Изобретение относится к области сварки черных и цветных металлов высоким напряжением дуги.
Известен регулируемый трансформатор для сварки, содержащий О-образный магнитопровод катушки первичной и вторичной обмоток, соединенных последовательно, две другие соединены параллельно через управляемый ключ, выполненный на тиристорах, снабженных схемой регулировки,
см. а.с. СССР №1667165 и 01 F - 31/06 1991 г.
Наиболее близким является трансформатор для сварки, содержащий кольцевой магнитопровод со средним стержнем и размещенными по окружности кольцами двумя первичными и двумя вторичными обмотками, выполненными в виде усеченного конуса. Первичная и вторичная обмотки закреплены на кольце магнитопровода в местах соединения его со стержнем. Другие первичная и вторичная обмотки закреплены в корпусе и при максимальном расстоянии между обмотками также находятся в местах соединения со средним стержнем, но со стороны, противоположной обмоткам.
Навивка обмоток производится путем укладывания в последующих слоях меньшего количества витков, чем в предыдущих. При этом уменьшение количества витков производится с одной стороны обмоток, в результате чего обмотки приобретают форму усеченного конуса, см. а.с. СССР №1403119 и 01 F 31/06, 1988 г.
Известный трансформатор мало уменьшает массу трансформатора. Задачей настоящего изобретения является упрощения сварочного трансформатора диодного моста и дросселя.
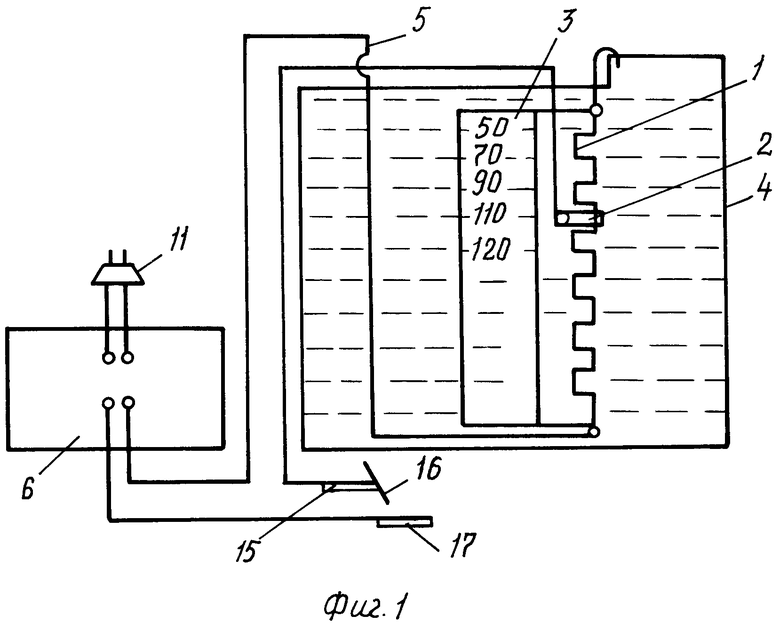
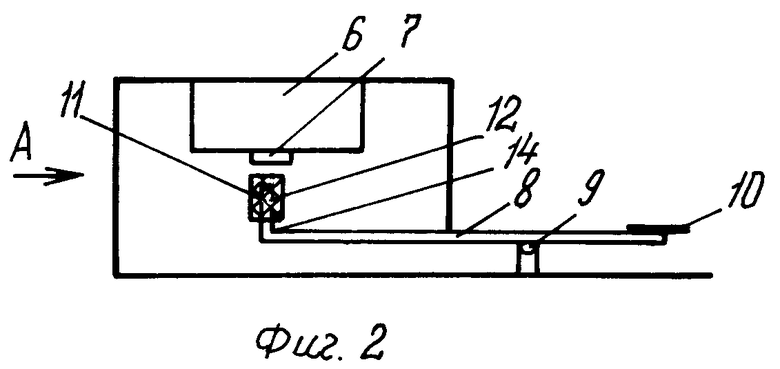
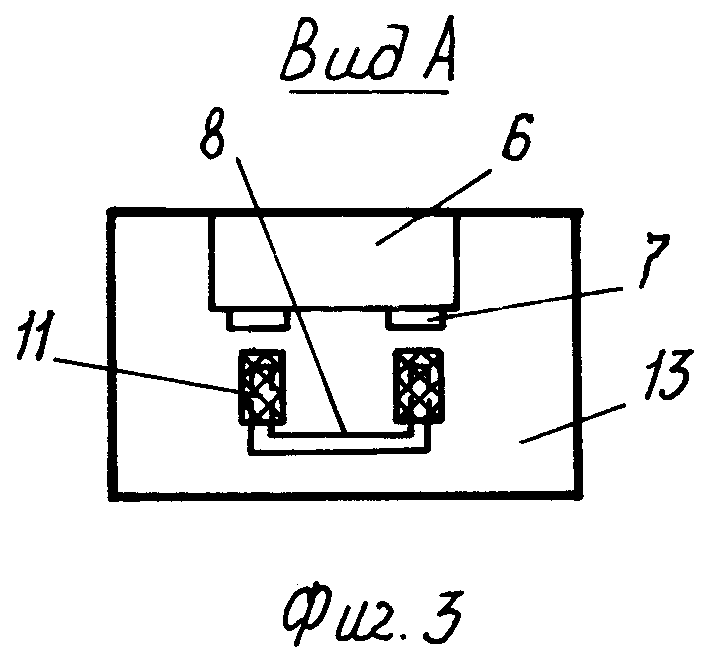
На фиг.1 представлена конструкция и электрическая схема. На фиг.2 - ножная педаль. На фиг.3 ножная педаль, вид по АА.
