Изобретение относится к технологическим линиям для изготовления композитной арматуры, используемой при армировании обычных и предварительно напряженных строительных конструкций.
Известна технологическая линия для изготовления неметаллической композитной арматуры, описанная в книге автора Фролова Н.П. «Стеклопластиковая арматура и стеклобетонные конструкции» (М.: Стройиздат, 1980 г., стр.20-24), включающая шпулярник с бобинами ровингов, выравнивающее устройство, камеру отжига, пропиточную ванну с натяжным устройством, отжимное устройство, формовочный узел с блоком фильер постепенно уменьшающегося сечения, устройство спиральной намотки, полимеризационные камеры, тянущее устройство, узлы резки и сматывания арматуры.
Недостатком данной линии, основанной на фильерной технологии изготовления композитной арматуры (метод «пултрузия»), является невозможность получения композитной арматуры с непрерывной рельефностью.
От указанного недостатка свободна технологическая линия для изготовления композитной арматуры по патенту на полезную модель РФ №76659 (опубл. 27.09.2008 г.), включающая шпулярник с бобинами ровингов, выравнивающее устройство, камеру отжига, пропиточную ванну с натяжным устройством, отжимное устройство, формовочный узел, два устройства спиральной намотки, содержащие по одной обмоточной катушке, устройства для предотвращения скрутки волокон и распределения полимерного связующего по длине арматуры, полимеризационные камеры, тянущее устройство, узлы резки и сматывания.
Недостатком данной технологической линии, основанной на безфильерной технологии изготовления композитной арматуры (метод «плейнтрузия»), является малая производительность оборудования и низкие прочностные свойства изготавливаемой композитной арматуры, особенно больших диаметров.
Наиболее близким аналогом является высокопроизводительная технологическая линия для изготовления композитной арматуры с непрерывной ромбической рельефностью, выполненная по патенту на полезную модель РФ №82247 (опубл. 20.04.2009 г.), включающая шпулярник с бобинами ровингов, выравнивающее устройство, камеру отжига, пропиточную ванну с натяжным устройством, отжимное устройство, формовочный узел, два устройства спиральной намотки, содержащие не менее двух катушек обмоточного жгута, устройства для предотвращения скрутки волокон и распределения полимерного связующего по длине арматуры, полимеризационные камеры, тянущее устройство, узлы резки и сматывания.
Недостатком данной технологической линии, основанной на безфильерной технологии изготовления композитной арматуры (метод «плейнтрузия»), являются низкие прочностные свойства изготавливаемой композитной арматуры, особенно больших диаметров.
Предлагаемым изобретением решается задача создания оборудования для выпуска высокопрочной композитной арматуры во всем сортаменте выпускаемых диаметров.
Для достижения указанного технического результата в технологической линии для изготовления композитной арматуры, состоящей из двух блоков основного оборудования: блока подготовки и пропитки ровингов полимерным связующим и блока формирования структуры наружной поверхности структуры арматуры, линия снабжена одним или несколькими дополнительными блоками оборудования выполнения спиральных обмоток внутренних слоев арматуры, включающими блок подготовки и пропитки ровингов полимерным связующим, устройство спиральной намотки, полимеризационную камеру, причем устройство спиральной намотки, полимеризационая камера и часть блока подготовки и пропитки ровингов полимерным связующим, а именно формовочный узел, для каждого слоя установлены последовательно между блоками основного оборудования.
Отличительными признаками предлагаемой технологической линии от указанной выше известной, наиболее близкой к ней, является то, что линия снабжена одним или несколькими дополнительными блоками оборудования выполненния спиральных обмоток внутренних слоев арматуры, включающими блок подготовки и пропитки ровингов полимерным связующим, устройство спиральной намотки, полимеризационную камеру. Устройство спиральной намотки, полимеризационая камера и часть блока подготовки и пропитки ровингов полимерным связующим, а именно формовочный узел, для каждого слоя установлены последовательно между блоками основного оборудования.
