Изобретение относится к сварочному оборудованию и может быть использовано при электродуговой сварке.
Цель изобретения - повышение удобства работы горелкой и обеспечение сварки в труднодоступных местах.
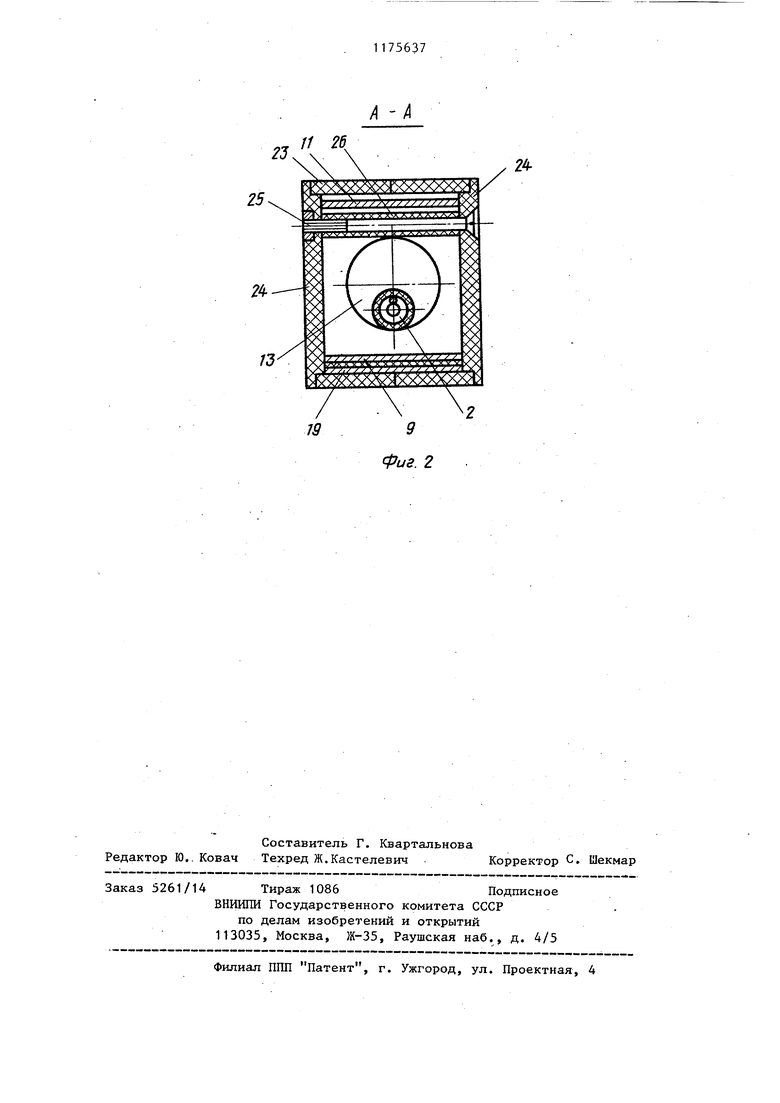
Иа фиг. 1 доказана горелка, продольный разрез; на фиг.2 - разрез А-А на фиг. 1 .
Горелка содержит токоведущую трубку 1 с гибким каналом 2 и жестким каналом внутри трубки 1 для подачи электродной проволоки и каналом 3 подачи защитного газа. На конце токоI ведущей трубки 1 установлено защитное сопло 4 подачи .защитного газа. Сопло 4 электроизолировано от токоведущей трубки 1 посредством втулки 5 из электроизоляционного материала. , Токоведущая трубка 1 электрически связана с разъемным участком 6 трубки для отсоса пылегазовьщелений посредством ребра 7. Участок 6 трубки одним концом сопряжен с аспирационным соплом 8, а вторым - с обеспечением электрического контакта с внутренним разомкнутым полукольцом 9, которое выполнено из токопроводящего материала с пружинными свойствами, например из латуни. Полукольцо 9 выполНено с окном для прохода участка 6 трубки.
