - 39,8%, C15 - 20,8%, C16 - 18,9%, C17 - 17,3%, C18 -0,91%, C19 - 0,21%.
Продукт фирмы Haltermann обладает следующим типичным составом:
C13 - 8%,C14 - 4%, C15 - 32,8%; C16 - 25,5%, C17 - 6,8%, С≥18 - менее 0,2%.
При осуществлении абсорбции в непрерывном режиме состав абсорбента подлежит соответствующему изменению.
Условия осуществления абсорбции не нуждаются в каких-либо особых ограничениях. Можно использовать любые известные специалистам методы абсорбции и условия ее реализации. Контакт частичного потока 2 газовой смеси продуктов реакции А с абсорбентом преимущественно осуществляют под давлением, составляющим от 1 до 50 бар, предпочтительно от 2 до 20 бар, более предпочтительно от 5 до 15 бар, при температуре от 0 до 100°С, прежде всего от 20 до 50°С, соответственно до 40°С. Абсорбцию можно осуществлять как в соответствующих колоннах, так и в аппаратах с резким охлаждением газовых потоков. Ее можно осуществлять как в режиме прямотока, так и (предпочтительно) в режиме противотока. Пригодными абсорбционными колоннами являются, например, тарельчатые колонны (с колпачковыми и/или сетчатыми тарелками), колонны со структурированными насадочными элементами (например, насадочными элементами из листового металла с удельной поверхностью от 100 до 1000 м2/м3 или до 750 м2/м3, например, насадкой Mellapak® 250 Y) и насадочные колонны (например, заполненные кольцами Рашига). Возможно также использование пленочных колонн с орошаемыми стенками, распылительных колонн, абсорберов с графитовыми блоками, поверхностных абсорберов, таких как толстопленочные и тонкопленочные абсорберы, а также тарельчатых скрубберов, горизонтальных скрубберов с механическим перемешиванием и ротационных скрубберов. Кроме того, оптимальный вариант осуществления абсорбции предусматривает использование барботажной колонны со встроенными элементами или без них.
Выделение пропана и пропилена из содержащего их абсорбента можно осуществлять отпариванием, мгновенным испарением в выпарном аппарате и/или дистилляцией.
Выделение пропана и пропилена из содержащего их абсорбента предпочтительно осуществляют отпариванием и/или десорбцией. Десорбцию можно реализовать обычным методом, предусматривающим изменение давления и/или температуры, предпочтительно при давлении, составляющем от 0,1 до 10 бар, прежде всего от 1 до 5 бар, более предпочтительно от 1 до 3 бар, и при температуре от 0 до 200°С, прежде всего от 20 до 100°С, более предпочтительно от 30 до 70°С, особенно предпочтительно от 30 до 50°С. Используемым для отпаривания газом является, например, водяной пар, однако предпочтительными прежде всего являются смеси кислорода с азотом, например, воздух. При использовании воздуха, соответственно смесей кислорода с азотом, содержащих более 10 об.% кислорода, с целью сужения области взрывного горения может оказаться целесообразным реализуемое до и/или в процессе отпаривания добавление соответствующего газа. Особенно пригодными добавляемыми газами являются газы, удельная теплоемкость которых при 20°С составляет ≥29 Дж/моль·К, например, такие как метан, этан, пропан, пропилен, бензол, метанол, этанол, а также аммиак, диоксид углерода и вода. Однако согласно изобретению предпочтительно следует избегать использования в качестве подобных добавок С4-углеводородов. Колоннами, особенно пригодными для осуществления отпаривания, также являются барботажные колонны со встроенными элементами или без них.
Выделение пропана и пропилена из содержащего их абсорбента можно осуществлять также дистилляцией, соответственно ректификацией, используя известные специалистам колонны, снабженные насадочными элементами, насадочными телами или соответствующими встроенными элементами. Предпочтительные условия осуществления дистилляции, соответственно ректификации, предусматривают использование давления, составляющего от 0,01 до 5 бар, прежде всего от 0,1 до 4 бар, более предпочтительно от 1 до 3 бар, и температуры (в кубе), составляющей от 50 до 300°С, прежде всего от 150 до 250°С.
Полученный в результате отпаривания абсорбента поток источника пропилена, в принципе пригодный для подачи в реакционную зону В предлагаемого в изобретении способа, то есть на стадию частичного окисления пропилена, предварительно может быть подвергнут дополнительной обработке (например, сепарации в каплеотбойниках и/или на нутч-фильтрах), цель которой состоит, например, в том, чтобы уменьшить потери уносимого этим потоком абсорбента и одновременно предотвратить попадание абсорбента на стадию реализуемого согласно изобретению частичного окисления пропилена или дополнительно повысить эффективность разделения углеводородов С3/С4. Выделение абсорбента, уносимого потоком источника пропилена, может быть выполнено любым из известных специалистам методов. В соответствии с предлагаемым в изобретении способом предпочтительным методом выделения абсорбента является, например, быстрое охлаждение (так называемое закаливание) газового потока водой, которое реализуют на выходе этого потока из отпарного устройства. При этом вода поглощает содержащийся в газовом потоке абсорбент и одновременно происходит насыщение газового потока водой (небольшие количества воды стимулируют активность используемых в предлагаемом в изобретении способе катализаторов частичного окисления пропилена). Подобную промывку, соответственно закаливание газового потока можно осуществлять, например, его противоточным орошением водой в головной части десорбционной колонны, снабженной тарелкой для улавливания жидкостей, или в соответствующем отдельном аппарате.
Для повышения эффективности выделения абсорбента в закалочном пространстве устанавливают встроенные элементы, известные специалистам в области ректификации, абсорбции и десорбции, что позволяет увеличить поверхность соответствующего контакта.
Воду предпочтительно используют для промывки содержащего пропан и пропилен исходного потока в связи с тем, что обычно она практически не оказывает негативного влияния на последующее частичное окисление пропилена. Образующаяся в процессе промывки смесь воды с абсорбентом может быть направлена на стадию фазового разделения, а подвергнутый промывке исходный поток непосредственно на стадию осуществляемого согласно изобретению частичного окисления пропилена.
В предпочтительном варианте осуществления предлагаемого в изобретении способа можно получать исходную реакционную газовую смесь, которая как правило может быть непосредственно направлена на частичное окисление, что прежде всего относится к случаю использования воздуха для отпаривания смеси пропилена с пропаном из абсорбата. При не соответствующем изобретению содержании пропана к полученной исходной реакционной газовой смеси перед ее использованием для выполняемого согласно изобретению частичного окисления содержащегося в ней пропилена можно добавлять дополнительное количество свежего пропана. В этом случае целесообразна рециркуляция пропана на стадию гетерогенно катализируемого дегидрирования в качестве компонента потока исходной реакционной газовой смеси А, осуществляемая с остаточным газом (газообразным исходным потоком 2). При этом можно соответствующим образом сократить подачу свежего пропана на дегидрирование в виде газообразного исходного потока 3. В крайнем случае, если свежий пропан полностью добавляют в исходную реакционную газовую смесь, подаваемую на частичное окисление пропилена, и в качестве компонента соответствующего остаточного газа направляют в поток реакционной газовой смеси А гетерогенно катализируемого дегидрирования пропана только после реализации стадии частичного окисления пропилена, необходимость в подаче свежего пропана на стадию гетерогенно катализируемого дегидрирования может быть полностью исключена. Свежий пропан, при необходимости, можно добавлять также (например, в качестве отпаривающего газа) в систему выделения С3-углеводородов, при необходимости, находящуюся между узлом гетерогенно катализируемого дегидрирования пропана и узлом частичного окисления пропилена.
В том случае, если речь идет о двухстадийном частичном окислении пропилена в акриловую кислоту, часть или все количество свежего пропана можно вводить также в исходную реакционную газовую смесь, используемую для осуществления соответствующей второй стадии (впрочем, эта реакционная газовая смесь иногда не является взрывоопасной уже в том случае, если к невзрывоопасным смесям относится исходная реакционная газовая смесь, предназначенная для осуществления первой стадии частичного окисления пропилена). Подобный вариант предпочтителен прежде всего в связи с тем, что позволяет избежать протекания нежелательной побочной реакции превращения пропана в пропионовый альдегид и/или пропионовую кислоту прежде всего на первой стадии частичного окисления (пропилен → акролеин). Предпочтительным является также преимущественно равномерное распределение свежего пропана, вводимого на первую и вторую стадии частичного окисления пропилена.
Благодаря возможности подачи свежего пропана в исходную реакционную газовую смесь стадии частичного окисления пропилена можно целенаправленно формировать указанную исходную смесь во взрывобезопасном исполнении. Для этой цели, при необходимости, можно также рециркулировать частичное количество остаточного газа непосредственно на стадию частичного окисления пропилена и/или акролеина. Кроме того, для обеспечения взрывобезопасности, при необходимости, можно использовать также смесь свежего пропана с остаточным газом. Решающее значение для ответа на вопрос, взрывоопасной или невзрывоопасной следует считать направляемую на стадию частичного окисления пропилена исходную реакционную газовую смесь, имеет то обстоятельство, способна или не способна находящаяся в определенных исходных условиях (при определенных давлении и температуре) исходная реакционная газовая смесь распространять горение (воспламенение, взрыв), инициированное локальным источником воспламенения (например, раскаленной платиновой проволокой) (смотри стандарт DIN 51649 и описанные в международной заявке WO 04/007405 исследования). В соответствии с настоящим изобретением в случае распространения горения смесь следует считать взрывоопасной. При отсутствии распространения горения согласно настоящему изобретению смесь считают невзрывоопасной. При отсутствии взрывоопасности исходной реакционной газовой смеси невзрывоопасной следует считать и реакционную газовую смесь, образующуюся в процессе предлагаемого в изобретении частичного окисления пропилена (смотри международную заявку WO 04/007405).
Однако в соответствии с предлагаемым в изобретении способом свежий пропан как правило вводят только в поток исходной реакционной газовой смеси А.
Настоящее изобретение относится также к технологическим методам, в соответствии с которыми необходимый для осуществления предлагаемого в изобретении способа свежий пропан (например, максимум 75%, 50% или 25%) вводят в поток исходной реакционной газовой смеси А, и, по меньшей мере, частичное количество (как правило, остальное количество, при необходимости, все количество свежего пропана) вводят в используемую для частичного окисления пропилена исходную реакционную газовую смесь, соответственно исходные реакционные газовые смеси. Дополнительная информация приведена в международной заявке WO 01/96170, которую следует считать неотъемлемой частью настоящей заявки.
В соответствии с известными технологическими вариантами частичное гетерогенно катализируемое газофазное окисление пропилена в акриловую кислоту молекулярным кислородом в принципе осуществляют в две последовательно реализуемые вдоль реакционной координаты стадии, первой из которых является синтез акролеина, а вторая стадия состоит в его превращении в акриловую кислоту.
Синтез акриловой кислоты в две последовательно реализуемые во времени стадии предполагает саму по себе известную возможность прекратить реализацию предлагаемого в изобретении способа на стадии получения акролеина (его преимущественного образования) и произвести выделение целевого продукта на этой стадии или же продолжить реализацию предлагаемого в изобретении способа до тех пор, пока не завершится преимущественное образование акриловой кислоты, и лишь после этого произвести выделение целевого продукта.
В случае осуществления предлагаемого в изобретении способа с его завершением на стадии преимущественного образования акриловой кислоты предпочтительным согласно изобретению является двухстадийное окисление пропилена, то есть реализация процесса в две последовательные стадии, причем целесообразно оптимальным образом привести во взаимное соответствие используемые на каждой из этих стадий стационарные слои катализатора, а также предпочтительно остальные реакционные условия, например, такие как температура стационарного слоя катализатора.
Хотя мультиметаллоксиды, особенно пригодные для использования в качестве активных масс катализаторов первой стадии окисления (пропилен → акролеин), содержащие такие элементы, как молибден (Мо), железо (Fe) и висмут (Bi), в известной степени способны катализировать и вторую стадию окисления (акролеин → акриловая кислота), для осуществления второй стадии окисления предпочтительными обычно являются катализаторы, активная масса которых состоит, по меньшей мере, из одного мультиметаллоксида, содержащего молибден (Мо) и ванадий (V).
Таким образом, пригоден реализуемый согласно изобретению способ гетерогенно катализируемого частичного окисления пропилена на стационарных слоях катализатора, активной массой которых является по меньшей мере один содержащий молибден (Мо), железо (Fe) и висмут (Bi) мультиметаллоксид, причем прежде всего его осуществляют в виде одностадийного способа получения акролеина (а также при необходимости акриловой кислоты) или в виде первой реакционной стадии двухстадийного синтеза акриловой кислоты.
