Изобретение относится к области электромашиностроения, в частности к созданию высококачественных систем контроля и управления технологическими процессами, связанными с электродуговой сваркой металлов.
Известная практика выбора и реализации режимов электросварки учитывает в каждом частном случае различные формы сочетания характерных параметров процесса (длина дуги, форма и сила тока, марка и диаметр электрода, и т.п.), в основе выбора которых лежит богатый опыт выполнения сварочных работ с участием различных материалов. Однако при всем многообразии способов и приемов сварки всем им присущ один общий недостаток: отсутствие возможности обобщенной мгновенной оценки качества электросварки с целью его контроля и улучшения непосредственно в ходе процесса электросварки [1], в том числе не используется широко известный в электротехнике и радиотехнике метод гармонического анализа [2, 3].
Предлагаемый способ решает эту задачу тем, что позволяет мгновенно осуществить интегральную оценку качества процесса электросварки, что позволяет управлять процессом электросварки в реальном масштабе времени и оптимизировать его. Сущность способа заключается в использовании способности частотного спектра электрического тока электросварки интегрально характеризовать плазменный процесс электросварки. Нормальный процесс электросварки металлов вытекает из цели достижения требуемого качества сварки, следовательно, обобщенная оценка процесса электросварки однозначно связана с качеством сварки. Сварочный ток и напряжение дуги, образованной любым сварочным источником питания, электродом и свариваемым металлом связаны между собой нелинейной вольт-амперной характеристикой (ВАХ), присущей только этой дуге. Следовательно, по ВАХ дуги можно судить о состоянии дуги. При разных условиях электросварки рабочая точка находится на ВАХ на определенных участках. Подавая на электрод, например, синусоидальное напряжение, ток электросварки будет несинусоидальным в силу нелинейности ВАХ, следовательно, в его спектре появляются высшие гармоники, зависящие от положения рабочей точки на ВАХ дуги. Для достижения требуемого качества электросварки материалов необходимо создать и выдерживать определенный процесс электросварки. К этому стремятся производители сварочного оборудования, а также система подготовки персонала. При заданном источнике питания, электроде и материале, длине дуги, величине тока сварки выбранный требуемый процесс сварки будет характеризоваться своей рабочей точкой на ВАХ и, следовательно, соответствующим спектром тока. Из полученного спектра тока исключаем гармоники, связанные с источником питания, оставшиеся гармоники будут характеризовать данную дугу и, следовательно, процесс электросварки, обеспечивающий требуемое качество электросварки. Проводя эталонные процессы электросварки и запоминая спектры процессов электросварки, обеспечивающих требуемое качество электросварки, создается база эталонных спектров для каждого сварочного источника питания [4]. Эталонный спектр в дальнейшем используется как образец выбранного процесса электросварки, отклонения от которого позволяют контролировать реальный процесс и вносить соответствующие коррективы для уменьшения рассогласования между эталонным и реальным спектрами в целях приближения реального процесса электросварки к эталонному.
Современные цифровая аппаратура и вычислительная техника позволяют практически мгновенно снимать и обрабатывать информацию о форме кривой сварочного тока, в частности получать спектр, показывать его на экране мониторов, вырабатывать и реализовывать управляющие воздействия. Во временном процессе электросварки при съеме и обработки информации соблюдается теорема Котельникова, поэтому можно говорить о практически мгновенной оценке процесса электросварки. Практически мгновенное определение состояния дуги, зависящей от указанных выше факторов, позволяет контролировать процесс сварки, например, под флюсом, образовывать обратные связи для регулирования, например, длины сварочной дуги, изменяя расстояние между электродом и свариваемой поверхностью, силы и формы сигнала тока. Иллюстрируем примерами на основе экспериментов с использованием типовых сварочных аппаратов для ручной дуговой сварки металлов марки ВДМ1001 (постоянный ток), марки ТД 300 (переменный ток), марки Cadu (производство фирмы ESAB, импульсный ток) и цифрового двухканального осциллографа марки DSO 3202А (производство фирмы Agilent Technologies, диапазон измерений 200 МГц, АЦП работает 1 гвыб/сек, одновременно проводит математический анализ сигналов, позволяет применять быстрое преобразование Фурье (БПФ), фильтрацию сигналов, имеются аппаратные фильтры низкой (ФНЧ) и высокой частоты (ФВЧ) и многое другое) для снятия кривых тока электросварки и падения напряжения на дуге с мгновенным получением их спектров, результаты приведены на фиг.1-9.