Внутрь полукольца 9 соосно с окном впаяна гайка 10, сопряженная с участком 6 трубки по резьбе. Концентрично полукольцу 9 установлено наружное кольцо 11 из токопроводящего материала, которое сопрягается с полукольцом 9 по образующей с обеспечением электрического контакта. В кольце 11 выполнены окна 12 и 13. В окно 13 соосно впаяна разъемная токоведущая трубка14 для отсоса пылегазовьщелений, которая вместе с разъемной изолирующей оболочкой 15, скрепляемой винтами, образует рукоятку 16 горелки. На участке 6 трубки .для отсоса пьтегазовыделений (концентрично ей) установлена цилиндрическая пружина 17, поджатая через шайбу 18 и полукольцо 19 к кольцу 11 посредством гайки 20 через шайбу 21. Шайба 18 выполняется из алюминия. Полукольцо 19 выполнено из диэлектрического материала, например из пластмассы АГ-4, фибры или паронита. Б полукольце 19 выполнено окно, внутренняя поверхность которого контактирует с наружной поверхностью участка 6 трубки для отсоса пылегазовьщелений. Окно 12 выполнено в форме паза, ширина которого на величину ходового зазора больше ширины шайбы 18, а длина соответствует выбранному диапазону углового перемещения сопловой части горелки, в частности трубки 6, от условно принятого за нулевое, соосное с рукояткой положение. Угловое перемещение выполняется в пределах от нуля (трубка 6 соосна трубке 14) до бО (ось трубки 6 образует с осью трубки 14 угол в 60 ). Такой диапазон углового регулирования достаточен для сварки практически любых швов, однако он может быть увеличен в конструкции от -30 до 90 . Гибкий канал 2 сопряжен с токоведущйми элементами 1 посредством накидной гайки 22. Кольцо 11 снаружи злектроизолировано оболочкой 23 из диэлектрического материала, например пластмассы. Оболочка 23 выполнена разъемной. С торцов полукольцо 9 и кольцо 11 электроизолированы пластмассовыми крышками 24. Крышки 24 в сборе с электроизолирующей оболочкой 23 образуют единый разъемный корпус кольцевого шарнира с пазом, оппозитно расположенным по отношению к окну 12 и равным ему по ширине. Крышки 24 с упором в торцы оболочки 23 стянуты винтом 25, снабженным электроизолирующей втулкой 26. Возможна и другая конструкция электроизолирующей оболочки шарнира, например, в виде послойно напыленных на кольцо 1Т и торцы полукольца 9 капроновых оболочек или покрытий из окиси алюминия.
Пружина 17, шайба 18., гайка 20, шайба 21 и участок 6 трубки для отсоса пылегазовьщелений электроизолированы разъемным пластмассовым корпусом 27, стянутым винтами. Возможно вьшолнение гайки 20 и шайбы 21 пластмассовыми. В этом случае корпус 27 может выполняться только на длине пружины 17 и шайбы 18 в виде отдельной детали или как одно целое с гайкой 20. .
Корпус 27 является одновременно посадочной поверхностью для аспирационного сопла 8. Сопло 8 выполнено в виде трубки 28 и закреплено на корпусе 27 посредством пружины 29.
Трубка 28 выполнена с участком винтовой нарезки 30. Вместо винтовой нарезки может применяться метрическая резьба. В средней своей части пружина 29 содержит участок с зазором между витками, а на конце витки пружины выполнены без зазоров, виток к витку. Трубка 28 концом охватывает с минимальным ходовым зазором участок пружины 29 с зазорами . между витками, длина этого участка, исчисляемая от участка винтовой нарезки 30, несколько превышает длину участка пружины 29 с зазором между витками в свободном состоянии.
Аспирационное сопло 8 в совокупности с защитным соплом 4 образует всасывающую щель и начальньй участок всасывания пьшегазовьщелений. Аспирационное сопло 8 в сборе фиксируется на корпусе 27 посредством винтовой нарезки 31, взамен которой также может быть выполнена резьба. Сопряжение пружины 29 с оболочкой 27 происходит по винтовой линии. Возможны и другие виды сопряжения и фиксации аспирационного сопла 8 с корпусом 27, например посредством хомута, гфижимающего пружину 29 к корпусу 27.
Исполнение аспирационного сопла .8 может быть несколько иным: не трубка 28 охватывает пружину 29, а на- . оборот, пружина 29 охватывает трубку 28. Б этом случае участок винтовой нарезки 30 выполняется снаружи, трубки 29, а .фиксация сопла 8 на корпусе 27 производится аналогично.
Углекислый газ в горелку подается по трубке 32, сообщенной с каналом 3. Трубка. 14 для отсоса пылегазовыделений соединена с источником вакуума и источником электрического тока (не показаны).
Горелка работает следующим образом.
Сварочный ток от источника питания подается на трубку 14 для отсоса пьшегазовыделений, далее на кольцо 11 и упруго контактирующее с ним полукольцо и далее по участку 6 трубки для отсоса пьшегазовыделений через ребро 7 поступает на токоведущую труку 1 .
Электродная проволока посредством подающего механизма (не показан) сварочного полуавтомата по спиральному гибкому электроизолированному каналу
2 подается в зону сварки, при этом спиральный конец гибкого канала 2 зафиксирован соосно токоведущей трубке 1 гайкой 22, полость гибкого канала 2 сообщена с соответствующим каналом (не показан) внутри жестких трубчатых токоведущих элементов, а электродная проволока электрически контактирует с токоведущей трубкой 1
Защитньш газ по трубке 32 и каналу 3 поступает в полость защитного сопла 4.