При этом одностадийное гетерогенно катализируемое частичное окисление пропилена в акролеин, а также, при необходимости, акриловую кислоту, соответственно двухстадийное гетерогенно катализируемое частичное окисление пропилена в акриловую кислоту, предусматривающее использование формируемой согласно изобретению исходной реакционной газовой смеси, может быть осуществлено, в частности, в соответствии с европейской заявкой на патент ЕР-А 700714 (первая стадия синтеза, как предложено в этом документе, а также в соответствующем трубчатом реакторе с противотоком солевого расплава и исходной реакционной газовой смеси), европейской заявкой на патент ЕР-А 700893 (вторая стадия синтеза, как предложено в этом документе, а также в соответствующем противоточном реакторе), международной заявкой WO 04/085369 (в виде двухстадийного синтеза, причем описание прежде всего этой заявки следует считать составной части настоящего описания), международной заявкой WO 04/85363, немецкой заявкой на патент DE-A 10313212 (первая стадия синтеза), европейскими заявками на патент ЕР-А 1159248 (в виде двухстадийного способа), ЕР-А 1159246 (вторая стадия синтеза) и ЕР-А 1159247 (в виде двухстадийного способа), немецкими заявками на патент DE-A 19948248 (в виде двухстадийного способа) и DE-A 10101695 (в виде одностадийного или двухстадийного способа), международной заявкой WO 04/085368 (в виде двухстадийного способа), немецкой заявкой на патент DE-A 102004021764 (в виде двухстадийного способа), международными заявками WO 04/085362 (первая стадия синтеза), WO 04/085370 (вторая стадия синтеза), WO 04/085365 (вторая стадия синтеза) и WO 04/085367 (в виде двухстадийного способа), а также в соответствии с европейскими заявками на патент ЕР-А 990636, ЕР-А 1007007 и ЕР-А 1106598.
Вышеуказанное прежде всего относится ко всем примерам осуществления настоящего изобретения. Все они могут быть реализованы в соответствии с указанными документами уровня техники, однако в отличие от них исходной реакционной газовой смесью для осуществления первой стадии реакции (окисления пропилен в акролеин) является формируемая согласно настоящему изобретению исходная реакционная газовая смесь 2. Остальные параметры аналогичны параметрам примеров осуществления цитированных выше изобретений (прежде всего это касается стационарных слоев катализатора и расхода пропускаемых через них реагентов). В случае двухстадийного способа окисления, предусматривающего подачу вторичного кислорода (вторичного воздуха) между обеими стадиями реакции, примеры осуществления настоящего изобретения выполняют соответствующим специфическим образом за исключением расхода реагентов, который выбирают таким образом, чтобы молярное отношение молекулярного кислорода к акролеину в подаваемой на вторую стадию смеси соответствовало таковому, используемому в примерах осуществления цитированных изобретений уровня техники. Так, например, используемая согласно настоящему изобретению исходная реакционная газовая смесь для гетерогенно катализируемого частичного газофазного окисления может быть легко приготовлена добавлением к частичному потоку 2 газовой смеси продуктов реакции А или потоку газовой смеси продуктов реакции А' такого количества молекулярного кислорода, которое необходимо для осуществления частичного окисления. Речь при этом идет о подаче как чистого молекулярного кислорода, так и его смеси с инертным газом (или также только о присутствии инертного газа). В качестве подобной смеси согласно изобретению предпочтительно используют воздух. Согласно изобретению важно осуществлять подачу указанного кислорода таким образом, чтобы в газовой смеси продуктов реакции В оставался непревращенный молекулярный кислород.
Молярное отношение молекулярного кислорода, содержащегося в исходной реакционной газовой смеси для частичного окисления пропилена, к содержащему в этой смеси пропилену, как правило, находится в интервале от ≥ 1:1 до ≤ 3:1.
Мультиметаллоксидные катализаторы, особенно пригодные для осуществления стадии частичного окисления пропилена, подробно описаны и хорошо известны специалистам. Примеры подобных катализаторов приведены в европейской заявке на патент ЕР-А 253409 (на странице 5 соответствующего патента США).
Катализаторы, хорошо пригодные для осуществления соответствующей стадии окисления, известны также из немецких заявок на патент DE-A 4431957, DE-A 102004025445 и DE-A 4431949. Прежде всего это относится к катализаторам общей формулы (I), приведенным в обеих указанных выше более ранних публикациях. Особенно предпочтительные катализаторы соответствующей стадии окисления описаны в немецких заявках на патент DE-A 10325488, DE-A 10325487, DE-A 10353954, DE-A 10344149, DE-A 10351269, DE-A 10350812 и DE-A 10350822.
Для осуществления предлагаемой в изобретении стадии гетерогенно катализируемого газофазного частичного окисления пропилена в акролеин, акриловую кислоту или их смесь в принципе пригодны любые катализаторы, активной массой которых являются содержащие молибден (Мо), висмут (Bi) и железо (Fe) мультиметаллоксиды.
Прежде всего речь идет о мультиметаллоксидных активных массах общей формулы (I) согласно немецким заявкам на патент DE-A 19955176 и DE-A 199 48 523, мультиметаллоксидных активных массах общих формул (I), (II) и (III) согласно немецким заявкам на патент DE-A 10101695, DE-A 19948248 и DE-A 19955168, а также о мультиметаллоксидных активных массах, описанных в европейской заявке на патент ЕР-А 7 00714.
Кроме того, пригодные для осуществления рассматриваемой стадии окисления мультиметаллоксидные катализаторы, содержащие молибден, висмут и железо, приведены в раскрывающем сущность изобретения документе №497012 от 29.08.2005, немецких заявках на патент DE-А 10046957, DE-A 10063162, DE-C 3338380, DE-A 19902562, европейской заявке на патент ЕР-А 15565, немецкой заявке на патент DE-C 2380765, европейских заявках на патент ЕР-А 807465, ЕР-А 279374, немецкой заявке на патент DE-A 330 00 44, европейской заявке на патент ЕР-А 575897, заявке на патент США US-A 4438217, немецкой заявке на патент DE-A 19855913, международной заявке WO 98/24746, немецкой заявке на патент DE-A 19746210 (мультиметаллоксидные активные массы общей формулы (II)), японской заявке на патент JP-A 91/294239, европейских заявках на патент ЕР-А 293224 и ЕР-А 700714. Прежде всего это относится к примерам осуществления указанных изобретений, особенно предпочтительные из которых приведены в описаниях европейских заявок на патент ЕР-А 15565, ЕР-А 575897 и немецких заявок на патент DE-A 19746210, DE-A 19855913. В этой связи особо следует упомянуть катализатор из приведенного в европейской заявке на патент ЕР-А 15565 примера 1 с, а также катализатор, который может быть приготовлен в соответствии с этим примером, однако содержит активную массу состава Mo12Ni6,5Zn2Fe2Bi1P0,0065K0,06Ox·10SiO2. Кроме того, особого упоминания заслуживает катализатор в виде полых цилиндров с размерами 5×3×2 мм (наружный диаметр × высота × внутренний диаметр) из приведенного в немецкой заявке на патент DE-A 19855913 примера 3, мультиметаллоксидная масса которого обладает стехиометрическим составом Mo12Co7Fe3Bi0,6K0,08Si1,6Ox, а также цельный катализатор на основе мультиметаллоксида общей формулы (II) из примера 1 согласно немецкой заявке на патент DE-A 197 46 210. Кроме того, следует упомянуть мультиметаллоксидные катализаторы, описанные в заявке на патент США US-A 4438217. Особенно пригодные из них представляют собой полые цилиндры с размерами 5,5×3×3,5 мм, 5×2×2 мм, 5×3×2 мм, 6×3×3 мм или 7×3×4 мм (соответственно наружный диаметр × высота × внутренний диаметр). Другой возможной формой подобных катализаторов являются стерженьки, например, длиной 7,7 мм и диаметром 7 мм или длиной 6,4 мм и диаметром 5,7 мм.
Многие из катализаторов, пригодных для осуществления стадии превращения пропилена в акролеин и, при необходимости, акриловую кислоту, содержат мультиметаллоксидные активные массы общей формулы (IV):

в которой
X1 означает никель и/или кобальт,
X2 означает таллий, щелочной металл и/или щелочноземельный металл,
X3 означает цинк, фосфор, мышьяк, бор, сурьму, олово, церий, свинец и/или вольфрам,
X4 означает кремний, алюминий, титан и/или цирконий,
а означает число от 0,5 до 5,
b означает число от 0,01 до 5, предпочтительно от 2 до 4,
с означает число от 0 до 10, предпочтительно от 3 до 10,
d означает число от 0 до 2, предпочтительно от 0,02 до 2,
е означает число от 0 до 8, предпочтительно от 0 до 5,
f означает число от 0 до 10, и
n означает число, которое определяется валентностью и повторяемостью отличающихся от кислорода элементов в общей формуле (IV).
Указанные активные мультиметаллоксидные массы могут быть получены известными методами (смотри, например, немецкую заявку на патент DE-A 4023239), и обычно их используют в виде сформованных в массе шариков, колец или цилиндров или в виде слоистых катализаторов, то есть покрытых активной массой инертных тел носителя. В качестве катализаторов, очевидно, можно использовать также порошкообразные активные массы.
Активные массы общей формулы (IV) в принципе могут быть получены простым методом, предусматривающим приготовление из пригодных источников соответствующих элементарных компонентов как можно более тщательно перемешанной, предпочтительно мелкодисперсной сухой смеси надлежащего стехиометрического состава, которую подвергают прокаливанию при температуре от 350 до 650°С. Прокаливание можно осуществлять как в атмосфере инертного газа, так и в окисляющей атмосфере, например, такой как воздух (смесь инертного газа и кислорода), а также в восстанавливающей атмосфере (например, в смеси инертного газа, аммиака, монооксида углерода и/или водорода). Длительность прокаливания составляет от нескольких минут до нескольких часов и может быть сокращена благодаря повышению температуры. В качестве источников элементарных компонентов активных мультиметаллоксидных масс общей формулы (IV) можно использовать соединения, которые уже являются оксидами, и/или соединения, которые могут быть переведены в оксиды нагреванием в присутствии, по меньшей мере, кислорода.
Подобными исходными соединениями наряду с оксидами могут являться прежде всего галогениды, нитраты, формиаты, оксалаты, цитраты, ацетаты, карбонаты, комплексы аминов, соли аммония и/или гидроксиды (в тщательно перемешанную сухую смесь указанных компонентов дополнительно можно вводить такие соединения, как NH4OH, (NH4)2CO3, NН4NО3, NH4CHO2, СН3СООН, NH4СН3СО2 и/или оксалат аммония, которые способны к последующей диссоциации и/или деструкции, сопровождаемой образованием газообразных улетучивающихся продуктов и происходящей самое позднее в процессе последующего прокаливания смеси).
Тщательному перемешиванию могут быть подвергнуты исходные соединения для приготовления активных мультиметаллоксидных масс общей формулы (IV), находящиеся как в сухом, так и во влажном состоянии. В случае сухого перемешивания исходные соединения целесообразно использовать в виде мелкодисперсных порошков и подвергать прокаливанию после перемешивания и, при необходимости, осуществляемого уплотнения. Однако предпочтительным является тщательное перемешивание влажных исходных соединений. При этом смешивают друг с другом исходные соединения, которые обычно представляют собой соответствующие водные растворы и/или суспензии. Особенно тщательно перемешанные указанным образом сухие смеси получают в том случае, если исходят из источников элементарных компонентов, которые находятся исключительно в растворенном состоянии. Предпочтительным растворителем при этом является вода. В заключение, полученную водную массу подвергают сушке, предпочтительно осуществляемой в распылительных сушилках при температуре на выходе, составляющей от 100 до 150°С.
