1
Предлагаемое изобретение относится к изготовлению пневматических шин и предназначено для вулканизации покрышек.
Известна пресс-форма для вулканизации покрышек пневматических шин, содержащая нижнюю полуформу, радиально раздвигаемые сектора, воздействующие на них плунжеры, подпружиненные относительно нижней полуформы, и верхнюю полуформу с запорным конусом, имеющим расположенные по центру каждого сектора направляющие пазы, взаимодействующие с плечами прикрепленных к секторам Т-образных колодок.
Известная пресс-форма имеет большую поверхность контакта плечей Т-образных колодок с направляющими пазами запорного конуса, что обусловливает большое трение и образование задиров на указанных взаимодействующих поверхностях, что снижает надежность работы пресс-формы.
Целью настоящего изобретения является устранение указанного недостатка.
Поставленная цель достигается тем, что взаимодействующая с направляющими пазами поверхность плечей Т-образных колодок выполнена криволинейной по форме части боковой поверхности цилнндра, расположенного своей образующей перпендикулярно к продольной оси направляющего паза.
На фиг. 1 показана описываемая пресс-форма в закрытом положении; на фиг. 2 - то же, в открытом положении; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - сечение Б-Б на фиг. 3.
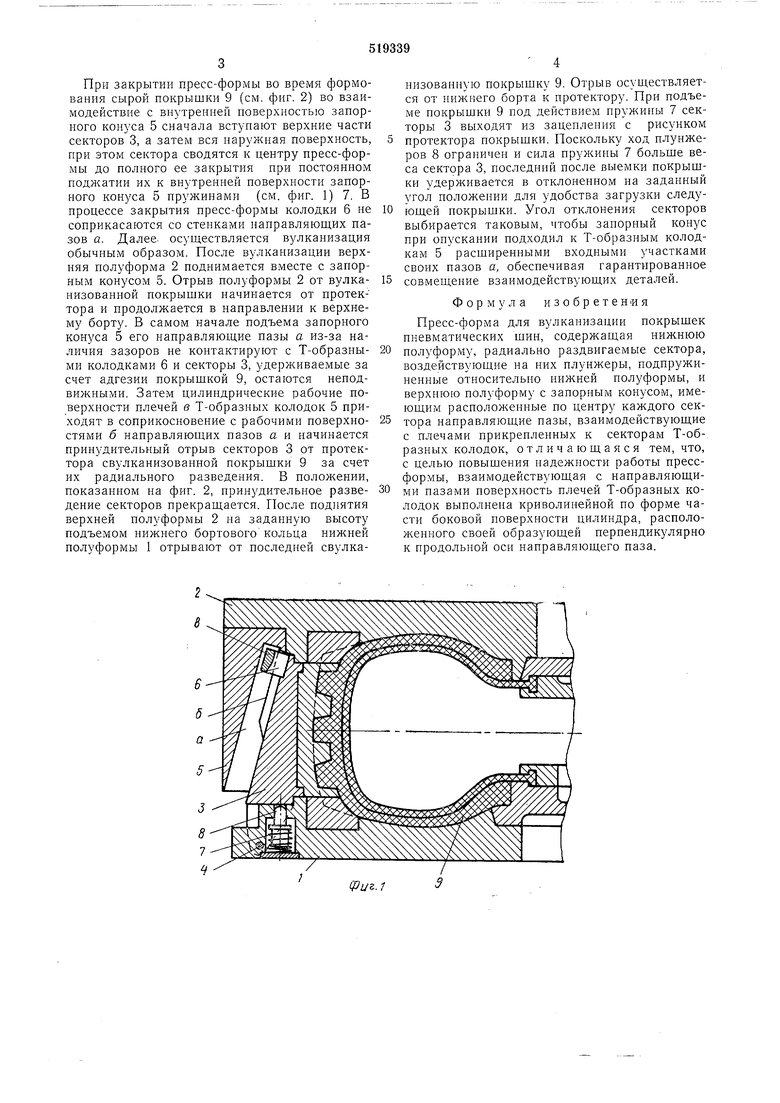
Описываемая пресс-форма содерж;й.т ниж нюю 1 и верхнюю 2 полуформы, радиаЛьно раздвигаемые секторы 3, шарнирно смонтированные посредством осей 4 на нижней полуформе 1, и закрепленный на верхней полуформе 2 запорный KOHj-c 5, имеющий расположенные по центру каждого сектора 3 Т-образные направляющие пазы а (см. фиг. 3), взаимодействующие с Т-образными колодками 6, прикрепленными к секторам 3, рабочими поверхностями б. Взаимодействующая с поверхностями б направляющих пазов а поверхность плечей в Т-образных колодок 6 выполнена криволинейной по форме части боковой поверхности цилиндра, расположенного своей образующей перпендикулярно к продольной оси направляющего паза а. Па секторы 3 воздействуют установленные на нижней полуформе 1 и подпружиненные пружиной 7 плунжеры 8. При закрытом положении пресс-формы между колодками 6 и стенками пазов а имеются зазоры. Для более легкого захода колодок 6 в пазы а последние имеют расширенные входные }частки. При закрытии пресс-формы во время формования сырой покрышки 9 (см. фиг. 2) во взаимодействие с внутренией поверхностью запорного конуса 5 сначала вступают верхние части секторов 3, а затем вся наружная поверхность, при этом сектора сводятся к пентру пресс-формы до полного ее закрытия при постоянном поджатии их к внутренней поверхности запорного конуса 5 пружинами (см. фиг. 1) 7. В процессезакрытия пресс-формы колодки 6 не соприкасаются со стенками направляющих пазов а. Далее, осуществляется вулканизация обычным образом. После вулканизации верхняя полуформа 2 поднимается вместе с запорным конусом 5. Отрыв полуформы 2 от вулканизованной покрышки начинается от