Аппарат для электродуговой сварки имеет сопротивление из нихрома, опущенного для лучшего охлаждения в прозрачную ванну с водой, прищепку для регулировки силы тока по нихрому, шкалу с указаниями силы тока в амперах, электрическую схему со схематическими показаниями движения переменного электрического тока, ножную педаль для включения и отключения электропитания дуги, содержащую двухкнопочный выключатель, ножную педаль, укрепленную на шарнире, вилковый включатель, на штыри которого надеты кусочки шлангов для смягчения ударов по кнопкам. Педальный рычаг, имеющий разную длину по отношению к оси, при котором педаль автоматически под своим весом падает вниз, освобождая две кнопки, при этом поступающая энергия отключается.
Аппарат для электродуговой сварки содержит сопротивление из нихромовой проволоки 1, намотанной пружиной, создающей сопротивление прохождению электрического тока, имеющий на конце крюк для подвешивания, прищепку 2 для регулирования электрического тока, шкалу 3, прикрепленную к сопротивлению с цифровыми показаниями тока в амперах, пластмассовую прозрачную емкость 4 с водой для охлаждения сопротивления, электросхемы 5 со схематическими показаниями движения переменного электрического тока /изображена визуально/, двухкнопочный включатель электроэнергии 6, кнопки 7, рычаг 8, содержащий шарнир 9, ножную педаль 10 с одной стороны, а с другой стороны расположены штыри 11 с надетыми на них резиновыми шлангами 12 для смягчения ударов по кнопкам 7, металлический корпус крепления включателя 13, вилку 14.
Аппарат для электродуговой сварки работает следующим образом: сварщик надевает на ноги диэлектрические боты, берет прищепку 2, укрепляет ее на сопротивление 1 согласно показаниям на шкале 3 силы тока в амперах, вставляет в розетку /не показано/ вилку 14 переменного электрического тока 220 В, вставляет электрод в держатель электродов 15, нажимает ногой на ножную педаль 10, усиление передается через рычаг 8, укрепленный на шарнире 9, усиление передается далее через рычаг 8 на штыри 11, штыри 11 нажимают через резиновые шланги 12 на кнопки 7, фаза и ноль включены, на держателе должна быть фаза, она проверяется индикатором, прислонив концом индикатор к держателю, лампочка индикатора загорается, если она не загорелась, сварщик вынимает вилку 14 из розетки, переворачивает на 180° и снова вставляет в розетку, проверив индикатором, что лампочка горит, аппарат подключен правильно. Нулевой провод подсоединен к свариваемой детали 17, а фазовый - к держателю электродов 15. Сварщик берет в руки держатель электродов 15 и смыкает электрод 16 на свариваемую деталь 17, ток проходит по проводу схемы 5, и сопротивлению 1, и по нулевому проводу, затем сварщик размыкает контакт, отводит электрод 16 на 2-4 мм, сварочная дуга горит, производит сварку детали высоким напряжением дуги 220 В на переменном токе. Окончив сварку, отпускает ногой ножную деталь 10, штыри 11 под своим весом падают вниз - кнопки освобождены, энергия отключена. При сварке высоким напряжением дуги 220 В температура сварочной дуги значительно выше, чем при сварке низким напряжением 60-65 В, поэтому тугоплавкая обмазка, применяемая при сварке на постоянном токе, расплавляется, не нужны диодный мост и дроссель, применяемые при сварке на постоянном токе. Сварочный аппарат заменен спиралью из нихромовой проволоки, создающей сопротивление прохождения электрического тока, нет короткого замыкания при сварке. Ликвидирован холостой ход сварочного трансформатора. В предложенном аппарате холостого хода нет. Диодный мост и дроссель упрощены высоким напряжением сварочной дуги переменного тока 220 В.