Мультиметаллоксидные активные массы общей формулы (IV) можно использовать для реализации реакционной стадии «пропилен → акролеин (и, при необходимости, акриловая кислота)» как в порошкообразном состоянии, так и в виде получаемого формованием катализатора с определенными геометрическими параметрами, причем формование может быть выполнено до или после завершающей операции прокаливания. Так, например, уплотнением находящейся в порошкообразной форме активной массы или соответствующей неподвергнутой прокаливанию и/или подвергнутой частичному прокаливанию исходной массы (например, таблетированием, экструдированием или штранг-прессованием) можно приготовить цельные катализаторы требуемой геометрической формы, причем, при необходимости, могут быть добавлены вспомогательные средства, например, такие как графит или стеариновая кислота (в качестве средств для улучшения скольжения и/или облегчения формования), и армирующие добавки, такие как микроволокна из стекла, асбеста, карбида кремния или титаната калия. Как рекомендовано в немецкой заявке на патент DE-A 102005037678, вместо графита, используемого при формовании в качестве вспомогательного средства, можно добавлять также нитрид бора с гексагональной кристаллической решеткой. Пригодной геометрической форме цельных катализаторов соответствуют, например, цельные или полые цилиндры с наружным диаметром и высотой, составляющими от 2 до 10 мм. Целесообразная толщина стенок полых цилиндров составляет от 1 до 3 мм. Цельные катализаторы, очевидно, могут обладать также формой шариков, диаметр которых может составлять от 2 до 10 мм.
Прежде всего в случае цельных катализаторов особенно благоприятным является использование катализаторов в виде полых цилиндров с размерами 5×3×2 мм (наружный диаметр × длина × внутренний диаметр).
Формование порошкообразной активной массы или соответствующей порошкообразной, не подвергнутой прокаливанию и/или частично прокаленной исходной массы, очевидно, может быть выполнено также благодаря ее нанесению на предварительно сформованный инертный носитель для катализаторов. Нанесение активной массы на тела носителя с целью получения слоистых катализаторов как правило осуществляют в пригодном вращающемся резервуаре, например, описанном в немецкой заявке на патент DE-A 2909671 или европейских заявках на патент ЕР-А 293859 и ЕР-А 714700. Наносимую на тела носителя порошкообразную массу целесообразно увлажнить, а после нанесения вновь подвергнуть сушке, например, горячим воздухом. Целесообразная толщина нанесенного на тела носителя слоя порошкообразной массы составляет от 10 до 1000 мкм, предпочтительно от 50 до 500 мкм и особенно предпочтительно от 150 до 250 мкм.
При этом в качестве материалов носителя можно использовать обычные пористые или непористые оксиды алюминия, диоксид кремния, диоксид тория, диоксид циркония, карбид кремния или силикаты, такие как силикат магния или силикат алюминия. В условиях целевой реакции, реализуемой в соответствии с предлагаемым в изобретении способом, указанные материалы ведут себя как правило преимущественно инертно. Телам носителя можно придать регулярную или нерегулярную форму, причем предпочтительными являются тела носителя, которые обладают регулярной формой (например, формой шариков или полых цилиндров) и отчетливо выраженной шероховатостью поверхности. Пригодным является использование обладающих шероховатой поверхностью, преимущественно непористых сферических носителей из стеатита, диаметр которых составляет от 1 до 10 мм, соответственно до 8 мм, предпочтительно от 4 до 5 мм. Пригодным является также использование тел носителя в виде цилиндров высотой от 2 до 10 мм и наружным диаметром от 4 до 10 мм. В случае пригодных согласно изобретению тел носителя в виде колец толщина их стенок обычно составляет от 1 до 4 мм. Подлежащие предпочтительному использованию согласно изобретению кольцеобразные тела носителя обладают высотой от 2 до 6 мм, наружным диаметром от 4 до 8 мм и толщиной стенок от 1 до 2 мм. Согласно изобретению в качестве тел носителя прежде всего пригодны также кольца с размерами 7×3×4 мм (наружный диаметр × длина × внутренний диаметр). Дисперсность наносимых на поверхность тел носителя каталитически активных оксидных масс, очевидно, следует приводить в соответствие с необходимой толщиной образующейся при этом оболочки (смотри европейскую заявку на патент ЕР-А 714700).
Мультиметаллоксидными активными массами, подлежащими использованию на стадии превращения пропилена в акролеин (а также при необходимости в акриловую кислоту), являются также активные массы общей формулы (V):

в которой
Y1 означает висмут или висмут в сочетании по меньшей мере с одним из следующих элементов: теллур, сурьма, олово, медь,
Y2 означает молибден, вольфрам или сочетание молибдена с вольфрамом,
Y3 означает щелочной металл, таллий и/или самарий,
Y4 означает щелочноземельный металл, никель, кобальт, медь, марганец, цинк, олово, кадмий и/или ртуть,
Y5 означает железо или железо в сочетании по меньшей мере с одним из следующих элементов: хром и церий,
Y6 означает фосфор, мышьяк, бор и/или сурьму,
Y7 означает редкоземельный металл, титан, цирконий, ниобий, тантал, рений, рутений, родий, серебро, золото, алюминий, галлий, индий, кремний, германий, свинец, торий и/или уран,
а' означает число от 0,01 до 8,
b' означает число от 0,1 до 30,
с' означает число от 0 до 4,
d' означает число от 0 до 20,
е' означает число от > 0 до 20,
f' означает число от 0 до 6,
g' означает число от 0 до 15,
h' означает число от 8 до 16,
х', у' означают числа, которые определяются валентностью и повторяемостью отличающихся от кислорода элементов в общей формуле
(V),
и p,
q означают числа, отношению которых (p:q) соответствует интервал от 0,1:1 до 10:1,
причем активные массы общей формулы (V) содержат трехмерные области химического состава Y1 a'Y2 b'Ox', который отличается от химического состава их локального окружения, в связи с чем указанные области отграничены от их локального окружения, и причем максимальный диаметр подобных областей (наиболее длинный отрезок, проходящий через центр их тяжести и соединяющий две находящиеся на их поверхности (граничной поверхности) точки, составляет от 1 нм до 100 мкм, часто от 10 до 500 нм или от 1 до 50 мкм, соответственно от 1 до 25 мкм.
Согласно изобретению особенно предпочтительными мультиметалл-оксидными массы общей формулы (V) являются такие, в которых Y1 означает висмут.
Предпочтительными активными массами подобного типа (то есть с Y1, означающим висмут), в свою очередь, являются мультиметаллоксидные массы общей формулы (VI):

в которой
Z2 означает молибден, вольфрам или сочетание молибдена и вольфрама,
Z3 означает никель и/или кобальт,
Z4 означает таллий, щелочной металл и/или щелочноземельный металл,
Z5 означает фосфор, мышьяк, бор, сурьму, олово, церий и/или свинец,
Z6 означает кремний, алюминий, титан и/или цирконий,
Z7 означает медь, серебро и/или золото,
а” означает число от 0,1 до 1,
b” означает число от 0,2 до 2,
с” означает число от 3 до 10,
d” означает число от 0,02 до 2,
е” означает число от 0,01 до 5, предпочтительно от 0,1 до 3,
f” означает число от 0 до 5,
g” означает число от 0 до 10,
h” означает число от 0 до 1,
х”, y” означают числа, которые определяются валентностью и повторяемостью отличающихся от кислорода элементов в общей формуле (VI),
p”, q” означают числа, отношению которых (p”:q”) соответствует интервал от 0,1:1 до 5:1, предпочтительно от 0,5:1 до 2:1, причем еще более предпочтительными являются мультиметалл-оксидные массы общей формулы (VI), в которых Z2 b'' означает (W)b'' и Z2 12 означает (Mo)12.
Кроме того, предпочтительно, если в пригодных согласно изобретению мультиметаллоксидных массах общей формулы (V) (соответственно мультиметаллоксидных массах общей формулы (VI)), по меньшей мере, 25 мол.% (предпочтительно, по меньшей мере, 50 мол.% и особенно предпочтительно 100 мол.%) от общего количества [Y1 a'Y2 b'Ox']p ([Bia”Z2 b”Ох”]p”) присутствуют в виде трехмерных областей химического состава Y1 a'Y2 b'Ox' [Bia”Z2 b”Ox”], который отличается от химического состава их локального окружения, в связи с чем указанные области отграничены от их локального окружения, причем максимальный диаметр подобных областей составляет от 1 нм до 100 мкм.
Формование катализаторов с мультиметаллоксидными массами общей формулы (V) осуществляют аналогично формованию катализаторов с мультиметаллоксидными массами общей формулы (IV).
Приготовление активных мультиметаллоксидных масс общей формулы (V) описано, например, в европейской заявке на патент ЕР-А 575897, а также в немецкой заявке на патент DE-A 19855913.
Рекомендованные выше инертные материалы носителя пригодны также, в частности, для использования в качестве инертных материалов, разбавляющих и/или отграничивающих соответствующие стационарные слои катализатора, соответственно для защиты стационарных слоев катализатора и/или формирования насыпных слоев, предназначенных для нагревания газовой смеси перед ее пропусканием через катализатор.
Как указано выше, в качестве активных масс, используемых для осуществления второй реакционной стадии (стадии гетерогенно катализируемого газофазного частичного окисления акролеина в акриловую кислоту) в принципе пригодны любые содержащие молибден и ванадий мультиметаллоксидные массы, например, приведенные в немецкой заявке на патент DE-A 10046928.
Многие из пригодных для осуществления указанной стадии катализаторов (например, катализаторы, приведенные в немецкой заявке на патент DE-A 19815281) содержат мультиметаллоксидные активные массы общей формулы (VII):
 ,
,
в которой
X1 означает вольфрам, ниобий, тантал, хром и/или церий,
X2 означает медь, никель, кобальт, железо, марганец и/или цинк,
X3 означает сурьму и/или висмут,
X4 означает один или несколько щелочных металлов,
X5 означает один или несколько щелочноземельных металлов,
X6 означает кремний, алюминий, титан и/или цирконий,
а означает число от 1 до 6,
b означает число от 0,2 до 4,
с означает число от 0,5 до 18,
d означает число от 0 до 40,
е означает число от 0 до 2,
f означает число от 0 до 4,
g означает число от 0 до 40 и
n означает число, которое определяется валентностью и повторяемостью отличающихся от кислорода элементов в общей формуле (VII).
Согласно изобретению предпочтительными являются активные мультиметаллоксидные массы общей формулы (VII), в которой
X1 означает вольфрам, ниобий и/или хром,
X2 означает медь, никель, кобальт и/или железо,
X3 означает сурьму,
X4 означает натрий и/или калий,
X5 означает кальций, стронций и/или барий,
X6 означает кремний, алюминий и/или титан,
а означает число от 1,5 до 5,
b означает число от 0,5 до 2,
с означает число от 0,5 до 3,
d означает число от 0 до 2,
е означает число от 0 до 0,2,
f означает число от 0 до 1 и
n означает число, которое определяется валентностью и повторяемостью отличающихся от кислорода элементов в общей формуле (VII).
Согласно изобретению еще более предпочтительные мультиметалл-оксидные массы общей формулы (VII), в свою очередь, обладают общей формулой (VIII):
 ,
,
в которой
Y1 означает вольфрам и/или ниобий,
Y2 означает медь и/или никель,
Y5 означает кальций и/или стронций,
Y6 означает кремний и/или алюминий,
а' означает число от 2 до 4,
b' означает число от 1 до 1,5,
с' означает число от 1 до 3,
f' означает число от 0 до 0,5,
g' означает число от 0 до 8 и
n' означает число, которое определяется валентностью и повторяемостью отличающихся от кислорода элементов в общей формуле (VIII).
Пригодные согласно изобретению мультиметаллоксидные активные массы общей формулы (VII) могут быть приготовлены известными методами, например, описанными в немецкой заявке на патент DE-A 4335973 или в европейской заявке на патент ЕР-А 714700.
Пригодные для реализации реакционной стадии «акролеин → акриловая кислота» мультиметаллоксидные активные массы, прежде всего обладающие общей формулой (VII), в принципе могут быть получены известным методом, предусматривающим приготовление из пригодных источников соответствующих элементарных компонентов как можно более тщательно перемешанной, предпочтительно мелкодисперсной сухой смеси надлежащего стехиометрического состава, которую подвергают прокаливанию при температуре от 350 до 600°С. Прокаливание можно осуществлять как в атмосфере инертного газа, так и в окисляющей атмосфере, например, такой как воздух (смесь инертного газа и кислорода), а также в восстанавливающей атмосфере (например, в смеси инертного газа с восстанавливающими газами, такими как водород, аммиак, монооксид углерода, метан и/или акролеин, или в самих обладающих восстанавливающим действием газах). Длительность прокаливания составляет от нескольких минут до нескольких часов и может быть сокращена благодаря повышению температуры этого процесса. Источниками элементарных компонентов мультиметаллоксидных активных масс общей формулы (VII) могут являться соединения, которые уже являются оксидами, и/или соединения, которые можно перевести в оксиды нагреванием в присутствии, по меньшей мере, кислорода.
