Изобретение относится к технологии и оборудованию для производства резинотехнических изделий, в частности баллонов шинно-пневматических муфт.
Известны (а.с. 175214 СССР, МПК B29h, опубл. 21.09.65, бюл. №19) способ и пресс-форма для вулканизации резинотехнических изделий, содержащая наружное и внутренние кольца с верхней и нижней крышками и формующими штырями, при этом внутреннее кольцо выполнено цельным и имеет бурт, служащий упором для свободных концов составных штырей, укрепленных на крышках пресс-формы.
Известны (а.с. 455869 СССР, МПК B29h 5/02, опубл. 05.01.75, бюл. №1) способ и пресс-форма для вулканизации резинотехнических изделий, содержащая верхнюю и нижнюю крышки, центральную кольцевую часть, внутренний дорн и расположенные по окружности формующие штыри, при этом формующие штыри выполнены с отогнутыми к центру пресс-формы хвостовиками и смонтированы на нижнем торце внутреннего дорна при помощи пружинного кольца, соединяющего хвостовики всех формующих штырей.
В известных пресс-формах способ формования и вулканизации заключается в том, что наружную геометрическую поверхность баллона и отверстие для крепления колодок в баллоне формуют деталями пресс-формы.
Недостаток известного способа и конструкции пресс-формы заключается в том, что для формования отверстий крепления колодок в баллоне необходимы дополнительные детали, которые не обеспечивают точность и качество крепления эксплуатационных колодок и тем самым снижают срок эксплуатации шинно-пневматической муфты.
Техническим результатом предлагаемого изобретения является создание пресс-формы и способа формования и вулканизации баллона шинно-пневматической муфты, позволяющих повысить точность и качество крепления эксплуатационных колодок и таким образом повысить срок эксплуатации шинно-пневматических муфт.
Технический результат достигается тем, что большую часть геометрической поверхности внутреннего протектора баллона и крепежные отверстия формуют посредством эксплуатационных колодок шинно-пневматической муфты, закрепленных в пресс-форме, для чего на наружной цилиндрической поверхности дорна закреплены радиальные выступы трапецеидального сечения, фиксирующие эксплуатационные колодки, причем количество радиальных выступов равно количеству эксплуатационных колодок.
Сущность изобретения поясняется чертежами:
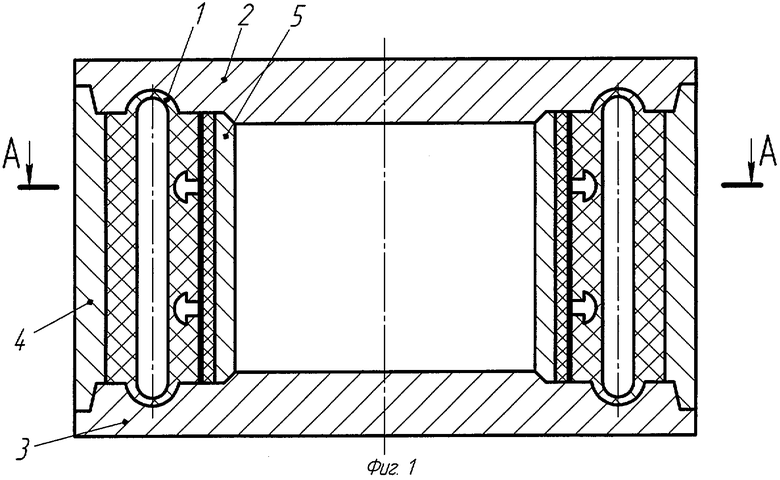
фиг.1 - пресс-форма в процессе вулканизации;
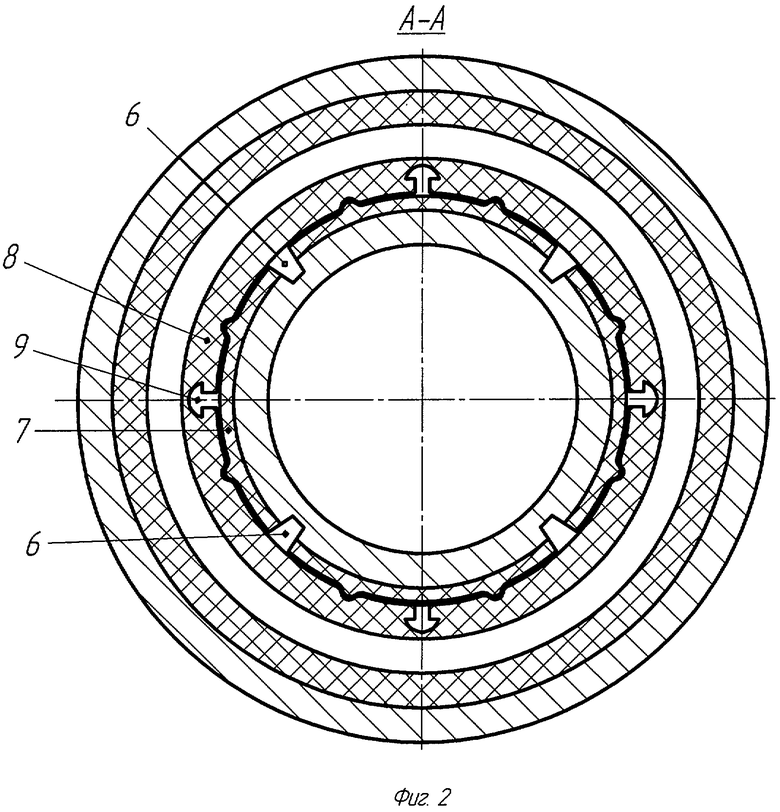
фиг.2 - разрез А-А.