Благодаря наличию этих признаков предлагаемая технологическая линия позволяет изготавливать слоистую композитную арматуру непрерывной рельефности с высокими прочностными свойствами во всем сортаменте выпускаемых диаметров.
Предлагаемая технологическая линия для изготовления композитной арматуры иллюстрируется чертежами, приведенными на фиг.1-5.
На фиг.1 показана технологическая линия для изготовления композитной арматуры со слоистым стержнем (общий вид).
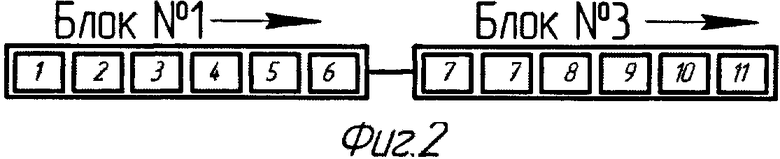
На фиг.2 показана технологическая линия для изготовления композитной арматуры со сплошным стержнем (прототип, структурная схема).
На фиг.3 показана технологическая линия для изготовления композитной арматуры с 2-х слойным стержнем (структурная схема).
На фиг.4 показана технологическая линия для изготовления композитной арматуры с 3-х слойным стержнем (структурная схема).
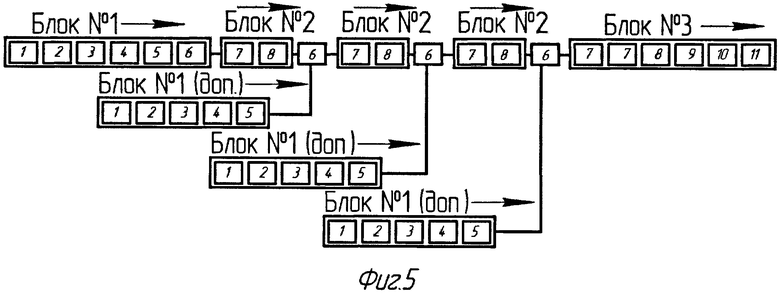
На фиг.5 показана технологическая линия для изготовления композитной арматуры с 4-х слойным стержнем (структурная схема).
Технологические линии для изготовления композитной арматуры с различным количеством слоев стержня комплектуют из блоков различного функционального назначения.
Технологическая линия для изготовления композитной слоистой арматуры, например 3-х слойной (фиг.1), включает шпулярники с бобинами ровингов 1, вырав,нивающие устройства 2, камеры отжига 3, пропиточные ванны 4, отжимные устройства 5, формовочные узлы 6, узлы спиральной намотки 7, полимеризационные камеры 8, ванну охлаждения 9, тянущее устройство 10, узел резки и сматывания 11.
Технологическая линия для выпуска композитной арматуры по прототипу (фиг.2) состоит из двух блоков функционального назначения: блока подготовки и пропитки ровингов полимерным связующим (блок №1) и блока формирования структуры наружной поверхности арматуры (блок №3).
Блок №1 включает шпулярник с бобинами ровингов 1, выравнивающее устройство 2, камеру отжига 3, пропиточную ванну с натяжным устройством 4, отжимное устройство 5, формовочный узел 6.
Блок №3 включает устройство спиральной намотки 7, полимеризационную камеру 8, ванну охлаждения 9, тянущее устройство 10, узел резки и сматывания 11.
Предлагаемая технологическая линия для изготовления слоистой композитной арматуры (фиг.3-5) состоит из блоков оборудования: №1, №3 и дополнительного блока №2. Технологическая линия комплектуется определенным количеством блоков №1 и №2 в зависимости от того, какой конструкции предполагается выпускать арматуру. Блок №3 для всех вариантов исполнения линий один и тот же и предназначен для формирования наружной поверхности арматуры. Блок №2 включает устройство спиральной обмотки и полимеризационную камеру.