Тщательному перемешиванию могут быть подвергнуты исходные соединения для приготовления активных мультиметаллоксидных масс общей формулы (VII), находящиеся как в сухом, так и во влажном состоянии. В случае сухого перемешивания исходные соединения целесообразно использовать в виде мелкодисперсных порошков и подвергать прокаливанию после перемешивания и, при необходимости, осуществляемого уплотнения. Однако предпочтительным является тщательное перемешивание влажных исходных соединений.
При этом смешивают друг с другом исходные соединения, которые обычно представляют собой соответствующие водные растворы и/или суспензии. Особенно тщательно перемешанные указанным образом сухие смеси получают в том случае, если исходят из источников элементарных компонентов, которые находятся исключительно в растворенном состоянии. Предпочтительным растворителем при этом является вода. После этого полученную водную массу подвергают сушке, предпочтительно осуществляемой в распылительных сушилках при температуре на выходе, составляющей от 100 до 150°С.
Приготовленные указанным образом мультиметаллоксидные активные массы, прежде всего активные массы общей формулы (VII), можно использовать для окисления акролеина как в порошкообразном состоянии, так и в виде получаемого формованием катализатора с определенными геометрическими параметрами, причем формование может быть выполнено до или после завершающей операции прокаливания. Так, например, уплотнением находящейся в порошкообразном состоянии активной массы или соответствующей неподвергнутой прокаливанию исходной массы, реализуемым, например, таблетированием, экструдированием или штранг-прессованием, можно приготовить цельные катализаторы требуемой геометрической формы, причем, при необходимости, могут быть добавлены вспомогательные средства, например, такие как графит или стеариновая кислота (в качестве средств для улучшения скольжения и/или облегчения формования), и армирующие добавки, такие как микроволокна из стекла, асбеста, карбида кремния или титаната калия. Пригодной геометрической форме цельных катализаторов соответствуют, например, цельные или полые цилиндры с наружным диаметром и высотой, составляющими от 2 до 10 мм. Целесообразная толщина стенок подобных полых цилиндров составляет от 1 до 3 мм. Цельные катализаторы, очевидно, могут обладать также формой шариков, диаметр которых может составлять от 2 до 10 мм (например, 8,2 или 5,1 мм).
Формование порошкообразной активной массы или соответствующей порошкообразной, неподвергнутой прокаливанию исходной массы, очевидно, может быть выполнено также благодаря ее нанесению на предварительно сформованный инертный носитель для катализаторов. Нанесение активной массы на тела носителя с целью получения слоистых катализаторов как правило осуществляют в пригодном вращающемся резервуаре, например, описанном в немецкой заявке на патент DE-A 2909671 или европейских заявках на патент ЕР-А 293859 и ЕР-А 714700.
Наносимую на тела носителя порошкообразную массу целесообразно увлажнить, а после нанесения вновь подвергнуть сушке, например, горячим воздухом. Целесообразная толщина нанесенного на тела носителя слоя порошкообразной массы составляет от 10 до 1000 мкм, предпочтительно от 50 до 500 мкм и особенно предпочтительно от 150 до 250 мкм.
При этом в качестве материалов носителя можно использовать обычные пористые или непористые оксиды алюминия, диоксид кремния, диоксид тория, диоксид циркония, карбид кремния или силикаты, такие как силикат магния или силикат алюминия. Телам носителя можно придавать регулярную или нерегулярную форму, причем предпочтительными являются тела носителя регулярной формы с отчетливо выраженной шероховатостью поверхности, например, шарики или полые цилиндры с расщепленной опорной поверхностью. Пригодным является использование преимущественно непористых сферических тел носителя из стеатита с шероховатой поверхностью, диаметр которых составляет от 1 до 10 мм, соответственно до 8 мм, предпочтительно от 4 до 5 мм. Таким образом, пригодные сферические тела носителя обладают диаметром 8,2 мм или 5,1 мм. Пригодным является также использование тел носителя в виде цилиндров высотой от 2 до 10 мм и наружным диаметром от 4 до 10 мм. В случае кольцеобразной формы тел носителя толщина их стенок обычно составляет от 1 до 4 мм. Подлежащие предпочтительному использованию кольцеобразные тела носителя обладают высотой от 2 до 6 мм, наружным диаметром от 4 до 8 мм и толщиной стенок от 1 до 2 мм. В качестве тел носителя прежде всего пригодны также кольца с размерами 7×3×4 мм (наружный диаметр × длина × внутренний диаметр). Дисперсность наносимых на поверхность тел носителя каталитически активных оксидных масс, очевидно, следует приводить в соответствие с необходимой толщиной образующейся при этом оболочки (смотри европейскую заявку на патент ЕР-А 714700).
Мультиметаллоксидными активными массами, подлежащими использованию на стадии превращения акролеина в акриловую кислоту, являются также активные массы общей формулы (IX):
 ,
,
в которой
D означает Мо12Va”Z1 b”Z2 c”Z3 d”Z4 e”Z5 f”Z6 g”Ox",
Е означает Z7 12Cuh”Hi”Oy”,
Z1 означает вольфрам, ниобий, тантал, хром и/или церий,
Z2 означает медь, никель, кобальт, железо, марганец и/или цинк,
Z3 означает сурьму и/или висмут,
Z4 означает литий, натрий, калий, рубидий, цезий и/или водород,
Z5 означает магний, кальций, стронций и/или барий,
Z6 означает кремний, алюминий, титан и/или цирконий,
Z7 означает молибден, вольфрам, ванадий, ниобий и/или тантал, предпочтительно молибден и/или вольфрам,
а” означает число от 1 до 8,
b” означает число от 0,2 до 5,
с” означает число от 0 до 23,
d” означает число от 0 до 50,
е” означает число от 0 до 2,
f” означает число от 0 до 5,
g” означает число от 0 до 50,
h” означает число от 4 до 30,
i” означает число от 0 до 20,
х”, y” означают числа, которое определяются валентностью и повторяемостью отличающихся от кислорода элементов в общей формуле IX, и
p, q означают отличающиеся от нуля числа, отношению которых (p:q) соответствует интервал от 160:1 до 1:1,
причем указанные активные массы могут быть получены отдельным предварительным формированием находящейся в порошкообразном состоянии твердой мультиметаллоксидной массы Е (исходной массы 1)

которую затем при необходимом количественном отношении р к q вводят в водный раствор, водную суспензию или мелкодисперсную сухую стехиометрическую смесь D источников молибдена, ванадия, элементов Z1, Z2, Z3, Z4, Z5, Z6 (исходную массу 2)

при необходимости, образующуюся при этом водную смесь подвергают сушке, и сухую предварительную массу до или после сушки прокаливают при температуре от 250 до 600°С, получая катализатор требуемой геометрической формы.
Предпочтительными являются мультиметаллоксидные массы общей формулы (IX), которые получают, осуществляя введение предварительно сформованной твердой исходной массы 1 в водную исходную массу 2 при температуре ниже 70°С. Приготовление катализаторов на основе мультиметаллоксидных активных масс общей формулы (IX) подробно описано, например, в европейской заявке на патент ЕР-А 668104 и немецких заявках на патент DE-A 19736105, DE-A 10046928, DE-A 19740493 и DE-A 19528646.
Катализаторы с мультиметаллоксидными массами общей формулы (IX) формуют аналогично формованию катализаторов с мультиметаллоксидными массами общей формулы (VII).
На реакционной стадии превращения пропилена в акролеин предпочтительно используют цельные кольцеобразные катализаторы, в то время как на стадии превращения акролеина в акриловую кислоту предпочтительно используют слоистые катализаторы в виде колец.
Частичное окисление пропилена в акролеин (а также при необходимости в акриловую кислоту) в соответствии с предлагаемым в изобретении способом, предусматривающее использование рассмотренных выше катализаторов, можно осуществлять, например, в содержащем большое количество контактных трубок трубчатом однозонном реакторе со стационарным слоем катализатора, описанном в немецкой заявке на патент DE-A 4431957. При этом реакционную газовую смесь и теплоноситель (средство теплообмена) можно пропускать через реактор прямотоком или противотоком.
Давление реакции обычно находится в интервале от 1 до 3 бар, а общий расход (исходной) реакционный газовой смеси 2, пропускаемой через стационарный слой катализатора, предпочтительно составляет от 1500 до 4000 нл/л·ч, соответственно до 6000 нл/л·ч или выше. Типичный расход пропилена через стационарный слой катализатора составляет от 90 до 200 нл/л·ч, соответственно до 300 нл/л·ч или выше. Согласно изобретению особенно предпочтительный расход пропилена составляет более 135 нл/л·ч, соответственно ≥140, ≥150 или ≥160 нл/л·ч, поскольку присутствие непревращенного пропана в используемой согласно изобретению исходной реакционной газовой смеси обусловливает ее оптимальное поведение в горячей точке.
Исходную реакционную газовую смесь вводят в однозонный трубчатый реактор со стационарным слоем катализатора предпочтительно сверху. В качестве теплоносителя целесообразно использовать солевой расплав, предпочтительно состоящий из 60 мас.% нитрата калия (КNО3) и 40 мас.% нитрита натрия (NaNO2) или из 53 мас.% нитрата калия (КNО3), 40 мас.% нитрита натрия (NaNO2) и 7 мас.% нитрата натрия (NaNO3).
Как указано выше, возможно пропускание солевого расплава и реакционной газовой смеси через реактор как прямотоком, так и противотоком (если смотреть на реактор сверху). Солевой расплав омывает контактные трубки предпочтительно в виде извилистого потока.
При пропускании реакционной газовой смеси через контактные трубки в направлении сверху вниз их заполнение катализатором (в направлении снизу вверх) целесообразно осуществлять следующим образом (при пропускании реакционной газовой смеси в направлении снизу вверх целесообразной является обратная последовательность заполнения трубок реактора катализатором):
- нижние участки контактных трубок (от 40 до 80%, соответственно до 60% их общей длины) заполняют только одним катализатором или его смесью с инертным материалом, содержание которого в соответствующей смеси составляет до 30 мас.%, соответственно до 20 мас.% (секция С реактора),
- последующие участки контактных трубок (от 20 до 50%, соответственно до 40% их общей длины) заполняют только одним катализатором или его смесью с инертным материалом, содержание которого в соответствующей смеси составляет до 40 мас.% (секция В реактора), и
- верхние участки контактных трубок (от 10 до 20% их общей длины) заполняют инертным материалом, загрузку которого предпочтительно осуществляют таким образом, чтобы обеспечить минимальные потери давления (секция А реактора).
В секцию С предпочтительно загружают неразбавленный инертным материалом катализатор.
Приведенный выше вариант прежде всего целесообразно использовать в том случае, если реактор заполняют катализаторами, указанными в описании сущности изобретения №497012 от 29.08.2005, примере 1, приведенном в немецкой заявке на патент DE-A 10046957, или в примере 3, приведенном в немецкой заявке на патент DE-A 10046957, а в качестве инертного материала используют кольца из стеатита с размерами 7×7×4 мм (наружный диаметр × высота × внутренний диаметр). Температура солевого расплава аналогична его температуре, указанной в немецкой заявке на патент DE-A 4431957.
Реализуемое согласно изобретению частичное окисление пропилена в акролеин (и, при необходимости, в акриловую кислоту), предусматривающее использованием рассмотренных выше катализаторов, можно осуществлять также, например, в описанном в немецких заявках на патент DE-A 19910506, DE-A 102005009885, DE-A 102004032 129, DE-A 102005013039, DE-A 102005009891, а также DE-A 102005010111 двухзонном трубчатом реакторе со стационарным слоем катализатора. В соответствии с указанными заявками (а также в общем случае в соответствии с предлагаемым в настоящем изобретении способом) конверсия пропилена при однократном пропускании через реактор обычно составляет ≥90 мол.%, соответственно ≥95 мол.% при селективности образования акролеина, составляющей ≥90 мол.%. Согласно изобретению частичное окисление пропилена в акролеин, акриловую кислоту или их смесь предпочтительно осуществляют аналогично европейской заявке на патент ЕР-А 1159244 и еще более предпочтительно аналогично международным заявкам WO 04/085363 и WO 04/085362.
Описания европейской заявки на патент ЕР-А 1159244, а также международных заявок WO 04/085363 и WO 04/085362 следует считать неотъемлемой частью настоящего описания.
Таким образом, реализуемое в соответствии с настоящим изобретением частичное окисление пропилена особенно предпочтительно можно осуществлять его пропусканием с повышенным расходом через стационарный слой катализатора, состоящий, по меньшей мере, из двух температурных зон.