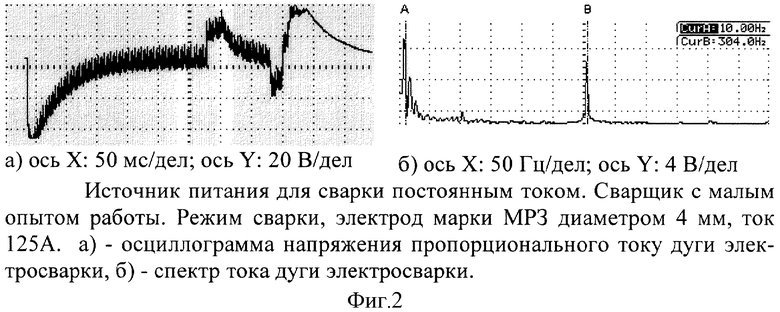
Сварка постоянным током (выходное напряжение с трансформатора выпрямляется и подается на электрод через балластное сопротивление), фиг.1-3. При коротком замыкании электрода на металл (без образования дуги) спектр тока характеризует источник питания, фиг.1. При дальнейшем анализе этот спектр будем исключать из спектра тока электросварки. При тех же начальных условиях, сравнивая работу двух сварщиков (с малым опытом работы, фиг.2, и с большим опытом работы, фиг.3) по спектрам тока видно, что у обоих сварщиков появились колебания с наименьшей частотой около 10 Гц (маркер А), связанные с колебаниями их электродов. Кроме того, у сварщика с малым опытом работы доля высших гармоник значительно больше, чем у опытного сварщика. Отсюда видно, что колебание длины дуги находит отражение в спектре сварочного тока. Если спектр опытного сварщика принять за эталонный, фиг.3, то, сравнивая его со спектром фиг.2, можно судить о качестве процесса сварки, в частности о качестве шва.
Результаты экспериментов электросварки переменным током представлены на фиг.4-6. На фиг.4 показан спектр тока короткого замыкания, характеризующий сварочный трансформатор, в частности спектр тока связан с намагниченностью стального сердечника трансформатора для выбранного значения тока. В дальнейшем гармоники спектра тока короткого замыкания исключаются из спектров сварочного тока при разных условиях сварки, которые согласно фиг.5 и 6 несут информацию о режимах сварки. В частности, смена электрода марки МРЗ (фиг.5) на электрод марки МНЧ (фиг.6) дает отличные спектры сварочного тока, т.е. можно создавать эталонные спектры для соответствующих электродов и режимов электросварки.
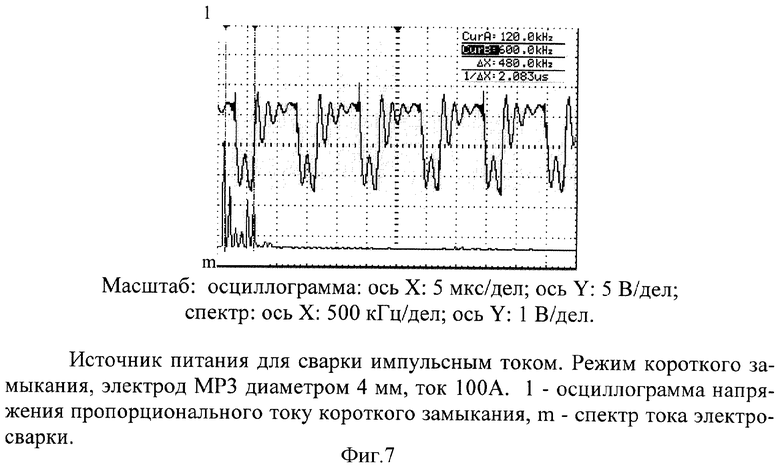
Источник питания для сварки импульсным током дает форму кривой тока короткого замыкания с более широким спектром гармоник, фиг.7, чем в предыдущих опытах с другими источниками питания. При электросварке на спектр тока влияет не только тип электрода (что было отмечено выше), но и его диаметр при прочих равных условиях, фиг.8 и фиг.9.