Пресс-форма для вулканизации шинно-пневматической муфты 1 содержит верхнюю 2 и нижнюю 3 крышки, центральную кольцевую часть 4, внутренний дорн 5. На цилиндрической поверхности дорна 5 закреплены радиальные выступы 6 трапецеидального сечения, которые фиксируют эксплуатационные колодки 7 на дорне 5. Количество радиальных выступов равно количеству эксплуатационных колодок.
Предлагаемый способ осуществляется на заявляемой пресс-форме, которая работает следующим способом.
В пресс-форму без верхней крышки 2 между радиальными выступами 6 устанавливают эксплуатационные колодки 7. Радиальные выступы 6 служат для фиксации эксплуатационных колодок 7 в окружном, в также в радиальном направлении и они выполнены трапецеидальной формы, чтобы обеспечить точность крепления эксплуатационных колодок 7 в пресс-форме. В полость заготовки баллона шинно-пневматической муфты 1 подают вакуум и устанавливают заготовку в пресс-форму между центральной кольцевой частью 4 и эксплуатационными колодками 7. Затем ставят крышку 2 и устанавливают пресс-форму 6 в автоклав. В полость заготовки баллона шинно-пневматической муфты 1 подают под давлением определенные параметры для формования и вулканизации, заготовка баллона 1 раздувается и принимает форму пресс-формы. При этом большую часть внутреннего протектора 8 и отверстия под крепежные элементы 9 формуют посредством эксплуатационных колодок 7 шинно-пневматической муфты. В результате эксплуатационные колодки 7 фиксируются на внутреннем протекторе 8 при помощи крепежных элементов 9. По окончании процесса вулканизации шинно-пневматическая муфта в известной последовательности вынимается из пресс-формы.
При необходимости замены эксплуатационных колодок в процессе эксплуатации шинно-пневматической муфты достаточно переместить эксплуатационные колодки 7 в радиальном направлении, т.е. в направлении геометрического центра шинно-пневматической муфты до выхода крепежных элементов 9 из отверстий протектора 8. Монтаж эксплуатационных колодок 7 проводится в обратном порядке, то есть эксплуатационные колодки 7 крепежными элементами 9 устанавливают в соответствующие отверстия протектора 8.
Предложенная простая конструкция пресс-формы и способ формования и вулканизации позволяют повысить точность и качество крепления эксплуатационных колодок, что повышает срок эксплуатации шинно-пневматической муфты.
Предприятие имеет положительный опыт изготовления баллонов шинно-пневматических муфт по заявляемому техническому решению.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАЛЛОН ШИННО-ПНЕВМАТИЧЕСКОЙ МУФТЫ | 2010 |
|
RU2422693C1 |
| КОЛОДКА ШИННО-ПНЕВМАТИЧЕСКОЙ МУФТЫ | 2009 |
|
RU2400653C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2017 |
|
RU2678266C1 |
| Пресс-форма для вулканизации резино технических изделий | 1973 |
|
SU455869A1 |
| Шинно-пневматическая муфта | 1987 |
|
SU1500806A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВУЛКАНИЗОВАННОГО КОЛЬЦЕВОГО ЛЕНТОЧНОГО ПРОТЕКТОРА ДЛЯ ПРОИЗВОДСТВА ШИПОВАННЫХ ШИН | 2021 |
|
RU2779125C1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1974 |
|
SU519339A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1980 |
|
SU925663A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1973 |
|
SU531481A3 |
| БАЛЛОН ШИННО-ПНЕВМАТИЧЕСКОЙ МУФТЫ | 2008 |
|
RU2376510C1 |
Изобретение относится к оборудованию и технологии производства резинотехнических изделий, в частности баллонов шинно-пневматических муфт. Большую часть геометрической поверхности внутреннего протектора баллона и крепежные отверстия формуют посредством эксплуатационных колодок шинно-пневматической муфты, закрепленных в пресс-форме, для чего на наружной цилиндрической поверхности дорна закреплены радиальные выступы трапецеидального сечения, причем количество радиальных выступов равно количеству эксплуатационных колодок. Технический результат при использовании заявленного изобретения позволяет повысить точность и качество крепления эксплуатационных колодок, что повышает срок эксплуатации шинно-пневматической муфты. 2 н.п. ф-лы, 2 ил.
1. Способ формования и вулканизации баллона шинно-пневматической муфты, заключающийся в том, что наружную геометрическую поверхность баллона формуют деталями пресс-формы, отличающийся тем, что большую часть геометрической поверхности внутреннего протектора баллона и крепежные отверстия формуют посредством эксплуатационных колодок шинно-пневматической муфты, зафиксированных в пресс-форме.
2. Пресс-форма для вулканизации баллона шинно-пневматической муфты, содержащая верхнюю и нижнюю крышки, центральную кольцевую часть, внутренний дорн, отличающаяся тем, что на наружной цилиндрической поверхности дорна закреплены радиальные выступы трапецеидального сечения, фиксирующие эксплуатационные колодки по торцам, при этом количество радиальных выступов равно количеству эксплуатационных колодок.
| Пресс-форма для вулканизации резино технических изделий | 1973 |
|
SU455869A1 |
| Тетра (пара-хлорметилфенил) порфин в качестве активного дисперсного красителя для полиамидного волокна | 1981 |
|
SU990777A1 |
| СПОСОБ И АППАРАТ ДЛЯ РЕАЛИЗАЦИИ УПРАВЛЕНИЯ ИНТЕЛЛЕКТУАЛЬНЫМ АППАРАТНЫМ УСТРОЙСТВОМ | 2015 |
|
RU2637427C2 |
| JP 63280933 A, 17.11.1988 | |||
| Форма для литья покрышек пневматических шин | 1987 |
|
SU1426816A1 |