В этой связи следует сослаться, например, на европейскую заявку на патент ЕР-А 1159244 и международную заявку WO 04/085362.
В соответствии с предлагаемым в изобретении способом исходная реакционная газовая смесь, используемая для частичного окисления пропилена в акролеин, может обладать следующим типичным составом:
В случае двухстадийного частичного окисления пропилена вторую реакционную стадию, а именно частичное окисление акролеина в акриловую кислоту, можно осуществлять, используя рассмотренные выше катализаторы, например, в однозонном трубчатом реакторе со стационарным слоем катализатора, подобном описанному в немецкой заявке на патент DE-A 4431949. При этом реакционную газовую смесь и теплоноситель можно пропускать через реактор прямотоком в направлении сверху вниз. На вторую стадию (стадию частичного окисления акролеина) как правило направляют полученную согласно изобретению смесь продуктов предшествующей стадии частичного окисления пропилена в акролеин без выделения побочных компонентов (после, при необходимости, выполненного промежуточного охлаждения, которое может быть косвенным или прямым, например, благодаря подаче вторичного воздуха).
Молекулярный кислород, необходимый для реализации второй реакционной стадии (частичного окисления акролеина), может уже присутствовать в исходной реакционной газовой смеси, направляемой на стадию осуществляемого согласно изобретению частичного окисления пропилена в акролеин. Однако его можно также частично или полностью вводить в смесь продуктов первой реакционной стадии (то есть стадии частичного окисления пропилена в акролеин) предпочтительно в виде (вторичного) воздуха, а также в виде чистого кислорода или смеси кислорода с инертным газом. Независимо от этого исходная реакционная газовая смесь, направляемая на стадию частичного окисления акролеина в акриловую кислоту, предпочтительно обладает следующим составом:
Вышеуказанная исходная реакционная газовая смесь предпочтительно обладает следующим составом:
Вышеуказанная исходная реакционная газовая смесь еще более предпочтительно обладает следующим составом:
причем предпочтительные интервалы реализуют независимо друг от друга, но предпочтительно одновременно.
При осуществлении как первой (пропилен → акролеин), так и второй (акролеин → акриловая кислота) реакционных стадий давление обычно находится в интервале от 1 до 3 бар, а общий расход (исходной) реакционной газовой смеси, пропускаемой через стационарный слой катализатора, предпочтительно составляет от 1500 до 4000 нл/л·ч, соответственно до 6000 нл/л·ч или более. Типичный расход акролеина, пропускаемого через стационарный слой катализатора, составляет от 90 до 190 нл/л·ч или до 290 нл/л·ч или более. Расход акролеина особенно предпочтительно составляет более 135 нл/л·ч, соответственно ≥140, ≥150 или ≥160 нл/л·ч, поскольку присутствие пропана в используемой согласно изобретению исходной реакционной газовой смеси также обусловливает ее оптимальное поведение в горячей точке.
В целесообразном варианте степень превращения акролеина в пересчете на однократное пропускание реакционной газовой смеси через стационарный слой катализатора обычно составляет ≥90 мол.% при соответствующей селективности образования акриловой кислоты, составляющей ≥90 мол.%.
Исходную реакционную газовую смесь также вводят в однозонный трубчатый реактор со стационарным слоем катализатора предпочтительно сверху. В качестве теплоносителя в целесообразном варианте на второй реакционной стадии также используют солевой расплав, предпочтительно состоящий из 60 мас.% нитрата калия (КNО3) и 40 мас.% нитрита натрия (NaNO2) или из 53 мас.% нитрата калия (KNO3), 40 мас.% нитрита натрия (NaNO2) и 7 мас.% нитрата натрия (NаNО3). Как указано выше, возможно пропускание солевого расплава и реакционной газовой смеси через реактор как прямотоком, так и противотоком (если смотреть на реактор сверху). Солевой расплав омывает контактные трубки предпочтительно в виде извилистого потока.
При пропускании реакционной газовой смеси через контактные трубки в направлении сверху вниз их заполнение катализатором (в направлении снизу вверх) целесообразно осуществлять следующим образом:
- нижние участки контактных трубок (от 50 до 80%, соответственно до 70% их общей длины) заполняют только одним катализатором или его смесью с инертным материалом, содержание которого в соответствующей смеси составляет до 30 мас.%, соответственно до 20 мас.% (секция С реактора),
- последующие участки контактных трубок (от 20 до 40%, соответственно до 40% их общей длины) заполняют только одним катализатором или его смесью с инертным материалом, содержание которого в соответствующей смеси составляет до 40 мас.%(секция В реактора), и
- верхние участки контактных трубок (от 5 до 20% их общей длины) заполняют инертным материалом, загрузку которого предпочтительно осуществляют таким образом, чтобы обеспечить минимальные потери давления (секция А реактора).
В секцию С загружают катализатор, предпочтительно неразбавленный инертным материалом. Подобно реализуемому в общем случае гетерогенно катализируемому газофазному частичному окислению акролеина в акриловую кислоту (прежде всего при высоком расходе акролеина через слой катализатора и высоких содержаниях водяного пара в исходной газовой смеси) секция В также может состоять из двух последовательно расположенных слоев разбавленного катализатора (с целью обеспечения минимальной температуры в горячей точке и ее чувствительности). При этом в нижнюю часть секции В загружают катализатор, содержащий до 30 мас.% (соответственно до 20 мас.%) инертного материала, а в ее верхнюю часть катализатор, содержащий от >20 до 50 мас.%, соответственно до 40 мас.% инертного материала. В этом случае секцию С предпочтительно содержит неразбавленный инертным материалом катализатор.
В случае пропускания исходной газовой смеси через контактные трубки в направлении снизу вверх целесообразной является обратная последовательность заполнения катализатором.
Указанный выше вариант целесообразно использовать прежде всего в случае катализаторов, подобных приведенным в примере изготовления 5 из немецкой заявки на патент DE-A 10046928 или в примерах из немецкой заявки на патент DE-A 19815281, и инертных материалов в виде колец из стеатита с размерами 7×7×4 мм или 7×7×3 мм (наружный диаметр × высота × внутренний диаметр). Температура солевого расплава аналогична указанной в немецкой заявке на патент DE-A 4431949. Температуру как правило выбирают таким образом, чтобы при однократном пропускании акролеина через реактор его конверсия в обычном случае составляла ≥90 мол.%, соответственно ≥95 мол.% или ≥99 мол.%.
Частичное окисление акролеина в акриловую кислоту с использованием рассмотренных выше катализаторов можно осуществлять также, например, в трубчатом двухзонном реакторе со стационарным слоем, подобном описанному в немецкой заявке на патент DE-A 19910508. При этом степень превращения акролеина аналогична указанной выше. Как и при частичном окислении акролеина, реализуемом в качестве рассмотренной выше второй реакционной стадии двухстадийного окисления пропилена в акриловую кислоту в двухзонном трубчатом реакторе со стационарным слоем катализатора, для формирования исходной реакционной газовой смеси целесообразно непосредственно использовать газовую смесь продуктов реакции первой стадии частичного окисления при необходимости после ее косвенного и прямого (например, благодаря подаче вторичного воздуха) промежуточного охлаждения. Необходимый для частичного окисления акролеина кислород используют предпочтительно в виде воздуха (при необходимости, также в виде чистого молекулярного кислорода или смеси молекулярного кислорода с инертным газом), добавляя его, например, непосредственно к смеси продуктов первой стадии двухстадийного частичного окисления (пропилен → акролеин). Однако, как указано выше, молекулярный кислород может присутствовать уже в исходной реакционной газовой смеси, предназначенной для первой реакционной стадии.
При двухстадийном частичном окислении пропилена в акриловую кислоту с непосредственным использованием газовой смеси продуктов первой стадии частичного окисления для подачи на вторую стадию частичного окисления последовательно соединяют, как правило, два однозонных трубчатых реактора со стационарными слоями катализатора (как и в общем случае, при высоком расходе реагентов через катализатор предпочтительным является прямоток реакционного газа и солевого расплава (теплоносителя) через трубчатый реактор) или два двухзонных трубчатых реактора со стационарными слоями катализатора. Возможно также смешанное последовательное соединение реакторов (однозонный/двухзонный или наоборот).
Между реакторами может находиться промежуточный холодильник, который при необходимости может содержать слой фильтрующего инертного материала. Температура солевого расплава в трубчатых реакторах, используемых для осуществления первой стадии двухстадийного частичного окисления пропилена в акриловую кислоту, как правило составляет от 300 до 400°С. Температура солевого расплава в трубчатых реакторах второй стадии частичного окисления пропилена в акриловую кислоту (стадии частичного окисления акролеина в акриловую кислоту) в большинстве случаев составляет от 200 до 350°С. Кроме того, расход теплоносителей (предпочтительно солевых расплавов), пропускаемых через соответствующие трубчатые реакторы со стационарными слоями катализатора, обычно выбирают таким образом, чтобы разница их температур на входе и выходе как правило составляла ≤5°С. Как указано выше, обе стадии частичного окисления пропилена в акриловую кислоту можно осуществлять также в одном реакторе на одном загруженном в него катализаторе подобно тому, как это описано в немецкой заявке на патент DE-A 10121592.
Следует напомнить также, что часть направляемой на первую стадию синтеза («пропилен → акролеин») исходной реакционной газовой смеси может являться остаточным газом частичного окисления.
Как указано выше, под подобным остаточным газом подразумевают содержащий молекулярный кислород газ, остающийся после выделения целевого продукта (акролеина и/или акриловой кислоты) из газовой смеси продуктов частичного окисления, часть которого можно рециркулировать в качестве инертного разбавляющего газа на первую и/или при необходимости вторую стадию частичного окисления пропилена в акролеин и/или акриловую кислоту.
Однако согласно изобретению подобный остаточный газ, содержащий пропан, молекулярный кислород и при необходимости непревращенный пропилен, предпочтительно рециркулируют на осуществляемое в реакционной зоне А гетерогенно катализируемое дегидрирование пропана предпочтительно исключительно в качестве газообразного исходного потока 2.
Таким образом, трубчатый реактор с катализатором, который по мере завершения первой реакционной стадии соответствующим образом видоизменен вдоль отдельных контактных трубок, представляет собой простейшую форму реализации обеих стадий двухстадийного частичного окисления пропилена в акриловую кислоту (подобные реализуемые в «одинарном» реакторе двухстадийные процессы частичного окисления пропилена описаны, например, в европейских заявках на патент ЕР-А 911313, ЕР-А 979813 и ЕР-А 990636 и немецкой заявке на патент DE-A 2830765). При этом загруженный в контактные трубки катализатор при необходимости содержит промежуточный слой инертного материала.
Однако обе стадии окисления предпочтительно осуществляют в двух последовательно соединенных трубчатых системах. Подобные трубчатые системы могут находиться внутри одного реактора, причем переход от одного пучка труб к другому образован расположенным вне контактных трубок инертным материалом, предпочтительно доступным для пропускания реакционного газа. Теплоноситель как правило омывает контактные трубки, однако не контактирует с расположенным вне контактных трубок инертным материалом. В связи с этим в предпочтительном варианте оба пучка контактных трубок помещают в соответствующие пространственно разобщенные реакторы. При этом между обоими трубчатыми реакторами как правило находится промежуточный холодильник, предназначенный для сведения к минимуму происходящего в некоторых случаях вторичного окисления акролеина, который содержится в выходящей из первой зоны окисления газовой смеси продуктов реакции. Температура первой стадии реакции (пропилен → акролеин) как правило составляет от 300 до 450°С, предпочтительно от 320 до 390°С. Температура второй стадии реакции (акролеин → акриловая кислота) как правило составляет от 200 до 370°С, часто от 220 до 330°С. Давление в обеих зонах окисления в целесообразном варианте составляет от 0,5 до 5 бар, предпочтительно от 1 до 3 бар. Расход пропускаемого через катализаторы окисления реакционного газа для обеих стадий реакции часто составляет от 1500 до 2500 нл/л·ч, соответственно 4000 нл/л·ч. При этом расход пропилена может составлять от 100 до 200 нл/л·ч или 300 и более нл/л·ч.
Конструктивное исполнение обеих стадий окисления согласно предлагаемому в изобретении способу в принципе может соответствовать варианту, описанному, например, в немецких заявках на патент DE-A 19837517, DE-A 19910506, DE-A 19910508 и DE-A 19837519.