Таким образом, для конкретных источников питания дуги, выбранного режима сварки (длины дуги, формы и силы тока), пар «электрод-материал» экспериментально создается эталонная база частотных спектров, характеризующих оптимальный процесс электросварки пар свариваемого материала разнообразного сочетания, что в дальнейшем позволяет контролировать процесс электросварки и управлять им в реальном масштабе времени на различных объектах сварки. Критерии оптимальности процесса электросварки устанавливаются в зависимости от поставленных целей.
Предлагаемый способ реализуется устройством, структурная схема которого предоставлена на фиг.10, где описание блоков функциональное:
1 - блок управления источником питания дуги;
2 - сварочное оборудование с объектом сварки (источник питания, электрод, металл);
3 - компьютер с аналого-цифровыми и цифроаналоговыми преобразователями;
4 - оператор, обслуживающий оборудование;
5 - блок оптимизации системы автоматического управления (САУ), функционально входит в блок 3.
Согласно схеме, приведенной на фиг.10, реализация предлагаемого способа осуществляется системой автоматического управления, которая, используя эталонную базу частотных спектров оптимального процесса электросварки, контролирует протекание процесса в реальном масштабе времени и задает наивыгоднейший режим его осуществления.
В управляющей цепи устройства предусмотрена возможность визуального контроля процесса сварки и ручной настройки оптимальных режимов работы сварочного оборудования (блок 4), что обеспечивает, в том числе, и процесс обучения обслуживающего персонала.
В устройстве, выполненном согласно структурной схемы (фиг.10), предложенный способ реализуется по следующему алгоритму:
1. Со сварочного оборудования (блок 2) снимаются аналоговые сигналы сварочного тока i(t).
2. С помощью БПФ получают спектр сигнала тока i[n], где n=1, 2, 3 ... - номера гармоник (блок 3).
3. Из гармоник тока удаляются гармоники, связанные с источником питания дуги (получают заранее по режиму короткого замыкания). Полученный спектр тока i[к] характеризует электрическую дугу в реальном масштабе времени, где к - номера соответствующих гармоник.
4. Оператор по виду отклонения спектра i[к] от эталонного принимает решение по управлению процессом сварки (блоки 4 и 1)
Блок 5 системы САУ реализует предыдущие пункты в автоматическом режиме с оптимизацией процесса электросварки по выбранным критериям.
Литература
1. Сварка. Резка. Контроль: Справочник. / Под ред. Н.П.Алешина. - М.: Машиностроение, 2005. - 437 с.
2. Гольдман С. Гармонический анализ, модуляция и шумы. - М.: Издательство иностранной литературы, 1951. - 408 с.
3. Зевеке Г.В. и др. Основы теории цепей. - М.: Энергоатомиздат, 1989. - 528 с.
4. Источники питания для сварки. ©2002. Антонюк Д.
Запорiзький нацiональний технiчний унiверситет, м. Запорiжжя, вул. Жуковського 64. Телефон: +380(612)69.83.44| E-Mail: otsp@mail.ru.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕСТИРОВАНИЯ УСТАНОВКИ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2010 |
|
RU2440875C1 |
| Способ контроля состояния скользящего контактного соединения пантографа с контактным проводом в процессе движения электрического подвижного состава железных дорог | 2019 |
|
RU2713575C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ СВАРКИ В CO С НИЗКОЧАСТОТНОЙ МОДУЛЯЦИЕЙ СВАРОЧНОЙ ВАННЫ | 2005 |