протектора и продолжается в направлении к верхнему борту. В самом начале подъема запорного конуса 5 его направляющие пазы а из-за наличия зазоров не контактируют с Т-образными колодками 6 и секторы 3, удерживаемые за счет адгезии покрышкой 9, остаются неподвижными. Затем цилиндрические рабочие поверхности плечей в Т-образных колодок 5 приходят в соприкосновение с рабочими поверхностями б направляющих пазов а и начинается принудительный отрыв секторов 3 от протектора свулканизоваппой покрышки 9 за счет их радиального разведения. В положении, показанном на фиг. 2, принудительное разведение секторов прекращается. После поднятия верхней полуформы 2 на заданную высоту подъемом нижнего бортового кольца нижней полуформы 1 отрывают от последней свулка/Риг. 1 низованпую покрышку 9. Отрыв осуществляется от нижнего борта к протектору. При подъеме покрышки 9 под действием пружины 7 секторы 3 выходят из зацепления с рисунком протектора покрышки. Поскольку ход плунжеров 8 ограничен и сила пружины 7 больще веса сектора 3, последний после выемки покрыш ки удерживается в отклоненном на заданный угол положении для удобства загрузки следующей покрышки. Угол отклонения секторов выбирается таковым, чтобы запорный конус при опускании подходил к Т-образным колодкам 5 расширенными входными участками своих пазов а, обеспечивая гарантированное совмещение взаимодействующих деталей. Формула изобретения Пресс-форма для вулканизации покрышек пневматических шин, содержащая нижнюю полуформу, радиально раздвигаемые сектора, воздействующие на них плунжеры, подпружиненные относительно нижней полуформы, и верхнюю полуформу с запорпым конусом, имеющим расположепн ые по центру каждого сектора направляющие пазы, взаимодействующие с плечами прикрепленных к секторам Т-образных колодок, отличающаяся тем, что, с целью повышения надежности работы прессформы, взаимодействующая с направляющими пазами поверхность плечей Т-образных колодок выполнена криволинейной по форме части боковой поверхности цилиндра, расположенного своей образующей перпендикулярно к продольной оси направляющего паза.
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для вулканизации покрышек пневматических шин | 1980 |
|
SU925663A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1979 |
|
SU872286A1 |
| Устройство для вулканизации покрышек пневматических шин | 1985 |
|
SU1271762A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1973 |
|
SU531481A3 |
| ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ ПОКРЫШЕК | 1971 |
|
SU317537A1 |
| Секторная пресс-форма для вулканизации покрышек пневматических шин | 1986 |
|
SU1362638A1 |
| СЕКТОРНАЯ ПРЕСС-ФОРМА ДВУХФАЗНОГО ДЕЙСТВИЯ ДЛЯ ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2115553C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2131355C1 |
| Пресс форма для вулканизации покрышек пневматических шин | 1982 |
|
SU1080996A1 |
| Устройство для изготовления литых покрышек пневматических шин | 1987 |
|
SU1452687A1 |