При этом избыток молекулярного кислорода относительно необходимого стехиометрического количества благоприятно отражается на кинетике реакций, реализуемых на обеих стадиях газофазного частичного окисления, а также на сроке службы соответствующих катализаторов.
Гетерогенно катализируемое газофазное частичное окисление пропилена в акриловую кислоту, подлежащее осуществлению в соответствии с настоящим изобретением, в принципе можно выполнять также в единственном однозонном трубчатом реакторе следующим образом. Обе реакционные стадии реализуют в одном реакторе окисления, в который загружен один или несколько катализаторов с содержащей молибден, железо и висмут мультиметаллоксидной активной массой, способной катализировать обе реакции. Возможным, очевидно, является также непрерывное или резкое видоизменение загруженного катализатора вдоль реакционной координаты. При осуществляемом согласно изобретению двухстадийном частичном окислении пропилена в акриловую кислоту, конструктивно выполненном в виде двух последовательных стадий окисления, из газовой смеси продуктов первой стадии окисления при необходимости, очевидно, можно также частично или полностью выделять содержащийся в ней оксид углерода и водяной пар, которые образуются на этой стадии в качестве побочных продуктов, прежде чем направить образовавшуюся на первой стадии газовую смесь на вторую стадию окисления. Согласно настоящему изобретению предпочтительно выбирают технологию, которая не требует подобного выделения.
Как указано выше, источником молекулярного кислорода, добавляемого между двумя стадиями окисления, наряду с (предпочтительно) используемым воздухом может служить чистый молекулярный кислород, а также молекулярный кислород, разбавленный инертным газом, таким как диоксид углерода, монооксид углерода, благородные газы, азот и/или насыщенные углеводороды.
В соответствии с предлагаемым в изобретении способом можно осуществлять также прямое охлаждение газовой смеси продуктов реакции, образующихся на первой стадии частичного окисления, благодаря добавлению к ним, например, холодного воздуха, который используют в качестве компонента исходной реакционной газовой смеси, предназначенной для второй стадии частичного окисления.
Согласно настоящему изобретению частичное окисление акролеина в акриловую кислоту предпочтительно осуществляют в соответствии с европейской заявкой на патент ЕР-А 1159246 и еще более предпочтительно в соответствии с международными заявками WO 04/085365 и WO 04/085370. Однако при этом согласно изобретению в качестве содержащей акролеин исходной реакционной газовой смеси предпочтительно используют смесь продуктов, образующихся на первой стадии предлагаемого в изобретении частичного окисления пропилена в акролеин, к которой, при необходимости, добавляют такое количество вторичного воздуха, чтобы отношение молекулярного кислорода к акролеину в полученной исходной реакционной газовой смеси во всех случаях находилось в интервале от 0,5:1 до 1,5:1. Описания европейской заявки на патент ЕР-А 1159246, а также международных заявок WO 04/08536 и WO 04/085370 следует считать неотъемлемой частью настоящего описания.
Таким образом, частичное окисление акролеина в акриловую кислоту согласно настоящему изобретению предпочтительно можно осуществлять в стационарном слое катализатора при повышенном расходе пропускаемого через него акролеина, причем катализатор включает, по меньшей мере, две температурные зоны.
Двухстадийное частичное окисление пропилена в акриловую кислоту предпочтительно осуществляют в соответствии с европейской заявкой на патент ЕР-А 1159248, соответственно международной заявкой WO 04/085367 или WO 04/085369.
Поток газообразной смеси продуктов реакции В после выполненного согласно изобретению частичного окисления (соответствующей первой и/или второй реакционных стадий) в случае синтеза акролеина и/или акриловой кислоты как правило состоит преимущественно из акролеина, акриловой кислоты или смеси акриловой кислоты с акролеином в качестве целевых продуктов, непревращенного молекулярного кислорода (для пролонгирования срока службы используемых катализаторов благоприятно, чтобы содержание кислорода, оставшегося в газовой смеси продуктов обеих стадий частичного окисления, составляло, по меньшей мере, от 1,5 до 4 об.%), пропана, непревращенного пропилена, молекулярного азота, образующегося в качестве побочного продукта и/или использованного в качестве разбавляющего газа водяного пара, образующихся в качестве побочных продуктов и/или использованных в качестве разбавляющих газов оксидов углерода, незначительных количеств низкомолекулярных альдегидов, низкомолекулярных алифатических карбоновых кислот (например, уксусной кислоты, муравьиной кислоты и пропионовой кислоты), малеинового ангидрида, бензальдегида, ароматических карбоновых кислот и ангидридов ароматических карбоновых кислот (например, фталевого ангидрида и бензойной кислоты), при необходимости, других углеводородов, например, такие как C4-углеводороды (например, бутен-1 и прочие изомеры бутена), и других инертных разбавляющих газов.
Целевые продукты можно выделять из газовой смеси продуктов реакции В во второй зоне разделения В известными методами (например, частичной или полной, а также, при необходимости, фракционирующей конденсацией акриловой кислоты, абсорбцией акриловой кислоты водой или высококипящим гидрофобным органическим растворителем или абсорбцией акролеина водой или водными растворами низкомолекулярных карбоновых кислот, а также последующей переработкой конденсатов и/или абсорбатов; согласно изобретению предпочтительной является фракционирующая конденсация газовой смеси продуктов реакции В; смотри, например, европейские заявки на патент ЕР-А 1388533, ЕР-А 1388532, немецкую заявку на патент DE-A 10235847, европейскую заявку на патент ЕР-А 792867, международную заявку WO 98/01415, европейские заявки на патент ЕР-А 1015411, ЕР-А 1015410, международные заявки WO 99/50219, WO 00/53560, WO 02/09839, немецкую заявку на патент DE-A 10235847, международную заявку WO 03/041833, немецкие заявки на патент DE-A 10223058, DE-A 10243625, DE-A 10336386, европейскую заявку на патент ЕР-А 854129, заявку на патент США US-A 4317926, немецкие заявки на патент DE-A 19837520, DE-A 19606877, DE-A 190501325, DE-A 10247240, DE-A 19740253, европейские заявки на патент ЕР-А 695736, ЕР-А 982287, ЕР-А 1041062, ЕР-А 117146 и немецкие заявки на патент DE-A 4308087, DE-A 4335172, DE-A 4436243, DE-A 19924532, DE-A 10332758, DE-A 19924533). Выделение акриловой кислоты можно осуществлять также в соответствии с европейскими заявками на патент ЕР-А 982287, ЕР-А 982289, немецкими заявками на патент DE-A 10336386, DE-A 10115277, DE-A 19606877, DE-A 19740252, DE-A 19627847, европейскими заявками на патент ЕР-А 920408, ЕР-А 1068174, ЕР-А 1066239, ЕР-А 1066240, международными заявками WO 00/53560, WO 00/53561, немецкой заявкой на патент DE-A 100 53 086 и европейской заявкой на патент ЕР-А 982 288. Предпочтительным является выделение акриловой кислоты, осуществляемое как показано на приведенной в международной заявке WO/0196271 Фиг.7, соответственно как описано в немецкой заявке на патент DE-A 102004032129 и ее аналогах. Оптимальные методы выделения акриловой кислоты описаны также в международных заявках WO 04/063138 и WO 04/35514, а также в немецких заявках на патент DE-A 10243625 и DE-A 10235847. Дальнейшую переработку выделенной указанными методами акриловой кислоты можно осуществлять, например, в соответствии с международными заявками WO 01/77056, WO 03/041832, WO 02/055469, WO 03/078378 и WO 03/041833.
Как упомянуто в начале настоящего описания, общая особенность указанных методов выделения целевых продуктов состоит в том, что в головной части ректификационных колонн (снабженных повышающими эффективность разделения встроенными элементами), в нижнюю часть которых после обычно реализуемого предварительного прямого и/или косвенного охлаждения вводят газовую смесь продуктов реакции В, обычно образуется остаточный газовый поток, который в основном содержит компоненты газовой смеси продуктов реакции В с температурой кипения при нормальном давлении (1 бар), составляющей ≤-30°С (то есть трудно конденсируемые, соответственно легколетучие компоненты).
В нижней части ректификационных колонн обычно накапливаются труднолетучие компоненты газовой смеси продуктов реакции В в виде содержащей соответствующий целевой продукт конденсированной фазы.
Компонентами остаточной газовой смеси в первую очередь являются пропан, при необходимости непревращенный на стадии частичного окисления пропилен, молекулярный кислород, а также нередко дополнительно используемые на стадии частичного окисления инертные разбавляющие газы, например, такие как азот и диоксид углерода. В зависимости от методов, используемых для разделения остаточного газа, он может содержать лишь следы водяного пара или содержание водяного пара может достигать 20 об.% или более.
Согласно изобретению по меньшей мере часть подобного основного остаточного газа (предпочтительно обладающую составом остаточного газа), которая содержит пропан, молекулярный кислород и при необходимости непревращенный пропилен (предпочтительно все количество, но при необходимости также лишь половину, две трети или три четверти от всего количества), рециркулируют в реакционную зону А в качестве газообразного исходного потока 2. Однако частичные количества остаточного газа можно рециркулировать также на одну или обе стадии частичного окисления и/или подвергать сжиганию с целью производства энергии.
Как указано в настоящем описании, а также в европейской заявке на патент ЕР-А 117146, заявке на патент США US-A 3161670 и немецких заявках на патент DE-A 3313573 и DE-A 10316039, перед использованием остаточного газа в качестве газообразного исходного потока 2 из него, очевидно, можно также частично или полностью выделять прежде всего компоненты, отличающиеся от пропана, пропилена и молекулярного кислорода.
В процессе переработки конденсированной фазы, осуществляемой с целью выделения содержащегося в ней целевого продукта, могут образоваться другие остаточные газы, поскольку обычно стремятся вернуть в реакционную зону А и регенерировать в системе выделения целевых продуктов все количество непревращенного пропана, содержащегося в газовой смеси продуктов реакции В. Хотя подобные другие остаточные газы как правило и содержат пропан, а также при необходимости пропилен, однако молекулярный кислород в них зачастую отсутствует. Обычно их объединяют с основным остаточным газом, получая общий остаточный газ, который возвращают в реакционную зону А в качестве газообразного исходного потока 2. Однако представляется возможной также отдельная переработка других остаточных газов, соответственно их независимая рециркуляция в реакционную зону А.
Благодаря преимущественно полной рециркуляции общего остаточного газа может быть реализован непрерывный режим превращения пропана в акриловую кислоту и/или акролеин.
При этом важно, что благодаря указанной рециркуляции, а также осуществляемому согласно изобретению режиму эксплуатации реакционной зоны А предоставляется возможность превращения свежего пропана в пропилен в этой зоне, селективность которого достигает почти 100%.
При этом преимущества указанного технологического режима могут быть реализованы как для низких (≤30 мол.%), так и для высоких (≥30 мол.%) степеней дегидрирования пропана (в пересчете на его однократное пропускание через реакционную зону А). Согласно изобретению для обеспечения полноты взаимодействия кислорода с водородом (сгорания последнего с образованием воды) в общем случае благоприятно, чтобы содержание водорода в потоке исходной реакционной газовой смеси А находилось, по меньшей мере, в стехиометрическом отношении к содержащемуся в этом потоке кислороду.
В этом месте настоящего описания следует вновь констатировать, что акриловую кислоту предпочтительно выделяют из полученной согласно изобретению газовой смеси продуктов реакции В методом, в соответствии с которым в колонне, содержащей способствующие разделению встроенные элементы, осуществляют (например, самопроизвольную) фракционирующую конденсацию, при необходимости, подвергнутой ранее прямому и/или косвенному охлаждению газовой смеси продуктов реакции В при боковом отборе сырой акриловой кислоты и/или абсорбцию акриловой кислоты водой, соответственно водным раствором, как описано в примерах международной заявки WO 2004/035514 и немецкой заявке на патент DE-A 10243625. Отбираемую сырую акриловую кислоту в дальнейшем предпочтительно подвергают суспензионной кристаллизации и образующийся суспензионный кристаллизат акриловой кислоты отделяют от остающегося маточного щелока предпочтительно переработкой на промывной колонне. При этом в качестве промывной жидкости предпочтительно используют расплав предварительно выделенных в промывной колонне кристаллов акриловой кислоты. Кроме того, предпочтительным является использование промывной колонны с принудительным транспортом слоя кристаллов. Особенно предпочтительным является использование гидравлической или механической промывной колонны. Соответствующие подробности приводятся в международных заявках WO 01/77056, WO 03/041832 и WO 03/041833. Таким образом, остающийся маточный щелок предпочтительно рециркулируют на стадию фракционирующей конденсация (смотри также европейскую заявку на патент ЕР-А 1015410). Побочные компоненты обычно выводят в виде промывочного потока ниже бокового отбора сырой акриловой кислоты.