При возбуждении сварочной дуги вьщеляется большое количество сварочного аэрозоля, содержащего твердую и газообразную фазы (пьшегазовыделений) . Удаление пылегазовыделений из зоны сварки осуществляется аспирацие через аспирационное сопло 8 и далее через участок 6 трубки для отсоса пьшегазовыделений, полость шарнира, образованного кольцом 11, полукольцом 9 и уплотненного крышками 24, окно 13 и трубку 14, являющуюся продолжением участка 6 трубки, но отделенную от нее шарниром.
Электроизоляция в горелке осуществляется посредством втулки 5, копуса 27, оболочки 23, крышки 24, полукольца 19, оболочки 15 и втулки 26
С помощью гайки 20 и шайбы 21 пружина 17 постоянно прижимает кольц 11 к полукольцу 9, а следовательно, и гайке 10, осуществляется надежный электрический контакт не только в шарнире, но и между трубкой 14 и участком 6 трубки для удаления пьшегазовыделений. Шайба 18 позволяет распределить усилие от пружины более равномерно.
При необходимости изменения угла наклона электрода, а следовательно, и всей сопловой части горелки по отношению к рукоятке 16 сварщик, держа одной рукой горелку за рукоятку, другой рукой перемещает ее сопловую часть на необходимый угол, преодолевая при этом сопротивление сжатой пружины, а точнее тангенциальной по отношению к шарниру составляющей от усилия ее сжатия. При этом вся сопловая часть горелки проворачивается относительно центра шарнира, совпадающего с цантром кольца 11. Гибкий канал 2 изгибается под необходимым радиусом, обеспечивая нормальное поступление проволоки в зону сварки.
Угловое перемещение может осуществляться в пределах длины окна 12 и соответствующего ему оппозитного паза в оболочке 23. Полукольцо 19, взаимодействуя с участком трубки 6, перемещается относительно центра шарнира по круговой траектории, перекрывая открывшуюся часть окна 12 и оппозитното ему паза в оболочке 23, тем самым электроизолируя его от случайного контакта с токоведущим кольцом 11.
Фиксация сопловой части горелки в нужном положении осуществляется автоматически за счет усилия пружины 1 7 .
При изменении угла наклона сопловой части горелки отсасываемые пылегазовьщеления удаляются. При этом изменяется траектория удаляемого потока по отношению к окну 13 трубки 14, что практически не сказывается на режиме аспирации.
Для периодического контроля и чистки контактов шарнира необходимо отвернуть винт 25, снять крышки 24 и элементы оболочки 23.
Конструкция аспирационного сопла 8 позволяет производить сварку с одновременной аспирацией при общепринятых величинах длины дуги и вылете электродной проволоки относительно защитного сопла. Когда в процессе сварки в труднодоступном месте горелка упирается аспирационным соплом 8 в металлоконструкцию (случай, при котором в известных горелках надо либо вручную передвигать сопло
дальше от зоны сварки, либо вообще отказаться от аспирации пылегазовыделений, снимая насадок), пружина 29 сопла 8 деформируется в осевом направлении (а при необходимости на 2 - 5 мм и в радиальном) и перемещает трубку 28, а следовательно, и всасывающую щель в осевом и радиальном направлениях без прекращения отсоса вредностей. Первоначальную регулировку положения сопла 8 осуществляют перемещением трубки 28 относительно пружины 29 на участке
винтовой нарезки 30 и пружины 29 относительно корпуса 27 на участке винтовой нарезки 31.
Изобретение обеспечивает повьш1е-. ние удобства работы с горелкой,
что достигается возможностью изменения угла наклона электрода и всей сопловой части горелки по отношению к рукоятке (к плоскости сваривания). Это позволяет не только снизить нагрузки на руку сварщика, но и во многих случаях ликвидировать неудобные позы, неоправданные наклоны туловища, приседания, т.е. ликвидировать факторы, прямо влияющие на утомляемость
сварщика, а следовательно, и производительность труда.
С помощью предлагаемой горелки
можно расширить область применения горелок с отсосом и удалять вредные пылегазовьщеления при сварке во многих труднодоступных местах, там где известные горелки с отсосом не могли применяться.