Количество блоков №1 и №2, которые включают в линию, зависит от того, какого вида изделие планируется выпускать, например, если изделие требуется 2-х слойное, то количество блоков №1 должно быть двойное, (фиг.3), если 3-х слойное, то - тройное (фиг.4) и т.д., а количество блоков №2 меньше, чем количество блоков №1 на единицу.
В технологической линии для изготовления слоистой композитной арматуры первый слой (сердцевину) стержня (фиг.3) изготавливают в блоке №1, который включает шпулярник с бобинами ровингов 1, выравнивающее устройство 2, камеру отжига 3, пропиточную ванну 4, отжимное устройство 5, формовочный узел 6.
Для формирования 2-го слоя арматуры в основной линии после устройств блока №1 устанавливают дополнительный набор устройств, состоящий из блоков №1 и №2, причем формовочный узел 6 из блока №1 расположен после печи полимеризации 8 блока №2.
Для формирования 3-го и последующих слоев арматуры (фиг.4, 5) дополнительные устройства блоков №1 и №2 устанавливают в основной линии аналогично и последовательно друг за другом.
Формирование структуры наружной поверхности слоистой композитной арматуры осуществляют в блоке №3, включающем устройства спиральной обмотки 7, печь полимеризации 8, ванну охлаждения 9, тянущее устройство 10, узел резки и сматывания 11.
Таким образом, при изготовлении 2-х слойной арматуры линия состоит из 2-х блоков №1 и по одному блоку №2 и №3, при приготовлении 3-х слойной арматуры линия состоит из 3-х блоков №1, 2-х блоков №2 и одного блока №3, при изготовлении 4-х слойной арматуры линия состоит из 4-х блоков №1, 3-х блоков №2 и одного блока №3.
Технологическая линия для изготовления слоистой композитной арматуры, например 3-х слойной (фиг.1), работает следующим образом. В блоках №1 ровинги из стеклянных, базальтовых, углеродных и прочих волокон с бобин шпулярника 1, количество которых определяет сердцевину или слой несущего стержня арматуры, проходят через выравнивающее устройство 2, разделяющее полотно ровингов на отдельные пучки, камеру отжига 3, удаляющую влагу при температуре 200-250°С. Затем пучки ровингов поступают в пропиточную ванну 4, заполненную полимерным связующим с температурой 40-60°С, отжимное роликовое устройство 5, удаляющее из волокон излишнее полимерное связующее, и поступают в формовочный узел 6, объединяющий пучки ровингов в сердцевину или слой арматуры.
После этого пропитанные волокна поступают в первый блок №2, в котором первое устройство спиральной обмотки 7 осуществляет намотку на сердцевину тонких нитей или плоских ровингов. Узел 7 может быть укомплектован известными элементами многозаходной обмотки.
Далее сердцевина арматуры с первой внутренней спиральной намоткой проходит через полимеризационную камеру 8 первого дополнительного блока №2, в которой осуществляется предварительный нагрев стержня до температуры 100-120°С, и поступает в формовочный узел 6 из первого дополнительного блока №1. В формовочном узле 6 подготовленные и пропитанные полимерным связующим ровинги из первого дополнительного блока №1 равномерно располагаются вокруг сердцевины и образуют равномерную толщину волокон второго слоя. Количество ровингов в дополнительном блоке №1 должно быть таким, чтобы обеспечить необходимую толщину второго слоя арматуры. Такое расположение оборудования обеспечивает уплотнение волокон сердцевины, осуществляет предварительный нагрев до температуры ниже температуры отверждения полимерного связующего и производит формирование второго слоя стержня из предварительно пропитанных полимерным связующим ровингов.
Затем сердцевина арматуры с первой внутренней спиральной обмоткой и подготовленным вторым слоем арматуры одновременно поступает во второй блок №2, где второе устройство спиральной обмотки 7 осуществляет вторую внутреннюю спиральную намотку тонкими нитями или плоскими ровингами, вторую печь полимеризации 8, нагревающую слоистый стержень до температуры 100-120°С, и поступает в формовочный узел 6 из второго дополнительного блока №1.