Благодаря использованию единственной стадии кристаллизации может быть получена акриловая кислота со степенью чистоты, составляющей ≥99,8 мас.%, которая отлично пригодна для получения суперабсорбентов на основе полиакрилата натрия.
Пример и сравнительный пример (конструкционный материал - специальная сталь марки 1.4841)
I. Общая конструкция и режим эксплуатации реакционной зоны А
Гетерогенно катализируемое частичное дегидрирование пропана осуществляют в показанном на фиг.4 петлевом полочном реакторе с позициями, значения которых указаны в нижеследующем описании.
Снабженный теплоизоляцией (10) вертикальный трубчатый реактор (11) с внутренним диаметром 80 мм помещен в жесткий нагреватель (9) (возможна эксплуатация реактора в преимущественно адиабатическом режиме). Температура жесткого нагревателя составляет 500°С. В средней части трубчатого реактора расположена центральная трубка с наружным диаметром 20 мм, состоящая из гильзы для вставляемой термопары и гильзы для ступенчатой термопары. К трубчатому реактору дополнительно присоединены трубы, по которым можно осуществлять отбор проб реакционного газа и дозирование воздуха.
Трубчатый реактор снабжен тремя полками (5, 6, 7) с тремя соответствующими идентичными насыпными слоями, находящимися на проволочной сетке из специальной стали, каждый из которых, в свою очередь, состоит из следующих слоев (в направлении пропускания газового потока); слой инертного материала высотой 100 мм, состоящий из стеатитовых шариков диаметром от 1,5 до 2,5 мм, и слой высотой 165 мм, состоящий из смеси катализатора дегидрирования со стеатитовыми шариками диаметром от 1,5 до 2,5 мм (объемное соотношение этих компонентов составляет 1:1). Таким образом общая высота каждого из находящихся на полках насыпных слоев составляет 265 мм.
Катализатором дегидрирования общей формулы Pt0,3Sn0,6La3,0Cs0,5K0,2(ZrO2)88,3(SiO2)7,1 является содержащий оксидированные элементы (цезий (Cs), калий (К) и лантан (La)) сплав платины с оловом, нанесенный на наружную и внутреннюю поверхности стерженьков носителя, состоящих из смеси оксидов ZrO2·SiO2 (средняя высота 6 мм, гауссово распределение в интервале от 3 до 12 мм с максимумом около 6 мм; диаметр 2 мм), причем указанные элементы (включая носитель) находятся в стехиометрическом массовом соотношении (приготовление предварительного катализатора и его активирование до образования активного катализатора выполнено в соответствии с примером 4 из немецкой заявки на патент DE-A 10219 879).
Перед каждой полкой с катализатором находится смесительный элемент.
Пропущенную через последнюю полку газовую смесь продуктов реакции А (12) разделяют на две половины идентичного состава. Одну половину (2) (частичный поток 1 газовой смеси продуктов реакции А) возвращают на дегидрирование в качестве компонента потока исходной реакционной газовой смеси А (4). Другую половину (1) (частичный поток 2 газовой смеси продуктов реакции А) выводят из зоны дегидрирования (реакционной зоны А).
Поток исходной реакционной газовой смеси А (4) состоит из газообразного исходного потока 1 (2), а также из газообразного исходного смешанного потока (3), который, в свою очередь, состоит из водяного пара, остаточного газа со стадии частичного окисления, свежего пропана и молекулярного водорода. Исходный смешанный поток (3) выполняет функцию рабочего потока струйного насоса, который, как описано выше, делит поток газовой смеси продуктов реакции А (12) на две половины и создает поток исходной реакционной газовой смеси А (4).
Расход пропускаемого через катализатор пропана (в пересчете на суммарное количество находящегося на всех полках катализатора без учета инертного материала) составляет 350 нл/л·ч.
Давление потока исходной реакционной газовой смеси А на входе в реактор составляет 2,3 бар. Температура реакционного потока составляет 500°С. Потери напора при пропускании реакционного потока через реактор дегидрирования составляют около 200 мбар. Перед вторым и третьим насыпными слоями катализатора (точнее говоря, перед соответствующими смесительными элементами) в направлении пропускания реакционной газовой смеси к ней добавляют воздух, температура которого составляет 500°С, а давление соответствует давлению в реакторе. Расход воздуха рассчитывают таким образом, чтобы максимальная температура в соответствующем насыпном слое катализатора находилась в интервале от 575 до 580°С.
II. Общая конструкция и режим эксплуатации зоны гетерогенно катализируемого двухстадийного частичного окисления пропилена в акриловую кислоту
Первая стадия реакции
Реакционную трубку (сталь V2A, наружный диаметр 30 мм, толщина стенок 2 мм, внутренний диаметр 28 мм, длина 350 см), снабженную центрированной гильзой с наружным диаметром 10 мм для монтажа термопары, которая позволяет измерять температуру по всей длине реакционной трубки, заполняют следующим образом (сверху вниз).
Первые 175 см реакционной трубки (в направлении сверху вниз) термостатируют благодаря осуществляемой насосом противоточной циркуляции солевого расплава А. Следующие 175 см реакционной трубки термостатируют благодаря осуществляемой насосом противоточной циркуляции солевого расплава В.
Вторая стадия реакции
Реакционную трубку (сталь V2A, наружный диаметр 30 мм, толщина стенок 2 мм, внутренний диаметр 28 мм, длина 350 см), снабженную центрированной гильзой с наружным диаметром 10 мм для монтажа термопары, которая позволяет измерять температуру по всей длине реакционной трубки, заполняют следующим образом (сверху вниз).
Первые 175 см реакционной трубки (в направлении сверху вниз) термостатируют благодаря осуществляемой насосом противоточной циркуляции солевого расплава С. Следующие 175 см реакционной трубки термостатируют благодаря осуществляемой насосом противоточной циркуляции солевого расплава D.
III. Способ получения акриловой кислоты из пропана на новой опытной установке (синтез в стационарном режиме)
В первый слой катализатора полочного реактора, указанного в разделе I, вводят поток исходной реакционной газовой смеси А, обладающей следующим составом (об.% в пересчете на общую смесь):
Указанный поток исходной реакционной газовой смеси А формируют (получают) в следующей последовательности: остаточный газ (23°С, 3,1 бар), свежий пропан, (25°С, 4 бар), водород (25°С, 8 бар), водяной пар (200°С, 2,5 бар), рециркулируемый со стадии дегидрирования газ (600°С, 1,9 бар), причем указанные компоненты используют в следующих количествах:
41,9 об.% остаточного газа стадии частичного окисления (газообразного исходного потока 2), который обладает следующим составом:
3,9 об.% свежего пропана (газообразного исходного потока 3), который обладает следующим составом:
1,02 об.% молекулярного водорода (газообразного исходного потока 4);
2,03 об.% водяного пара (газообразного исходного потока 5) и
51,15 об.% рециркулируемого со стадии дегидрирования газа (частичного потока 1 газовой смеси продуктов реакции А, соответственно газообразного исходного потока 1).
При этом остаточный газ, свежий пропан, водород и водяной пар соединяют в указанной выше последовательности, получая смешанный рабочий поток, температура которого вследствие косвенного теплообмена с частичным потоком 2 газовой смеси продуктов реакции А составляет 500°С, давление 2,3 бар.
Образующийся в результате дегидрирования частичный поток 2 газовой смеси продуктов реакции А обладает следующим составом:
Пропан и пропилен, содержащиеся в частичном потоке 2 газовой смеси продуктов реакции А, выделяют абсорбцией с использованием в качестве абсорбента технического тетрадекана типа PKWF 4/7 фирмы Haltermann (Германия) и отпаривают посредством воздуха (для выделения указанных углеводородов используют метод, описанный в немецкой заявке на патент DE-A 102004032129), получая направляемый на стадию частичного окисления газ, который обладает следующим составом:
Указанную выше газовую смесь (она обладает невзрывоопасным составом) направляют на рассмотренную выше первую стадию частичного окисления. Расход пропилена через стационарный слой катализатора составляет 185 нл/л·ч. Давление газовой смеси на входе на первую стадию реакции составляет 3,1 бар. Температура в реакционное зоне А (ТA) составляет 322°С, в реакционной зоне В (ТB) 328°С.
Газовая смесь продуктов реакции, образующаяся на первой стадии частичного окисления, обладает следующим составом:
Конверсия пропилена в конце реакционной зоны A (UP A) составляет 64,5 мол.%.
Конверсия пропилена в конце реакционной зоны В (UP B) составляет 94,9 мол.%.
К газовой смеси продуктов первой реакционной стадии добавляют воздух с температурой 25°С в таком количестве, чтобы молярное отношение кислорода к акролеину в образующейся смеси составляло 1,25:1.
Полученную смесь, температура которой составляет 231,7°С, направляют непосредственно на вторую стадию частичного окисления.
Расход акролеина, пропускаемого через стационарный слой соответствующего катализатора, составляет 152 нл/л·ч.
Температура в реакционной зоне А (ТC) составляет 263°С, в реакционной зоне D (ТD) 269°С. Давление реакционной смеси на входе на вторую стадию составляет 2,1 бар.
Образующаяся на второй стадии газовая смесь продуктов реакции обладает следующим составом:
Конверсия акролеина в конце реакционной зоны С (UA C) составляет 68,1 мол.%.
Конверсия акролеина в конце реакционной зоны D (UA D) составляет 99,3 мол.%.
Реакционную газовую смесь на обеих стадиях частичного окисления пропускают через соответствующие контактные трубки в направлении сверху вниз.
Содержание отдельных компонентов определяют методом газовой хроматографии.
Акриловую кислоту выделяют из газовой смеси продуктов реакции, как описано в примерах осуществления немецкой заявки на патент DE-A 102004032129, причем остаточный газ рециркулируют на стадию гетерогенно катализируемого дегидрирования пропана в качестве газообразного исходного потока 2.
Способ может быть осуществлен также описанным выше образом, однако в реакционную зону А каждой из полок загружают только одинаковые количества катализатора дегидрирования, то есть без совместного использования разбавляющего катализатор инертного материала.
IV. Видоизменение способа согласно разделу III по мере увеличения длительности эксплуатации опытной установки
По мере увеличения длительности эксплуатации опытной установки несмотря на выполнение регенерации катализатора дегидрирования или его замене свежеприготовленным катализатором происходит снижение содержания пропилена в потоке газообразной смеси продуктов реакции А.
Одновременно констатируют снижение максимальной температуры в первом стационарном слое катализатора полочного реактора (в направлении пропускания газового потока).
К первоначальным результатам дегидрирования можно вернуться благодаря эксплуатации опытной установки, предусматривающей формирование смешанного рабочего потока в следующей последовательности: остаточный газ, свежий пропан, водяной пар (в случае косвенного теплообмена) и лишь после этого молекулярный водород.