При испытаниях, которые я проводил, применял сопротивление диаметром 1 мм. Намотка формой пружины длина 3 метра обеспечила сварку от 50 до 120 ампер как электродами для переменного тока, так и электродами с тугоплавкой обмазкой, применяемыми при сварке на постоянном токе - качество наплавленного металла одинаково, сварка металла от 0,8 мм и толще.
Применение сопротивления без воды: нужно применять сопротивление диаметром 2 мм, длина 30 метров - это ведет к удорожанию устройства. Для сварки можно применять и жидкостные сопротивления, основанные на серной кислоте в смеси с водой - щелочные, соляные и др. Емкость для воды применять любую: пластмассовую, из-под машинного масла, из-под олифы, краски, ведра, стеклянные бутылки и др.
При сварке напряжением 220 В обязательны условия соблюдения техники безопасности:
на ногах сварщика должны быть надеты диэлектрические боты или диэлектрические галоши, при сварке на коленях применяют диэлектрические коврики, при сварке лежа - диэлектрические дорожки. При напряжении от 220 В при сварке в сыром месте на руки надо надевать диэлектрические перчатки или брезентовые руковицы,
см. книгу «Устройство, монтаж, эксплуатация и ремонт промышленных электроустановок». Г.П.Егоров, А.И.Коварский. М., Профтехиздат. 1962.
Источники информации
Использование высокого напряжения при сварочных работах см. книгу «Справочник по сварке». М., 1961, стр.377.
Известный импульсный стабилизатор, подающий на дуговой промежуток импульсы напряжения около 300 В.
см. Патент Российской Федерации 2112635 6В - / К 10/00 применение напряжения от 20 до 200 вольт.
| название | год | авторы | номер документа |
|---|---|---|---|
| НОЖНОЙ ТРУБОГИБ ГУЛЕВСКОГО | 2000 |
|
RU2191081C2 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2007 |
|
RU2338634C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСВАРКИ С БЕЗОПАСНЫМ НАПРЯЖЕНИЕМ ХОЛОСТОГО ХОДА И ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ ПОДЖОГА И ГОРЕНИЯ СВАРОЧНОЙ ДУГИ | 1999 |
|
RU2157303C1 |
| Горелка для сварки дугой косвенного действия | 1991 |
|
SU1819198A3 |
| ИСТОЧНИК ПИТАНИЯ ПУТЕВОЙ | 2008 |
|
RU2361033C1 |
| КОМПОНЕНТ СВАРОЧНОГО АППАРАТА С УСТРОЙСТВОМ ДЛЯ ЗАЩИТЫ ЕГО КОРПУСА | 2010 |
|
RU2498887C2 |
| Аппарат для контактной сварки | 1974 |
|
SU519299A1 |
| Горелка для дуговой сварки в защитных газах | 1984 |
|
SU1175637A1 |
| ЗАЩИТНОЕ УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСВАРЩИКА | 1963 |
|
SU222575A1 |
| СПОСОБ КОНТРОЛЯ И УПРАВЛЕНИЯ ПРОЦЕССОМ ЭЛЕКТРОСВАРКИ | 2005 |
|
RU2319586C2 |
Изобретение относится к области сварки, а именно к аппарату для электродуговой сварки черных и цветных металлов. Аппарат содержит сопротивление из нихрома, создающее сопротивление прохождению электрического тока, опущенное в ванну с водой для охлаждения, прищепку для регулировки силы тока по нихрому, шкалу с цифровыми показаниями силы тока в амперах, педальный рычаг для включения и отключения электропитания сварочной дуги, укрепленный на шарнире и имеющий разную длину по отношению к шарниру и на штыри которого надеты кусочки шлангов, двухкнопочный включатель, вилку включения в электрическую розетку, держатель электродов, электрод. Обеспечивается упрощение конструкции аппарата. 3 ил.
Аппарат для электродуговой сварки, отличающийся тем, что он имеет сопротивление из нихрома, создающее сопротивление прохождению электрического тока, опущенное в ванну с водой для охлаждения, прищепку для регулировки силы тока по нихрому, шкалу с цифровыми показаниями силы тока в амперах, педальный рычаг для включения и отключения электропитания сварочной дуги, укрепленный на шарнире и имеющий разную длину по отношению к шарниру, на штыри которого надеты кусочки шлангов, двухкнопочный включатель, вилку включения в электрическую розетку, держатель электродов, электрод.
| Хренов К.К | |||
| Сварка, резка и пайка металлов | |||
| - М.: Машиностроение, 1970, с.19, абзац 1-2 | |||
| Сварка в машиностроении | |||
| Справочник под ред | |||
| Ю.Н | |||
| Зорина, т.4, М.: Машиностроение, 1979, с.46, абзац 3 | |||
| Ишлинский А.Ю | |||
| Политехнический словарь | |||
| - М.: Советская энциклопедия, 1989, стр.455 | |||
| Хренов К.К | |||
| Словарь-справочник по сварке | |||
| Киев: «Наукова думка», |