Во втором дополнительном блоке №1 производят подготовку и пропитку полимерным связующим ровингов третьего слоя арматуры, которые в формирующем узле 6 равномерно распределяются вокруг 2-х слойного стержня и образуют необходимую толщину слоя.
Для выполнения наружной структуры поверхности арматуры предварительно нагретый слоистый стержень с 2-мя внутренними спиральными обмотками поступает в устройства блока №3. Блок №3 в устройствах спиральной обмотки 7 производит образование рельефной поверхности, в печи полимеризации 8 осуществляет нагрев до температуры 150-250°С и отверждение стержня. В ванне 9 арматуру охлаждают для предотвращения деформирования в роликах тянущего устройства 10. В узле резки 11 арматуру режут на необходимую длину и сматывают в бухту.
В случае изготовления композитной арматуры с другим количеством слоев количество дополнительных блоков №1 будет соответствовать количеству слоев.
На предлагаемой технологической линии для изготовления композитной арматуры производства ООО КНПО «Уральская армирующая компания» г.Пермь (www.armatura-liana.com) была изготовлена 2-х слойная базальтопластиковая арматура диаметром 20 мм с непрерывной ромбической рельефностью, образованной спиральными обмотками противоположных направлений обмоточными жгутами и лентами (патент РФ ПМ №82246).
Структурная схема технологической линии показана на фиг.3.
Опытная слоистая арматура была выполнена из сердечника диаметром 10 мм с внутренней спиральной обмоткой плоским ровингом плотностью 630 тэкс и последующего слоя диаметром 18 мм, на которую нанесена спиральная рельефная обмотка жгутами противоположных направлений с образованием наружного диаметра 20 мм.
На шпулярнике основной линии, определяющем диаметр сердцевины, были установлены 52 поковки базальтового ровинга плотностью 2520 тэкс, а на шпулярнике дополнительного блока, определяющего толщину слоя стержня, были установлены 67 поковок базальтового ровинга плотностью 2520 тэкс.
Внутренняя многозаходная спиральная обмотка сердечника производилась двумя плоскими базальтовыми ровингами плотностью 630 тэкс. В обоих ваннах использовалось полимерное связующее на основе эпоксидных смол горячей системы отверждения.
Температура первой полимеризационной камеры составила 100-120°С, а второй камеры 150-250°С. Линейная производительность линии составила 120 м/час.
Опытная слоистая композитная арматура имеет следующие физико-механические свойства:
- разрушающее напряжение при разрыве σВ=1350 МПа;
модуль упругости при растяжении EP=70000 МПа.
Предлагаемая технологическая линия позволяет получить слоистую композитную арматуру с уплотненными внутренними волокнами, что повышает прочностные свойства композитной арматуры больших диаметров. Полученная композитная арматура диаметром 20 мм обладает высокими физико-механическими свойствами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2008 |
|
RU2384408C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2008 |
|
RU2389853C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СЕТКИ | 2009 |
|
RU2394135C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ЭЛЕМЕНТОВ | 2010 |
|
RU2458214C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2005 |
|
RU2287646C1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2648900C2 |