|
RU2293630C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССАМИ ЭЛЕКТРОДУГОВОЙ СВАРКИ И СВАРОЧНЫЙ АППАРАТ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2001 |
|
RU2223849C2 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ КОНТАКТНЫХ СОЕДИНЕНИЙ ЭЛЕКТРИЧЕСКИХ ЦЕПЕЙ | 2012 |
|
RU2515360C2 |
| СПОСОБ ЗАЖИГАНИЯ ДУГИ С КОНТРОЛИРУЕМЫМ ПРИЛИПАНИЕМ ЭЛЕКТРОДА ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ | 2004 |
|
RU2270080C1 |
| РЕГУЛИРУЕМЫЙ ИСТОЧНИК ПИТАНИЯ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2005 |
|
RU2288819C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСВАРКИ С БЕЗОПАСНЫМ НАПРЯЖЕНИЕМ ХОЛОСТОГО ХОДА И ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ ПОДЖОГА И ГОРЕНИЯ СВАРОЧНОЙ ДУГИ | 1999 |
|
RU2157303C1 |
| Тренажер сварщика | 1989 |
|
SU1663619A1 |
| Устройство для обучения и оценки мастерства сварщика | 1990 |
|
SU1777166A1 |







Изобретение относится к области сварки, в частности к способу контроля и управления процессом, и может быть использовано при создании высококачественных систем контроля и управления технологическими процессами, связанными с электросваркой металлов. Измеряют ток электросварки и подаваемое на электрод напряжение, которые затем раскладывают на гармоники. Из спектра тока удаляют гармоники, связанные с входным напряжением. Полученный спектр тока характеризует параметры процесса электросварки. Выделенный спектр тока используют для создания эталонных спектров для конкретных марок электродов и свариваемых металлов при заданных технологических условиях. Эталонные спектры затем используются для контроля и оптимального управления процессом электросварки в реальном масштабе времени с помощью систем регулирования, работающих с оператором или в автоматическом режиме. 10 ил.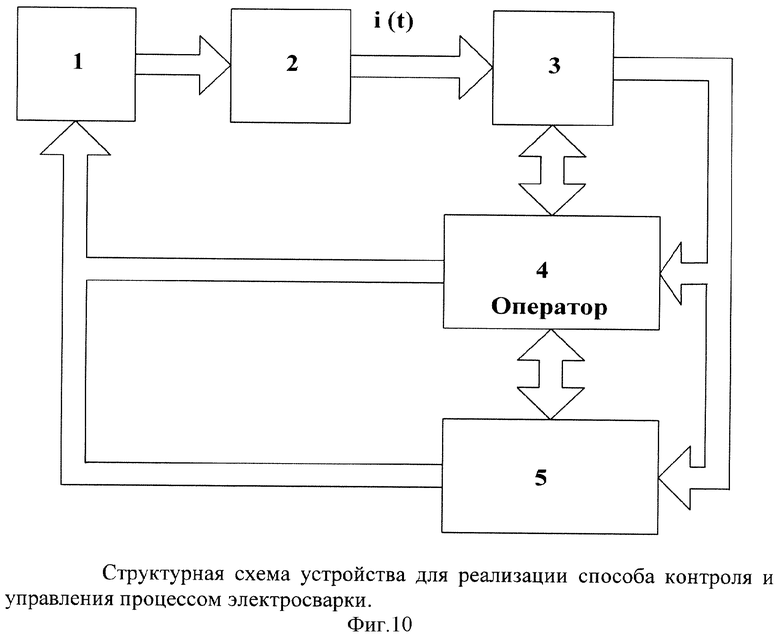
Способ контроля и управления процессом электросварки, характеризующийся тем, что для сварочного источника питания создают эталонную базу частотных спектров тока, интегрально характеризующих плазменный процесс оптимального процесса электросварки при различных сочетаниях параметров сварки, таких как длина дуги, форма и сила тока, марка электрода и его диаметр, затем непосредственно в процессе сварки получают частотный спектр сварочного тока и осуществляют обобщенную мгновенную оценку качества сварки путем выделения из полученного частотного спектра гармоник тока короткого замыкания, характеризующих спектр сварочного источника питания, и сравнения выделенной части спектра с эталонным, а по результатам отклонения спектра от эталонного корректируют параметры сварки в реальном масштабе времени.
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ МОЩНОСТИ ЭЛЕКТРОДУГИ | 1991 |
|
RU2047438C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2003 |
|
RU2253551C2 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПЕРЕМЕННОГО ТОКА | 2000 |
|
RU2189891C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1993 |
|
RU2098246C1 |
| Под ред | |||
| Н.П.АЛЕШИНА | |||
| Сварка | |||
| Резка | |||
| Контроль, Справочник | |||
| - М.: Машиностроение, 2004, с.437 ГОЛЬДМАН С | |||
| Гармонический анализ, модуляция и шумы | |||
| - М.: Издательство иностранной литературы, 1951, с.408 | |||
| ЗЕВЕКЕ Г.В | |||
| и др | |||
| Основы теории цепей | |||
| - М.: Энергоатомиздат, 1989, с.528. | |||