Ix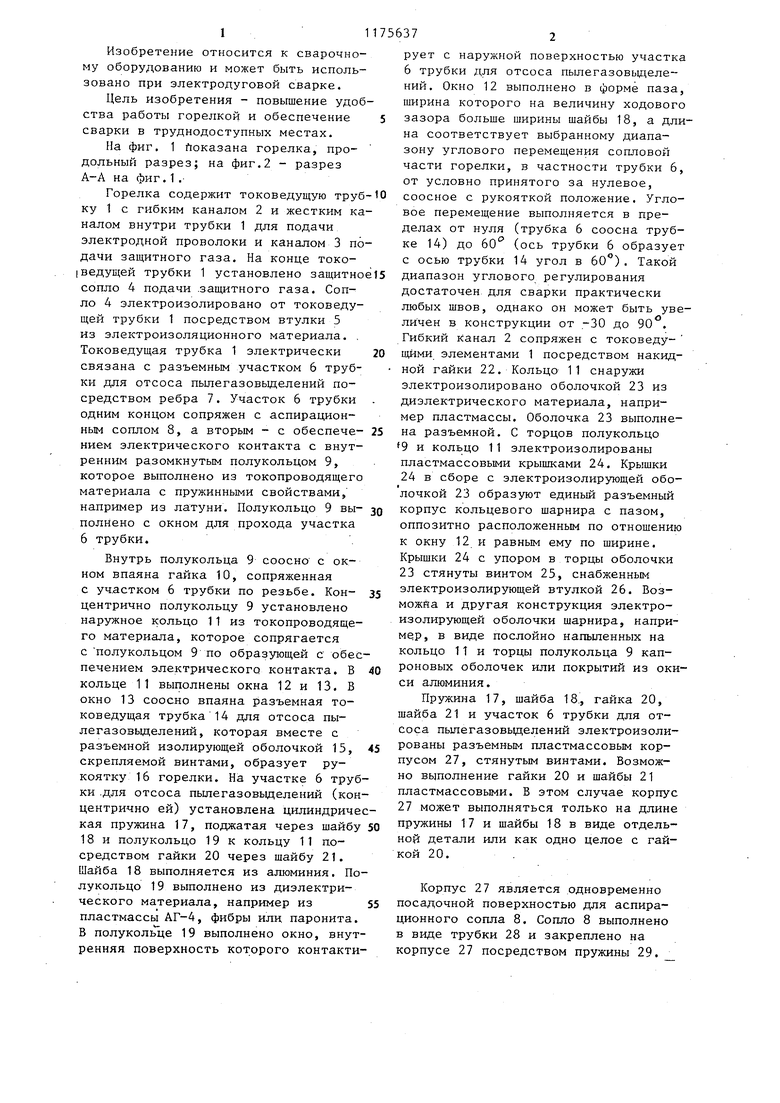
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для электродуговой сварки в защитных газах | 1988 |
|
SU1698000A1 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU996131A1 |
| Горелка для электродуговой сварки в защитных газах | 1983 |
|
SU1174209A2 |
| Горелка для электродуговой сварки в защитных газах | 1981 |
|
SU958054A1 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU996132A1 |
| Горелка для электродуговой сварки в защитных газах | 1981 |
|
SU1031672A1 |
| ГОРЕЛКА ДЛЯ РУЧНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2030263C1 |
| Горелка для механизированной дуговой сварки плавящимся электродом | 1990 |
|
SU1785856A1 |
| Горелка для электродуговой сварки в защитных газах | 1981 |
|
SU1007875A1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1031675A1 |
1. ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ, содержащая корпус, токоведущую трубку для отсоса пылегазовыделений, внутри которой расположена токоподводящая трубка с закрепленным на ней соплом для подачи зар итного газа, охватьшающее его аспирационное сопло, отличающаяся тем, что, с целью повышения удобства работы и обеспечения сварки в труднодоступных местах, она снабжена токопроводящими концентричными внутренним пружинящим полукольцом ,и наружным кольцом, выполненными с окнами для соединения с полостями аспирационного сопла и трубки для отсоса пылегазовыделений и установленными с возможностью относительного поворота, и пружиной для поджатия кольца и полукольца одно к другому, установленной на трубке для отсоса пылегазовыделений, а полукольцо и кольцо вмонтированы с обеспечением i электрического контакта в токоведущую трубку для отсоса пылегазовыде(Л лений. 2. Горелка по п. 1, отличающаяся тем, что аспирационное сопло закреплено на корпусе горелки посредством винтовой пружины, выполненной с переменным шагом и зазорами между вятками в средней ее ч| части. сд О) со 
ie
Ч
к
// 26
24
/3
7
/1 -/1
24
| 0 |
|
SU165261A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ГОРЕЛКА ДЛЯ РУЧНОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 0 |
|
SU179859A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Горелка для электродуговой сварки в защитных газах | 1981 |
|
SU1007875A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