| УСТРОЙСТВО СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ | 2013 |
|
RU2534130C2 |
| УСТРОЙСТВО ПОДКРУТКИ НИТЕЙ РОВИНГА НЕСУЩЕГО СТЕРЖНЯ КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ ПОДКРУТКИ | 2013 |
|
RU2531711C2 |
| УСТРОЙСТВО СПИРАЛЬНОЙ ОБМОТКИ КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ СПИРАЛЬНОЙ ОБМОТКИ КОМПОЗИТНОЙ АРМАТУРЫ | 2013 |
|
RU2547036C2 |
| КОМПОЗИТНАЯ АРМАТУРА И ПОТОЧНАЯ ЛИНИЯ ДЛЯ ЕЕ ПРОИЗВОДСТВА | 2012 |
|
RU2522641C1 |


Изобретение относится к технологическим линиям для изготовления композитной арматуры, используемой при армировании обычных и предварительно напряженных строительных конструкций. Технологическая линия состоит из двух блоков основного оборудования: блока подготовки и пропитки ровингов полимерным связующим. Блок пропитки ровингов включает шпулярник с бобинами ровингов (1), выравнивающее устройство (2), камеру отжига (3), пропиточную ванну (4), натяжное устройство, формующее устройство, блок формирования структуры наружной поверхности арматуры. Блок формирования структуры наружной поверхности арматуры включает два узла спиральной обмотки (7), полимеризационные камеры (8), ванну охлаждения (9), тянущее устройство (10), узел резки и сматывания (11). Технологическая линия снабжена одним или несколькими дополнительными блоками оборудования выполнения спиральных обмоток внутренних слоев арматуры. Они включают блок подготовки и пропитки ровингов полимерным связующим, устройство спиральной намотки, полимеризационную камеру. Устройство спиральной намотки, полимеризационая камера и часть блока подготовки и пропитки ровингов полимерным связующим составляют формовочный узел. Формовочные узлы установлены последовательно между блоками основного оборудования. Техническим результатом изобретения является изготовление слоистой композитной арматуры неприрывной рельефности с высокими прочностными свойствами во всем сортаменте диаметров, увеличение производительности оборудования. 5 ил.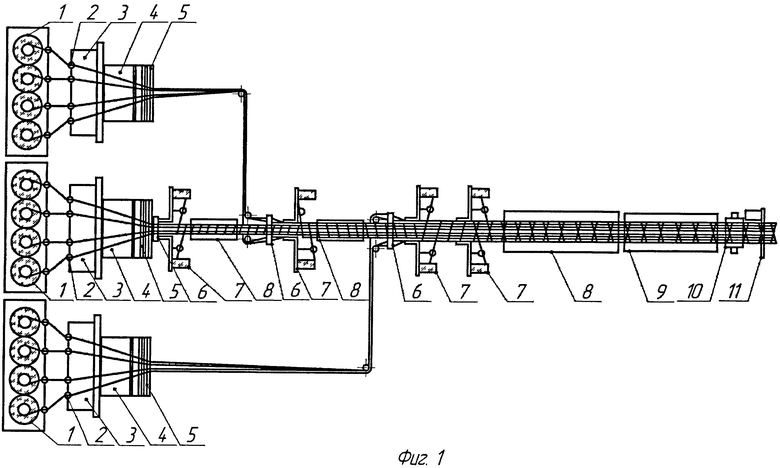
Технологическая линия для изготовления композитной арматуры, состоящая из двух блоков основного оборудования - блока подготовки и пропитки ровингов полимерным связующим, включающего шпулярник с бобинами ровингов, выравнивающее устройство, камеру отжига, пропиточную ванну, натяжное устройство, формующее устройство, и блока формирования структуры наружной поверхности арматуры, включающего два узла спиральной обмотки, полимеризационные камеры, ванну охлаждения, тянущее устройство, узел резки и сматывания, отличающаяся тем, что линия снабжена одним или несколькими дополнительными блоками оборудования выполнения спиральных обмоток внутренних слоев арматуры, включающими блок подготовки и пропитки ровингов полимерным связующим, узел спиральной обмотки, полимеризационную камеру, причем узел спиральной обмотки, полимеризационая камера и часть блока подготовки и пропитки ровингов полимерным связующим, а именно формовочный узел, установлены последовательно между блоками основного оборудования.
| Автомат для сортировки цилиндрических деталей по диаметру | 1947 |
|
SU82247A1 |
| RU 2005107866 A, 10.09.2006 | |||
| Композитный материал | 1989 |
|
SU1719154A1 |
| Электрический соединитель | 1979 |
|
SU851805A1 |