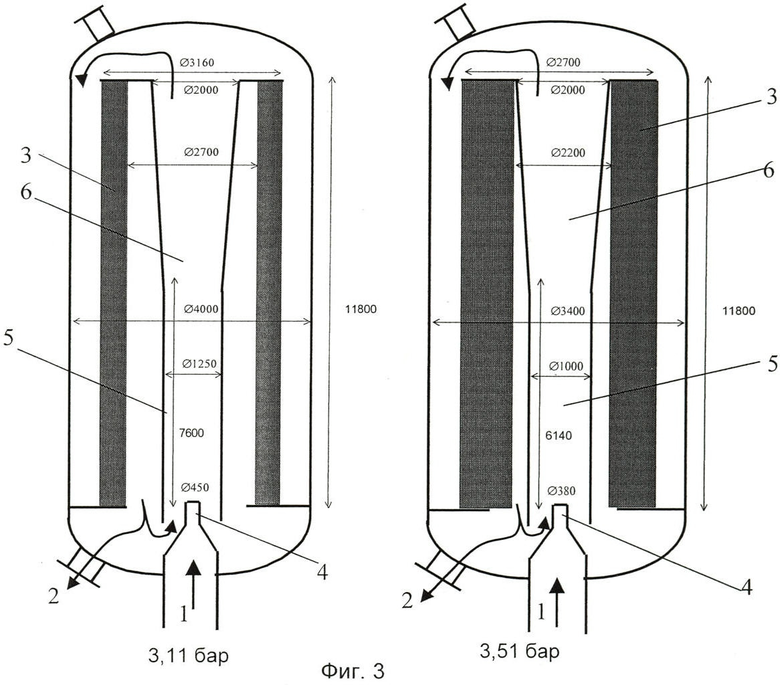
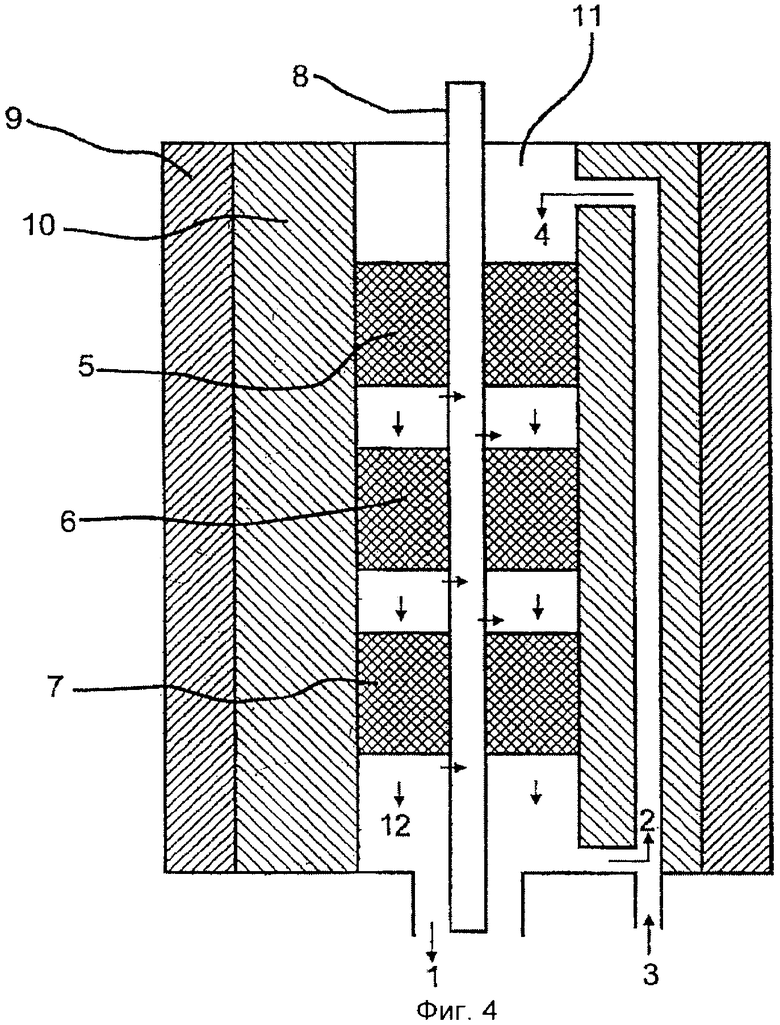
Изобретение относится к способу получения акролеина, акриловой кислоты или их смеси из пропана, в соответствии с которым А) на вход в первую реакционную зону А подают входящий поток реакционной газовой смеси А, полученный объединением, по меньшей мере, четырех отличающихся друг от друга газообразных исходных потоков 1, 2, 3 и 4, причем газообразные исходные потоки 1 и 2 содержат пропан, газообразный исходный поток 4 является молекулярным водородом и газообразный исходный поток 3 является свежим пропаном, входящий поток реакционной газовой смеси А пропускают, по меньшей мере, через один слой катализатора первой реакционной зоны А, на котором, при необходимости, при подаче других газовых потоков, в результате гетерогенно катализируемого частичного дегидрирования пропана, образуется поток продуктов газовой смеси А, содержащий пропан и пропилен, поток продуктов газовой смеси А выводят из первой реакционной зоны А через соответствующий выпуск, при этом разделяя его на два частичных потока 1 и 2 продуктов газовой смеси А идентичного состава, и частичный поток 1 продуктов газовой смеси А возвращают в первую реакционную зону А в качестве газообразного исходного потока 1, частичный поток 2 продуктов газовой смеси А, при необходимости, направляют в первую зону разделения А, в которой отделяют часть или более содержащихся в нем компонентов, отличающихся от пропана и пропилена, в результате чего получают поток продуктов газовой смеси А', содержащий пропан и пропилен. В) частичный поток 2 продуктов газовой смеси А или поток продуктов газовой смеси А' используют во второй реакционной зоне В для питания, по меньшей мере, одного реактора окисления, в котором содержащийся в частичном потоке 2 продуктов газовой смеси А или в поток продуктов газовой смеси А' пропилен подвергают селективному гетерогенно катализируемому частичному газофазному окислению молекулярным кислородом, получая поток продуктов газовой смеси В, содержащей акролеин, акриловую кислоту или их смесь в качестве целевого продукта, непревращенный пропан и, при необходимости, непревращенный пропилен, а также избыточный молекулярный кислород, поток продуктов газовой смеси В выводят из реакционной зоны В, во второй зоне разделения В отделяют содержащийся в нем целевой продукт, а, по меньшей мере, часть образующегося после отделения остаточного газа, содержащего непревращенный пропан, молекулярный кислород, и, при необходимости, непревращенный пропилен, в качестве газообразного исходного потока 2 возвращают в реакционную зону А, причем газообразные исходные потоки 2, 3 и 4, а также, при необходимости, дополнительные газообразные исходные потоки, отличающиеся от газообразного исходного потока 1, объединяют в газообразный поток рабочей смеси, после чего при помощи этого газообразного потока рабочей смеси в качестве рабочего потока приводят в действие струйный насос, имеющий сопло, смесительный участок, диффузор и всасывающий патрубок, причем перемещение рабочего потока, дросселируемого через сопло, смесительный участок и диффузор, ко входу в первую реакционную зону А, а также всасывающее действие всасывающего патрубка осуществляется в направлении выхода потока продуктов газовой смеси А из первой реакционной зоны А, и при этом благодаря создаваемому во всасывающем патрубке разрежению с разделением потока продуктов газовой смеси А на два частичных потока 1 и 2 происходит всасывание частичного потока 1 продуктов газовой смеси А, его перемещение через диффузор при одновременном смешивании с рабочим потоком на смесительном участке и впуск образующегося при этом реакционного потока газовой смеси А в месте его входа в первую реакционную зону А, характеризующемуся тем, что сначала формируют газообразный исходный смешанный поток, объединяя в произвольной последовательности газообразные исходные потоки 2 и 3, а также, при необходимости, дополнительные газообразные исходные потоки, отличающиеся от газообразных исходных потоков 1 и 4, и лишь после этого к сформированному газообразному исходному смешанному потоку добавляют газообразный исходный поток 4, получая газообразный смешанный рабочий поток. Применение настоящего способа позволяет снизить потери тепла и предотвратить снижение степени дегидрирования при получении акролеина, акриловой кислоты или их смеси из пропана. 6 з.п. ф-лы, 4 ил.
1. Способ получения акролеина, акриловой кислоты или их смеси из пропана, в соответствии с которым
А) на вход в первую реакционную зону А подают входящий поток реакционной газовой смеси А, полученный объединением, по меньшей мере, четырех отличающихся друг от друга газообразных исходных потоков 1, 2, 3 и 4, причем газообразные исходные потоки 1 и 2 содержат пропан, газообразный исходный поток 4 является молекулярным водородом, и газообразный исходный поток 3 является свежим пропаном,
входящий поток реакционной газовой смеси А пропускают, по меньшей мере, через один слой катализатора первой реакционной зоны А, на котором, при необходимости, при подаче других газовых потоков в результате гетерогенно катализируемого частичного дегидрирования пропана образуется поток продуктов газовой смеси А, содержащий пропан и пропилен,
поток продуктов газовой смеси А выводят из первой реакционной зоны А через соответствующий выпуск, при этом разделяя его на два частичных потока 1 и 2 продуктов газовой смеси А идентичного состава, и частичный поток 1 продуктов газовой смеси А возвращают в первую реакционную зону А в качестве газообразного исходного потока 1,
частичный поток 2 продуктов газовой смеси А, при необходимости, направляют в первую зону разделения А, в которой отделяют часть или более содержащихся в нем компонентов, отличающихся от пропана и пропилена, в результате чего получают поток продуктов газовой смеси А', содержащий пропан и пропилен,
В) частичный поток 2 продуктов газовой смеси А или поток продуктов газовой смеси А' используют во второй реакционной зоне В для питания, по меньшей мере, одного реактора окисления, в котором содержащийся в частичном потоке 2 продуктов газовой смеси А или в поток продуктов газовой смеси А' пропилен подвергают селективному гетерогенно катализируемому частичному газофазному окислению молекулярным кислородом, получая поток продуктов газовой смеси В, содержащей акролеин, акриловую кислоту или их смесь в качестве целевого продукта, непревращенный пропан и, при необходимости, непревращенный пропилен, а также избыточный молекулярный кислород,
поток продуктов газовой смеси В выводят из реакционной зоны В, во второй зоне разделения В отделяют содержащийся в нем целевой продукт, а, по меньшей мере, часть образующегося после отделения остаточного газа, содержащего непревращенный пропан, молекулярный кислород, и, при необходимости, непревращенный пропилен, в качестве газообразного исходного потока 2 возвращают в реакционную зону А, причем газообразные исходные потоки 2, 3 и 4, а также, при необходимости, дополнительные газообразные исходные потоки, отличающиеся от газообразного исходного потока 1, объединяют в газообразный поток рабочей смеси, после чего при помощи этого газообразного потока рабочей смеси в качестве рабочего потока приводят в действие струйный насос, имеющий сопло, смесительный участок, диффузор и всасывающий патрубок, причем перемещение рабочего потока, дросселируемого через сопло, смесительный участок и диффузор, ко входу в первую реакционную зону А, а также всасывающее действие всасывающего патрубка осуществляется в направлении выхода потока продуктов газовой смеси А из первой реакционной зоны А, и при этом, благодаря создаваемому во всасывающем патрубке разрежению с разделением потока продуктов газовой смеси А на два частичных потока 1 и 2, происходит всасывание частичного потока 1 продуктов газовой смеси А, его перемещение через диффузор при одновременном смешивании с рабочим потоком на смесительном участке и впуск образующегося при этом реакционного потока газовой смеси А в месте его входа в первую реакционную зону А,
отличающийся тем, что
сначала формируют газообразный исходный смешанный поток, объединяя в произвольной последовательности газообразные исходные потоки 2 и 3, а также, при необходимости, дополнительные газообразные исходные потоки, отличающиеся от газообразных исходных потоков 1 и 4, и лишь после этого к сформированному газообразному исходному смешанному потоку добавляют газообразный исходный поток 4, получая газообразный смешанный рабочий поток.
2. Способ по п.1, отличающийся тем, что исходный поток реакционной газовой смеси А формируют объединением пяти отличающихся друг от друга газообразных исходных потоков 1, 2, 3, 4 и 5, причем газообразным исходным потоком 5 является водяной пар.
3. Способ по п.2, отличающийся тем, что объединение газообразных исходных потоков, отличающихся от газообразных исходных потоков 1 и 4, в газообразный исходный смешанный поток осуществляют в следующей последовательности: газообразный исходный поток 2, газообразный исходный поток 5 и затем газообразный исходный поток 3.
4. Способ по одному из пп.1-3, отличающийся тем, что промежуток времени между моментом образования газообразного потока рабочей смеси и моментом достижения входящим потоком реакционной газовой смеси А первого в направлении его перемещения слоя катализатора реакционной зоны А не превышает 30 с.
5. Способ по одному из пп.1-3, отличающийся тем, что промежуток времени между моментом образования газообразного потока рабочей смеси и моментом достижения входящим потоком реакционной газовой смеси А первого в направлении его перемещения слоя катализатора реакционной зоны А не превышает 10 с.
6. Способ по одному из пп.1-3, отличающийся тем, что реакционной зоной А является полочный реактор.
7. Способ по одному из пп.1-3, отличающийся тем, что частичное гетерогенно катализируемое дегидрирование пропана в реакционной зоне А осуществляют в автотермическом режиме.
| DE 102004032129 A1, 03.03.2005 | |||
| US 2004199001 A1, 07.10.2004 | |||
| US 2005119515 A1, 02.06.2005 | |||
| DE 102004032129 A1, 03.03.2005 | |||
| RU 2003100831 A, 10.07.2004 | |||
| RU 2003135615 A, 20.05.2005 | |||
| RU 96104337 A, 10.06.1998. |

